Изобретение относится к способу правки диафрагменной пружины, в частности правки осевой высоты и/или конфигурации консольных пластин диафрагменной пружины, а также к фрикционному сцеплению с такой диафрагменной пружиной.
Подобные диафрагменные пружины известны, например, из DE-OS 3428001, DE-OS 3304670, US-PS 3977504, US-PS 3951393.
Для диафрагменных или тарельчатых пружин, действующих во фрикционном сцеплении между кожухом и нажимным диском, уже известна правка по отдельности направленных радиально внутрь язычков установленной во фрикционном сцеплении тарельчатой пружины с помощью устройства, содержащего множество подвижных пуансонов, с тем чтобы привести лежащие радиально внутри острия язычков, по меньшей мере, приблизительно на одну осевую высоту. Подобный способ правки описан, например, в US-PS 3750251. За счет этого процесса можно существенно улучшить ввод во фрикционное сцепление приводного усилия посредством подшипника выключения, что существенно улучшает работу и КПД фрикционного сцепления, а также взаимодействующей с ним системы выключения. В частности, за счет этого можно уменьшить требуемый путь срабатывания фрикционного сцепления. Кроме того, этим достигается более равномерная нагрузка на различные детали фрикционного сцепления или системы выключения. В частности, за счет этого можно предотвратить воздействие недопустимо высоко перекашивающего усилия на подшипник выключения сцепления и тем самым на рычаг выключения. Такой перекос является недостатком, в частности, у рычагов выключения, установленных с возможностью осевого перемещения по направляющей трубе со стороны коробки передач, поскольку за счет подобного перекоса возрастает приводное усилие и существенно возрастает износ направляющих. Далее, благодаря более равномерному вводу усилия, осуществляемому по периметру в зоне остриев язычков, можно в значительной степени предотвратить перекос или боковое биение тарельчатой пружины, в частности, в зоне ее расположенного радиально снаружи кольцеобразного тела.
В основу изобретения положена задача простым и экономичным образом обеспечить простую и экономичную правку конфигурации, по меньшей мере, одной консольной пластины диафрагменной пружины или согласование конфигурации, по меньшей мере, отдельных консольных пластин диафрагменной пружины по отношению друг к другу и/или регулирование высоты, по меньшей мере, свободных концов отдельных консольных пластин диафрагменной пружины.
Поставленная задача в способе правки осевой высоты консольных пластин диафрагменной пружины согласно одному из вариантов изобретения решается тем, что, по меньшей мере, одну консольную пластину нагревают на определенном участке с возможностью правки по отношению друг к другу находящихся с обеих сторон от этого участка отрезков консольной пластины без существенной или практически без упругой деформации.
Нагретый участок после правки, по меньшей мере, одной консольной пластины охлаждают для, по меньшей мере, частичной закалки этого участка.
Диафрагменную пружину перед правкой консольных пластин по отношению друг к другу, при необходимости, помимо отпуска диафрагменной пружины и/или закалки остриев консольных пластин подвергают окончательной, по меньшей мере, термообработке в отношении ее пружинящих свойств.
Путем нагрева в зоне деформации прочность материала, по меньшей мере, в отдельных местах, уменьшают до 0 Н/мм2.
Диафрагменную пружину перед правкой консольных пластин подвергают, по меньшей мере, частичной струйной обработке.
Путем нагрева консольных пластин в отдельных местах осуществляют, по меньшей мере, частичную термоосадку диафрагменной пружины.
Диафрагменная пружина выполнена в виде тарельчатой пружины с кольцеобразным, служащим в качестве аккумулятора энергии телом, от радиально внутренних и/или радиально внешних участков периферии которого отходят консольные пластины в виде язычков.
Тарельчатая пружина в ненапряженном состоянии конически расправлена и содержит направленные радиально внутрь язычки, которые отделены друг от друга радиально проходящими выемками в виде прорезей.
Для взаимной правки консольных пластин все консольные пластины нагревают на заданном участке и вместе деформируют.
За счет правки консольных пластин или язычков, по меньшей мере, их свободные концы, по меньшей мере, приблизительно располагают в плоскости, перпендикулярной оси вращения диафрагменной пружины.
Выполненная в виде тарельчатой пружины диафрагменная пружина содержит направленные внутрь язычки, острия которых выполнены с возможностью осевой нагрузки исполнительным органом, причем эти острия язычков в процессе правки, по меньшей мере, частично приводят на одинаковую высоту.
Нагреваемые участки консольных пластин нагревают до температуры 600-950oС, преимущественно до температуры около 850oС.
Диафрагменную пружину подвергают обработке данным способом до сборки.
Диафрагменную пружину встраивают в внутрь фрикционного сцепления и подвергают обработке данным способом в собранном состоянии.
Диафрагменную пружину собирают, по меньшей мере, с кожухом сцепления.
Способ согласно этому варианту изобретения применяют для полностью собранного фрикционного сцепления.
Нагревают участок консольных пластин, находящийся, по меньшей мере, приблизительно на среднем отрезке протяженности длины консольной пластины.
Участки при этом нагревают индуктивно.
Нагрев осуществляют катушкой.
Используют, по меньшей мере, две катушки, причем одна катушка нагревает участки для правки консольных пластин, а другая служит для нагрева и закалки свободных остриев консольных пластин.
Поставленная задача может решаться согласно другому варианту изобретения способом правки осевой высоты консольных пластин диафрагменной пружины, который характеризуется тем, что, по меньшей мере, одну консольную пластину нагружают на изгиб, и, по меньшей мере, созданные за счет этого в консольной пластине напряжения, по меньшей мере, уменьшают за счет нагрева одного участка напряженной консольной пластины.
По меньшей мере, изгибные напряжения практически полностью устраняют за счет частичного нагрева.
Нагретый участок после правки, по меньшей мере, одной консольной пластины охлаждают для, по меньшей мере, частичной закалки этого участка.
Диафрагменную пружину перед правкой консольных пластин по отношению друг к другу, при необходимости, помимо отпуска диафрагменной пружины и/или закалки остриев консольных пластин подвергают окончательной, по меньшей мере, термообработке в отношении ее пружинящих свойств.
Путем нагрева в зоне деформации прочность материала, по меньшей мере, в отдельных местах, уменьшают до 0 Н/мм2.
Диафрагменную пружину перед правкой консольных пластин подвергают, по меньшей мере, частичной струйной обработке.
Путем нагрева консольных пластин в отдельных местах осуществляют, по меньшей мере, частичную термоосадку диафрагменной пружины.
Диафрагменная пружина выполнена в виде тарельчатой пружины с кольцеобразным, служащим в качестве аккумулятора энергии телом, от радиально внутренних и/или радиально внешних участков периферии которого отходят консольные пластины в виде язычков.
Тарельчатая пружина в ненапряженном состоянии конически расправлена и содержит направленные радиально внутрь язычки, которые отделены друг от друга радиально проходящими выемками в виде прорезей.
Для взаимной правки консольных пластин все консольные пластины нагревают на заданном участке и вместе деформируют.
За счет правки консольных пластин или язычков, по меньшей мере, их свободные концы, по меньшей мере, приблизительно располагают в плоскости, перпендикулярной оси вращения диафрагменной пружины.
Выполненная в виде тарельчатой пружины диафрагменная пружина содержит направленные внутрь язычки, острия которых выполнены с возможностью осевой нагрузки исполнительным органом, причем эти острия язычков в процессе правки, по меньшей мере, частично приводят на одинаковую высоту.
Нагреваемые участки консольных пластин нагревают до температуры 600-950oС, преимущественно до температуры около 850oС.
Диафрагменную пружину подвергают обработке данным способом до сборки.
Диафрагменную пружину встраивают в внутрь фрикционного сцепления и подвергают обработке данным способом в собранном состоянии.
Диафрагменную пружину собирают, по меньшей мере, с кожухом сцепления.
Этот способ применяют для полностью собранного фрикционного сцепления.
Нагревают участок консольных пластин, находящийся, по меньшей мере, приблизительно на среднем отрезке протяженности длины консольной пластины.
Участки нагревают индуктивно.
Нагрев осуществляют катушкой.
При этом используют, по меньшей мере, две катушки, причем одна катушка нагревает участки для правки консольных пластин, а другая служит для нагрева и закалки свободных остриев консольных пластин.
Способы согласно изобретению могут применяться для правки диафрагменных или тарельчатых пружин, которые уже перед правкой, по меньшей мере, одной консольной пластины, преимущественно множества или даже всех консольных пластин, при необходимости помимо отпуска и/или закалки остриев консольных пластин, подвергнуты окончательной термообработке в отношении их пружинящих свойств.
Для того, чтобы по окончании процесса правки при разгрузке консольных пластин обеспечить как можно меньшее или практически исключить подпружинивание или возврат в исходное положение консольных пластин или отрезков консольных пластин, целесообразно, если за счет нагрева в зоне деформации отдельных консольных пластин прочность материала, по меньшей мере, в отдельных местах, уменьшают до значения, очень малого по сравнению с прочностью других участков соответствующей консольной пластины. Прочность материала в нагретой зоне деформации должна быть, следовательно, уменьшена, по меньшей мере, в отдельных местах до 0 Н/мм2.
Предпочтительным образом диафрагменная пружина перед правкой консольных пластин по отношению друг к другу может быть, по меньшей мере, частично подвергнута струйной обработке. Нагреваемые зоны консольных пластин могут быть позиционированы с возможностью, по меньшей мере, частичной термоосадки мембранной пружины. Эта термоосадка объясняется теплом, которое нагретые участки вследствие теплопроводности материала излучают в упруго деформируемые или пружинящие участки диафрагменной пружины. Эти участки могут быть образованы, например, кольцеобразным телом тарельчатой пружины.
Предпочтительным образом способ может найти применение для тарельчатых пружин с кольцеобразным, служащим в качестве аккумулятора энергии телом, которое на своем радиально внутреннем и/или радиально наружном участке периферии содержит отформованные за одно целое консольные пластины, например в виде язычков. Эти консольные пластины могут проходить в радиальном направлении или в направлении периферии. Предпочтительным образом подобная тарельчатая пружина или, по меньшей мере, ее кольцеобразное тело может в ненапряженном состоянии конически выпрямиться. Особенно целесообразным может быть при этом, если на теле отформованы направленные радиально внутрь язычки, отделенные друг от друга радиально проходящими выемками в виде прорезей.
Предпочтительным образом для взаимной правки консольных пластин все консольные пластины могут быть целенаправленно нагреты на заданном участке, т. е. в ограниченной зоне, и сообща деформированы. В частности, у тарельчатых пружин для использования в сочетании с фрикционными сцеплениями может быть особенно целесообразным, если за счет правки консольных пластин или язычков, по меньшей мере, их свободные концевые участки, по меньшей мере, приблизительно располагаются в плоскости, перпендикулярной оси вращения диафрагменной или тарельчатой пружины, или касаются такой плоскости. В некоторых случаях может быть также предпочтительным, если, по меньшей мере, отдельные консольные пластины, по меньшей мере, на одном отрезке их продольной протяженности имеют конфигурацию, смещенную относительно остальных консольных пластин, причем эта конфигурация может быть получена или скорректирована способом согласно изобретению.
В частности, у установленных во фрикционных сцеплениях тарельчатых пружин с направленными радиально внутрь язычками, острия которых выполнены с возможностью осевой нагрузки исполнительным органом, например подшипником выключения, особенно предпочтительно, если эти острия язычков в процессе правки согласно изобретению, по меньшей мере, приблизительно приведены на одинаковую осевую высоту.
Для способа согласно изобретению целесообразно, если нагреваемые участки консольных пластин нагревают до температуры 600-950oС, преимущественно до температуры порядка около 850oС. Упомянутые температуры предлагаются для диафрагменных пружин, изготовленных из стали. В зависимости от материала могут быть, однако, целесообразны и более высокие или более низкие температуры.
Способы согласно изобретению могут найти применение как для самой диафрагменной пружины, т.е. для отдельной детали, так и для диафрагменных пружин, каждая из которых установлена в узле, например во фрикционном сцеплении. При использовании подобных диафрагменных пружин во фрикционных сцеплениях последние могут быть при применении соответствующего способа собраны полностью или же лишь частично. Так, например, диафрагменная пружина может быть соединена с кожухом сцепления только с возможностью поворота. Особенно предпочтительно, однако, если соответствующий способ находит применение для полностью собранных фрикционных сцеплений. При этом особенно предпочтительно, если в процессе правки диафрагменная или тарельчатая пружина имеет напряженное положение, по меньшей мере, частично соответствующее тому положению, которое пружина занимает в установленном на транспортном средстве сцеплении. Это может осуществляться путем соответствующего позиционирования нажимного диска по отношению к кожуху, поскольку за счет этого пружина напрягается.
Предпочтительным образом нагреваемые участки могут быть нагреты индуктивно. Индуктивный нагрев может осуществляться при этом вращающейся деталью и/или вращающейся катушкой. Катушка вырабатывает при этом переменное магнитное поле, индуцирующее в детали вихревые токи, которые вызывают быстрое возрастание температуры. Может быть, однако, осуществлен и так называемый огневой нагрев, т.е. нагрев пламенем.
Особенно целесообразным может быть, если предусмотрены, по меньшей мере, две катушки, причем одна нагревает участки для правки консольных пластин, а другая служит для нагрева и закалки свободных остриев консольных пластин. За счет очень быстрого охлаждения или закалки в зоне остриев консольных пластин можно достичь твердости, превышающей ту, которая имеется на остальных участках консольных пластин и/или всей диафрагменной пружины.
Изобретение более подробно поясняется с помощью чертежей, на которых изображено:
- фиг.1 - разрез устройства;
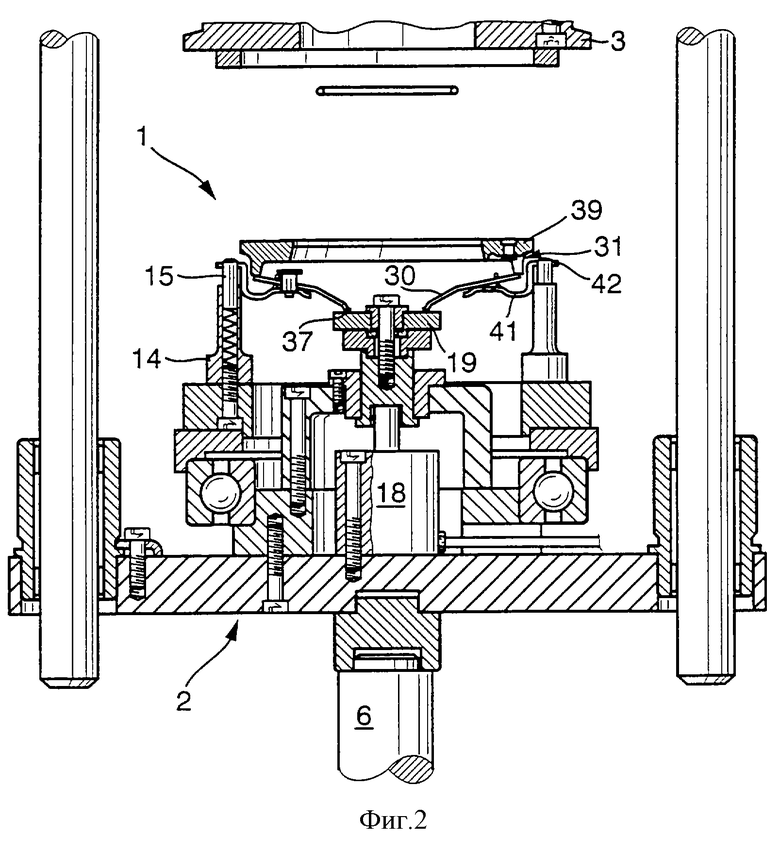
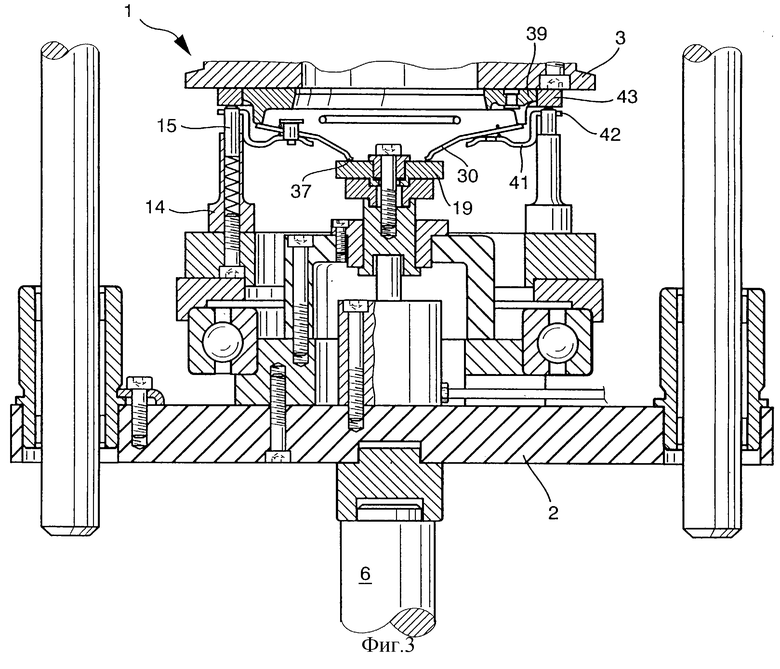
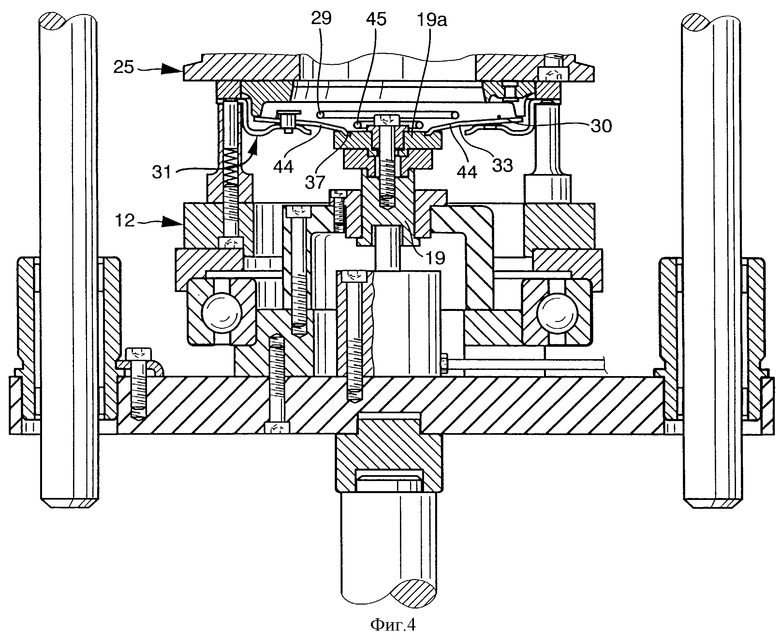
- фиг.2-4 - отдельные этапы способа или процесса;
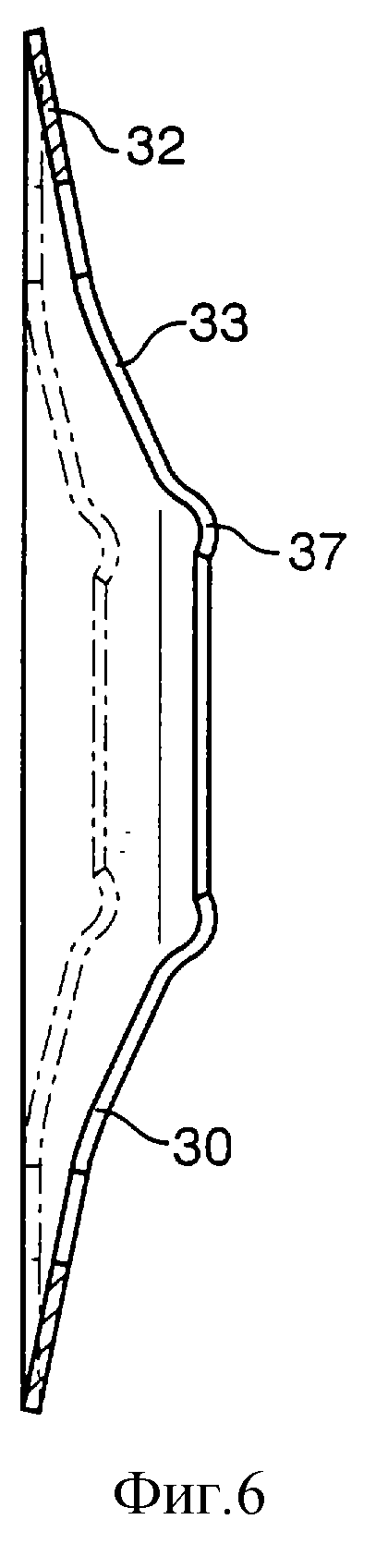
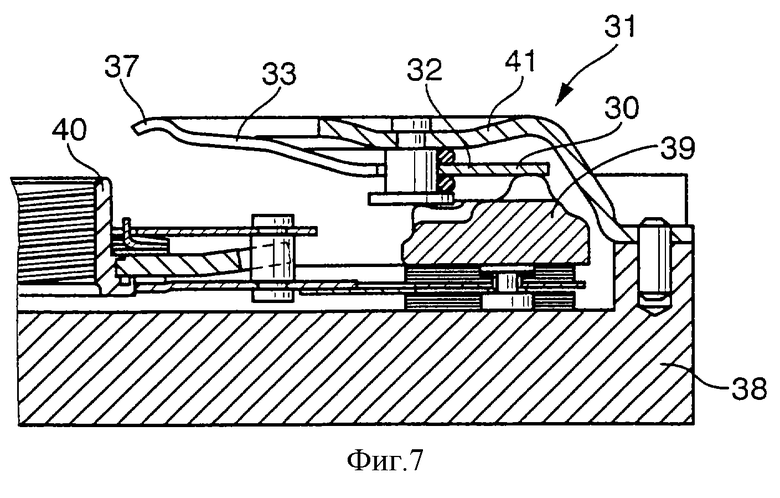
- фиг. 5-7 - тарельчатая пружина, которая на фиг.7 установлена во фрикционном сцеплении.
Как видно из фиг. 1, устройство 1 для осуществления способа согласно изобретению состоит из нижней 2 и верхней 3 частей, которые могут быть поменяны местами, размещенных в закрытой раме (показана неполностью). Из всей рамы видна часть верхней плиты 4, соединенной стяжками 5 с нижней плитой (не показана). На верхней плите 4 закреплена верхняя часть 3. Нижняя часть 2 установлена с возможностью осевого перемещения относительно верхней части 3 посредством привода, например гидроцилиндра 6, у которого виден только поршневой шток. Нижняя 2 и верхняя 3 части соединены посредством направляющих стоек 7 и направляющих втулок или направляющих опор 8 жестко, однако с возможностью осевого перемещения по отношению друг к другу. Нижняя часть 2 содержит базирующую плиту 9, нагружаемую гидроцилиндром 6 и несущую направляющие опоры 8. На базирующей плите 9 установлено подшипниковое посадочное кольцо 10, которое аксиально опирается на базирующую плиту 9 и в котором размещен подшипник 11, здесь в виде шарикоподшипника. Через подшипник 11 на базирующую плиту 9 с возможностью вращения относительно нее посредством подшипника 11 опирается базирующее устройство 12. В изображенном примере выполнения базирующее устройство 12 состоит, по меньшей мере, из одного кольцеобразного кольца 13, несущего несколько распределенных по окружности зажимных элементов в виде зажимных пальцев 14. По меньшей мере, в некоторых из них размещены центрирующие органы в виде центрирующих штифтов 15, установленных преимущественно с возможностью, по меньшей мере, частичного осевого погружения в зажимной палец, а именно каждый против действия аккумулятора энергии, который может быть образован, например, винтовой пружиной 16. На базирующей плите 9 или посадочном кольце 10 расположено, кроме того, правочное устройство 17 с правочным цилиндром 18, который может аксиально перемещать или нагружать правочный пуансон 19, выполненный в данном случае собранным из нескольких деталей. Правочный пуансон 19 установлен с возможностью осевого перемещения в направляющем элементе 20, выполненном здесь также собранным из нескольких деталей, и проходит без или практически без возможности опрокидывания. Направляющий элемент 20 содержит чашеобразную деталь 21, в которой, по меньшей мере, частично размещен или охвачен сверху правочный цилиндр 18 и которая прочно соединена с базирующей плитой 9.
Верхняя часть 3 также содержит базирующую плиту 22, на которой закреплено подшипниковое посадочное кольцо 23, несущее подшипник в виде подшипника 24 качения. Через подшипник 24 на базирующую плиту 22 аксиально с возможностью вращения относительно нее опирается опорное устройство 25, состоящее из нескольких шайб или колец. Подшипники 11 и 24 расположены коаксиально друг другу, так что базирующее 12 и опорное 25 устройства могут вращаться коаксиально друг другу. В изображенном примере выполнения опорное устройство 25 содержит шкив 26, приводимый во вращение ремнем 27 и приводным двигателем 28. Устройство 1 содержит также нагревательное устройство 29, которое служит, по меньшей мере, для частичного нагрева консольных пластин детали, в частности диафрагменной пружины, причем за счет взаимодействия нагревательного устройства и остальных деталей устройства 1 обеспечивается правка консольных пластин, как это более подробно описано ниже.
В изображенном примере выполнения нагревательное устройство состоит из кольцеобразной индукционной катушки 29.
Устройство 1 служит для правки отдельных консольных пластин диафрагменной пружины по отношению друг к другу, причем в данном случае эта диафрагменная пружина является тарельчатой пружиной 30 фрикционного сцепления 31. Как видно из фиг.5-7, тарельчатая пружина 30 содержит кольцеобразное тело 32, от которого отходят направленные радиально внутрь язычки 33, ограничивающие центральное отверстие 34. Отдельные язычки 33 тарельчатой пружины отделены друг от друга прорезями 35, которые радиально внутри сообщены с центральным отверстием 34, а радиально снаружи переходят в расширения 36 в форме отверстий, примыкающие к кольцеобразному телу 32.
На фиг.6 изображенное сплошными линиями положение тарельчатой пружины 30 соответствует ее полностью разгруженному состоянию. В изображенном примере выполнения язычки 33 тарельчатой пружины отогнуты, а радиально внутренние острия 37 язычков выполнены куполообразными.
Как видно из фиг.7, фрикционное сцепление 31 может быть установлено на ответном нажимном диске, например маховике 38, причем между ответным нажимным диском 38 и нажимным диском 39 фрикционного сцепления 31 зажимаются фрикционные накладки диска 40 сцепления. Нажимной диск 39 нагружают известным образом посредством тарельчатой пружины 30. Тарельчатая пружина 30 известным образом установлена на кожухе 41 сцепления с возможностью поворота, а именно в изображенном примере выполнения по типу двуплечего рычага. Подобные фрикционные сцепления известны, например, из US PS 5301782 и DE-OS 4434019. Изобретение может, однако, найти применение и в так называемых тянутых сцеплениях, известных, например, из US-PS 4909370 и DE-OS 4237623.
Ниже с помощью фиг. 2-4 описан способ или процесс правки язычков тарельчатой пружины, уже установленной во фрикционном сцеплении.
На первом этапе фрикционное сцепление, состоящее, по меньшей мере, из нажимного диска 39, тарельчатой пружины 30 и кожуха 41, помещают в устройство 1. В изображенном примере выполнения фрикционное сцепление помещают в устройство 1 с направленным вверх нажимным диском 39, причем острия 37 язычков аксиально опираются на правочный пуансон 19. Радиальное позиционирование или центрирование фрикционного сцепления 31 в показанном примере выполнения осуществляется посредством кожуха 41 сцепления, снабженного на своем внешнем краю 42 отверстиями, в которые аксиально входят центрирующие штифты 15. Целесообразно, если предусмотрено, по меньшей мере, два центрирующих штифта 15. Может быть предусмотрено, однако, и больше центрирующих штифтов, причем может быть предпочтительным, если имеется три таких центрирующих штифта, которые, как уже описано, размещены в зажимных элементах в виде зажимных пальцев 14 с возможностью осевого перемещения. Число зажимных элементов 14 должно составлять, по меньшей мере, три, причем может быть предпочтительным, если имеется шесть таких зажимных элементов, которые могут быть равномерно распределены по периферии.
После размещения фрикционного сцепления 31 в устройстве 1 нижнюю часть 2 посредством привода или гидроцилиндра 6 перемещают вверх, причем сначала в верхнюю часть 3 упирают нажимной диск 39 и центрирующие шрифты 15. Упор отдельных деталей 39, 15 в верхнюю часть 3 может происходить при этом практически одновременно или быть разнесено по времени. Соответствующее положение показано на фиг.3. При дальнейшем перемещении нижней части 2 вверх центрирующие штифты 15 аксиально погружаются в соответствующие зажимные элементы 14, причем после прохождения определенного пути эти зажимные элементы 14 упираются в кожух или крышку 41 сцепления. По меньшей мере, затем кожух 41 аксиально перемещается в направлении неподвижного нажимного диска до тех пор, пока кожух 41 не упрется в регулировочный элемент в виде закрепленного на верхней части 3 регулировочного кольца 43. После этого внешний край 42 кожуха 41 зажимается между кольцам 43 и зажимными элементами 14. Это положение показано на фиг.4.
Следует еще заметить, что описанные процессы могут происходить с полностью выдвинутым в нужное положение правочным цилиндром 18 или правочным пуансоном 19. В этом случае при перемещении нижней части 2 вверх, как только нажимной диск 39 будет аксиально опираться на верхнюю часть 3, тарельчатая пружина 30 поворачивается, поскольку она опирается радиально снаружи на аксиально фиксированный тогда нажимной диск 39, а радиально внутри в зоне остриев 37 язычков нагружена правочным пуансоном 19. Согласно другому варианту при перемещении нижней части 2 вверх правочный цилиндр 18 или правочный пуансон 19 может находиться, однако, и в отведенном назад положении и лишь после схождения нижней 2 и верхней 3 частей правочный цилиндр 18 или правочный пуансон 19 приводятся в нужное осевое положение. При этом одновременно можно измерять путь и/или усилие, что позволяет судить о рабочем состоянии фрикционного сцепления.
Конечное положение устройства 1, необходимое для правки высоты остриев 37 язычков тарельчатой пружины, показано на фиг.4. В этом рабочем состоянии фрикционного сцепления 31 язычки 33 тарельчатой пружины предварительно напряжены по сравнению с номинальным значением нужной высоты язычков тарельчатой пружины на определенную величину, составляющую около 1,5 мм. Эта величина может быть выбрана, однако, большей или меньшей. Предварительное напряжение должно происходить, однако, таким образом, чтобы обеспечить правку язычков путем уменьшения созданных в них изгибных напряжений.
В изображенном примере выполнения, как это уже описано в связи с фиг.1, базирующее 12 и опорное 25 устройства приводят во вращение приводами 27 и 28, причем одновременно с этим или незадолго до этого или сразу после этого активизируют индукционную катушку 29, в результате чего соседние участки 44 язычков 33 тарельчатой пружины, по меньшей мере, в отдельных местах нагреваются до нужной температуры, составляющей предпочтительно порядка 850oС. В результате нагрева прочность соответствующих участков очень резко снижается, так что с находящихся с обеих сторон от этих участков 44 отрезков язычков 33 могут быть сняты напряжения, а именно практически полностью. Это компенсирует имеющуюся, возможно, первоначально разность по высоте между отдельными остриями 37 язычков или уменьшает ее, по меньшей мере, до приемлемого значения. После нагрева участков 44 и снятия напряжений с язычков 33 тарельчатой пружины участки 44 могут быть целенаправленно охлаждены, в результате чего снова происходит закалка участков 44. Охлаждение участков 44 может осуществляться, например, с помощью турбины, непосредственно интегрированной в устройство 1, например, в зоне деталей, приводимых во вращение приводами 27 и 28. Может быть предусмотрена также воздуходувка или турбина, которая нагнетает охлаждающий воздух, например, через отверстие 4а в зоне верхней части 3.
В изображенном примере выполнения индукционная катушка 29 расположена на обращенной от крышки стороне тарельчатой пружины 30, однако может быть расположена и на другой стороне тарельчатой пружины 30, или на обеих сторонах тарельчатой пружины 30 может быть предусмотрено по одной катушке.
При выполнении описанных выше действий язычки 33 тарельчатой пружины уже предварительно напряжены в начале нагрева участков 44. Согласно другому варианту, это предварительное напряжение может происходить, однако, только во время или сразу после нагрева участков 44. В зависимости от момента нагружения остриев 37 язычков не происходит никакого или практически никакого упругого или пружинящего напряжения язычков 33 тарельчатой пружины, поскольку при достижении заданной температуры на участках 44 они имеют лишь очень малую прочность или практически не имеют ее. Подобный результат может быть достигнут, например, за счет того, что в начале нагрева участков 44 правочный цилиндр 18 или правочный пуансон 19 находятся в отведенном назад положении и лишь после достижения или незадолго до достижения нужной температуры деформации его снова перемещают вверх в положение, необходимое для правки остриев 37 язычков.
По окончании процесса правки вращающиеся детали притормаживают или останавливают и устройство 1 раскрывают, после чего фрикционное сцепление 31 может быть извлечено.
Радиальная зона, в которой находятся нагреваемые отрезки 44, может быть выбрана таким образом, что в результате нагрева этих отрезков или участков 44 одновременно происходит, по меньшей мере, частичная осадка тарельчатой пружины 30. Эта осадка объясняется тем, что веденное в участки 44 тепло воздействует, по меньшей мере, на внутренний край кольцеобразного тела 32 тарельчатой пружины 30. При осуществлении способа согласно изобретению может одновременно происходить, следовательно, подобие термоосадки тарельчатой пружины.
Согласно не показанному на чертежах варианту выполнения или усовершенствованию изобретения в устройстве 1 может быть предусмотрена дополнительная индукционная катушка, которую можно использовать для закалки остриев 37 язычков тарельчатой пружины. При подобной закалке острия 37 язычков тарельчатой пружины приобретают более высокую твердость, чем твердость остальных участков тарельчатой пружины. Подобная катушка изображена на фиг.4 и обозначена поз.45. Охлаждение остриев язычков может осуществляться опять-таки воздухом или иным образом (например, жидкостное охлаждение). Закалка остриев 37 язычков может происходить при этом одновременно с нагревом и закалкой участков 44 или же после или до этого. Поскольку при закалке остриев 37 язычков правочный пуансон 19 упирается в них, особенно целесообразно, если этот правочный пуансон 19 содержит, по меньшей мере, одну деталь, например в виде шайбы 19а, из непроводящего или ненамагничиваемого материала, например, керамического. Материал должен при этом иметь очень низкую теплопроводность.
Согласно одному варианту способа или изобретения правка язычков 33 по отношению друг к другу может осуществляться также лишь на диафрагменной или тарельчатой пружине 30 самой по себе за счет соответствующей переделки устройства 1.
Хотя изобретение описано в связи с описанием фигур главным образом в отношении тарельчатой пружины 30, у которой все острия 37 язычков, по меньшей мере, частично приводятся на одинаковую осевую высоту, способ согласно изобретению может применяться и для диафрагменных пружин, консольные пластины или язычки которых, по меньшей мере, на части их протяженности имеют разную конфигурацию, или острия язычков имеют разную высоту, т.е. смещены по отношению друг к другу. Подобные диафрагменные пружины известны, например, из DE-OS 19524827, DE-PS 3643781, DE-OS 3528660, DE-OS 3513315 и DE-OS 2460963.
Исследования, проведенные в связи с изобретением, показали, что твердость язычков 33 тарельчатой пружины на индуктивно нагретом участке 44 можно повысить за счет резкого охлаждения, причем может возникнуть переходная зона к остальным отрезкам язычков 44, в которой отмечается уменьшение твердости.
Благодаря способу согласно изобретению отдельные острия 37 язычков могут быть выведены на высоту с погрешностью максимум ±0,3 мм относительно нужной эталонной высоты. Испытания, проведенные в связи с изобретением, показали, что может быть выдержана погрешность ±0,2 мм или даже меньше.
Поскольку оставшаяся, возможно, разность по высоте или смещение остриев 37 язычков очень мало, например порядка 0,1-0,3 мм, можно согласно усовершенствованию изобретения уменьшить это смещение путем механической обработки, например шлифованием остриев 37 язычков. Это обеспечивает во фрикционном сцеплении то, что при приведении его в действие достигается еще более равномерный ввод усилия выключения в кольцеобразное тело 32 посредством язычков 33. Кроме того, это предпочтительно для подшипника, воздействующего на острия 37 язычков рычага выключения, который необходим для приведения фрикционного сцепления 31 в действие, поскольку подшипник нагружен более равномерно, и тем самым на рычаг выключения практически не действуют опрокидывающие усилия.
Тарельчатые пружины 30 с подвергнутыми правке остриями 37 язычков могут особенно предпочтительным образом найти применение в сочетании с фрикционными сцеплениями, которые содержат компенсирующее износ фрикционных накладок регулировочное устройство. Подобные фрикционные сцепления известны, например, из DE-OS 4239291, DE-OS 4306505, DE-OS 4239289, DE-OS 4322677 и DE-OS 4412107.
В описанном примере выполнения устройство 1 имеет такую конструкцию, что фрикционное сцепление или тарельчатая пружина вращается, по меньшей мере, во время нагрева соответствующих участков язычков. Устройство 1 может, однако, иметь и такую конструкцию, что при соответствующей термообработке сцепление или тарельчатая пружина не вращается, а вместо этого вращаются катушка 29 и/или катушка 45, т.е. нагревательные средства.
Согласно усовершенствованию изобретения при правке язычков тарельчатой пружины на их остриях 37 не может быть установлен нажимной элемент (известный, например, из DE-OS 342227 или US-PS 2835366) или подшипник выключения (известный, например, из DE-OS 2327937).
Изобретение не ограничено приведенным в описании примером выполнения. Напротив, в рамках изобретения возможны многочисленные разновидности и модификации, в частности такие варианты, элементы и комбинации и/или материалы, которые обладают изобретательским уровнем, например, за счет комбинации или видоизменения отдельных признаков или элементов или технологических операций, описанных в сочетании с теми, что приведены в общем описании и формах выполнения, а также в формуле изобретения, и изображенных на чертежах, и за счет комбинируемых признаков приводят к новому объекту или новым технологическим операциям или последовательностям технологических операций, также касательно способов изготовления, контроля и технологических процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 1994 |
|
RU2193125C2 |
| ПРИВОД | 2000 |
|
RU2265764C2 |
| ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ, А ТАКЖЕ ВИНТОВАЯ НАЖИМНАЯ ПРУЖИНА ДЛЯ ГАСИТЕЛЯ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1999 |
|
RU2230955C2 |
| ФРИКЦИОННАЯ МУФТА (ВАРИАНТЫ) | 1995 |
|
RU2145008C1 |
| ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1999 |
|
RU2230954C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ВРАЩАЮЩЕГО МОМЕНТА | 1991 |
|
RU2222726C2 |
| ДЕМПФЕР КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1999 |
|
RU2231702C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАСИТЕЛЯ КРУТИЛЬНЫХ КОЛЕБАНИЙ И ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1998 |
|
RU2222732C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ МОМЕНТА ВРАЩЕНИЯ И СПОСОБ ЕГО МОНТАЖА И/ИЛИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2000 |
|
RU2245465C2 |
| ФРИКЦИОННОЕ СЦЕПЛЕНИЕ | 1995 |
|
RU2143619C1 |

Изобретение относится к способу правки консольных пластин диафрагменной пружины, а также к фрикционному сцеплению с такой диафрагменной пружиной. По одному варианту способа по меньшей мере одну консольную пластину нагревают на определенном участке с возможностью правки по отношению друг к другу находящихся с обеих сторон от этого участка отрезков без существенной или практически без упругой деформации. По другому варианту способа по меньшей мере одну консольную пластину нагружают на изгиб и по меньшей мере созданные за счет этого в консольной пластине напряжения по меньшей мере уменьшают за счет нагрева одного ее участка. Фрикционное сцепление содержит диафрагменную пружину, полученную по первому варианту способа правки, и предназначено для использования в автомобилях. Изобретение позволяет упростить правку конфигурации по меньшей мере одной консольной пластины. 3 с. и 40 з.п. ф-лы, 7 ил.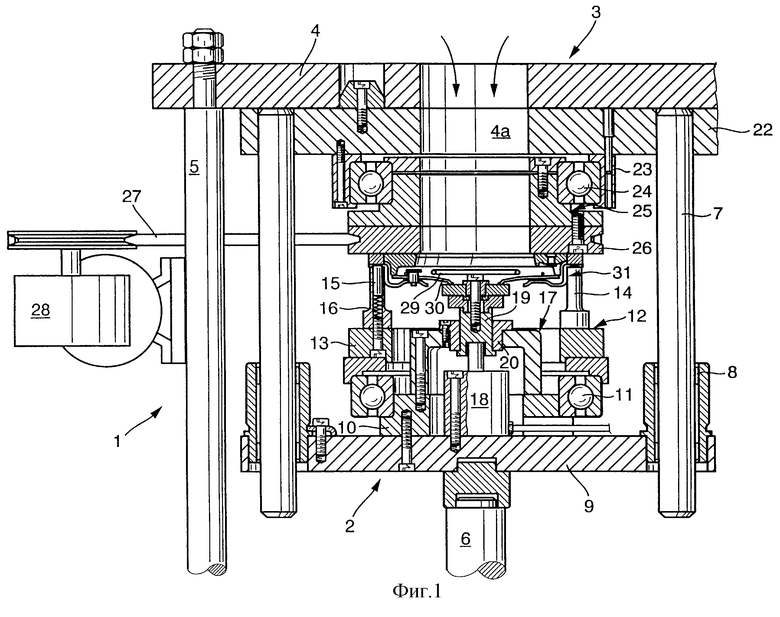
| US 3750251, 07.08.1973 | |||
| СПОСОБ ПРАВКИ ДЕТАЛИ | 1992 |
|
RU2019332C1 |
| DE 3416687 A1, 16.01.1986. | |||

