Изобретение относится к обработке металлов давлением, в частности к правке деталей из хрупких материалов, например, к правке чугунных коленчатых валов.
Известен способ правки детали путем установки ее на опору и воздействия на ее вогнутую часть двумя инденторами с оставлением следов.
Известный способ применим для правки стальных коленчатых валов, поскольку галтели являются наиболее слабым местом шейки вала. При правке коленчатых валов из чугуна этот способ не обеспечивает качества правки, вызывая трещины и поломки.
Задачей изобретения является возможность правки детали с большим прогибом при усилиях правки в допустимых пределах, ограниченных пределом прочности материала детали.
Технический результат достигается за счет того, что в способе правки детали путем установки ее на опору и воздействия на ее вогнутую часть двумя инденторами с оставлением следов при сохранении искривленности детали после первоначального приложения максимально допустимой нагрузки инденторы смещают и воздействуют ими на деталь за пределами следа на ней от первоначального воздействия инденторов. При этом при правке коленчатого вала инденторы смещают навстречу друг другу и воздействуют ими на деталь на одинаковом расстоянии от первоначальных следов их воздействия.
Смещение инденторов при правке детали со значительным прогибом позволяет прикладывать многократно нагрузку без образования наклепа на детали в зонах ее контакта с инденторами.
При правке вала со смещением инденторов за пределы их первоначальных следов вдоль плоскости правки происходит дополнительная пластическая деформация вала вне зон наклепа, позволяющая устранить искривленность, оставшуюся после первоначальной правки вала (до смещения инденторов).
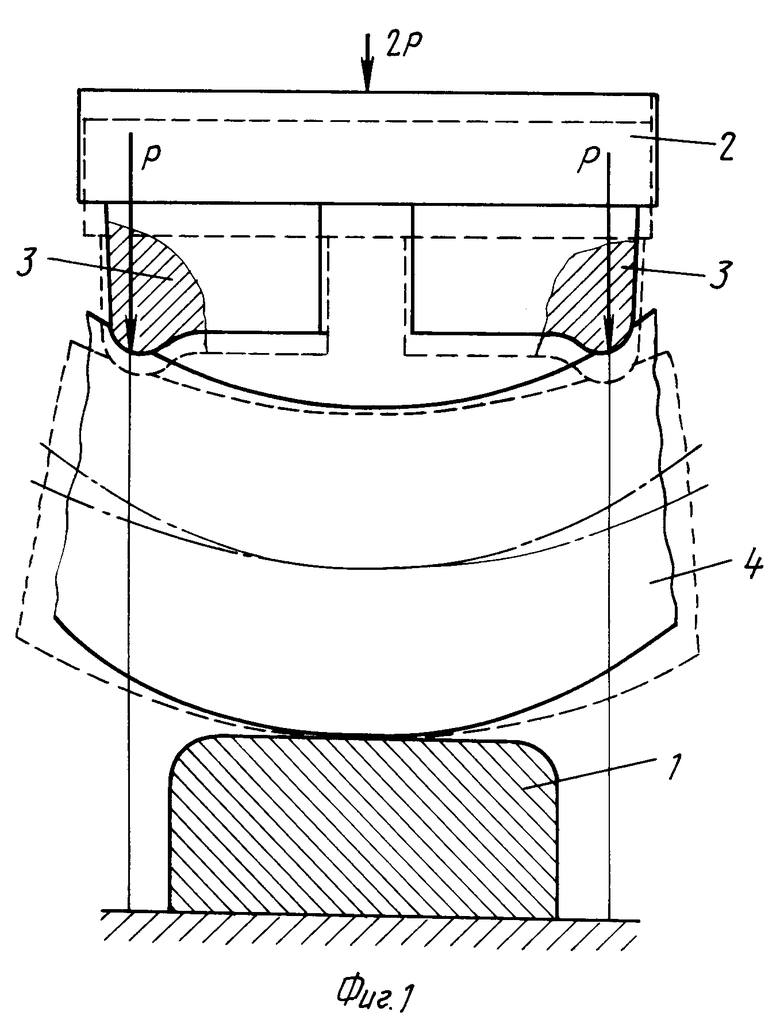
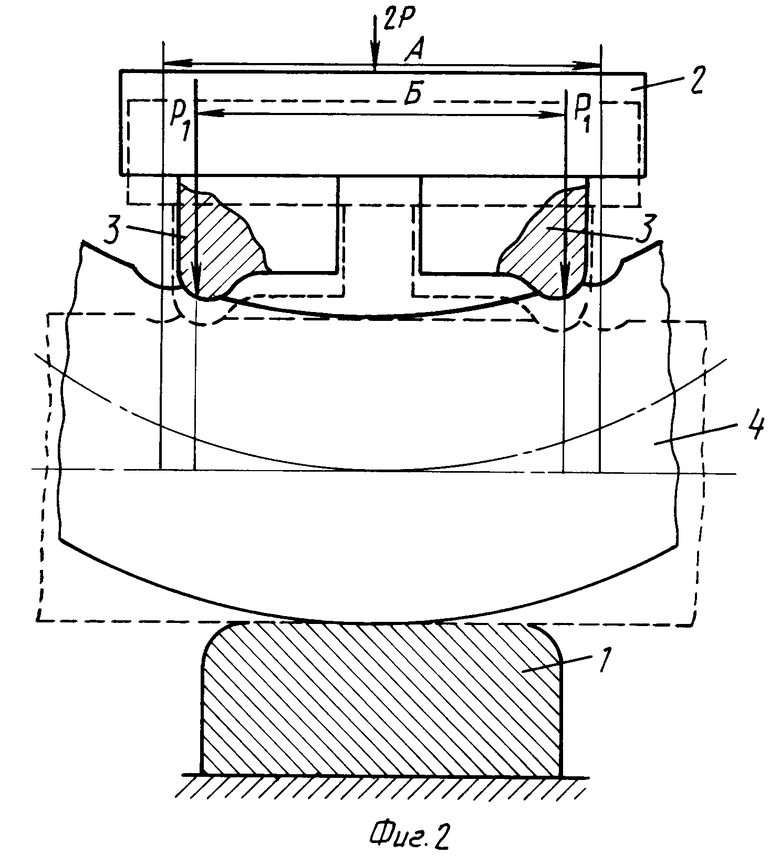
На фиг. 1 показано первоначальное положение инденторов и изменение изгиба вала при действии допустимой нагрузки в плоскости прогиба; на фиг. 2 - смещение инденторов внутрь за пределы первоначальных следов от них и изменение изгиба вала при действии нагрузки в плоскости прогиба, не превышающей предел прочности материала вала.
Смещение можно производить несколько раз и прикладывать нагрузку менее предельного значения, пока деталь не будет полностью выправлена.
Для правки используют опору 1 и нажимной блок 2 с инденторами 3. На опору 1 укладывают выпуклой стороной выправляемую деталь, например искривленную шейку коленчатого вала 4, и воздействуют на упомянутую шейку с вогнутой ее стороны инденторами 3 нажимного блока 2, изгибая в сторону, обратную ее прогибу.
Установив, что деталь имеет большой прогиб, который невозможно полностью устранить однократным приложением максимально допустимого усилия, выдерживаемого валом без поломки, производят следующие действия.
На опору 1 кладут выпуклой стороной деталь, изгиб которой необходимо устранить. С противоположной от опоры детали через инденторы 3, расположенные на расстоянии "А", и нажимной блок 2 прикладывают максимальное статическое усилие Р, допустимое по условиям прочности детали.
В результате приложения этого усилия деталь частично выправляется, т.е. ее прогиб становится меньше. Затем деталь освобождают от нагрузки, смещают инденторы (в данном случае сближают расстояние и делают его равным "Б") в нажимном блоке за пределы первоначальных следов от них и в плоскости прогиба повторяют приложение статического усилия, которое может быть равным первоначальному или меньше его.
Под действием усилия Р инденторы воздействуют на участки детали вне первоначальных следов от них, на которых отсутствует наклеп, и в результате пластических деформаций под инденторами на этих участках происходит последующее выправление детали.
Указанные действия повторяют до полного устранения прогиба.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ И УПРОЧНЕНИЯ ВАЛА | 1992 |
|
RU2020012C1 |
| Способ правки изделий | 1990 |
|
SU1761354A1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТОГО ВАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063324C1 |
| Способ упрочнения коленчатого вала и устройство для его осуществления | 1990 |
|
SU1706845A1 |
| Способ правки и упрочнения коленчатых валов | 1988 |
|
SU1606221A1 |
| СПОСОБ ПРАВКИ НЕЖЕСТКИХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2525023C1 |
| Устройство для правки и упрочнения вала | 1991 |
|
SU1834791A3 |
| Устройство для правки и упрочнения коленчатых валов | 1987 |
|
SU1479163A1 |
| СПОСОБ ПРЕЦИЗИОННОГО ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ И СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2021 |
|
RU2762224C1 |
| СПОСОБ ПРАВКИ СУДОВЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2024 |
|
RU2838990C1 |
Использование: правка коленчатых валов. Сущность изобретения: при сохранении прогиба детали после ее правки приложением допустимых усилий инденторы смещают и воздействуют ими на деталь за пределами следа на ней от первоначального воздействия инденторов. Смещение инденторов при правке позволяет прикладывать многократно нагрузку без образования наклепа в зонах ее контакта с инденторами и этим создавать дополнительные пластические деформации вала вне зон наклепа, позволяющие устранять искривленность, оставшуюся после первоначальной правки. Такая совокупность признаков обеспечивает возможность правки деталей с большим прогибом при усилиях правки, ограниченных пределом прочности материала детали. 1 з.п. ф-лы, 2 ил.
| Способ правки и упрочнения коленчатых валов | 1988 |
|
SU1606221A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
