Настоящее изобретение касается упаковочных материалов и, в частности, но не только, рельефного листового материала, используемого при упаковке тяжелых грузов, таких как большие металлические бобины или рулоны, или стопки прямоугольных металлических листов.
Чтобы избежать или свести к минимуму повреждение тяжелых грузов, таких как бобины холоднокатанной стали, при транспортировке и хранении, требуются особые упаковочные решения. В случае стальных бобин их огромный вес (приблизительно до 20 тонн) на площадь поверхностного контакта, составляющую всего 0,5 м2, затрудняет выполнение желательного требования о поддержании стали на расстоянии от земли, чтобы избежать коррозии при хранении. Упаковочный материал должен также быть устойчивым к пробиванию, иметь высокую ударопрочность и сопротивление сжатию под весом бобины. Также предпочтительно, чтобы упаковочный материал мог повторно использоваться, был недорогим в производстве и легким в обращении (т.е. небольшого веса и легко укладываемым вокруг бобины).
В настоящее время имеется несколько альтернативных материалов, используемых при упаковке стальных бобин. Некоторые производители упаковывают свои стальные бобины в твердый картон со стальными или твердыми нитями, обычно скрепляемый стальными лентами. Стальная бобина может быть (но не всегда) отправлена потребителю в деревянном транспортном стеллаже, с осью бобины либо в вертикальном, либо в горизонтальном положении. Некоторые стальные бобины обертывают в листы бумаги, такой как крафт-бумага, пластиковую вытянутую обертку или устойчивый к разрыву пластиковый материал (такой как полиэтилен или полипропилен), имеющий один или более слоев, иногда с по меньшей мере одним слоем, пропитанным ингибитором коррозии (см., например, патент США 5983598). Однако эти материалы обеспечивают недостаточную защиту и прокладку под сталью. В качестве упаковочного материала для стальных бобин также предлагался ламинированный полиэтилен/полипропилен (см. например патент США 5928770), однако стоимость его изготовления была бы слишком высокой.
Поэтому задача настоящего изобретения состоит в создании защитного упаковочного материала, который по меньшей мере до некоторой степени преодолевает вышеупомянутые недостатки.
Соответственно, в первом аспекте изобретение содержит защитный упаковочный лист, содержащий переднюю и заднюю поверхности, причем по меньшей мере одна из поверхностей имеет повторяющийся узор на ней, повторяющийся узор, состоящий из формованных выступов, составленных со смежными формованными выступами для обеспечения зазора вокруг каждого формованного выступа, причем формованные выступы проходят от по меньшей мере одной поверхности и расположены таким образом, чтобы все прямые линии, спроецированные на указанную поверхность листа, пересекали указанные формованные выступы, в дополнение к зазорам.
Предпочтительно защитный упаковочный лист является рельефным для образования формованных выступов.
Предпочтительно и передняя, и задняя поверхности включают повторяющийся узор, причем узор задней поверхности является обратным узору передней поверхности.
Предпочтительно площадь поверхностного контакта передней поверхности по существу равна площади поверхностного контакта задней поверхности.
Предпочтительно упаковочный лист имеет три уровня, переднюю поверхность, заднюю поверхность и средний уровень между передней и задней поверхностями, содержащий поверхность соединительных перемычек, соединяющих смежные формованные выступы.
Предпочтительно некоторые соединительные перемычки проходят в направлении, поперечном формованным выступам, а другие проходят в направлении, по существу перпендикулярном поперечному направлению.
Предпочтительно формованные выступы имеют по существу мозаичную форму.
Предпочтительно формованные выступы имеют Т-образную в плане конфигурацию.
Предпочтительно упаковочный лист формируется из плоского листа термопластичного материала, при этом расстояние между передней и задней поверхностями упаковочного листа меньше или равно приблизительно 5 толщинам термопластичного листа, из которого он выполнен.
Предпочтительно зазоры между формованными выступами заполняются изолирующей пеной.
Предпочтительно тонкий лист ламинирован на самые дальние выступающие участки либо одной из передней и задней поверхностей, либо в обеих поверхностях.
Предпочтительно формованные выступы содержат верхнюю поверхность, выступающую из упаковочного листа над боковыми стенками, которые являются закругленными, скошенными или наклонными относительно направления, перпендикулярного плоскости упаковочного листа.
Конкретные варианты выполнения изобретения будут теперь описаны со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 - вид сверху участка защитного упаковочного листа согласно конкретному варианту выполнения настоящего изобретения;
Фиг.2 - вид снизу защитного упаковочного листа, показанного на Фиг.1;
Фиг.3 - вид сбоку в сечении защитного упаковочного листа с Фиг.1 по А-А;
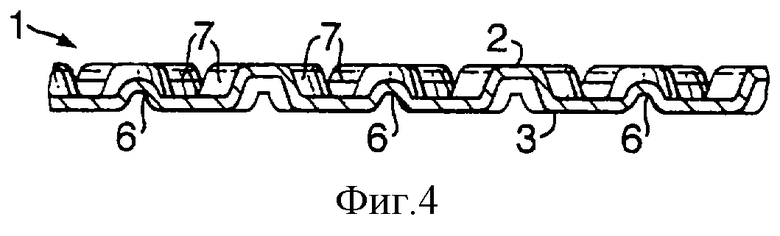
Фиг.4 - вид сбоку в сечении защитного упаковочного листа с Фиг.1 по В-В;
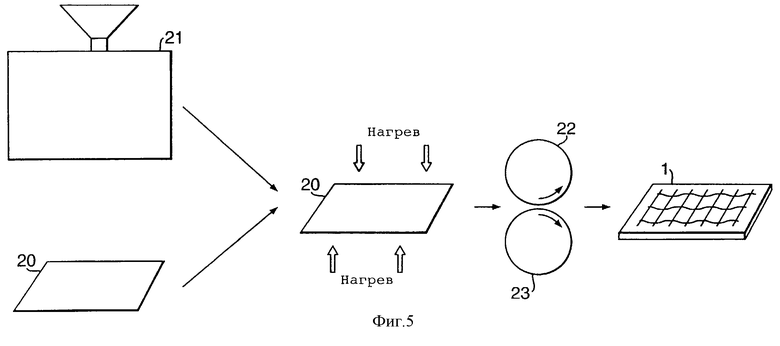
Фиг. 5 - схематичная последовательность операций, показывающая основные этапы производства защитного упаковочного листа с Фиг.1;
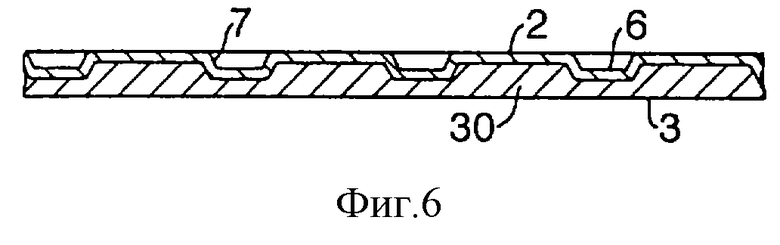
Фиг. 6 - вид в сечении, подобный Фиг.3, через упаковочный лист согласно альтернативному варианту выполнения изобретения;
Фиг.7 - вид в сечении, подобный Фиг.4, через упаковочный лист по Фиг.6;
Фиг. 8 - вид в сечении, подобный Фиг.3 и 6, через упаковочный лист согласно дополнительному альтернативному варианту выполнения изобретения; и
Фиг. 9 - вид в сечении, подобный Фиг.4 и 7, через упаковочный лист на Фиг.8.
Со ссылкой на чертежи, и в частности на Фиг.1-4, показан участок защитного упаковочного листа 1. Предпочтительно упаковочный лист образован из термопластичного материала, такого как полиэтилен низкой или высокой плотности, хотя также можно использовать полипропилен. Как видно на Фиг.3 и 4, упаковочный лист имеет толщину t, которая предпочтительно является результатом процесса валкового тиснения на исходном плоском листе, однако можно формировать упаковочный лист другими известными способами, такими как вакуумное формование и отливка.
Передняя поверхность 2 видна на Фиг.1, тогда как задняя поверхность 3 видна на Фиг.2, хотя, предпочтительно упаковочный лист не имеет особой передней и задней поверхности. Участок, показанный на Фиг.1-4, включает повторяющийся узор, и пример этого повторения заключен в прямоугольнике 4 на Фиг. 1. Можно видеть, что повторяющийся узор включает формованный выступ 5 в поверхности 2, и в показанном примере формованный выступ 5 имеет по существу Т-образную конфигурацию, причем концы (перекладины) Т видны на Фиг.2.
Как показано на чертежах, боковые стенки 7 формованного выступа 5 являются предпочтительно закругленными, скошенными или наклонными, а не перпендикулярными листу. Это упрощает процесс производства, а также эффективно повышает эффект упрочнения, обеспечиваемый формованными выступами в упаковочном листе за ними, который ожидается благодаря площади их поверхностного контакта (то есть площади оснований формованных выступов превышают площади их поверхностного контакта), и соответственно, боковые стенки 7 улучшают сопротивление сжатию упаковочного листа. Кроме того, поскольку боковые стенки 7 выступают за контактирующую поверхность формованных выступов, сопротивление образованию согнутых линий в упаковочном листе возрастает вследствие того, что согнутые линии должны также продолжаться вверх по боковым стенкам 7.
Зазоры или промежутки имеются вокруг каждого формованного выступа, где пластиковый лист опускается к задней поверхности 3. Предпочтительно, формованный выступ 5 имеет мозаичную форму (способен мозаично располагаться). Повторяющийся узор также может быть выполнен из более чем одного выступа, имеющего различные конфигурации, удобно расположенного или выполненного из выступов, имеющих идентичную конфигурацию, ориентированных в разных направлениях.
Хотя это не существенно, но было установлено, что физические свойства (например, сопротивление изгибу и ударные нагрузки и повышенная жесткость) упаковочного листа улучшились благодаря соединительным перемычкам 6 между смежными формованными выступами 5. Эти формованные выступы 5 могут также включать соединительные перемычки. Эффективно соединительные перемычки предотвращают изгибание упаковочного листа посредством сопротивления силам сжатия или растяжения, действующим вдоль них. Соответственно, предпочтительно, чтобы некоторые соединительные перемычки были выполнены по меньшей мере и в поперечном направлении, и также в направлении, перпендикулярном поперечному направлению. На видах в поперечном сечении по Фиг.3 и 4 можно видеть, что соединительные перемычки продолжаются только по существу посередине между передней 2 и задней 3 поверхностями, и, таким образом, образуют средний уровень между двумя поверхностями.
Как упомянуто выше, вариант выполнения, показанный на Фиг.1-4, был сконструирован так, чтобы его можно было использовать с любой (из двух) поверхностью, контактирующей с грузом, подлежащим упаковке. Это предотвращает случайное неправильное использование упаковочного листа и возможно, поскольку площадь поверхностного контакта передней и задней поверхностей является приблизительно одинаковой, и было достигнуто посредством комбинации расстояния между ними, размерa и взаимного расположения формованных выступов 5. Поскольку соединительные перемычки 6 не выступают от поверхности листа настолько же, как и Т-образные выступы, они не увеличивают площадь поверхностного контакта ни передней, ни задней поверхности.
Жесткость упаковочного листа согласно изобретению намного превышает жесткость пластикового листа, из которого он изготовлен. Это происходит, частично благодаря соединительным перемычкам, но в основном, благодаря размещению формованных выступов 5. Было установлено, что размещение формованных выступов 5 так, что все прямые линии (будущий сгиб, линии разрыва и сгиба), проецируемые на поверхность упаковочного листа, должны пересекать формованные выступы (в дополнение к зазорам между формованными выступами), повысит сопротивление сгибанию упаковочного листа. Это имеет место, поскольку линия сгиба не может лежать в плоскости, а вытесняется в извилистый проход вдоль верхних поверхностей формованных выступов, вниз или вверх боковых стенок формованных выступов и поперек зазоров между формованными выступами. Тот факт, что боковые стенки 7 формованных выступов являются наклонными или закругленными, также способствует увеличению возможности того, что любая будущая линия сгиба будет проходить через формованные выступы. Обеспечение соединительных перемычек 6 также улучшает сопротивление образованию линий сгиба, которое затрудняет их распространение с помощью стенок перемычек. Размещение перемычек так, чтобы все прямые линии, выступающие на поверхность упаковочного листа также разрезались через по меньшей мере некоторые из перемычек, также улучшит способность упаковочного листа сопротивляться изгибу.
Также важно, чтобы упаковочный материал легко можно было разрезать в любом требуемом положении по прямым линиям. В конкретном варианте выполнения, показанном на Фиг.1-4, это достигается с помощью вышеупомянутых соединительных перемычек 6. Соединительные перемычки 6 и поперечная и вертикальная части Т, образующие формованные выступы 5, эффективно образуют направляющие каналы, которые направляют режущее лезвие через упаковочный лист. Направляющие каналы позволяют легко разрезать упаковочный лист в любом из двух перпендикулярных направлений, при этом гораздо труднее разрезать упаковочный лист под любым другим углом.
Со ссылкой на Фиг.5, показаны основные стадии примерного процесса производства листового упаковочного материала согласно настоящему изобретению.
Как упомянуто выше, тонкий пластиковый листовой материал 20, который может быть и отдельными листами, и непрерывным рулоном, имеющий номинальную толщину, например, 0,5 мм или 1 мм, формуют или отливают в готовый пластиковый упаковочный лист 1. Технологическая линия может начинаться с машин 21, формирующих пластиковые листы, питаемых необработанным пластиковым материалом, таким как брикеты повторного использования, или альтернативно, пластиковые листы можно получать непосредственно от поставщика. Если пластиковый лист не производят "на месте", необходимо нагревать этот лист до подходящей температуры формования, такой как его температура стеклования (например, от 100 до 150oС для полиэтилена). Эта температура должна быть достаточной, чтобы позволить листу быть сгибаемым достаточно для деформации в форму, без возвращения к его исходной форме при охлаждении или повреждении в процессе деформации. Если пластиковый лист производят "на месте", ожидается, что лист будет достаточно нагрет в процессе формирования, чтобы позволить проведение подходящего формования без необходимости дополнительного нагревания. Было обнаружено, что толщина готового упаковочного листа должна быть меньше или равна 5 толщинам пластикового листа, из которого он образован, любое утолщение приведет к тому, что заданные структурные свойства не улучшатся и возникнет риск повреждения пластикового листа.
Однажды нагретый пластиковый лист затем проходит между двумя валками 22 и 23 тиснения, которые вращаются в противоположных направлениях. По меньшей мере один из валков тиснения снабжен твердым поверхностным выдавливающим узором, тогда как другой валок может либо быть снабжен обратным твердым выдавливающим поверхностным узором (то есть охватываемый и охватывающий валки для производства упаковочного листа с выдавленным узором и постоянной толщиной в сечении), твердой цилиндрической поверхностью, либо может быть покрыт мягким "обрезиненным" материалом, который будет эффективно деформироваться по контурам валка тиснения, для повторения узора валка тиснения. Соответственно, упаковочный лист может быть выполнен только с одной рельефной стороной и другой плоской (что не является предпочтительным, поскольку лист затем имеет предпочтительную ориентацию), с обеими рельефными сторонами, с различными узорами, или с обеими рельефными сторонами, причем узор одной стороны противоположен узору другой.
Поскольку валки тиснения являются рабочими, их температура будет повышаться, и поэтому может быть необходимо обеспечение охлаждающей системы для валков, для поддержания их в подходящем рабочем диапазоне. Предпочтительная рабочая температура валков 22 и 23 тиснения составляет около 125oС и ниже температуры пластикового листа 20, так что пластиковый лист охлаждается и узор "замерзает" в пластиковом листе при контакте с валками.
Ширина пластикового листа и упаковочного листа, образованного из него, может быть такой же, как ширина валков 22 и 23 тиснения. Альтернативно, длина валков может быть значительно меньше, чем ширина листа, и поэтому может быть необходимо выравнивание листа, а затем прохождение через валки тиснения несколько раз, чтобы выполнить выдавливаемый узор на всей его поверхности.
При использовании листы или рулоны упаковочного листового материала 1 разрезают по длине/форме и закрепляют вокруг объекта, подлежащего упаковке. В случае стального рулона, упаковочный лист по длине фиксируется по окружности рулона, а также участки в форме круга или кольца фиксируются к обоим концам. Смежные края упаковочного листа могут быть скреплены вместе посредством, например, сварки или подходящей клеевой ленты. Стальные обручи могут быть обернуты вокруг упаковочного листа для удерживания его на месте. Если отдельные упаковочные листы сложены в стопку, выдавленный узор, показанный на Фиг. 1-4, имеет дополнительное преимущество в том, что передняя поверхность одного листа способна вкладываться или сцепляться со смежной задней поверхностью другого листа на глубину около 1,5 мм, таким образом снижая высоту стопки.
Подобный процесс протекает при упаковке стопки прямоугольно разрезанных листов металла, при этом отрезки упаковочного листового материала 1 обрезают для выравнивания верха, дна и боковых сторон стопки, а смежные края склеивают вместе. Упакованная стопка металлических листов может затем быть обернута в стальные обручи.
Тестирование проводилось на упаковочных листах, выполненных согласно настоящему изобретению из полиэтиленового листового материала, с номинальной толщиной как 0,5 мм, так и 1,0 мм. Результаты показали, что лист полиэтилена высокой плотности с номинальной толщиной 0,5 мм, из которого выполняют упаковочный лист по изобретению, потребует давления выше 2,69 МПа (390 фунт-силы/кв. дюйм), прежде чем произойдет полное сжатие упаковочного листа (то есть полностью вернет номинальную толщину листа). Особенно предпочтительно, как показано, чтобы даже под воздействием чрезмерной нагрузки, упаковочный лист по изобретению был способен поддерживать зазор между грузом и, например, землей. Лист полиэтилена высокой плотности с номинальной толщиной 1,0 мм, из которого выполняют упаковочный лист по изобретению, потребует давления выше 3,45 МПа (500 фунт-силы/кв. дюйм), прежде чем произойдет полное сжатие упаковочного листа. Кроме того, было обнаружено, что через 48 часов после полного сжатия и удаления нагрузки, образцы с номинальной толщиной 0,5 мм восстановили около 70% своей исходной рельефной толщины, тогда как образцы с номинальной толщиной 1,0 мм восстановили около 80% своей исходной рельефной толщины.
Альтернативный вариант выполнения настоящего изобретения можно использовать для упаковки и защиты легких грузов. Предпочтительно в альтернативном варианте выполнения выдавливается поверхностный узор, как в вышеупомянутом варианте выполнения, для обеспечения максимальной жесткости, сопротивления сжатию и сопротивления изгибу, но исходный материал, из которого производят данный вариант выполнения, является предпочтительно жестким пенопластом, таким как вспененный полипропилен, имеющий толщину, например, от 1 до 1,5 мм. Этот альтернативный вариант выполнения улучшил теплоизоляционные свойства, так что его можно использовать, например, для транспортировки замороженных или охлажденных пищевых продуктов. Альтернативно, два отдельных листа, один из изолирующего вспененного материала и один из полиэтилена или полипропилена, могут подаваться между выдавливающими валками 22 и 23 одновременно.
Для дополнительного улучшения термического сопротивления и структурных свойств любого из вариантов выполнения упаковочного листа, тонкий пластиковый (например, полиэтилен или полипропилен) лист 31, 32 может быть ламинирован на любую, переднюю и/или заднюю поверхность, таким образом захватывая слой по существу застоявшегося воздуха между упаковочным листом и тонким пластиковым листом (листами), как показано на Фиг.8 и 9. Альтернативно, пространство между листами должно быть заполнено подходящей изолирующей пеной. Кроме того, альтернативный вариант выполнения показан на Фиг.6 и 7, без дополнительного пластикового листа, но при этом изолирующая пена 30 заполняет выемки в поверхности 3 упаковочного листа, так что поверхность 3 теперь является эффективно плоской. Конечно, выемки в поверхности 2 могут альтернативно или дополнительно быть заполнены пеной для выравнивания поверхности 2.
Посредством включения плоской поверхности, эти варианты выполнения обеспечивают удобную поверхность, на которой может быть напечатана информация или реклама. Кроме того, с помощью захваченного воздуха или пены между рельефным листом и тонким ламинированным листом улучшаются сопротивление сжатию и удару и теплоизоляционные свойства упаковочного листа.
Соответственно, по меньшей мере в этих конкретных описанных вариантах выполнения, настоящее изобретение обеспечивает легкий (по весу) надежный, прочный и жесткий упаковочный материал. Упаковочный лист согласно по меньшей мере некоторым вариантам выполнения изобретения может также легко разрезаться и использоваться повторно.





Изобретение касается упаковочных материалов и, в частности, рельефного листового материала, используемого при упаковке тяжелых грузов, таких как большие металлические бобины или рулоны, или стопки прямоугольных металлических листов. Защитный упаковочный лист 1 имеет переднюю и заднюю поверхности, по меньшей мере в одной из которых имеется повторяющийся рисунок, образованный формованными выступами 5, составленными со смежными формованными выступами с образованием промежутка вокруг каждого формованного выступа. При этом выступы 5 проходят от, по меньшей мере, одной из поверхностей листа и расположены таким образом, что все прямые линии, спроецированные на поверхность листа, пересекают в дополнение к промежуткам и формованные выступы 5. Такой лист имеет улучшенные механические свойства, такие как прочность при сжатии и сопротивление при ударе и изгибе. Кроме того, он легок по весу. 11 з.п. ф-лы, 9 ил.
| US 5928770 А, 27.07.1999 | |||
| US 5983598 А, 16.11.1999 | |||
| US 5340638 А, 23.08.1994 | |||
| Подъемник | 1979 |
|
SU1118607A1 |
| Волноводный фазовращатель | 1985 |
|
SU1312665A1 |
| US 5692607 А, 02.12.1997 | |||
| US 3575781 А, 20.04.1971. | |||

