Область техники, к которой относится изобретение
Настоящее изобретение предлагает способ изготовления многослойного упаковочного материала включающий наружный слой из прозрачного полимера, который должен быть обращен наружу упаковки, изготовленной из многослойного упаковочного материала, подложечный слой, и второй наружный слой из термосваривающегося полимера, расположенный на другой стороне подложечного слоя, противоположной по отношению к первому наружному слою, и, опционально, один или несколько дополнительных слоев материала между вышеупомянутым подложечным слоем и вышеупомянутым вторым наружным полимерным слоем, причем данный многослойный упаковочный материал характеризуется визуальным или тактильным рисунком, или их сочетанием, в первом наружном прозрачном полимерном слое.
Настоящее изобретение также предлагает многослойный упаковочный материал, изготовленный данным способом. В частности, настоящее изобретение предлагает многослойный упаковочный материал, обеспечивающий эстетически приятную и привлекательную упаковку для жидких пищевых продуктов, таких как напитки, супы или соусы, или для полужидких пищевых продуктов.
Кроме того, настоящее изобретение предлагает упаковочный контейнер для жидкого или полужидкого пищевого продукта, изготовленный из многослойного упаковочного материала.
Уровень техники изобретения
Известный многослойный упаковочный материал, относящийся к описанному выше типу и подходящий для упаковки жидкостей, как правило, имеет объемный слой, который составляет бумага или картон, и наружные непроницаемые для жидкостей покрытия из полиолефина, такого как полиэтилен (PE), такой как полиэтилен низкой плотности (LDPE), или полипропилен (PP). Чтобы изготовить многослойный упаковочный материал, имеющий свойства непроницаемости, главным образом, в отношении газов, в частности, кислорода, а также в отношении обладающих запахом веществ и водяного пара, многослойный упаковочный материал также содержит, по меньшей мере, один дополнительный слой материала, который обеспечивает такие свойства непроницаемости и который прикрепляется к бумажному или картонному слою посредством ламинирования слоя, предпочтительно представляющего собой полиэтилен низкой плотности (LDPE). Примерные материалы для дополнительного слоя, имеющего свойства непроницаемости, могут представлять собой слой или пленка, в которых содержится полимер, имеющий природные свойства непроницаемости, например, сополимер этилена и винилового спирта (EVOH) или полиамид (PA), или предварительно изготовленная пленка, нанесенная как слой жидкого пленочного покрытия или нанесенный в вакууме или осажденный из паровой фазы слой, имеющий соответствующий свойства непроницаемости. Обычный пример нанесения предварительно изготовленных пленок этого типа представляют собой ориентированные пленки, содержащие сложный полиэфир, такой как, например, полиэтилентерефталат (PET), или полипропилен (PP), которые покрывает металлизированный слой или слой, нанесенный плазменным осаждением из паровой фазы. Как правило, используется алюминиевая фольга, которая, помимо наличия превосходных свойств непроницаемости по отношению к газам, в частности, кислороду, также проявляет благоприятное свойство, которое позволяет подвергать многослойный упаковочный материал термосвариванию посредством индукционной сварки, которая представляет собой быструю, простую и эффективную технологию термической герметизации.
Известный многослойный упаковочный материал традиционно изготавливается из бумажного или картонного полотна, которое разматывается с барабана для его хранения, и в то же самое время полотно алюминиевой фольги также разматывается с соответствующего барабана для ее хранения. Два полотна соединяются друг с другом и совместно пропускаются через зажим между двумя прилегающими вращающимися валками, и в то же самое время материал для ламинирования, как правило, полиэтилен низкой плотности (LDPE), наносится между полотнами в целях постоянного прикрепления алюминиевое полотно к бумажному или картонному полотну. В результате этого бумажное или картонное полотно оказывается покрытым с обеих сторон непроницаемыми для жидкостей покрытиями из полиэтилена, который обычно представляет собой полиэтилен низкой плотности (LDPE), а затем наматывается на барабаны для конечной упаковки в целях последующего перемещения и применения.
Как правило, упаковочные контейнеры изготавливаются из таких многослойных упаковочных материалов посредством современных высокоскоростных упаковочных машин такого типа, которые изготавливают, наполняют и герметизируют упаковки из полотна или из предварительно произведенных заготовок многослойного упаковочного материала. Упаковочные контейнеры могут, таким образом, изготавливаться посредством превращения полотна из многослойного упаковочного материала в трубки, и для этой цели оба из продольных краев полотна соединяются друг с другом, образуя нахлесточное соединение, когда свариваются друг с другом внутренний и наружный термосваривающиеся термопластические полимерные слои. Трубка наполняется заданный жидким пищевым продуктом и после этого разделяется на индивидуальные упаковки посредством периодических швов, проходящих в поперечном направлении трубки на заданном расстоянии друг от друга ниже уровня содержимого трубки. Эти упаковки отделяются от трубки посредством надрезов вдоль поперечных швов и приобретают желательную геометрическую конфигурацию, которая представляет собой, как правило, параллелепипед или кубоид, посредством образования складок вдоль изготовленных линий сгиба в упаковочном материале. Основное преимущество этой концепции непрерывного способа изготовления трубки, наполнения и герметизации упаковки заключается в том, что полотно может подвергаться непрерывной стерилизации непосредственно перед изготовлением трубки, и таким образом, обеспечивается возможность способа асептической упаковки, т. е. способа, в котором жидкое содержимое, которое должно упаковываться, а также сам упаковочный материал освобождаются от бактерий, и наполненный упаковочный контейнер изготавливается в чистых условиях, таким образом, что наполненная упаковка может храниться в течение продолжительного времени даже при комнатной температуре без риска роста микроорганизмов в упакованном продукте. Еще одно важное преимущество способа упаковки типа Tetra Brik® Aseptic, как описывается выше, представляет собой возможность непрерывной высокоскоростной упаковки, которая производит значительное воздействие на экономичность. Как правило, можно изготавливать много тысяч упаковок в час. Например, машина Tetra Pak® A3/Speed может изготавливать в час приблизительно 15000 упаковочных контейнеров, представляющих собой упаковки семейного типа, объем которых составляет 0,9 л и более, и приблизительно 24000 упаковочных контейнеров, представляющих собой порционные упаковки.
Согласно еще одному способу, упаковки изготавливаются одна за другой из предварительно произведенных заготовок упаковочного материала, например, на упаковочных машинах типа Tetra Rex®, и, таким образом, получаются упаковки с так называемым остроконечным верхом или упаковки на основе других заготовок.
Как считают потребители, картонные упаковки для жидкостей описанного типа, как известно, представляют собой безопасные и надежные упаковки, которые могут содержать различные печатные декоративные рисунки и, кроме того, могут различаться по формам и размерам, и, таким образом, на выбор предлагается огромный ассортимент разнообразных упаковочных изделий, которые приспособлены для пищевых продуктов, предназначенных для наполнения этих упаковок. Простое молоко, которое представляет собой высококачественный, но сравнительно дешевый продукт, как правило, содержится в упаковках, в которых печатный декоративный рисунок наносится на объемный картонный слой, а затем его покрывает наружный прозрачный непроницаемый для жидкостей защитный термосваривающийся термопластический полимерный слой. С другой стороны, соки и нектары или негазированные напитки высшего класса часто продаются в упаковках, где печатный декоративный рисунок имеет металлизированную основу. Такую металлизированную основу затем покрывает посредством ламинирования металлизированная предварительно изготовленная пленка, и получается многослойный упаковочный материал, прилегающий к объемному слою. Печатный декоративное изображение, содержащее текст и рисунки, затем печатается на предварительно изготовленной пленке. Предварительно изготовленные пленки и, в частности, такие металлизированные пленки, являются сравнительно дорогостоящими для многослойного упаковочного материала данного типа. Такие многослойные материалы для продуктов, представляющих собой напитки высшего класса, следовательно, создают более высокую себестоимость, чем обычные многослойных упаковочных материалов в картонной упаковке для жидкостей, в которой печатный декоративный рисунок наносится непосредственно на объемный бумажный слой. С другой стороны, если бы оказалось возможным еще большее усиление декоративного эффекта такой предварительно изготовленной пленки, то посредством использования такой пленки можно было бы получить более высокую ценность, чтобы оправдать повышение себестоимости.
Существует тенденция, заключающаяся в том, что повышаются спрос и требования в отношении качества печатного декоративного изображения на картонных упаковках в целях удовлетворения и привлечения потребителей и розничных продавцов. Кроме того, существует ощущаемая в течение продолжительного времени потребность возможностей предложения новых отличительных особенностей многослойных упаковочных материалов в отношении печатного декоративного изображения и внешнего вида. Существует общее желание производителей упакованных продуктов, включая молочные продукты, представляющее собой расширение возможностей разнообразия декоративных характеристик и создание новых упаковок, которые отличаются от изделий конкурирующих компаний, производящих упакованные продукты, включая молочные продукты, в целях выделения своих фирменных отличий и создаваемой в результате этого способности увеличения объема продаж. И все же упаковочный контейнер должен иметь надежное качество, и его свойства в отношении целостности упаковки и безопасности и срока хранения пищевых продуктов не должны ухудшаться посредством каких-либо вышеупомянутых изменений. Тем не менее, такие возможности выделения фирменных отличий не должны чрезмерно увеличивать себестоимость упаковочных материалов.
Сущность изобретения
Таким образом, задача настоящего изобретения заключается в том, чтобы предложить способ и устройство для удовлетворения вышеупомянутых потребностей.
Идея настоящего изобретения заключается в том, чтобы предложить способ и устройство для обеспечения улучшенного внешнего вида декоративного многослойного упаковочного материала, включая, в частности, многослойный упаковочный материал, который описывается выше, для упаковки товаров, в частности, для непрерывных способов высокоскоростной упаковки жидких пищевых продуктов. В частности, такие способы могут включать и предпочтительно представляют собой способы, которые описываются выше, и в которых упаковочные контейнеры изготавливаются в процессе превращения полотна многослойного упаковочного материала в трубку за счет того, что оба из продольных краев полотна соединяются друг с другом в нахлесточном соединении, когда свариваются друг с другом внутренние и наружные термосваривающиеся термопластические полимерные слои.
Следующая идея заключается в том, чтобы предложить способ и устройство, которые обеспечивают высокую гибкость в создании улучшенных декоративных свойств в процессе изготовлении таких многослойных упаковочных материалов при низкой добавочной стоимости и, соответственно, при обоснованно высокой скорости производственной линии. Согласно первому аспекту, предлагается способ изготовления многослойного декорированного упаковочного материала, включающего первый наружный слой из прозрачного полимера, который должен быть обращен наружу упаковки, изготовленной из многослойного упаковочного материала, подложечный слой, и второй наружный слой из термосваривающегося полимера, расположенный на другой стороне подложечного слоя, противоположной по отношению к первому наружному слою, и, опционально, один или несколько дополнительных слоев материалов между вышеупомянутым подложечным слоем и вышеупомянутым вторым наружным полимерным слоем, причем данный многослойный упаковочный материал характеризуется визуальным или тактильным рисунком, или их сочетанием, в первом наружном прозрачном полимерном слое, причем данный способ включает ламинирование отдельных слоев материалов, из которых образуется полотно многослойного упаковочного материала, включая ламинирование на первой стадии ламинирования, где вышеупомянутый подложечный слой и вышеупомянутый первый наружный слой из прозрачного полимера должны быть прилегающими и смежными по отношению друг к другу, т. е. находиться в непосредственном контакте друг с другом без каких-либо разделяющих их промежуточных слоев, и до или после первой стадии ламинирования, вышеупомянутый подложечный слой и вышеупомянутый второй наружный слой из термосваривающегося полимера располагаются таким образом, чтобы ламинироваться друг с другом, на второй стадии полотно полученного таким способом многослойного упаковочного материала пропускается через зажим между двумя вращающимися во взаимно противоположных направлениях валками, причем вышеупомянутый зажим составляют первый валок, который действует в качестве опорного валка, и второй валок, который имеет рельефную поверхность, содержащую выступы, плато или пики в выбранных областях, причем данные выступы, плато или пики совместно создают рисунок, соответствующий вышеупомянутому визуальному или тактильному рисунку на упаковочном материале, и на третьей стадии осуществляется впечатывание рисунка рельефной поверхности второго валка в наружный прозрачный полимерный слой и вышеупомянутый многослойный упаковочный материал, когда он проходит в форме полотна или листа через зажим, посредством приложения давления к зажиму между валками. Согласно следующему варианту осуществления, рельефная поверхность может быть образована пазами или углублениями в некоторых выбранных областях, в то время как на ней присутствуют выступы, плато или пики в других выбранных областях, в зависимости от обстоятельств и потребностей, а также от поведения полимера, составляющего наружный слой.
Согласно одному варианту осуществления настоящего изобретения, первая стадия ламинирования осуществляется в первом географическом месте, в то время как стадия печати многослойного упаковочного материала осуществляется во втором географическом месте. Кроме того, согласно такому варианту осуществления, многослойный упаковочный материал наматывается на барабан для промежуточного хранения или перемещения на промежуточной стадии между стадией ламинирования и стадия печати. Стадии ламинирования упаковочного материала, хранения или перемещения на барабане многослойного упаковочного материала, а также последующая стадия впечатывания рисунка в наружный прозрачный полимерный слой вышеупомянутого многослойного материала могут осуществляться в форме последовательных операций, которые происходят подряд, или согласно варианту осуществления, с различными временными интервалами, составляющими, например, несколько суток, недель или месяцев. Таким образом, согласно альтернативному варианту осуществления, предлагается способ изготовления многослойного декорированного упаковочного материала, который включает первый наружный прозрачный полимерный слой, который должен быть обращен наружу упаковки, изготовленной из многослойного упаковочного материала, подложечный слой, и второй наружный слой из термосваривающегося полимера, расположенный на другой стороне подложечного слоя и, противоположной по отношению к первому наружному слою, и, опционально, один или несколько дополнительных слоев материалов между вышеупомянутым подложечным слоем и вышеупомянутым вторым наружным полимерным слоем, причем данный способ включает стадию пропускания полотна или листа многослойного упаковочного материала через зажим между двумя вращающимися во взаимно противоположных направлениях валками, причем вышеупомянутый зажим составляют первый валок, который действует в качестве опорного валка и второй печатный валок, который имеет рельефную поверхность, содержащую выступы, плато или пики в выбранных областях; причем данные выступы, плато или пики совместно создают рисунок, соответствующий вышеупомянутому визуальному или тактильному рисунку на упаковочном материале; и после этого осуществляется стадия впечатывания рисунка рельефной поверхности второго печатного валка в наружный прозрачный полимерный слой и вышеупомянутый многослойный упаковочный материал, когда он проходит в форме полотна или листа через зажим, посредством приложения давления к зажиму между валками, и полученный таким способом многослойный декорированный упаковочный материал в результате этого характеризуется визуальным или тактильным рисунком, или их сочетанием, в первом наружном прозрачном полимерном слое.
Материалы, которые подвергаются ламинированию, поступают на технологические стадии ламинирования в форме отдельных полотен материалов или посредством устройств подачи материала. Согласно некоторым вариантам осуществления, толщина первого наружного прозрачного полимерного слоя составляет от 8 до 30, предпочтительно, от 10 до 20, предпочтительнее, от 10 до 15 и наиболее предпочтительно от 10 до 12 мкм. Когда первый наружный прозрачный полимерный слой является чрезмерно тонким, он не будет в достаточной степени защищать чувствительный по отношению к воде объемный слой внутри многослойного упаковочного материала, поскольку любые проколы или трещины в полимерном слое будут допускать проникновение жидкости или грязи в упаковочный материал и вызывать дефекты, такие как загрязнения или неудовлетворительная адгезия между слоями. Кроме того, в большинстве случаев наружный слой также участвует в термической герметизации упаковочного материала в изготовленных упаковках, и в результате этого полимерный слой должен содержать полимерный материал, толщина которого составляет по меньшей мере 10 мкм, в том числе, по меньшей мере 12 мкм.
Согласно некоторым вариантам осуществления, способ дополнительно включает стадию печати декоративного рисунка на подложечном слое, который располагается на внутренней поверхности наружного прозрачного полимерного слоя, перед стадией ламинирования отдельных слоев материалов друг с другом, причем вышеупомянутый печатный декоративный рисунок, который покрывается прозрачным полимерным слоем, должен быть видимым снаружи упаковки, изготовленной из многослойного упаковочного материала.
Согласно некоторым вариантам осуществления, впечатанный визуальный и/или тактильный рисунок наносится в точном совмещении с предварительно нанесенным печатным декоративным рисунком, чтобы обеспечивалось дополнительное измерение всего декоративного оформления посредством визуальных и/или тактильных эффектов многослойного упаковочного материала.
Таким образом, впечатанный визуальный и/или тактильный рисунок наносится на многослойный упаковочный материал перед тем, как он сгибается и формируется в упаковочный контейнер.
Для оптимального декоративного эффекта впечатанный визуальный и/или тактильный рисунок наносится в точном совмещении с предварительно нанесенным печатным декоративным рисунком, причем данная точность имеет такой же порядок, как точность совмещения в пределах печатного декоративного рисунка между различными цветами печатного рисунка. Например, в процессе флексографической печати, которая представляет собой предпочтительный способ печати на многослойных упаковочных материалах данного типа, используются, как минимум, четыре цвета, включая голубой, пурпурный, желтый и черный, которые печатаются последовательно и должны находиться в соответствии по отношению друг к другу. Точность их соответствующего расположения может считаться хорошей, если она составляет от ± 1 мм до ± 0,1 мм, в том числе от ± 0,5 мм до ± 0,1 мм.
Согласно варианту осуществления, многослойный упаковочный материал дополнительно включает непроницаемый слой, который располагается между подложечным слоем и вторым наружным термосваривающимся полимерным слоем и предпочтительно представляет собой слой алюминиевой фольги. Согласно варианту осуществления, толщина алюминиевой фольги составляет от 5 до 10 мм, в том числе от 5 до 7 мкм.
При упаковке жидкого пищевого продукта в асептических условиях, для хранения пищевого продукта в течение продолжительных периодов времени при комнатной температуре оказывается особенно важным, чтобы многослойный упаковочный материал имел достаточные свойства непроницаемости по отношению к газам, в частности, по отношению к газообразному кислороду, чтобы предотвращалось ухудшение вкуса и снижение питательной ценности пищевого продукта. Кроме того, могут потребоваться свойства непроницаемости по отношению к другим мигрирующим веществам, в зависимости от обстоятельств, таких как предотвращение выхода ароматизирующих и пахучих веществ из пищевого продукта в упаковочный материал или поступление из окружающего упаковку пространства пахучих веществ, которые могут достигать находящегося внутри содержимого.
Согласно следующему варианту осуществления, оттиск может превосходить глубину одного или нескольких наружных прозрачных слоев и проходить в объемный слой, но он останавливается перед достижением такого непроницаемого слоя, расположенного на противоположной стороне подложечного слоя и объемного слоя. Важно регулирование глубины оттиска таким образом, чтобы не повреждались другие слои в многослойном материале, в частности, непроницаемые слои. Непроницаемые материалы, как правило, представляют собой наиболее дорогостоящие материалы, которые используются в многослойном упаковочном материале, в пересчете на поверхностная плотность. Таким образом, они должны, как правило, иметь минимально возможную толщину для обеспечения достаточных и желательных свойств непроницаемости. Кроме того, эти материалы могут оказываться более хрупкими и чувствительными по отношению к деформации и механическому напряжению, чем другие традиционные термопластические слои таких многослойных материалов. В частности, алюминиевая фольга, составляющая непроницаемый слой, оказывается весьма уязвимой, когда на нее воздействует механические напряжения и удары, поскольку у нее отсутствуют упругие свойства, и она проявляет хрупкость и легко подвергается растрескиванию или разрыву. Непроницаемый слой сохраняет асептическое состояние и целостность упаковки, препятствуя проникновению внутрь упаковки веществ из окружающей среды, и, таким образом, он должен оставаться неповрежденным, насколько это возможно. Любые трещины, проколы или отверстия в непроницаемом материале, в конечном счете, могут отрицательно воздействовать на пищевой продукт, особенно в течение долгосрочного хранение, и, таким образом, они должны предотвращаться.
Согласно варианту осуществления, соотношение между глубиной оттиска и суммарной толщиной одного или нескольких наружных впечатанных слоев и объемного слоя составляет менее чем 0,30, в том числе 0,25, в том числе менее чем 0,20. Было показано, что, если глубина оттиска становится такой, что она превышает данное соотношение, непроницаемый слой на противоположной стороне объемного слоя подвергается риску повреждения. В данном вычислении следует также принимать во внимание, что в течение операции печати объемный слой временно сжимается и становится тоньше, таким образом, что печатный инструмент проникает почти насквозь и приближается к непроницаемому слою на противоположной стороне объемного слоя, хотя объемный слой обратимо восстанавливает свою первоначальную толщину после печатной операции. Это распространяется, в частности, на объемные слои более толстой и плотной бумаги или картона.
Упаковочный материал на основе картона считается подходящим для упаковки жидкостей и имеет, согласно варианту осуществления, определенные свойства, приспособленные для данной цели. Таким образом, упаковочный материал имеет объемный слой из бумаги или картона, который соответствует требованиям обеспечения жесткости и устойчивости размеров упаковочного контейнера, изготовленного из данного упаковочного материала. Таким образом, картон, который обычно используется, представляет собой волокнистый картон, т. е. фибровый картон, объем которого составляет сетчатая структура из целлюлозных волокон, и который имеет подходящую плотность, жесткость и способность выдерживать возможное воздействие влаги. С другой стороны, картон на основе неволокнистой целлюлозы, например, гофрированный картон или сотовый или ячеистый картон, представляет собой так называемый структурный картон и не является подходящим для цели настоящего изобретения. В частности, состоящие из картона или плотной бумаги объемные слои, которые могут применяться для упаковочных материалов и способов согласно настоящему изобретению, представляют собой волокнистые структуры из гомогенных волокнистых слоев, которые, согласно варианту осуществления, преимущественно имеют двутавровую конфигурацию или многослойную конструкцию, в которой соответствующие средний слой и наружные слои соединяются друг с другом на протяжении всех своих поверхностей, обращенных друг к другу. Типичные волокна, которые являются пригодными для использования в качестве волокнистого объемного слоя, представляют собой целлюлозные волокна, которые составляет химическая целлюлоза, хемотермомеханическая целлюлоза (CTMP), термомеханическая целлюлоза (TMP), сульфатная небеленая (крафт) целлюлоза или аналогичный материал.
Согласно варианту осуществления, волокнистые объемные слои, плотная бумага или картон, которые являются подходящими для цели настоящего изобретения, имеют плотность, составляющую более чем 300 кг/м3, в том числе более чем 400 кг/м3, в том числе более чем 500 кг/м3 (согласно стандарту ISO 534),
Согласно следующему варианту осуществления, бумага или картон имеет толщину, составляющую от 150 до 660 мкм (стандарт ISO 534), в том числе от 200 до 500 мкм, в том числе от 250 до 400 мкм.
Согласно еще одному варианту осуществления, объемный слой соответствующим образом выбирается в целях получения желательной жесткости, подходящей для упаковочного контейнера, предназначенного для содержания жидкого пищевого продукта данного типа. Согласно следующему варианту осуществления, жесткость при изгибе плотной бумаги или картона составляет от 40 до 480 мН, в том числе от 80 до 300 мН.
Согласно следующему варианту осуществления, картон имеет повышенное сопротивление по отношению к проникновению жидкости и к высокому влагосодержанию окружающей среды за счет того, что он включает придающие прочность во влажном состоянии добавки, проклеивающие вещества и аналогичные компоненты в составе бумаги. Согласно еще одному варианту осуществления, бумага или материал на основе целлюлозы, который также называется бумагой, листы из плотной бумаги или картона, которые используются в целях настоящего изобретения, имеют поверхностную плотность, составляющую от 150 до 400 г/м2, в том числе от 200 до 350 г/м2, в зависимости от требований к упаковкам различных типов. Поверхностная плотность картона измеряется в соответствии со стандартом ISO 536. Поверхностная плотность представляет собой массу единичной площади и измеряется в граммах на квадратный метр.
Согласно одному варианту осуществления настоящего изобретения, глубина оттиска составляет менее чем 100 мкм. В случае более крупных стандартных картонных упаковок для жидкостей, в которых картон имеет толщину, составляющую от 400 до 500 мкм, эта величина была определена как максимальная возможная глубина, которая не должна быть превышена. И в этом случае следует отметить, что любой непроницаемый слой должен оставаться неповрежденным, а также гарантировать, чтобы впечатанный рисунок не был видимым на внутренней поверхности (противоположной стороне) объемного слоя. Предпочтительным является присутствие плоского неповрежденного внутреннего слоя, например, в последующих операциях на упаковочной машине, таких как операции стерилизации, а также операции герметизации. Таким образом, должны отсутствовать тисненые рисунки, которые могут ощущаться на другой стороне многослойного материала или каким-либо образом воздействовать на поверхностные свойства другой стороны многослойного материала.
Дополнительное измерение всей декоративной конструкции может придавать глянцевый или матовый впечатанный рисунок в наружном прозрачном полимерном слое и многослойный упаковочный материал, который взаимодействует с печатным декоративным рисунком на подложечном слое.
Дополнительное измерение всей декоративной конструкции может обеспечивать эффект дифракции света или голографический эффект в наружном прозрачном полимерном слое и многослойном упаковочном материале, который взаимодействует с печатным декоративным рисунком на подложечном слое. Глубина оттиска для такого эффекта дифракции света или голографического эффекта, согласно варианту осуществления, составляет менее чем 1 мкм, таким образом, что она соответствует длине волны света в видимом диапазоне.
В качестве альтернативы, дополнительное измерение всей декоративной конструкции может обеспечивать тактильный эффект поверхностной текстуры в наружном прозрачном полимерном слое и многослойным упаковочным материалом, который взаимодействует с печатным декоративным рисунком на подложечном слое. Согласно варианту осуществления, глубина оттиска для такого тактильного эффекта составляет менее чем 100 мкм.
Согласно варианту осуществления, дополнительное измерение всего декоративного оформления обеспечивает один эффект или сочетание двух или более эффектов, в качестве которых выбираются глянцевый эффект, матовый эффект, эффект дифракции света, голографический эффект или тактильный эффект поверхностной текстуры, который создает впечатанный рисунок в наружном прозрачном полимерном слое, и многослойный упаковочный материал, который взаимодействует с печатным декоративным рисунком на подложечном слое. Способность создания разнообразных видимых и/или тактильных эффектов на декоративной поверхности многослойного упаковочного материала открывает неограниченные возможности для дополнительных выполняемых по заказу и придающих отличительные особенности художественных элементов, которые выходят за пределы современных технологий печати. Придание дополнительного размера, например, за счет матовых и/или глянцевых поверхностей или посредством эффектов дифракции света или голографических эффектов, с которыми взаимодействует цветной печатный декоративный рисунок, может получаться весьма разнообразный и улучшенный декоративный внешний вид.
Согласно варианту осуществления, один или несколько тактильных эффектов взаимодействуют с печатным декоративным рисунком на подложечном слое. Согласно конкретному варианту осуществления, сочетание тактильного эффекта с дополнительным видимым эффектом поверхности придает привлекательные отличительные особенности и ценность содержащему цветные печатные рисунки упаковочному материалу и упаковочному контейнеру, изготовленному из вышеупомянутого упаковочного материала.
Согласно следующему варианту осуществления, поверхностный эффект, аналогичный свойствам самоочистки, которые возникают в результате очень сильных водоотталкивающих свойств, т.е. супергидрофобности, которую проявляю листья лотоса, создается в операции тиснения посредством впечатывания рисунка в наружный прозрачный полимерный слой. Посредством данного эффекта частицы грязи увлекаются каплями воды вследствие микроскопической и наноскопической архитектуры на поверхности, которая сокращает до минимума адгезию капель к данной поверхности. Согласно варианту осуществления, наружный прозрачный полимер представляет собой термосваривающийся полимер, способствующий эффективной герметизации упаковок, изготовленных из многослойного упаковочного материала. Согласно варианту осуществления настоящего изобретения, наиболее распространенный наружный прозрачный полимер представляет собой термосваривающийся полиолефин. В процессе термосваривания друг с другом, упаковочных материалов, в частности, картонных многослойных упаковочных материалов для жидкостей важно, чтобы поверхности термосваривающийся полимер имели способность соединяться посредством плавления и связываться друг с другом посредством межмолекулярного сшивания полимера на границе раздела поверхностей материалов, которые прижимаются друг к другу. В этом процессе соединения посредством плавления, соответственно, важно, чтобы термопластические полимеры, составляющие наружные слои, оставались неизменными в своей первоначально заданной форме для термопластического термосваривания, т. е. без каких-либо добавок, которые могут вводиться в целях улучшения процесса печати, такие как антиадгезионные вещества или аналогичные вещества.
Согласно следующему варианту осуществления, наружный прозрачный полимер наносится из расплава посредством экструзионного покрытия на подложечный слой. Согласно варианту осуществления, как описывается выше, подложечный слой представляет собой объемный слой, включающий целлюлозные волокна, полимер или другой материал низкой плотности. Как правило, объемный слой представляет собой объемный слой на основе картона или целлюлозы, такой как бумага или картон, как описывается выше.
Согласно следующему варианту осуществления, подложечный слой предварительно изготавливается как многослойный материал, включающий предварительно изготовленную пленку и ламинируется на объемный слой, как определяется выше. Таким образом, согласно данному варианту осуществления, подложка предварительно изготавливается как многослойный материал или слой, включающий подслои, где один из подслоев представляет собой объемный слой, и еще один слой представляет собой предварительно изготовленную пленку. Предварительно изготовленные пленки, подходящие для цели настоящего изобретения, такие как ориентированные сложнополиэфирные или полипропиленовые пленки, являются общедоступными. Такие пленки сначала ламинируются на объемный слой, такой как картон, и после этого осуществляется печать, и формируется декоративный цветной печатный рисунок. В качестве альтернативы, оказывается возможной печать на предварительно изготовленной пленке на первой стадии, и после этого осуществляется ламинирование пленки на бумажный или картонный объемный слой, чтобы получилась печатная подложка для последующих операций ламинирования. Согласно некоторым вариантам осуществления, предварительно изготовленная пленка может представлять собой металлизированную предварительно изготовленную пленку. Согласно таким вариантам осуществления, металлизация, как правило, осуществляется на стороне, которая является противоположной по отношению к стороне печати, т. е. обращенной внутрь упаковки, которая должна быть изготовлена из многослойного упаковочного материала. В том случае, где существует металлизированная основа, видимая снаружи упаковки, имеющей декоративную цветную печать и, в конечном счете, дополнительный размер, которой создает видимый и/или тактильный рисунок в наружном прозрачном полимерном слое, еще больше расширяется разнообразие существующих возможностей декоративного внешнего вида. Металлизация усиливает и зеркально отражает последующий вытисненный или впечатанный рисунок, чтобы обеспечивался усиленный трехмерный визуальный эффект. За счет металлизированной основы, с которой сочетаются эффекты дифракции света и/или голографические эффекты, обеспечиваются почти неограниченные возможности для получения заказного и уникального декоративного внешнего вида.
Согласно вариантам осуществления, в которых подложечный слой включает предварительно изготовленную пленку, эта пленка ламинируется на объемный слой, включающий целлюлозные волокна, полимер или другой материал низкой плотности, на стадии, предшествующей направлению на стадию печати. Поскольку давление в зажиме, которое применяется в течение печатной операции, является аналогичным давлению в зажиме, которое применяется в течение операции ламинирования, впечатанный рисунок будет разрушаться и «уплощаться» посредством любой последующей операции ламинирования. Таким образом, важно завершить все операции ламинирования перед началом любых печатных операций. Соответственно, наружный прозрачный и термосваривающийся полимерный слой должен быть нанесен на печатную подложку перед технологической стадией печати. Если дополнительный полимер будет наноситься после ламинирования, впечатанный рисунок будет по меньшей мере частично уничтожаться за счет того, что печатный рисунок будет наполнять и покрывать расплавленная или растворенная/диспергированная полимерная покровная композиция.
Кроме того, чтобы обеспечивалась термосвариваемость наружного прозрачного полимерного слоя, этот наружный прозрачный полимерный слой должен содержать термопластический полимер, таким образом, исключая, термоотверждающиеся смолы или сшивающиеся/отверждающиеся лаки и аналогичные вещества.
Согласно варианту осуществления, многослойный упаковочный материал включает объемный слой, причем вышеупомянутый объемный слой на дополнительной технологической стадии приобретает ослабляющие линии сгиба, которые упрощают складывание многослойного упаковочного материала в процессе изготовления упаковочных контейнеры из упаковочного материала, и визуальный и/или тактильный впечатанный рисунок наносится в точном совмещении с вышеупомянутыми ослабляющими линиями сгиба, а также с любым печатным декоративным рисунком, нанесенным на подложечный слой.
Согласно следующему варианту осуществления, наружный прозрачный полимерный слой включает, в основном, полиэтилен низкой плотности (LDPE) или линейный полиэтилен низкой плотности (LLDPE), или представляет собой смесь этих полимеров. Эти вещества представляют собой наиболее широко используемые полимеры, которые в настоящее время составляют наружные полимерные слои в картонных упаковках для жидкостей. Однако пригодные для использования альтернативы могут представлять собой другие полиолефины, такие как полипропилен, или любые сополимеры или смеси или сочетания разнообразных олефинов или полиолефинов.
Согласно варианту осуществления, печатная операция осуществляется при температуре, составляющей менее чем температура плавления полимера подлежащего печати прозрачного наружного слоя, которая измеряется методами дифференциальной сканирующей калориметрии (ДСК), и предпочтительно значительно менее чем температура плавления данного полимера.
Согласно конкретному варианту осуществления, операция печати или тиснения осуществляется при температуре полимера, представляющего собой полиэтилен низкой плотности (LDPE) или линейный полиэтилен низкой плотности (LLDPE), которая составляет менее чем 90°C.
Согласно варианту осуществления, печатная операция осуществляется при температуре, составляющей менее чем температура размягчения по методу Вика полимера, например, при температуре, составляющей от комнатной температуры, т. е. 23°C, до температуры размягчения полимера прозрачного наружного слоя. Температура размягчения по методу Вика или твердость по методу Вика представляет собой определение температуры размягчения для материалов, у которых отсутствует четкая температура плавления, таких как пластмассы и полимеры. В данном качестве принимается температура, при которой в образец проникает до глубины 1 мм игла, имеющая плоский наконечник и круглое или квадратное поперечное сечение 1 мм2. Для исследования методом Вика типа A используется нагрузка, составляющая 10 Н. Для исследования методом Вика типа B используется нагрузка, составляющая 50 Н.
Стандарты, согласно которым определяется температура размягчения по методу Вика, включают ASTM D 1525 и ISO 306, которые являются в значительной степени эквивалентными. Температура размягчения по методу Вика (Vicat) может использоваться для сравнения различных материалов по характеристикам термического размягчения.
Хотя некоторое нагревание может оказаться предпочтительным и сделать более эффективным печатный процесс, важно, чтобы температура полимера сохранялась на самом низком возможном уровне, чтобы многослойный материал оставался холодным и готовым для хранения на барабанах после обработки. Кроме того, согласно наблюдениям, при нагревании у термопластических полимеров может увеличиваться клейкость или липкость, что требуется предотвращать, насколько это оказывается возможным, таким образом, чтобы после печати к поверхности полимера не прилипала поверхность покрытия печатного валка или втулка. Таким образом, оказывается нежелательным работа в области, чрезмерно близкой к температуре размягчения полимера или в ее окрестности, причем следует работать при самой низкой возможной температуре, чтобы получался оптимальный результат. Нагревание предназначенной для печати полимерной поверхности может осуществляться посредством предварительного нагревания данной поверхности перед введением в зажим или в процессе печати в зажиме.
Согласно варианту осуществления, рисунок, включающий выступы, плато или пики, на рельефной поверхности второго валка создает сменная втулка из соответствующего материала, которая устанавливается на твердую металлическую сердцевину, чтобы получился вышеупомянутый второй валок, для цели обеспечения быстрой смены рисунка, который должен быть напечатан на различных многослойных упаковочных материалах.
Согласно следующему варианту осуществления, первый валок, опорный валок, имеет поверхностную твердость, составляющую менее чем твердость второго валка, представляющего собой печатный валок, например, твердость от 80 до 98 по шкале Шора (Shore) A. Печатный валок или втулка печатного валка изготавливается из металла. Подходящие металлические материалы для печатного валка или втулка представляют собой сталь или сплавы на основе хрома или никеля, которые обычно используются для изготовления аналогичных инструментов. Относительное различие твердости между двумя валками в зажиме для печати производит положительное воздействие на ограничение и регулирование глубины печати, обеспечивая в то же время достижение высокого качества печатного рисунка, производящего видимый и/или тактильный эффект.
Давление в зажиме между первым и вторым валками является относительный высоким, т. е. составляет значительно более чем давление в зажиме между ламинирующими валками или подобными устройствами, и при этом линейная нагрузка составляет от 10 вплоть до 100 Н/мм, в том числе от более чем 40 до менее чем 100 Н/мм, в том числе от 50 до 90 Н/мм, в зависимости от желательного поверхностного эффекта, площади поверхности и/или глубины оттиска.
Было обнаружено, что после печати многослойный упаковочный материал, который проявляет видимый и/или тактильный эффект в своем наружном прозрачном полимерном слое, сохраняет способность выдерживать последующую обработку в процессе транспортировки и в течение операций в упаковочной машине. В частности, оказалось, что он способен выдерживать стерилизацию горячей жидкостью без значительного ухудшения видимого и/или тактильного эффекта.
С другой стороны, оказывается особенно важным, чтобы содержащий печать первый наружный слой не подвергался дополнительным операциям, включающим давление на многослойный упаковочный материал, т. е. должны предотвращаться дополнительные операции ламинирования после операции печати видимого и/или тактильного рисунка на наружном полимерном слое. Дополнительное давление ламинирования будет производить плоскую текстуру и уменьшать глубину/высоту содержащей печать поверхности, и в результате этого уничтожать или ослаблять видимый и/или тактильный эффект.
Таким образом, часть настоящего изобретения составляет способ, в котором объемный слой представляет собой слой из бумаги, плотной бумаги или картона.
Кроме того, часть настоящего изобретения составляет способ, в котором глубина оттиска составляет менее чем 100 мкм.
Кроме того, часть настоящего изобретения составляет способ, в котором наружный прозрачный полимер наносится посредством экструзионного покрытия расплавом подложечного слоя.
Термопластические полимеры, подходящие для экструзионного покрытия в целях изготовления наружного прозрачного полимерного слоя многослойного упаковочного материала, также являются подходящими для термосваривания. В частности, наружный термопластический полимерный слой должен иметь способность термического самосваривания, а также способность термосваривания с наружным термопластическим полимерным слоем на противоположной стороне многослойного материала. Эти способности представляют собой важные свойства и отличительные признаки для хорошего функционирования упаковочного процесса в упаковочных машинах, осуществляющих высокоскоростное изготовление, наполнение и герметизацию упаковок, содержащих жидкие пищевые продукты. Термин «термосваривающийся» означает, что термопластический полимер способен быстро соединяться посредством плавления, т. е. создавать полимерные связи на вступающих в контакт и нагреваемых полимерных поверхностях, таким образом, создается неразделимое сварное соединение, при температуре, при которой не разрушается полимерный материал и не производится неблагоприятное воздействие на полимер, а после этого осуществляется быстрое охлаждение, и сварное соединение фиксируется, приобретая постоянную прочность.
Согласно варианту осуществления, такое сваривание наружного слоя и внутреннего слоя (т. е. наружного термопластического слоя на противоположной стороне многослойного упаковочного материала) осуществляется, как описывается выше, когда полотно из многослойного упаковочного материала превращается в трубку за счет того, что оба из продольных краев полотна соединяются друг с другом в нахлесточном соединении, и свариваются друг с другом внутренний и наружный термосваривающиеся термопластические полимерные слои. Согласно второму аспекту, предлагается многослойный упаковочный материал, на котором проявляется визуальный или тактильный рисунок, или их сочетание, в первом наружном слое из прозрачного полимера, и дополнительно присутствуют подложечный слой и второй наружный слой из термосваривающегося полимера, расположенный на другой стороне подложечного слоя, противоположной по отношению к первому наружному слою, который изготавливается способом согласно первому аспекту.
Согласно третьему аспекту, предлагается упаковочный контейнер, имеющий дополнительные декоративные свойства, который изготавливается из многослойного упаковочного материала согласно второму аспекту.
Описание чертежей
Дополнительные преимущества и благоприятные отличительные характеристики становятся очевидными из следующего подробного описания со ссылками на прилагаемые чертежи, в числе которых:
фиг.1a, 1b и 1c иллюстрируют в поперечном сечении изображения многослойных упаковочных материалов согласно описанным аспектам настоящего изобретения,
фиг.2a и 2b иллюстрируют схематические изображения производственных линий для изготовления многослойных упаковочных материалов, представленных на фиг.1a и 1b, соответственно,
фиг.3 иллюстрирует принцип, согласно которому упаковочные контейнеры могут производиться из многослойного упаковочного материала в процессе непрерывного изготовления, наполнения и герметизации,
фиг.4a-4d иллюстрируют примерные упаковочные контейнеры, изготовленные из многослойного упаковочного материала согласно описанным вариантам осуществления настоящего изобретения,
фиг.5 иллюстрирует примерный улучшенный декоративный внешний вид содержащего печатный рисунок многослойного упаковочного материала, который обеспечивает дополнительный поверхностный эффект в наружном прозрачном полимерном слое, имеющий тактильный или видимый характер или их сочетание, и
фиг.6 иллюстрирует втулку, содержащую рисунок из выступов, плато или пиков, которые составляют рельефную поверхность второго печатного валка или используемого для тиснения валка, а также способ установки втулки на металлическую сердцевину вышеупомянутого второго валка. Рисунок на втулке должно впечатываться в наружную полимерную поверхность многослойного упаковочного материала.
Подробное описание вариантов осуществления
На фиг.1a проиллюстрирован примерный многослойный упаковочный материал, относящийся к традиционному типу, но в значительной степени изменяющийся и приобретающий улучшенный внешний вид способом согласно настоящему изобретению. Многослойный упаковочный материал 10a имеет состоящий из бумаги или картона объемный слой или сердцевинный слой 11. В качестве альтернативы, объемный слой может быть изготовлен из других имеющих низкую плотность материалов, представляющих собой целлюлозу или другие полимеры.
Объемный слой ламинируется на непроницаемый слой 13, который традиционно представляет собой алюминиевую фольгу, посредством промежуточного связующего слоя 12, содержащего термопластический полимер, который, как правило, наносится в форме расплава в процессе экструзионного ламинирования. В качестве альтернативы, связующий слой 12 может быть нанесен в процессе влажного покрытия и высушивания или в процессе сухого ламинирования с отверждающимися адгезионными композициями. На внутренней поверхности непроницаемого слоя 13, на стороне, которая должна быть обращена внутрь упаковки, изготовленной из многослойного материала, располагается термопластический термосваривающийся непроницаемый для жидкостей полимер 14, который составляет единственный слой или совместно экструдированную многослойную структуру (14a, 14b, 14c), включающую вплоть до трех слоев из различных полимеров на основе олефиновых мономеров (не проиллюстрировано на чертеже). Как правило, слой, прилегающий к алюминиевой фольге, представляет собой функционализированный полиолефин, имеющий оптимальные свойства адгезии по отношению к алюминиевой фольге, например, сополимер этилена и акриловая кислота (EAA) или модифицированный малеиновым ангидридом полиолефин, такой как модифицированный малеиновым ангидридом полиэтилен или полипропилен, такой как привитый полимер MAH-PE или MAHA-PP. Наружная сторона картона 11 содержит красочный декоративный печатный рисунок 15, предпочтительно полученный способом флексографической печати с помощью печатной краски. Поскольку в большинстве случаев оказывается желательным и необходимым защита печатного декоративного рисунка от влажных условий и истирания или износа в процессе перемещения упаковок и розничной торговли, его дополнительно покрывает на наружной поверхности прозрачный защитный полимерный слой 16. Кроме того, оказывается желательной и наиболее целесообразной, в частности, для упаковки жидкостей, способность герметизации упаковочных контейнеров посредством термического сваривания внутреннего слоя 14 и наружного полимерного слоя 16 друг с другом в процессе складывания и превращения в наполненные и герметизированные упаковки, и по этой причине наружный полимерный слой также представляет собой термосваривающийся и непроницаемый для жидкостей полимерный слой, аналогичный термопластическим полимерам внутренних слоев 14(a,b,c). На поверхности наружного прозрачного полимерного слоя 16 существует видимое и опционально также тактильный рисунок 17, который составляют выемки, канавки, гребни и выступы, которые впечатываются в полимерный слой 16 и многослойный упаковочный материал.
На фиг.1b проиллюстрирован еще один примерный многослойный упаковочный материал, относящийся к традиционному типу, но имеющий внешний вид, в значительной степени измененный и улучшенный способом согласно настоящему изобретению. Многослойный упаковочный материал 10b содержит, помимо слоев 11, 12, 13 и 14(a,b,c), которые были описаны ранее в отношении фиг.1a, дополнительный слой, которую составляет прочная и/или декоративная полимерная пленка 18, которую опционально покрывает нанесенный из паровой фазы тонкий металлизированный слой 19. В качестве металлизированной пленки может присутствовать любая традиционная, опционально металлизированная, ориентированная полимерная пленка, такой как полипропиленовая или полиэтилентерефталатная пленка (OPP, BOPP, OPET или BOPET). Она ламинируется на картонный объемный слой 11 в отдельной операции ламинирования, которая предшествует печатная операция, в процессе которой наносится красочный декоративный слой 15. Согласно варианту осуществления, ламинирование картона на предварительно изготовленную пленку производится с использованием расплава в процессе экструзионного ламинирования, в котором присутствует связующий слой 20 на основе полиолефина, такого как полиэтилен, например, полиэтилен низкой плотности (LDPE), или, в качестве альтернативы, адгезионный полимер, содержащий функциональные карбоксильные группы, такой как сополимеры этилена и (мет)акриловой кислоты (E(M)AA). В качестве альтернативы, связующий слой 20 может быть нанесен посредством влажного покрытия и высушивания или в процессе сухого ламинирования с применением отверждающихся адгезионных композиций.
Таким образом, наружная сторона предварительно изготовленной и опционально металлизированной пленки содержит красочное декоративный печатный рисунок 15, предпочтительно полученный способом флексографической печати с помощью печатной краски. Поскольку в большинстве случаев оказывается желательным и необходимым защита печатного декоративного рисунка от влажных условий и истирания или износа в процессе перемещения упаковок и розничной торговли, его дополнительно покрывает на наружной поверхности прозрачный защитный полимерный слой 16. Кроме того, оказывается желательной и наиболее целесообразной, в частности, для упаковки жидкостей, способность герметизации упаковочных контейнеров посредством термического сваривания внутреннего слоя 14 и наружного полимерного слоя 16 друг с другом в процессе складывания и превращения в наполненные и герметизированные упаковки, и по этой причине наружный полимерный слой также представляет собой термосваривающийся и непроницаемый для жидкостей полимерный слой, аналогичный термопластическим полимерам внутренних слоев 14(a,b,c). На поверхности наружного прозрачного полимерного слоя 16 существует видимое и опционально также тактильный рисунок 17, который составляют выемки, канавки, гребни и выступы, которые впечатываются в полимерный слой 16 и многослойный упаковочный материал.
Согласно настоящему изобретению, как уже было упомянуто выше, полимер для связующего слоя 12 может выбираться более или менее свободно, и, таким образом, он не ограничивается полимером какого-либо конкретного типа. Примерный полимер, пригодный для использования в качестве связующего слоя 12, представляет собой полиэтилен низкой плотности (LDPE), полученный разнообразными методами экструзионного ламинирования. Другие примеры, которые являются пригодными для использования в качестве полимеров связующего слоя 12, представляет собой линейные полимеры, преимущество которых заключается в том, что они способствуют улучшению механических свойств конечного многослойного упаковочного материала. Примерные линейные полимеры, которые могут использоваться в способе согласно настоящему изобретению, представляют собой полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилен очень низкой плотности (VLDPE), полиэтилен сверхнизкой плотности (ULDPE), для изготовления которых используются традиционный катализаторы или так называемые одноцентровые катализаторы, или пространственно-затрудненные катализаторы, в том числе так называемые металлоценовые катализаторы. Согласно некоторым вариантам осуществления, многослойный материал, который содержит в сочетании или смеси два или более вышеупомянутых полимеров, может оказаться эффективным для соединения связующих слоев 11 и 13 друг с другом.
Примерные связующие вещества, которые являются пригодный для использования в слоях 14a (который прилегает к непроницаемому слою) и 20, представляют собой, в то числе, сополимер этилена и акриловой кислоты (EAA) и сополимер этилена и метакриловой кислоты (EMAA). Такие связующие полимеры поставляются на продажу под товарным наименованием Primacor от компании Dow Chemical Company, и еще одно такое связующее вещество может быть получено под товарным наименованием Nucrel от компании DuPont. Следующее примерное вещество может быть получено под товарным наименованием Escor от компании ExxonMobil Chemicals.
Другие примерные связующие полимеры, содержащие свободные активные карбоксильные группы и подходящие согласно некоторым аспектам настоящего изобретения, представляют собой функционализированные малеиновым ангидридом полиолефины, в частности, функционализированные малеиновым ангидридом полиэтилены, которые представляют собой альтернативные имеющие полиолефиновую основу полимеры, содержащие свободные карбоксильные функциональные группы.
Альтернативные материалы, которые обладают свойствами газонепроницаемости и являются пригодными для использования в качестве слоя 13 в упаковочном материале и в способе согласно варианту осуществления, могут иметь органическую или неорганическую природу. Примерные органические материалы представляют собой сополимеры этилена и винилового спирта (EVOH) и полиамиды (PA) разнообразных типов. Примерные неорганические материалы могут представлять собой алюминиевая фольга или полимерная пленка, которая, на одной или обеих своих сторонах, имеет металлическое покрытие, например, осажденное из паровой фазы или металлизированное в вакууме алюминиевое покрытие, или осажденное из паровой фазы оксидное покрытие, содержащее, например, оксид алюминия или оксид кремния (SiOx). Предпочтительно используется алюминиевая фольга, которая, помимо того, что она имеет превосходные свойства непроницаемости по отношению к газам, также позволяет герметизировать многослойный упаковочный материал посредством так называемой индукционной сварки, которая представляет собой быструю, простую и эффективную технологию термической герметизации.
Примерные полимеры, которые являются пригодные для использования в качестве непроницаемых для жидкостей термосваривающихся наружных слоев 14 и 16 для материала и способа согласно варианту осуществления, представляют собой полиолефины, такие как полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилен высокой плотности (HDPE) и полипропилен (PP), сополимеры на основе олефиновых мономеров, а также смеси двух или более таких полимеров.
На фиг.1c представлена схематическая увеличенная иллюстрации поверхностного рисунка 17 на поверхности наружного прозрачного полимерного слоя 16. Как иллюстрирует данный чертеж, поверхностный рисунок включает углубления или выемки или канавки различной глубины на поверхности материала, но их глубина никогда не проходит весь путь через объемный слой 11, т. е. отсутствует риск воздействия на поверхностную структуру или поверхностную гладкость другой стороны объемного слоя 11 или на внутренние слои 12, 13 и 14, или какое-либо приближение и воздействие на непроницаемый слой 13 каким-либо образом. Как проиллюстрировано на чертеже, некоторые выемки воздействуют только на полимерные слои 16, или 16, 20, 19, 18, которые обозначены X на фиг.1c, в то время как другие выемки достигают поверхности объемного слоя или даже проходят далее в среднюю часть объемного слоя. Первые впечатанные выемки создают, главным образом, видимые или светодифракционные эффекты. Вторые выемки создают тактильные эффекты на поверхности многослойного упаковочного материала. Кроме того, фиг.1c четко показывает, что полимерные слои X не подвергаются разрушению или растрескиванию в процессе печатной операции, но просто соответствуют впечатанным выемкам и продолжают защищать объемный слой 11 по отношению к загрязнениям и влажным условиям на наружной стороне упаковки, которая изготавливается из многослойного материала.
Согласно настоящему изобретению, многослойный упаковочный материал 10a на фиг.1a может быть изготовлен таким образом, как проиллюстрировано схематически на фиг.2. Полотно 200a из бумаги или картона разматывается после хранения с барабана 200 и подвергается декоративной красочной печати, приобретая слой печатного декоративного красочного рисунка на печатной установке, предпочтительно посредством флексографической печатной технологии с использованием, по меньшей мере, четырех цветов CMYK (голубой, пурпурный, желтый, черный). После печатной операции содержащий печатный рисунок картон 200b, как правило, наматывается на барабан для промежуточного хранения (не проиллюстрировано на чертеже), прежде чем он поступает на операции ламинирования. Для ламинирования на содержащий печатный рисунок картон 200b соответствующий полотно 203 из материала, обладающего свойствами непроницаемости в отношении газов, в частности, кислорода, например, алюминиевая фольга, разматывается после хранения с барабана 202. Два полотна 200b и 203 совмещаются друг с другом и пропускаются совместно через зажим между двумя прилегающими вращающимися валками 204 и 205, и в то же самое время материал для ламинирования 206 наносится между полотнами, чтобы осуществлялось их ламинирование друг с другом, и в результате этого образуется устойчивое многослойное полотно 208. Материал для ламинирования 206 наносится из расплава методом экструзии с помощью экструдера 207, расположенного над зажимом.
Многослойный полотно 208 затем пропускается вперед через направляющие валки 209 и 210 и через зажим между двумя дополнительными прилегающими вращающимися валками 211 и 212, и в то же самое время на одну поверхность полотна 208 в процессе экструзии наносится второе наружное непроницаемое для жидкостей термосваривающееся полимерное покрытие 213. Этот наружный полимерный слой будет затем образовывать внутреннюю поверхность упаковочного контейнера, изготовленного из многослойного материала. В следующем зажиме между следующими двумя прилегающими вращающимися валками 217 и 218 на другую поверхность полотна 208 в процессе экструзии наносится первое наружное прозрачное полимерное покрытие 214. Эти две стадии экструзионного нанесения покрытий могут осуществляться в обратном порядке и, кроме того, полностью или частично, перед стадией ламинирования в зажиме между валками 204 и 205.
В проиллюстрированном примере наружное непроницаемое для жидкостей покрытие 213 наносится на одну поверхность полотна в процессе экструзии с помощью экструдера 215, и наружное прозрачное полимерное покрытие 214 наносится на другую поверхность полотна 208 в процессе экструзии с помощью соответствующего экструдера 216, расположенного вблизи полотна 208.
На заключительной операции 230 полученное таким способом полотно многослойного упаковочного материала пропускается через зажим между двумя вращающимися во взаимно противоположных направлениях валками 231 и 232, причем вышеупомянутый зажим составляют первый валок 232, который действует в качестве опорного валка, и второй печатный валок 231, который имеет рельефную поверхность, содержащую канавки или углубления в выбранных областях, а также выступы, плато или пики в других выбранных областях, причем данные выступы, плато или пики совместно создают рисунок, соответствующий вышеупомянутому визуальному или тактильному рисунку в наружном прозрачном полимерном слое на упаковочном материале. Рисунок рельефной поверхности второго валка впечатывается в наружный прозрачный полимерный слой, когда вышеупомянутый многослойный упаковочный материал проходит в форме полотна или листа через зажим в процессе приложения давления к зажиму между валками 230.
После дополнительных механических или других машинных операций, таких как поперечное резание, продольное резание и аналогичные операции, изготовленное в результате покрытое полотно улучшенного многослойного упаковочного материала, в конечном счете, наматывается для хранения на барабан 219 в целях последующей транспортировки и дополнительной обработки, в которой оно превращается в имеющие устойчивые размеры упаковочные контейнеры для чувствительных по отношению к кислороду жидких пищевых продуктов, например, таких как молоко, сок, вино и кулинарное растительное масло, как будет описано ниже в настоящем документе.
Фиг.2b схематически иллюстрирует основную часть, которая отличается от способа изготовления, проиллюстрированного на фиг.2a, согласно которому может быть изготовлен альтернативный многослойный упаковочный материал.
Альтернативный многослойный упаковочный материал включает предварительно изготовленную декоративную пленку для улучшения внешнего вида на наружной стороне упаковочного материала, т. е. на стороне, которая предназначается для образования наружной поверхности упаковки, как проиллюстрировано на фиг.1b.
На самой первой стадии полотно 200a из бумаги или картона разматывается после хранения с барабана 200, и полотно 220a дополнительного материала, который представляет собой предварительно изготовленную полимерную пленку, разматывается после хранения с другого барабана 220. Два полотна материалов 200a и 220a совмещаются друг с другом и направляются совместно через зажим между два прилегающими вращающимися цилиндрами 223 и 224, и в то же самое время материал для ламинирования 221 наносится между полотнами, чтобы осуществлялось их ламиинирование друг с другом, и в результате этого образуется многослойное полотно 225. Материал для ламинирования 221 наносится из расплава в процессе экструзии с помощью экструдера 222, расположенного над зажимом, и может представлять собой, например, полиолефиновый материал, такой как полиэтилен или функционализированный олефиновый сополимер, такой как сополимер этилена и акриловой кислоты. В случае выбора последнего полимерного связующего материала может использоваться значительно меньшая толщина слоя этого связующего материала. После этого многослойное полотно 225 поступает на печатную установку 201, где осуществляется красочная декоративная печать, и получается слой печатного красочного декоративного рисунка, предпочтительно с применением технологии флексографической печати с использованием, по меньшей мере, четырех цветов CMYK. После печатной операции содержащий печатный рисунок картон 226 наматывается на барабан для промежуточного хранения (не проиллюстрировано на чертеже), прежде чем он поступает на операции ламинирования. После печатной операции дальнейшие операции ламинирования являются практически такими же и осуществляются таким же образом, как проиллюстрировано на фиг.2a, после пунктирной линии в направлении полотна к зажиму для ламинирования 204-205. Кроме того, в этом случае две стадии экструзионного нанесения двух слоев 213 и 214 могут осуществляться в обратном порядке, а также, полностью или частично, перед стадией ламинирования в зажиме между валками 204 и 205.
На заключительной операции 230 полученное таким способом полотно многослойного упаковочного материала пропускается через зажим между двумя вращающимися во взаимно противоположных направлениях валками 231 и 232, причем вышеупомянутый зажим составляют первый валок 232, который действует в качестве опорного валка, и второй печатный валок 231, который имеет рельефную поверхность, содержащую канавки или углубления в выбранных областях, а также выступы, плато или пики в других выбранных областях, причем данные выступы, плато или пики совместно создают рисунок, соответствующий вышеупомянутому визуальному или тактильному рисунку в наружном прозрачном полимерном слое на упаковочном материале. Рисунок рельефной поверхности второго валка впечатывается в наружный прозрачный полимерный слой, когда вышеупомянутый многослойный упаковочный материал проходит в форме полотна или листа через зажим в процессе приложения давления к зажиму между валками 230. Как видно на фиг.2a и 2b, печатный валок или валок для тиснения 231 воздействует на сторону многослойного упаковочного материала, которая предназначается для образования наружной поверхности упаковки, изготовленной из данного материала, и может действовать сверху или снизу в зависимости от конструкционных особенностей линии ламинирования.
После дополнительных механических или других машинных операций, таких как поперечное резание, продольное резание и аналогичные операции (не проиллюстрированы на чертеже), изготовленное в результате покрытое полотно улучшенного многослойного упаковочного материала, в конечном счете, наматывается для хранения на барабан 219 в целях последующей транспортировки и дополнительной обработки, в которой оно превращается в имеющие устойчивые размеры упаковочные контейнеры для чувствительных по отношению к кислороду жидких пищевых продуктов, например, таких как молоко, сок, вино и кулинарное растительное масло, как будет описано ниже в настоящем документе.
Используя полотно из многослойного упаковочного материала 10 на фиг.1, например, оказывается возможным, как уже было упомянуто выше, изготовление имеющих устойчивые размеры упаковочных контейнеров одноразового типа для чувствительных по отношению к кислороду жидких пищевых продуктов, такой как молоко, сок, вино и кулинарное растительное масло, посредством складывания и термической герметизации хорошо известным способом. Такие упаковочные контейнеры в настоящее время изготавливаются с помощью современных упаковочных машин соответствующего типа, в которых конечные упаковки изготавливаются, наполняются и герметизируются.
На фиг.3 проиллюстрирован один способ, согласно которому могут изготавливаться, наполняться и герметизироваться упаковочные контейнеры, изготовленные из многослойного упаковочного материала 10, представленного на фиг.1. Так называемые одноразовые упаковки изготавливаются из полотна, и для этого они, прежде всего, стерилизуются, а затем превращаются в трубку 31, в которой продольные края 32, 32a полотна соединяются друг с другом посредством нахлесточного соединения 33, когда сплавляются друг с другом обращенные друг к другу поверхности пластических слоев 14 и 15. Трубка наполняется 34 заданным жидким или полужидким пищевым продуктом и разделяется на смежные подушкообразные индивидуальные упаковки 36 посредством периодического сжатия и термической герметизации трубки в поперечном направлении по отношению к продольному направлению 35 трубки, ниже уровня продукта в трубке. Индивидуальные упаковки 36 отделяются друг от друга и, в конечном счете, приобретают желательную геометрическую форму, как правило, посредством образования складок вдоль изготовленных линий сгиба, и получается форма кубоида или параллелепипеда посредством, по меньшей мере, одной дополнительной стадии складывания и термической герметизации.
Хорошо известный пример одноразовой упаковки этого типа представляет собой товарная упаковка, продаваемая под наименованием Tetra Brik® Aseptic, которая проиллюстрирована на фиг.4a. Данный упаковочный контейнер является особенно подходящим для напитков, соусов, супов или аналогичных продуктов. Как правило, такая упаковка имеет объем, составляющий приблизительно от 100 до 1000 мл. Она может иметь любую конфигурацию, но предпочтительно представляет собой параллелепипед, имеющий продольные и поперечные швы 51a и 52a, соответственно, и опционально устройство для открывания 53. Согласно еще одному варианту осуществления, который не проиллюстрирован на чертеже, упаковочный контейнер может иметь клиновидную форму. Чтобы получилась такая «клиновидная форма», только нижняя часть упаковки складывается таким образом, что поперечный термосварной шов дна скрывается под треугольными угловыми клапанами, которые складываются и привариваются к дну упаковки. Поперечный шов верхней секции остается несложенным. Таким образом, полусложенный упаковочный контейнер сохраняет простоту в обращении и устойчивость размеров, когда он помещается на полку продовольственного магазина или на стол и т. д. В таких упаковочных контейнерах 40a может также содержаться подходящее устройство для открывания 43, например, винтовая крышка, которая в процессе открывания пронизывает и удаляет упаковочный материал и допускает использование упакованного продукта. Для этой цели ламинированный многослойный упаковочный материал может иметь перфорационные отверстия в картонном слое, который ламинируется между полимерными и непроницаемыми слоями многослойного материала. В качестве альтернативы, отверстие изготавливается в многослойном упаковочном материале непосредственно перед процессом наполнения, и после этого отверстие снабжается лентой или отрывным язычком на обеих сторонах упаковочного материала. После того, как упаковочный контейнер наполняется и герметизируется, устройство для открывания в форме шарнира или винтовой крышки может прикрепляться поверх покрытого отверстия. В качестве альтернативы, используется устройство для открывания, которое прикрепляется посредством литья к изготовленному отверстию непосредственно в течение процесса наполнения. Упаковочный контейнер не обязательно должен содержать устройство для открывания, он может также открываться посредством перфорационного разрыва или разреза.
В качестве альтернативы, упаковочные контейнеры могут изготавливаться, как описывается выше, но сохранять в окончательном виде свою подушкообразную форму, которая получается непосредственно после того, как индивидуальные упаковки отделяются друг от друга, и, таким образом, больше не изменяют свою форму посредством складывания. Такая упаковка, как правило, изготавливается с использованием картонного материала, имеющего меньшую толщину, и, таким образом, усиливаются требования к адгезии и целостности по отношению к ламинирующим слоям упаковочного материала, а также к характеристикам механической прочности, в частности, к характеристикам упругости полимерных слоев. Пример одной такой упаковки проиллюстрирован на фиг.4b. Как правило, она не имеет достаточной устойчивости размеров, чтобы получался кубоидный или клинообразный упаковочный контейнер, и не складывается после поперечной герметизации 52. Таким образом, этот контейнер будет сохранять свою подушкообразную форму и распространяться и продаваться в такой форме.
Упаковочные контейнеры для чувствительного по отношению к кислороду жидкого пищевого продукт, например, сока, могут также производиться из листообразных заготовок или из предварительно сделанных заготовок многослойного упаковочного материала 10a или 10b на фиг.1a или 1b. Из трубчатой заготовки многослойного упаковочного материала 10a, которая складывается в плоском состоянии, изготавливается упаковка, и при этом сначала вся заготовка устанавливается, образуя открытую трубчатый капсульный контейнер, у которого один открытый торец закрывается посредством складывания и термосваривания цельных торцевых панелей. Закрытый таким способом капсульный контейнер наполняется заданным пищевым продуктом, например, соком, через свой открытый торец, который после этого закрывается посредством дополнительного складывания и термосваривания соответствующих цельных торцевых панелей. Н фиг.4c проиллюстрирован примерный упаковочный контейнер, изготовленный из листообразных и трубчатых заготовок, который представляет собой так называемую упаковку с остроконечным верхом 40c. Кроме того, существуют упаковки этого типа, которые имеют изготовленный из пластмассы формованный верх и/или винтовую крышку в качестве устройства для открывания.
На фиг.4d проиллюстрирована следующая примерная упаковка бутылочного типа, которая производится из заготовки упаковочного материала в форме сложенной трубки 44, к которой дополнительно прикрепляются верхняя часть и устройство для открывания 45. Эта упаковка бутылочного типа может быть асептической или неасептической. Товарный пример такой асептической бутылки продается под наименованием Tetra Evero® Aseptic.
Фиг.5 иллюстрирует примерный улучшенный декоративный внешний вид листа, содержащего печатный рисунок многослойного упаковочного материала, который дополнительно проявляет поверхностный эффект в наружном прозрачном полимерном слое, который имеет тактильный или видимый характер или их сочетание. Область 56 содержит на картоне цветной печатный рисунок, содержащий логотип и слово, текст или наименование, и дополнительно декорирована посредством усиленного глянца или блеска в наружном верхнем полимерном слое, таким образом, что четко и ярко усиливается рисунок логотипа и наименования. Кроме того, отличительные особенности других частей 57 декоративной цветной печати усилены посредством поверхностных эффектов в наружном полимерном слое, таких как тактильная поверхностная текстура, усиленные глянцевые или матовые эффекты или блестящий рисунок типа голограммы. Усиление поверхностных эффектов может быть выполнено по заказу и приспособлено к цветной печати каждого и любого печатного рисунка и к каждому и любому параметру, включая размеры и форму упаковки, с применением гибкого и экономичного способа, как описывается ниже.
На фиг.6 проиллюстрировано, каким образом втулка 61, содержащая рисунок, включающий выступы, плато или пики 62, составляет рельефную поверхность печатного валка или валка для тиснения 60; 231, когда втулка устанавливается на металлическую сердцевину 63 такого валка. Данный рисунок должен быть впечатан в наружную прозрачную полимерную поверхность многослойного упаковочного материала под действием давления и в некоторых случаях за счет нагревания подлежащего печати полимерного слоя и/или рельефной поверхности. Рельефная поверхность печатного валка может быть изготовлена из твердого металлического материала, такого как сталь, или другие хромовые или никелевые сплавы, и эта поверхность подвергается гравировке, чтобы проявлялись желательные выступы, пики и плато. Противоположный валок или опорный валок наиболее предпочтительно имеет более упругую оболочку или рельефную поверхность для цели создания печатного рисунка, которое проникает на регулируемую и предварительно определенную глубину в полимерный слой многослойного упаковочного материала.
Таким образом, твердая металлическая рельефная поверхность печатного валка воздействует на многослойный упаковочный материал с помощью опорного валка, изготовленного из относительно твердого, но упругого полимерного или каучукового материала, чтобы обеспечивались достаточное и оптимальное давление и другие условия печати. Это относится, в частности, к многослойным упаковочным материалам, имеющим объемный слой между тонкими наружными полимерными слоями, более конкретно, к многослойным упаковочным материалам на основе картона. Считается, что объемный слой из материала на основе более толстой бумаги или картона способствует печатному процессу таким образом, что четкий печатный рисунок может быть получен на наружном термопластическом полимерном слое при относительно высокой скорости и при низкой температуре полимера, например, даже при комнатной температуре.
Посредством использования системы, содержащей сменные втулки печатных валков, процесс печати после ламинирования может осуществляться при относительно небольших расходах на печатное оборудование, и для замены одного декоративного рисунка упаковки на другое не потребуются продолжительные остановки производственной линии и процесса. Поскольку оказываются возможными относительно высокие скорости линии, например, составляющие более чем 100 м/мин, в том числе, по меньшей мере 200 м/мин и более, данная система в целом является достаточно эффективной и экономичной.
В заключение следует отметить, что настоящее изобретение, которое было описано выше с конкретной ссылкой на сопровождающие чертежи, не ограничивается этими вариантами осуществления, описанными и проиллюстрированными исключительно в качестве примера, и что модификации и видоизменения, которые являются очевидными для специалиста в данной области техники, могут быть произведены без отклонения от концепции настоящего изобретения, которая описывается в прилагаемой формуле изобретения.
Промышленная применимость
Способом согласно настоящему изобретению могут быть изготовлены многослойных упаковочных материалов, имеющие улучшенные декоративные свойства и приспособленные для соответствующего последующего использования в качестве упаковок, имеющих разнообразные формы и размеры, а также дополнительные рисунки печатных изображений и линии сгиба, в целях изготовления упаковочных контейнеров, предлагающих новый или характерный внешний вид для потребителей и розничных продавцов при сравнительно низкой себестоимости.
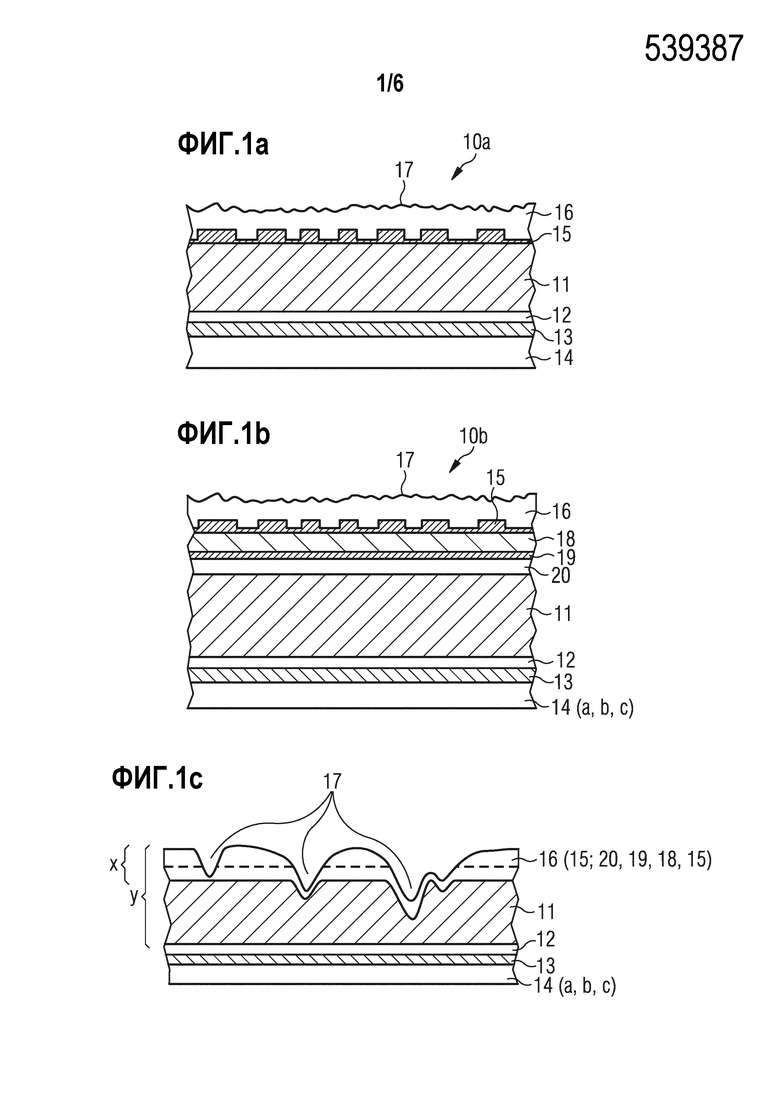
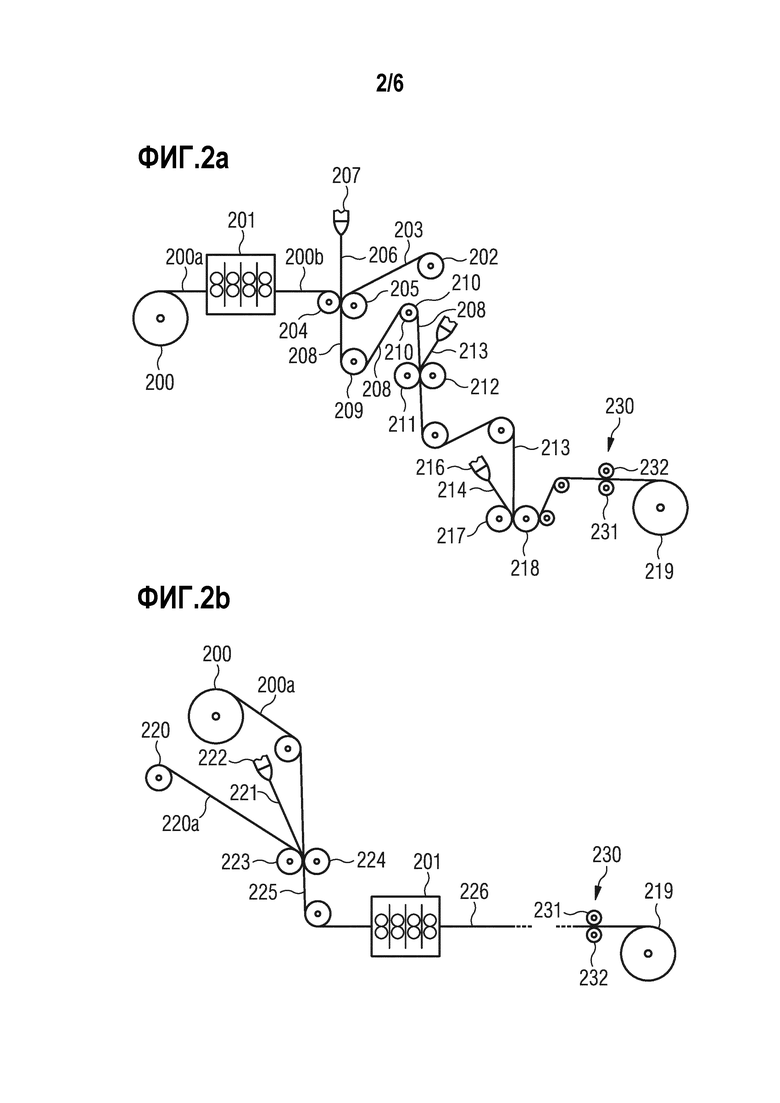
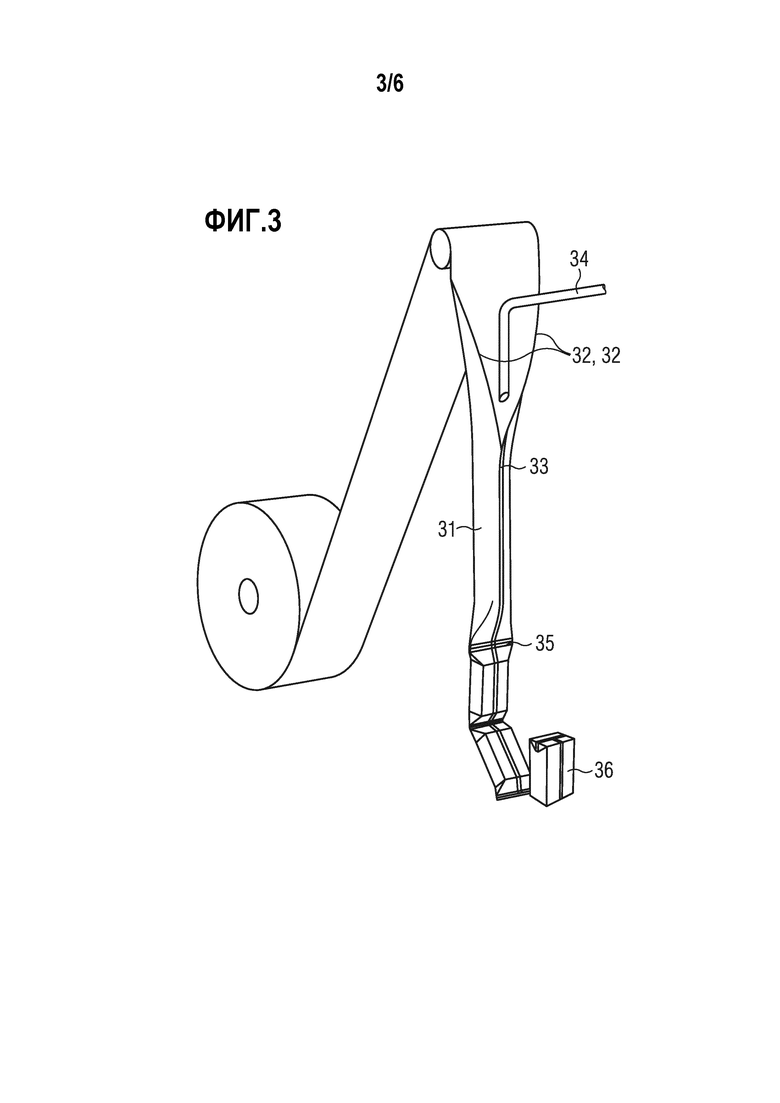
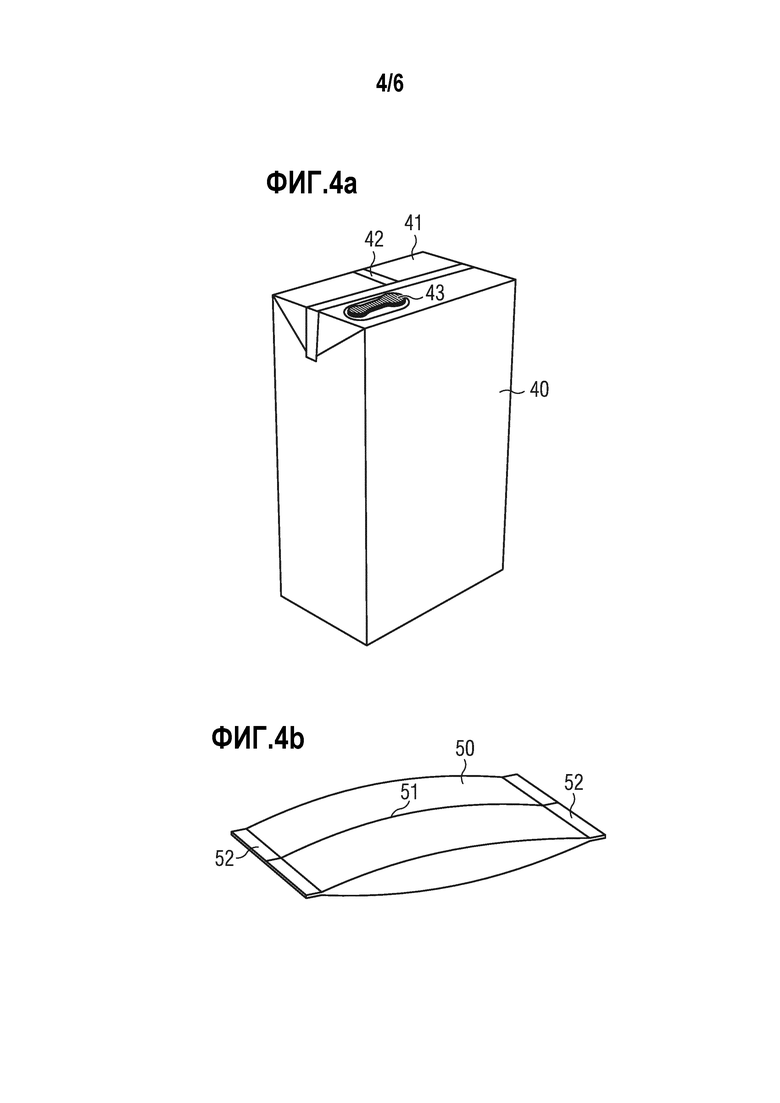
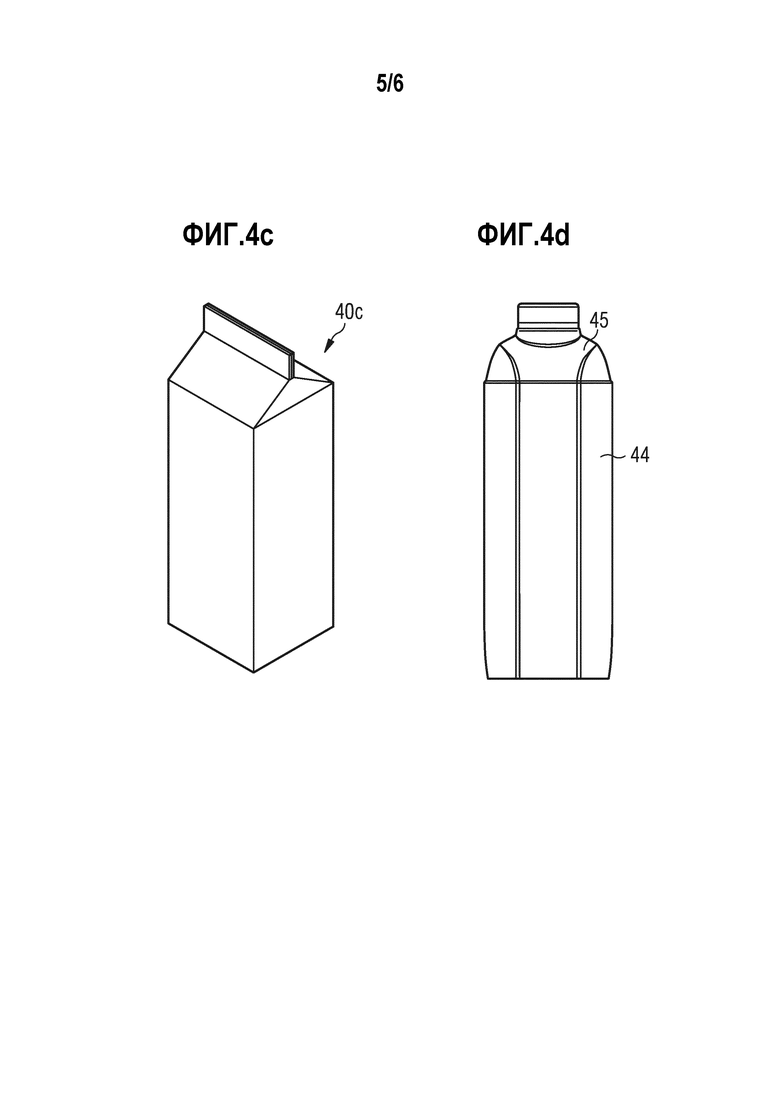
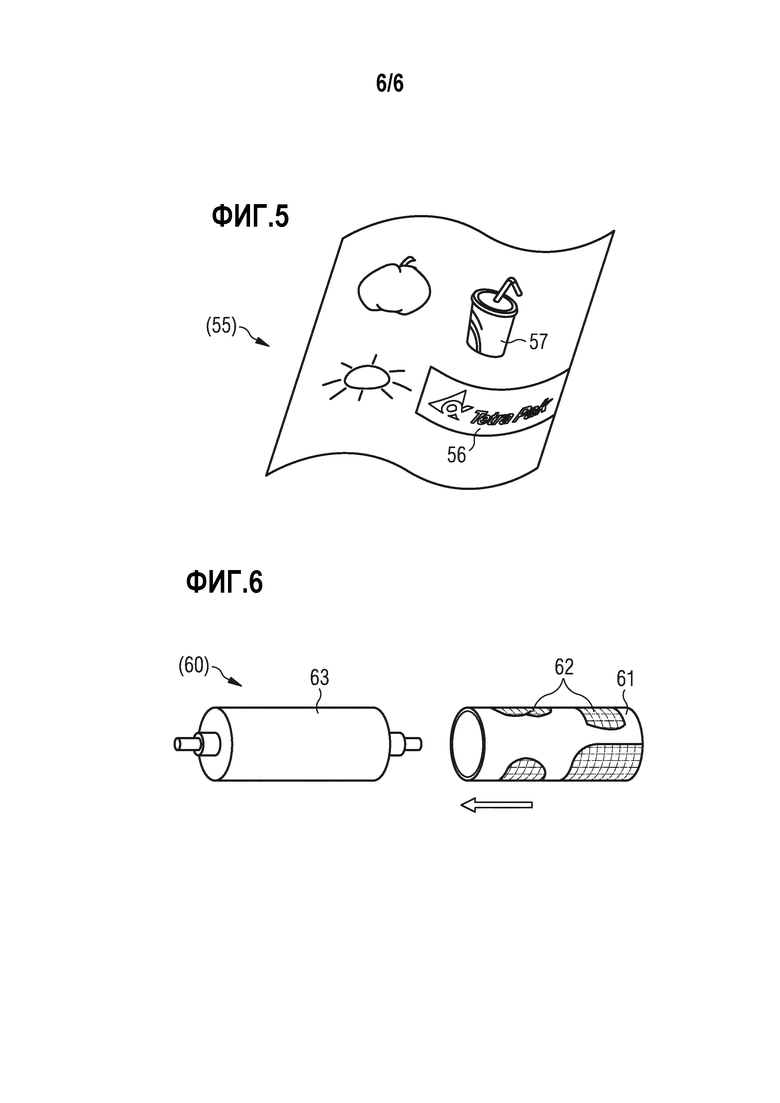
Настоящее изобретение предлагает способ изготовления многослойного упаковочного материала (10a, 10b), включающего первый наружный слой из прозрачного полимера (16), который должен быть обращен наружу упаковки, изготовленной из многослойного упаковочного материала, подложечный слой (11) и второй наружный слой (14(a, b, c)) из термосваривающегося полимера, расположенный на другой стороне подложечного слоя, противоположной по отношению к первому наружному слою, и опционально один или несколько дополнительных слоев материалов между вышеупомянутым подложечным слоем и вышеупомянутым вторым наружным полимерным слоем, причем данный многослойный упаковочный материал характеризуется визуальным или тактильным рисунком (17) или их сочетанием в первом наружном прозрачном полимерном слое. Настоящее изобретение также предлагает многослойный упаковочный материал, изготовленный данным способом, и упаковочный контейнер для жидкого или полужидкого пищевого продукта, изготовленный из многослойного упаковочного материала. 3 н. и 23 з.п. ф-лы, 12 ил.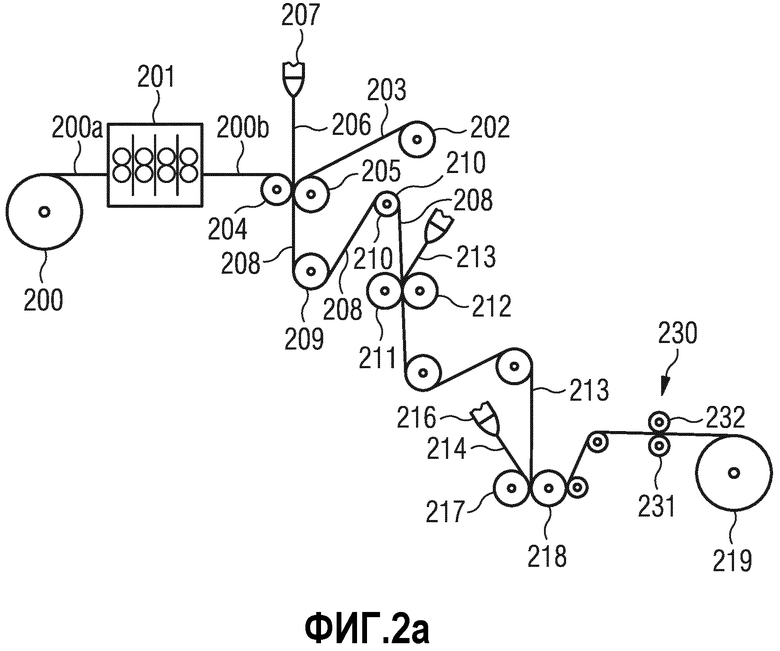
1. Способ изготовления многослойного декорированного упаковочного материала (10a; 10b), включающего первый наружный прозрачный полимерный слой (16), который должен быть обращен наружу упаковки, изготовленной из многослойного упаковочного материала, подложечный слой (11) и второй наружный слой из термосваривающегося полимера (14(a, b, c)), расположенный на другой стороне подложечного слоя, противоположной по отношению к первому наружному слою, и опционально один или несколько дополнительных слоев (12, 13) материала между вышеупомянутым подложечным слоем и вышеупомянутым вторым наружным полимерным слоем, причем данный многослойный упаковочный материал характеризуется визуальным или тактильным рисунком (17) или их сочетанием в первом наружном прозрачном полимерном слое (16),
при этом способ включает следующие стадии:
a) ламинирование отдельных слоев материалов для формирования полотна многослойного упаковочного материала,
i) включая ламинирование вышеупомянутого подложечного слоя (11; 18, 19, 10, 11) и вышеупомянутого первого наружного слоя (16) из прозрачного полимера, чтобы они являлись прилегающими и смежными по отношению друг к другу, и
ii) до или после стадии (i) расположение вышеупомянутого подложечного слоя и вышеупомянутого второго наружного слоя (14(a, b, c)) из термосваривающегося полимера, чтобы они ламиниравались друг с другом,
b) пропускание полотна полученного таким образом многослойного упаковочного материала через зажим (230) между двумя вращающимися во взаимно противоположных направлениях валками, причем вышеупомянутый зажим составляют первый валок, который действует в качестве опорного валка (232), и второй печатный валок (231), который имеет рельефную поверхность, содержащую выступы, плато или пики в выбранных областях, причем данные выступы, плато или пики совместно формируют рисунок, соответствующий вышеупомянутому визуальному или тактильному рисунку на упаковочном материале, и
c) впечатывание рисунка рельефной поверхности второго печатного валка (321) в наружный прозрачный полимерный слой (16) и вышеупомянутый многослойный упаковочный материал, когда он проходит в форме полотна или листа через зажим (230), посредством приложения давления к зажиму между валками.
2. Способ по п.1, в котором вышеупомянутый подложечный слой (11) и вышеупомянутый второй наружный слой (14(a, b, c)) из термосваривающегося полимера ламинируются друг с другом посредством экструзионного нанесения покрытия из термосваривающегося полимера на подложечный слой.
3. Способ изготовления многослойного декорированного упаковочного материала (10a; 10b) по любому из пп. 1 или 2, причем данный упаковочный материал включает первый наружный прозрачный полимерный слой (16), который должен быть обращен наружу упаковки, изготовленной из многослойного упаковочного материала, подложечный слой (11) и второй наружный слой из термосваривающегося полимера (14(a, b, c)), расположенный на другой стороне подложечного слоя, противоположной по отношению к первому наружному слою, и опционально один или несколько дополнительных слоев (12, 13) материала между вышеупомянутым подложечным слоем и вышеупомянутым вторым наружным полимерным слоем, причем способ включает следующие стадии:
b) пропускание полотна многослойного упаковочного материала через зажим (230) между двумя вращающимися во взаимно противоположных направлениях валками, причем вышеупомянутый зажим составляют первый валок, который действует в качестве опорного валка (232), и второй печатный валок (231), который имеет рельефную поверхность, содержащую выступы, плато или пики в выбранных областях, причем данные выступы, плато или пики совместно формируют рисунок, соответствующий вышеупомянутому визуальному или тактильному рисунку на упаковочном материале, и
c) впечатывание рисунка рельефной поверхности второго печатного валка (321) в наружный прозрачный полимерный слой (16) и вышеупомянутый многослойный упаковочный материал, когда он проходит в форме полотна или листа через зажим (230), посредством приложения давления к зажиму между валками, и полученный таким образом многослойный и декорированный упаковочный материал характеризуется визуальным или тактильным рисунком (17) или их сочетанием в первом наружном прозрачном полимерном слое (16).
4. Способ по любому из пп. 1-3, в котором стадия (a) осуществляется или была осуществлена в первом месте, а стадии (b) и (c) осуществляются во втором месте, и многослойный упаковочный материал наматывается на барабан для промежуточного хранения или перемещения на стадии (d), между стадиями (a) и (b), или до стадии (b) соответственно.
5. Способ по любому из предшествующих пунктов, в котором толщина первого наружного прозрачного полимерного слоя (16) составляет от 8 до 30, в том числе от 10 до 20 мкм.
6. Способ по любому из предшествующих пунктов, дополнительно включающий стадию печати декоративного рисунка (15) на подложечном слое (11; 18, 19, 20, 11), причем декоративный рисунок должен располагаться на внутренней поверхности и прилегать к наружному прозрачному полимерному слою (16), перед стадией ламинирования отдельных слоев материала друг с другом, чтобы декоративный рисунок был видимым снаружи упаковки, изготовленной из многослойного упаковочного материала.
7. Способ по п.6, в котором впечатанный визуальный и/или тактильный рисунок (17) наносится в точном совмещении с предварительно нанесенным печатным декоративным рисунком (15), чтобы обеспечить дополнительное измерение общего декоративного оформления посредством визуальных и/или тактильных эффектов в многослойном упаковочном материале.
8. Способ по п.7, в котором впечатанный визуальный и/или тактильный рисунок (17) наносится в точном совмещении с предварительно нанесенным печатным декоративным рисунком (15), причем точность должна быть такого же порядка, как совмещение в пределах печатного декоративного рисунка между различными отпечатанными цветами, т.е. точность регулируется в пределах от ± 1 мм до ± 0,1 мм.
9. Способ по любому из предшествующих пунктов, в котором подложечный слой представляет собой объемный слой (11), который составляют волокнистая бумага на основе целлюлозы, плотная бумага или картон.
10. Способ по любому из предшествующих пунктов, в котором подложечный слой представляет собой предварительно изготовленную пленку (18), ламинированную на объемный слой (11), включающий целлюлозные волокна, полимер или другой материал низкой плотности.
11. Способ по любому из предшествующих пунктов, в котором предварительно изготовленная пленка (18) представляет собой металлизированную (19) предварительно изготовленную пленку.
12. Способ по любому из предшествующих пунктов, в котором многослойный упаковочный материал включает непроницаемый слой (13), расположенный между подложечным слоем и вторым наружным термосваривающимся полимерным слоем и предпочтительно представляющий собой слой алюминиевой фольги.
13. Способ по п.9, в котором непроницаемый слой представляет собой слой алюминиевой фольги и толщина алюминиевой фольги составляет от 5 до 10, в том числе от 5 до 7 мкм.
14. Способ по любому из пп. 9-13, в котором глубина оттиска может превосходить глубину одного или нескольких наружных прозрачных слоев (16; 16, 18, 19, 20) и может проникать в подложку или объемный слой (11), но останавливается перед достижением непроницаемого слоя (13), расположенного на внутренней поверхности объемного слоя и подложечного слоя.
15. Способ по любому из предшествующих пунктов, в котором соотношение между глубиной оттиска и суммарной толщиной (Y) одного или нескольких наружных впечатанных слоев (X) (16; 16, 18, 19, 20) и объемного слоя (11) составляет менее чем 0,30, в том числе менее чем 0,25, в том числе менее чем 0,20.
16. Способ по любому из предшествующих пунктов, в котором объемный слой (11) представляет собой картон, имеющий плотность, составляющую более чем 300 кг/м3 (стандарт ISO 534), в том числе более чем 400 кг/м3, в том числе более чем 500 кг/м3.
17. Способ по любому из предшествующих пунктов, в котором объемный слой (11) представляет собой картон, имеющий толщину, составляющую от 150 до 660 мкм, в том числе от 200 до 500 мкм, в том числе от 250 до 400 мкм.
18. Способ по любому из предшествующих пунктов, в котором объемный слой (11) представляет собой картон, имеющий жесткость при изгибе, составляющую от 40 до 480 мН, в том числе от 80 до 300 мН.
19. Способ по любому из пп. 7-18, в котором дополнительное измерение общей декоративной конструкции обеспечено посредством одного эффекта или сочетания двух или более эффектов, выбранных из глянцевого эффекта, матового эффекта, эффекта дифракции света, голографического эффекта или тактильного эффекта поверхностной текстуры, созданного впечатанным рисунком (17) в наружном прозрачном полимерном слое (16) и многослойном упаковочном материале, который взаимодействует с печатным декоративным рисунком (15) на подложечном слое.
20. Способ по любому из предшествующих пунктов, в котором наружный прозрачный полимер (16) представляет собой термосваривающийся полимер, способствующий эффективной герметизации упаковок, изготовленных из многослойного упаковочного материала (10a; 10b), такого как полиолефин, такой как, в основном, полиэтилен низкой плотности (LDPE), или линейный полиэтилен низкой плотности (LLDPE), или их смесь.
21. Способ по любому из предшествующих пунктов, в котором многослойный упаковочный материал включает объемный слой (11), содержащий целлюлозные волокна, полимер или другой материал низкой плотности, и в котором вышеупомянутый объемный слой на отдельной стадии способа снабжается ослабляющими линиями сгиба, которые способствуют сгибанию многослойного упаковочного материала при изготовлении упаковочных контейнеров из упаковочного материала, и в котором визуальный и/или тактильный впечатанный рисунок (17) наносится в точном совмещении с вышеупомянутыми ослабляющими линиями сгиба, а также с любым печатным декоративным рисунком (15), напечатанным на подложечном слое.
22. Способ по любому из предшествующих пунктов, в котором стадия (c) осуществляется при температуре, составляющей менее чем температура плавления, т. е. точка плавления, полимера прозрачного наружного слоя (16), например, по меньшей мере на 10°C, в том числе по меньшей мере на 20°C менее чем температура плавления.
23. Способ по любому из предшествующих пунктов, в котором стадия (c) осуществляется при температуре, составляющей менее чем температура размягчения по методу Вика полимера прозрачного наружного слоя (16), например от 23°C до температуры размягчения по методу Вика.
24. Способ по любому из предшествующих пунктов, в котором печатный валок (231) или рельефная поверхность печатного валка изготавливается из металла, такого как сталь, и опционально опорный валок (232) имеет твердость, составляющую от 80 до 98 по шкале Шора A.
25. Многослойный упаковочный материал, характеризующийся визуальным или тактильным рисунком или их сочетанием, в первом наружном слое из прозрачного полимера (16), обращенный наружу упаковки, изготовленной из многослойного упаковочного материала, и дополнительно включающий подложечный слой (11; 18, 19, 20, 11) и второй наружный слой из термосваривающегося полимера (14(a, b, c)), расположенный на другой стороне подложечного слоя, противоположной по отношению к первому наружному слою, и изготовленный способом по любому из пп. 1-24.
26. Упаковочный контейнер, изготовленный из многослойного упаковочного материала по п.25.
| СПОСОБ ТЕРМООБРАБОТКИ ШТУЧНЫХ ИЗДЕЛИЙ ГРУБОЙ КЕРАМИКИ | 0 |
|
SU242040A1 |
| FR 2975337 A1, 23.11.2012 | |||
| УПАКОВОЧНЫЙ ЛАМИНАТ, СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО ЛАМИНАТА И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ ИЗ НЕГО | 2009 |
|
RU2519451C2 |
| CN 201287895 Y, 12.08.2009. | |||

