УРОВЕНЬ ТЕХНИКИ
Потребители используют бумажные протирочные изделия, такие как салфетки для широких применений. Например, различные типы салфеток можно использовать для таких применений, как уход за носом, косметические средства, средства для очищения очков и т.д. Обычно пользователю таких салфеток требуется, чтобы салфетки были относительно мягкими на ощупь. В прошлом использовали различные механизмы для производства салфеток, мягких на ощупь. Например, во многих случаях салфетку смягчали путем применения химической добавки (т.е. умягчителя), который способен улучшить мягкость на ощупь салфеточного изделия.
В прошлом, выступы (купола) обычно обеспечивали на поверхности салфетки посредством применения сжатия, такого как в процессе тиснения. Однако салфеточные изделия, имеющие выступы, образованные путем тиснения и других технологий сжатия, подвержены существенной потере объемности, когда компрессионное сжатие прикладывают к салфеточному изделию. Таким образом, эти салфеточные изделия имеют слабое удержание объемности при приложении к ним давления.
Кроме того, если выступы были включены в салфеточное изделие, выступы были расположены рядами, продолжающимися в поперечном машинном направлении (ПН), машинном направлении или под углом либо к поперечному направлению, либо к машинному направлению.
Таким образом, в настоящее время существует необходимость в улучшенном салфеточном изделии, которое является мягким на ощупь и имеет хорошее удержание объемности при приложении давления. Кроме того, существует необходимость в полотне с этими улучшенными свойствами, имеющем привлекательный внешний вид.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задачи и преимущества настоящего изобретения будут частично изложены в последующем описании, или могут быть очевидны из описания, или могут быть получены при практическом применении изобретения.
В общем, настоящее изобретение направлено на салфеточное изделие, имеющее отдельные выступающие элементы. Например, в одном варианте выполнения выступающие элементы могут иметь по меньшей мере одну вертикальную боковую стенку. В других вариантах выполнения выступающие элементы могут иметь форму купола. В некоторых вариантах выполнения выступающие элементы могут представлять собой комбинацию выступающих элементов различных форм. При включении выступающих элементов различных форм авторы настоящего изобретения обнаружили, что удержание объемности полотна можно регулировать до желаемого количества.
Выступающие элементы могут быть расположены в таких структурах или рисунках, чтобы придать эстетически привлекательный внешний вид полотну. Например, в одном варианте выполнения структуры или рисунки могут быть совмещены между перфорациями на полотне.
Путем формования бумажных полотен с отдельными выступающими элементами бумажное полотно может иметь улучшенное поддержание объемности при приложении нагрузки в направлении z. Например, бумажное полотно может поддерживать по меньшей мере около 75% его объемности при приложении давления около 0,3 фунт/кв.дюйм. Альтернативно или в дополнение к этому, полотно может поддерживать по меньшей мере около 65% его объемности при приложении давления около 0,5 фунт/кв.дюйм.
В другом варианте выполнения настоящее изобретение, в общем, направлено на способ формирования формованного салфеточного изделия, имеющего улучшенное поддержание объемности. В одном конкретном варианте выполнения, например, салфетка может быть сформирована с использованием технологии, известной как сушка сквозным потоком воздуха без крепирования.
Средство для сушки сквозным потоком воздуха может содержать устройство для формования выступающих элементов в салфетке. Например, устройство может быть материалом с узорами (тканым или нетканым), обернутым вокруг средства для сушки сквозным потоком воздуха. В одном варианте выполнения можно использовать материал для сушки сквозным потоком воздуха, который имеет определенные выступы, глубиной более около 0,1 мм, более конкретно между около 0,5 и около 2 мм, и еще более конкретно между около 0,8 и около 1,2 мм, и шириной шага между ними более около 0, 1 мм, более конкретно между около 0,5 и около 5 мм, и еще более конкретно между около 1 и около 2,5 мм.
В некоторых вариантах выполнения другие устройства, такие как прижимной валок, также можно использовать для приложения давления к одной или более поверхностей салфетки. Например, в одном варианте выполнения прижимной валок может прижимать салфетку в средстве для сушки сквозным потоком воздуха, когда салфетка перемещается через зажим. Прижимной валок может иметь гладкую или узорную поверхность, или может иметь гладкий или узорный материал, обернутый вокруг валка. Кроме того, в некоторых вариантах выполнения прижимной валок может прикладывать давление менее около 60 фунтов на квадратный дюйм (фунт/кв.дюйм) и более конкретно между около 35 и около 40 фунтов/кв.дюйм, к одной или более поверхностям салфетки.
Другие признаки и объекты настоящего изобретения описаны более подробно ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Полное и достаточное описание настоящего изобретения, включающее наилучшие варианты его выполнения для специалиста в данной области, изложено более конкретно в остальной части описания, которая включает ссылки на сопровождающие чертежи, на которых:
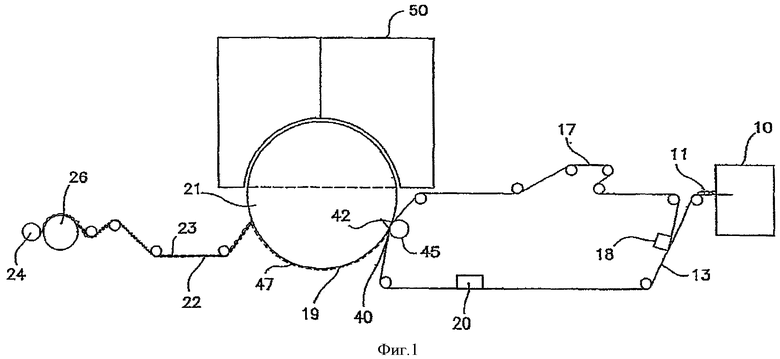
Фиг.1 - схематичное изображение одного варианта выполнения для формования выступающих элементов на поверхности салфетки по настоящему изобретению;
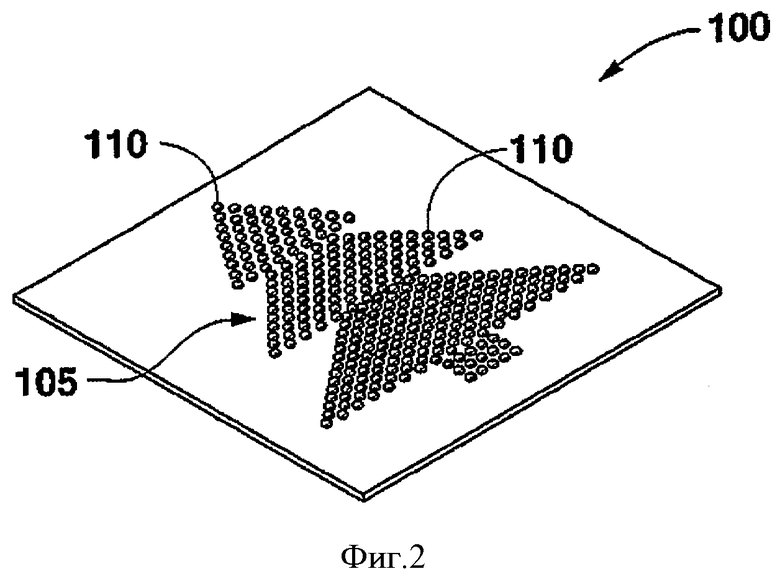
Фиг.2 - примерный вариант выполнения узора в листе салфетки по настоящему изобретению;
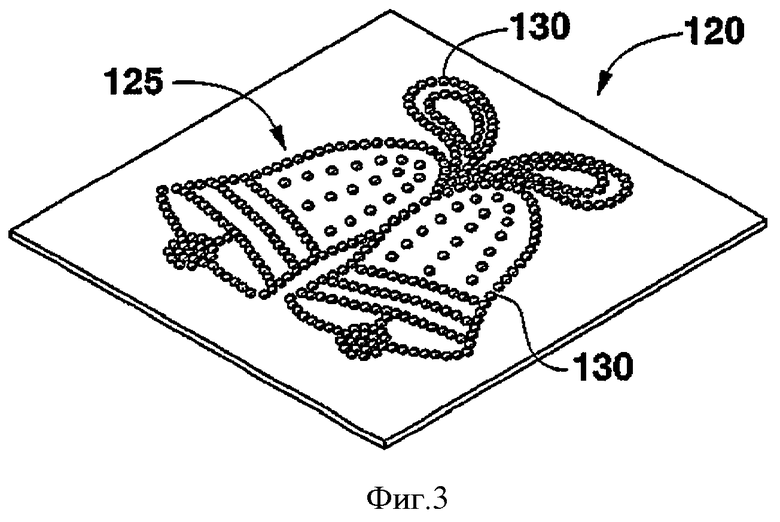
Фиг.3 - другой примерный вариант выполнения узора в листе салфетки по настоящему изобретению;
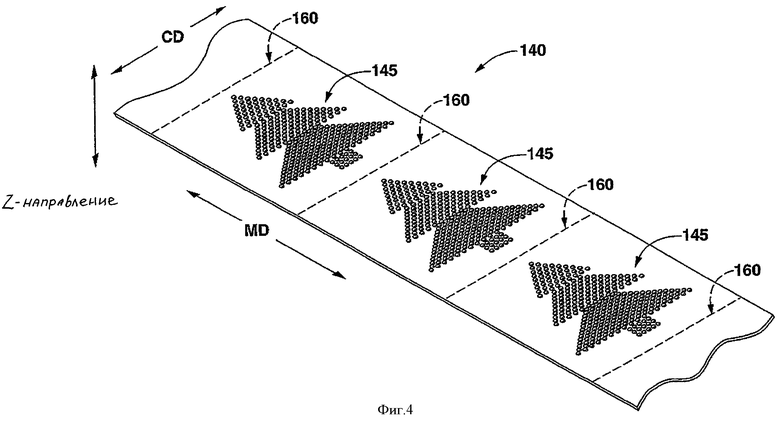
Фиг.4 - примерный вариант выполнения перфорированного салфеточного изделия по настоящему изобретению;
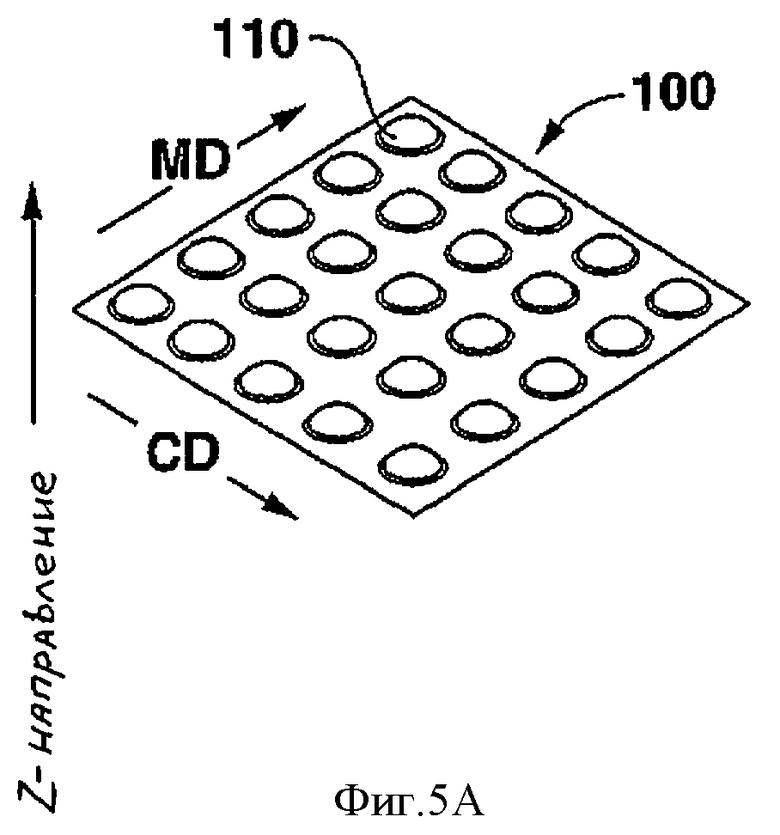
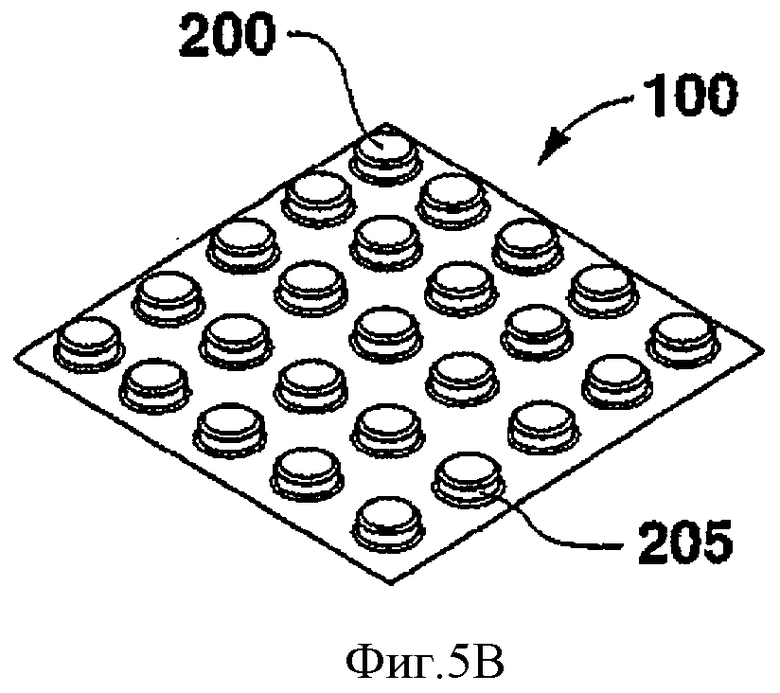
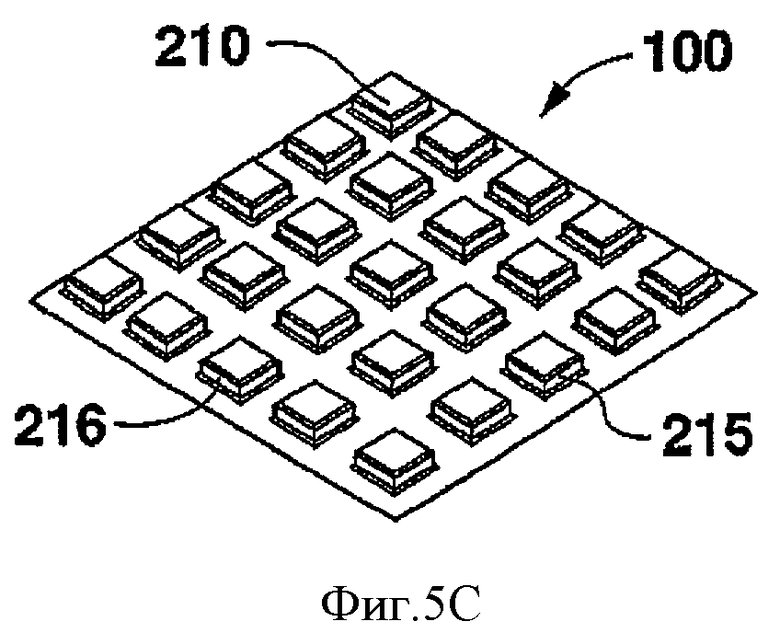
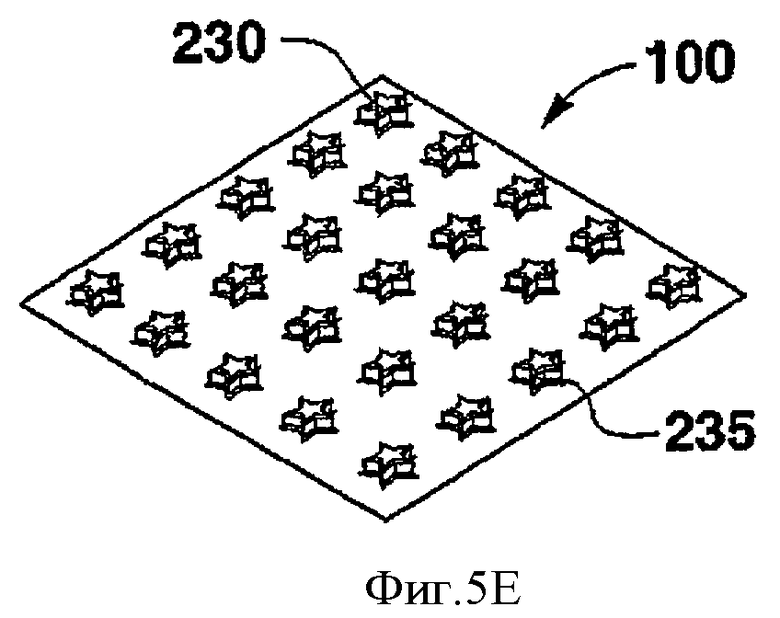
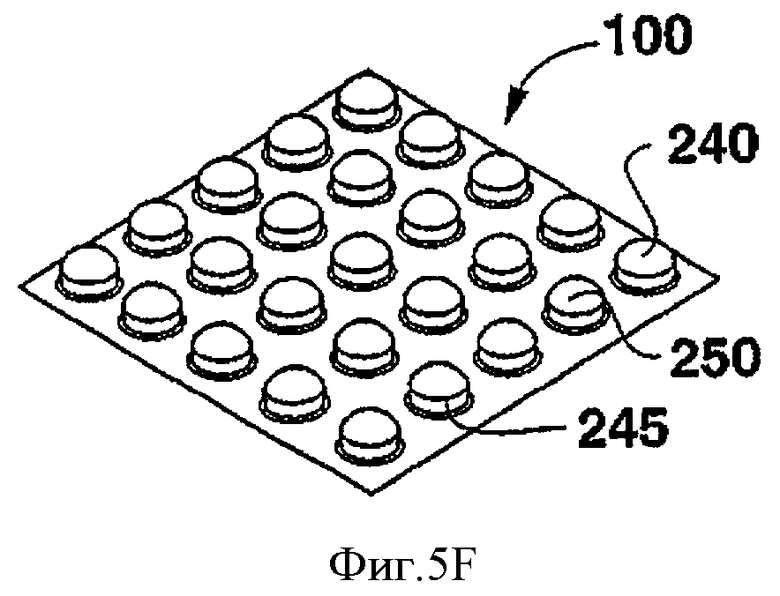
Фиг.5 (a-f) - показаны несколько примерных геометрических форм отдельных элементов структуры;
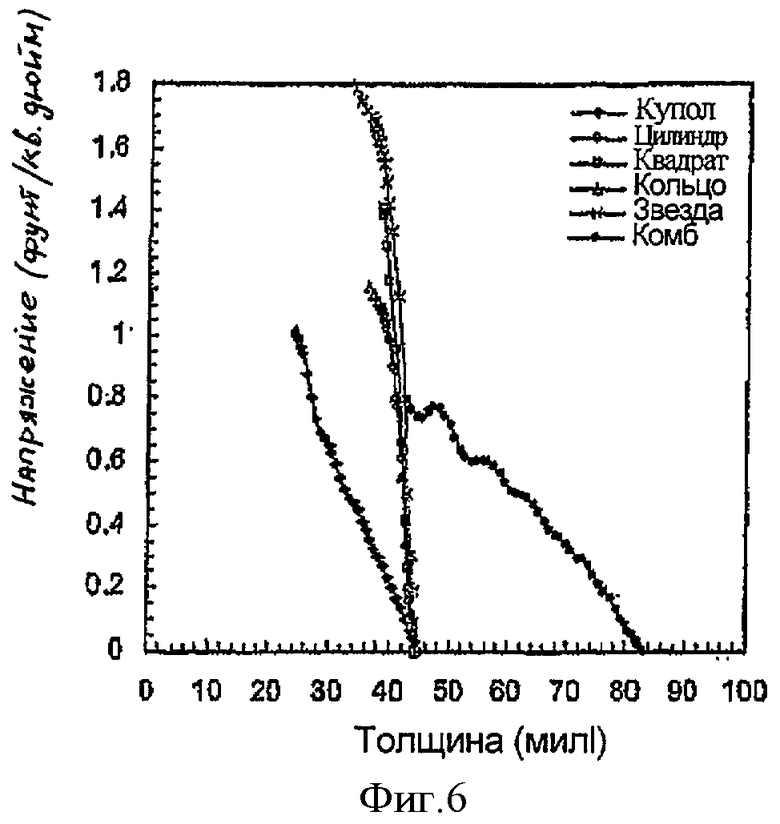
Фиг.6 - диаграмма, показывающая результаты напряжения-толщины при сжатии нескольких различных структур с различными формами элементов;
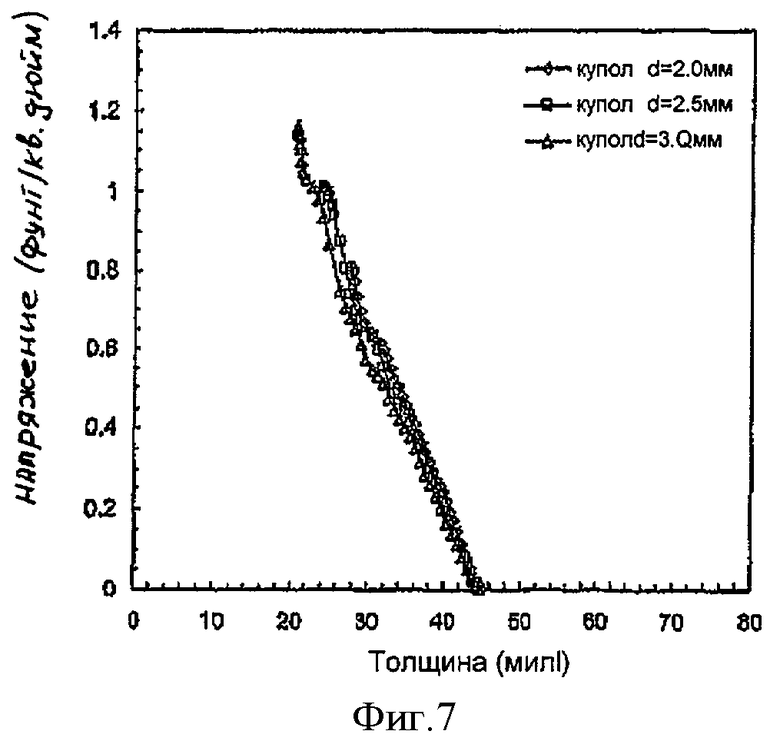
Фиг.7 - диаграмма, показывающая результаты напряжения-толщины по Примеру 1.
Повторное использование ссылочных позиций в настоящем описании и чертежах предназначено для обозначения одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Ссылка теперь будет сделана на варианты выполнения изобретения, один или более примеров которых приведены ниже. Каждый пример приведен для объяснения изобретения, но не предназначен для ограничения изобретения. Действительно специалисту в данной области будет очевидно, что различные модификации и изменения могут быть выполнены в изобретении без отхода от объема и сущности изобретения. Например, признаки, показанные или описанные как один вариант выполнения, можно использовать в другом варианте выполнения для получения еще одного варианта выполнения. Таким образом, предполагают, что настоящее изобретение охватывает такие модификации и изменения, которые входят в объем прилагаемой формулы изобретения и ее эквивалентов. Специалисту в данной области должно быть понятно, что настоящее описание представляет собой только описание примерных вариантов выполнения и не предназначено для ограничения более широких объектов настоящего описания, причем более широкие объекты включают примерные конструкции.
В общем, настоящее описание направлено на салфеточное изделие, имеющее отдельные выступающие элементы, отформованные в салфеточном полотне. Как используют здесь, «выступающие элементы», в общем относятся к любому виду формы, обеспеченной на поверхности салфетки, включающей куполообразную, параболическую, гиперболическую, форму обратного конуса, цилиндрическую, кольцеобразные экструзионные формы, экструзионные формы в виде звезды и их комбинации или формы с изменяемыми контурами, но не ограничиваются ими.
Например, в одном конкретном варианте выполнения куполообразные и/или выступающие элементы другой формы могут быть отформованы на салфеточном полотне. Например, выступающие элементы могут иметь по меньшей мере одну по существу вертикальную боковую стенку (т.е. по существу в z-направлении листа, которая имеет направление под 90° от поверхности листа). Куполообразные и/или выступающие элементы другой формы могут увеличивать объемность салфеточного изделия, включая как объемность листа салфеточного полотна, так и объемность рулона (или объемность стопки) салфеточного изделия, образованного из салфеточного полотна.
При формовании салфеточного полотна с отдельными выступающими элементами было обнаружено, что салфеточное полотно может иметь различные улучшенные свойства, такие как улучшенная мягкость, объемность листа, объемность рулона и поддержание объемности. Поддержание объемности представляет собой способность полотна удерживать его объемность, либо объемность рулона, либо объемность листа с течением времени и в различных условиях с различными напряжениями. Сопротивление сжатию рельефного листа может иметь значительное влияние на поддержание объемности. Сопротивление сжатию представляет собой способность листа удерживать его объемность в z-направлении при усилии сжатия или нагрузке на лист в Z-направлении.
Когда рельефный лист сжимают, толщина листа снижается, поскольку отдельные элементы разрушаются по мере возрастания нагрузки. Сильное сжатие структуры будет вызывать постоянную пластическую деформацию на листах, которые не восстанавливаются при удалении нагрузки. Однако в соответствии с настоящим изобретением куполообразные и/или выступающие элементы другой формы могут способствовать снижению постоянной деформации, вызываемой сопротивлением сжатию, когда сжимающее усилие прикладывают к листу.
Например, в одном варианте выполнения салфеточные полотна, имеющие куполообразные выступающие элементы, могут удерживать по меньшей мере около 75% их объемности в z-направлении при давлении около 0,3 фунта/кв.дюйм, как например, по меньшей мере около 80% их объемности. Например, в одном конкретном варианте выполнения салфеточное полотно может удерживать по меньшей мере около 85% его объемности при давлении около 0,3 фунт/кв.дюйм.
В другом примере, в одном варианте выполнения, салфеточные полотна, имеющие куполообразные выступающие элементы, могут удерживать по меньшей мере около 65% их объемности в z-направлении при давлении около 0,5 фунт/кв.дюйм, как например, около 70% их объемности. Например, в одном конкретном варианте выполнения салфеточное полотно может удерживать по меньшей мере около 75% его объемности при давлении около 0,5 фунт/кв.дюйм.
В других вариантах выполнения, имеющих отдельные выступающие элементы, имеющие по меньшей мере одну по существу вертикальную боковую стенку, салфеточное полотно может иметь улучшенное поддержание объемности на листах с куполообразными выступающими элементами. Примеры отдельных элементов, имеющих по меньшей мере одну вертикальную стенку, включают выступающие элементы в форме кольца, цилиндрические выступающие элементы, выступающие элементы в форме звезды, блочные выступающие элементы, комбинацию круглых куполообразных и цилиндрических выступающих элементов и т.п., но не ограничиваются ими.
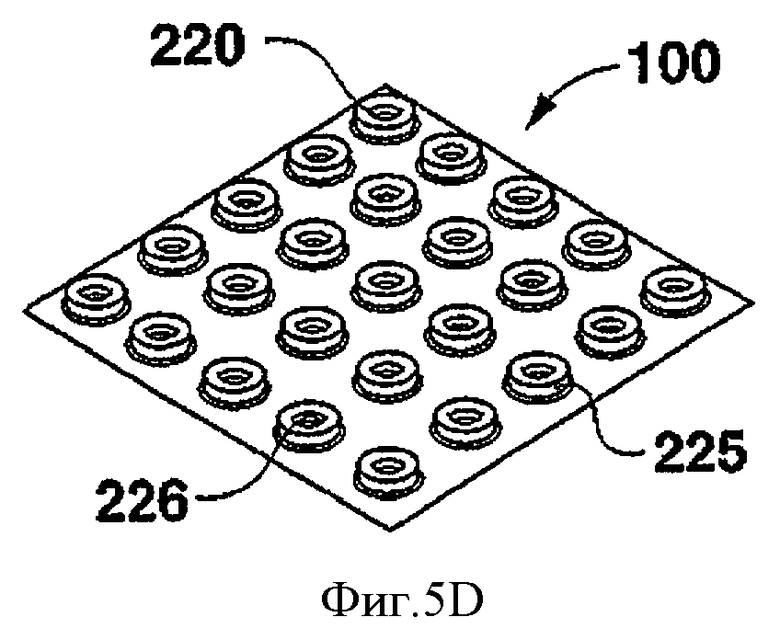
Например, салфеточное полотно, имеющее выступающие элементы в форме кольца, такие, как показаны на Фиг.5(d), может удерживать по меньшей мере около 97% их толщины при нагрузке около 0,3 фунта/кв.дюйм. Салфеточное полотно, имеющее выступающие элементы в форме кольца, может удерживать по меньшей мере около 95% его толщины при нагрузке около 0,5 фунтов/кв.дюйм.
В общем, любая из множества салфеток или других типов бумажных полотен может быть образована с выступающими элементами в соответствии с настоящим изобретением. Например, салфетка может быть однослойной или многослойной салфеткой. Обычно вес основы салфетки по настоящему изобретению составляет менее около 120 грамм на квадратный метр (г/кв.м), более конкретно менее около 60 г/кв.м, более конкретно от около 10 до около 50 г/кв.м и еще более конкретно между около 15 и около 35 г/кв.м.
Кроме того, салфетка по настоящему изобретению, в общем, может быть образована из любого из множества материалов. Более конкретно, можно использовать множество натуральных и/или синтетических волокон. Например, некоторые подходящие натуральные волокна могут включать недревесные волокна, такие как абака, сабай, волокна молочая, волокна листьев ананаса, волокна мягких пород древесины, таких как мягкая крафт древесина южных и северных пород и твердых пород древесины, таких как эвкалипт, клен, береза, осина и т.п. Примеры других подходящих пульповых материалов включают южные сосны, красный кедр, гемлок и черная ель. Примерные коммерчески доступные длинные волокна пульпы, подходящие для настоящего изобретения, включают волокна, поставляемые фирмой Kimberly-Clark Corporation, под торговым наименованием "Longlac-19". Кроме того, можно также использовать композиции, включающие повторно используемые волокна. Кроме того, некоторые подходящие синтетические волокна могут включать гидрофильные синтетические волокна, такие как волокна вискозы и волокна сополимера этиленвинилового спирта, а также гидрофобные синтетические волокна, такие как полиолефиновые волокна, но не ограничиваются ими.
Теперь будет описан один конкретный вариант выполнения для формирования салфетки по настоящему изобретению. Более конкретно, вариант выполнения, описанный ниже, касается одного способа формирования салфетки по настоящему изобретению с выступающими элементами, использующего бумагоделательную технологию, известную как сквозная сушка без крепирования. Примеры таких технологий описаны в патенте США №5048589, Cook и др., 5399412, Sudall и др., 5510001, Hermans и др., 5591309, Rugowski и др., и 6017417, Wendt и др., которые включены сюда полностью посредством ссылки. Воздушная сквозная сушка без крепирования, в общем, включает стадии: (1) образования композиции из целлюлозных волокон, воды и, возможно, других добавок, (2) размещение композиции на перемещающейся сетчатой ленте, с образованием волокнистого полотна на поверхности перемещающейся сетчатой ленты, (3) воздействие на волокнистое полотно сквозной сушки для удаления воды из волокнистого полотна, и (4) удаление высушенного волокнистого полотна с перемещающейся сетчатой ленты.
Например, ссылаясь на Фиг.1, показан один вариант выполнения бумагоделательной машины, которую можно использовать в настоящем изобретении. Для простоты различные натяжные валки, схематично используемые для образования нескольких проходов материала, показаны, но не обозначены ссылочными позициями. Как показано, бумагоделательный напорный ящик 10 можно использовать для инжектирования или нанесения потока водной суспензии волокон для производства бумаги на формующий материал 13, который служит для поддержания и переноса вновь образованного влажного полотна 11 вниз по ходу потока в процессе, когда полотно частично обезвожено до консистенции около 10% сухого веса. Дальнейшее обезвоживание влажного полотна может быть осуществлено, например, с помощью вакуумного всасывания, при этом влажное полотно поддерживается формующим материалом. Напорный ящик 10 может быть традиционным напорным ящиком или может быть многослойным напорным ящиком, способным производить многослойное единое полотно. Кроме того, множество напорных ящиков можно использовать для образования слоистой структуры, как известно в данной области.
Формующий материал 13 может, в общем, быть выполнен из любого подходящего пористого материала, такого как металлическая проволока или полимерные волокна. Подходящие материалы могут включать Albany 84M и 94М, поставляемые компанией Albany International, Олбани, Нью-Йорк; Asten 856, 866, 892, 959, 937 и Asten Synweve Design 274, поставляемые компанией Asten Forming Fabrics, Inc., Аплтон, Висконсин, но не ограничиваются ими. Этот материал также может быть тканым материалом, как описано в патенте США №4529480, Trokhan, который включен сюда полностью посредством ссылки. Также можно использовать формующие материалы или фетры, содержащие нетканые основные слои, включающие материалы Scope Corporation, выполненные с экструдированной полиуретановой пеной, такой как Spectra Series. Можно использовать гладкие формующие материалы, а также текстурированные материалы, подходящие для придания текстуры и изменений веса основы полотну. Другие подходящие материалы могут включать Asten 934 и 939 или Lindsey 952-S05 и материал 2164 от Appleton Mills, Висконсин.
Влажное полотно 11 затем переносят от формующего материала 13 к переносящему материалу 17. Как используют здесь, «перемещающийся материал» представляет собой материал, который расположен между формующим участком процесса производства полотна. Перемещающий материал 17 обычно перемещается с более низкой скоростью, чем формующий материал 13, чтобы придать повышенную прочность полотну. Относительная разница скоростей между двумя полотнами может составлять от около 0% до около 80%, более конкретно более около 10%, еще более конкретно от около 10% до около 60% и особенно предпочтительно от около 10% до около 40%. Это обычно называют «быстрым» переносом. Один подходящий способ осуществления быстрого переноса описан в патенте США №5667636, Engel и др., который включен сюда полностью посредством ссылки.
Перенос может осуществляться с помощью вакуумной направляющей 18, такой что формующий материал 13 и переносящий материал 17 одновременно сходятся и расходятся на ведущем крае вакуумного отверстия. Например, вакуумная направляющая может подавать давление на уровнях между около 10 до около 25 дюймов ртутного столба. Вакуумная переносящая направляющая 18 (отрицательное давление) может быть дополнено или заменено использованием положительного давления от противоположной стороны полотна для выдувания полотна на следующий материал. В некоторых вариантах выполнения другие вакуумные направляющие, такие как вакуумная направляющая 20, также могут использоваться, чтобы способствовать вытягиванию волокнистого полотна 11 на поверхности переносящего материала 17. В процессе быстрого переноса плотность волокнистого полотна 11 может меняться. Например, при использовании вакуумной направляющей 18 с уровнем вакуума от около 10 до около 25 дюймов ртутного столба, плотность полотна 11 может составлять до около 35% сухого веса и предпочтительно между от около 15 до около 30% сухого веса.
От переносящего материала 17 волокнистое полотно 11 затем переносят к устройству 21 сквозной сушки воздухом возможно с помощью вакуумной переносящей направляющей 42 или ролика. Вакуумный переносящий ролик или направляющая 42 (отрицательное давление) также может быть дополнено или заменено приложение положительного давления с противоположной стороны полотна для выдувания полотна на следующий материал. Полотно 11 обычно переносят от переносящего материала 17 к устройству 21 сквозной сушки в зажим 40 с плотностью менее около 60 вес.% и предпочтительно между около 25 и около 50% сухого веса. В некоторых вариантах выполнения, как показано на Фиг.1, прижимной ролик 45 можно использовать для прижимания полотна 11 в устройстве 21 сквозной сушки воздухом, в зажиме 40. Ролик 45 может быть выполнен из любого из множества материалов, таких как сталь, алюминий, магний, латунь, твердый уретан.
В соответствии с настоящим описанием устройство 21 сквозной сушки воздухом также снабжено материалом 19 для сквозной сушки воздухом, таким как показано на Фиг.1. Материал 19 для сквозной сушки воздухом может перемещаться с той же скоростью или с другой скоростью относительно переносящего материала 17. Например, при желании, материал 19 для сквозной сушки воздухом может перемещаться с более низкой скоростью для дополнительного повышения прочности.
Как указано, материал 19 для сквозной сушки воздухом снабжен различными формами выступов или оттисков для формования салфеточного полотна с выступающими элементами. Материал 19 для сквозной сушки воздухом может быть тканым или нетканым материалом. В одном конкретном варианте выполнения материал 19 для сквозной сушки воздухом представляет собой нетканый материал 19. Современные тканые материалы имеют конструкционные ограничения, которые препятствуют получению желаемой структуры и эстетических узоров на листе. Для тканых материалов размеры топографических элементов (например, ширина и высота рифлей) тесно соотносятся, поскольку структура формируется волокнами с круглым сечением. Когда диаметр волокон увеличивается, будут увеличиваться и высота, и ширина, и некоторые комплексные узоры могут не получиться вследствие ограничений процесса ткачества. Однако нетканые материалы снимают эти ограничения, так что можно обеспечить практически любой трехмерный топографический узор. Нетканый салфеточный машинный материал может быть выполнен из любого из множества подходящих пористых материалов, таких как высокотемпературные нетканые материалы и множество полимерных субстратов. Трехмерная топография может быть придана верхней поверхности этого материала посредством формования или сжатия на топографической поверхности. При обеспечении гораздо большей гибкости и эстетичного внешнего вида из нетканого материала можно формовать салфетку, высушенную сквозным воздушным потоком без крепирования (UCTAD) с трехмерной топографией, которую невозможно получить из нетканого материала с приятным внешним видом и возможно улучшенными свойствами салфетки для предпочтения и удовлетворения потребителя.
В общем, узорный материал 19 для сквозной сушки воздухом может иметь любой желаемый узор. Например, выступы 47 материала 19 для сквозной сушки воздухом может формовать волокнистое полотно 11 с эстетически приятной структурой. Любая эстетически привлекательная структура или узор может быть использована в соответствии с настоящим изобретением.
Например, любая конструкция или узор могут быть образованы с помощью выступающих элементов в соответствии с настоящим изобретением. Эти конструкции или узоры могут быть эстетически привлекательными, чтобы вызвать у потребителя желание купить салфеточное изделие. Например, в одном варианте выполнения салфеточное изделие может иметь структуры или узоры, которые указывают или напоминают о конкретном празднике или времени года. Авторы настоящего изобретения обнаружили, что распределение элементов не оказывает существенного влияния на сжимаемость.
Узор может быть расположен в центре на салфеточном листе, так что большая часть плотности выступающих элементов расположена в направлении центра салфеточного листа (т.е. в направлении центра машинного направления и центра поперечного направления). Например, края салфеточного листа могут по существу не иметь выступающих элементов, при этом центр салфеточного листа имеет по меньшей мере около 25 выступающих элементов на квадратный дюйм, как например около 30.
В одном варианте выполнения узор может быть в форме рисунка. Ссылаясь на примерный вариант выполнения, показанный на Фиг.2, салфеточный лист 100 показан со структурой 105, типа елки, которая образована куполообразными выступающими элементами 110. Также, в другом примере, на Фиг.3 показан салфеточный лист 120, имеющий эстетически привлекательный дизайн и пару колокольчиков 125, выполненных из цилиндрически сложенных куполообразных выступающих элементов 130.
В обоих вариантах выполнения, показанных на Фиг.2 и 3, конструкции 105 и 125 выровнены между краями салфеточного листа 110 и 120 соответственно. Например, когда салфеточные листы представляют собой часть свернутого в рулон салфеточного изделия, как показано на Фиг.4, конструкция 145 может быть выровнена между перфорациями 160 на салфеточном изделии 140. В некоторых вариантах выполнения более чем одна конструкция может быть расположена на каждом листе салфетки и выровнена между перфорациями 160. Например, перфорации 160 могут быть расположены в поперечном машинном направлении и повторяться в машинном направлении через по существу равномерно разнесенные интервалы. Например, обычная туалетная бумага имеет салфеточное полотно, шириной 4,5 дюймов в поперечном машинном направлении, причем салфеточные листы разделены перфорациями 160 так, что каждый салфеточный лист имеет длину около 4 дюймов в машинном направлении.
Куполообразные выступающие элементы обладают способностью поддерживать объемность салфеточного листа, когда сжимающее усилие приложено в направлении z. Не желая ограничиваться теорией, полагают, что куполообразные выступающие элементы снабжают полотно улучшенным сопротивлением сжатию, приводя к улучшенному поддержанию объемности. Например, когда полотно, образующее куполообразные выступающие элементы, подвергают воздействию давления около 0,3 фунт/кв.дюйм в направлении z, полотно может поддерживать по меньшей мере около 75% его исходной объемности, как, например, по меньшей мере около 85%. Также, когда полотно подвергают воздействию давления в направлении z около 0,5 фунт/кв.дюйм, полотно может поддерживать по меньшей мере около 65% его исходной объемности, как, например, по меньшей мере около 70% его исходной объемности.
Некоторые не куполообразные выступающие элементы также являются предпочтительными вследствие их более высокой способности поддерживать объемность салфеточного листа, когда сжимающее усилие приложено в направлении z. На Фиг.5 показано шесть структур куполообразных элементов (Фиг.5а), цилиндрических элементов (Фиг.5b), кольцеобразных элементов (Фиг.5d), звездочек (Фиг.5е) и цилиндрически сложенных стопкой куполообразных элементов (Фиг.5f). Полученные результаты отношения напряжения к толщине при сжатии из числового моделирования показаны на Фиг.6. Крутой наклон кривых указывает более высокую способность сопротивления сжатию. Он указывает, что все структуры с некуполообразными элементами обеспечивает более высокое сопротивление сжатию, чем куполообразные выступающие элементы, таким образом, приводя к улучшенному поддержанию объемности. Например, когда полотно, образующее звездообразные выступающие элементы, подвергают воздействию давления около 0,3 фунт/кв.дюйм в направлении z, полотно может поддерживать по меньшей мере около 97% его исходной толщины. Также, когда полотно подвергают воздействию давления в направлении z около 0,5 фунт/кв.дюйм, полотно может поддерживать по меньшей мере около 96% его исходной толщины.
При использовании элементов различных форм или комбинации с образованием эстетически привлекательной топографии листа, сопротивление сжатию (или наклон кривой сжатия) можно гибко регулировать между куполообразными элементами и элементами другой формы, такими как элементы с вертикальными боковыми стенками, чтобы обеспечить желаемые свойства объемности и поддержания объемности, как требуется. Например, всего 25 элементов на квадратный дюйм может состоять из 15 куполообразных элементов, 10 кольцеобразных элементов для поддержания толщины полотна по меньшей мере около 95% от его исходной толщины. Это делает топографическую конструкцию более гибкой и легко можно регулировать количество элементов различной формы, чтобы достичь желаемой объемности и других свойств в соответствии с требованиями.
Когда полотно свернуто в рулонный салфеточный продукт, это сопротивление сжатию может улучшать объемность рулона салфеточного продукта. Например, при сворачивании в рулон формованные салфеточные листы подвергают воздействию давления в направлении z, так что полотно образует весьма жесткий свернутый в рулон салфеточный продукт. Однако улучшенная объемность в салфеточном листе приводит к улучшенной объемности свернутого в рулон салфеточного продукта. Кроме того, при разматывании салфеточные листы могут поддерживать их объемность благодаря сопротивлению сжатию и поддержанию объемности листов.
Выступающие элементы по настоящему изобретению могут иметь эффективный диаметр до около 3 мм, как например, от около 1 мм до около 3 мм. Например, в одном конкретном варианте выполнения выступающие элементы могут иметь диаметр от около 2 мм до около 3 мм и более конкретно около 2,5 мм. Также выступающие элементы могут иметь выступ до около 2 мм, как например, от около 0,5 мм до около 1,5 мм. Например, в одном конкретном варианте выполнения выступающие элементы могут иметь выступ от около 0,8 мм до около 1,2 мм и более конкретно около 1 мм.
Размер и форма выступающих элементов могут меняться в соответствии с конкретной конструкцией и использованием салфеточного изделия. Однако авторы настоящего изобретения обнаружили, что общий размер, включающий как диаметр, так и выступ, куполообразных выступающих элементов по существу не влияет на способность салфеточного листа поддерживать его объемность или сопротивляться сжатию (см. Фиг.7). Например, изменения в куполообразных выступающих элементах только незначительно изменяет свойства листа, включая способность сопротивляться сжатию и поддерживать объемность.
Кроме того, расположение и разнесение выступающих элементов по существу не влияет на способность листа поддерживать объемность и сопротивляться сжатию. По существу, нет необходимости в том, чтобы лист имел равномерно разнесенные выступающие элементы, расположенные рядами или столбцами, чтобы обеспечить преимущества раскрытых в настоящем описании листов.
Путем формования салфеточного полотна с помощью материала устройства для сквозной воздушной сушки все салфеточное полотно может быть формовано в одинаковую форму. По существу, полученное салфеточное изделие будет образовывать две поверхности, которые являются по существу параллельными друг другу по всему салфеточному полотну.
Использование материала устройства для сквозной воздушной сушки для формования салфеточного полотна позволяет легко менять узор, отформованный в салфеточном полотне, в процессе изготовления салфетки. Например, для изменения узора, отформованного на полотне, требуется менять только материал устройства для сквозной воздушной сушки. По существу время простоя при производстве салфеток может быть ограничено при изменении отформованного узора салфеточного полотна.
Когда прижимной ролик 45 выдавливает оттиски на волокнистом полотне 11 в устройстве 21 сквозной воздушной сушки, устройство 21 сквозной воздушной сушки может затем завершить удаление влаги из полотна 11 путем прохождения воздуха через полотно без приложения какого-либо механического сжатия. Воздушная сквозная сушка также может повышать объемность и мягкость полотна. В одном варианте выполнения, например, устройство сквозной сушки может содержать вращаемый, перфорированный цилиндр и крышку 50 для приема горячего воздуха, выдуваемого через отверстия цилиндра, когда материал 19 для сквозной сушки воздухом переносит волокнистое полотно 11 по верхнему участку цилиндра. Нагретый воздух подают через отверстия в цилиндре устройства 21 для сквозной сушки воздухом и удаляют оставшуюся воду из волокнистого полотна 11. Температура воздуха, пропускаемого через волокнистое полотно 11 с помощью устройства 21 для сквозной сушки воздухом, может меняться, но обычно составляет от около 250°F до около 500°F. Следует также понимать, что можно использовать другие некомпрессионные способы сушки, такие как микроволновое или инфракрасное нагревание. Кроме того, при желании, также можно использовать конкретные способы компрессионного нагревания, такие как сушильные барабаны Янки.
Поддерживаемое материалом 19 для сквозной сушки воздухом полотно затем может быть высушено до консистенции около 95% или выше с помощью устройства 21 для сквозной сушки воздухом, а затем перенесено к переносящему материалу 22. Высушенный лист основы 23 затем перемещают от переносящего материала 22 к бобине 24, где его сматывают в рулон. Возможный вращающийся ролик 26 можно использовать для облегчения переноса полотна от несущего материала 22 к бобине 24.
Следует понимать, что салфетка по настоящему изобретению может быть однослойной или многослойной салфеткой. При использовании многослойных салфеток один или более слоев могут быть образованы в соответствии с настоящим изобретением. Кроме того, в некоторых случаях многослойная салфетка, выполненная в соответствии с настоящим изобретением, может быть особенно удобна для пользователей. Более конкретно, пользователи часто используют более чем одну салфетку за раз, следовательно, многослойные салфетки могут сократить расходы.
В дополнение к преимуществам, описанным выше, салфеточное изделие по настоящему изобретению также может иметь другие преимущества. Например, салфетка, имеющая выступающие элементы на поверхности, может повышать толщину салфетки, что позволяет использовать меньшие выступающие элементы для обеспечении салфетки желаемой толщины.
Примеры
Модели с трехмерными конечными элементами были выполнены из листов, имеющих куполообразные элементы и элементы другой формы. Полагают, что эти модели точно имитировали салфеточный лист, имеющий такие же свойства.
В каждой следующей модели виртуальный лист создавали в промышленном программном обеспечении для анализа конечных элементов, продаваемом под торговым наименованием ABAQUS®, версия 6.4 от компании ABAQUS, Inc., Providence, Rhode Island. Каждому листу была придана некоторая топография, как описано выше, и каждый лист был обработан как тонкая слоистая оболочка, общей толщиной с поверхностной трехмерной топографией. Виртуальный лист помещали между двумя параллельными жесткими пластинами и подвергали сжатию от верхней пластины. Контактные поверхности между листом и пластинами должны быть фрикционными с уточнением коэффициента трения 0,2. Лист сжимали до очень близкого расстояния между двумя жесткими пластинами путем перемещения верхней пластины и толщину уменьшали по мере разрушения элементов. Свойства листового пластикового материала позволяют ему иметь постоянную деформацию, когда нагрузка заходит за предел текучести материала.
А. Куполообразные выступающие элементы
Модель листа салфетки, имеющей куполообразные выступающие элементы, была выполнена аналогично листу по Фиг.5(а). Куполообразные элементы имели диаметр 2,5 мм и высоту 1 мм. Лист салфетки имел исходную толщину 45 (мил) в направлении z.
Толщина листа при 0,29 фунт/кв.дюйм составляла 38,45 мил, что приводит к потере толщины на около 14,56% при 0,29 фунт/кв.дюйм. Кроме того, при 0,5 фунт/кв.дюйм толщина листа составляла 32,90, что означает потерю толщины 26,89% при 0,5 фунт/кв.дюйм.
Также тестировали модели куполов с диаметром 2,0 и 3,0 мм и с одинаковой высотой. Например, самый большой купол в 1,5 раза превышал в диаметре самый маленький, и соотношение высоты к ширине составляет на около 34% чем у самого маленького купола, 0,33 к 0,5. Таким образом, больший купол был не просто масштабирован по сравнению с меньшим куполом, т.к. элемент высоты оставался неизменным. Купола диаметром 2,0 мм имели минимальную толщину 45 мил. При сжатии 0,29 фунт/кв.дюйм толщина уменьшалась до 38,64 мил, что означает потерю в толщине 14,21% при 0,29 фунт/кв.дюйм. Толщина полотна при 0,5 фунт/кв.дюйм составляла 33,87 мил, что означает потерю толщины на 24,80% при 0,5 фунт/кв.дюйм. Модель с куполами, имеющими диаметр 3 мм, имела исходную толщину 45,00 мил. При сжатии 0,29 фунт/кв.дюйм толщина снижалась до 37,52 мил, показывая потери в толщине на 16,62%. При сжатии 0,5 фунт/кв.дюйм толщина снижалась до 32,14 мил, показывая потери в толщине 28,58% при 0,5 фунт/кв.дюйм.
Результаты изменения толщины при конкретных напряжениях показаны на Фиг.7. Крутой наклон каждой из линий указывает, что толщина не меняется значительно с дополнительным сжатием полотна. Также аналогичные данные при различных формах купола указывают, что лист будет работать таким же образом, вне зависимости от диаметра купола.
Выступающие элементы, имеющие по меньшей мере одну вертикальную боковую стенку
В. Выступающие элементы цилиндрической формы
Была изготовлена модель листа салфетки, имеющая выступающие цилиндрические элементы, аналогичная листу салфетки по Фиг.5(b). Элементы цилиндрической формы имели диаметр 2,5 мм и высоту 1 мм. Лист салфетки имел исходную толщину 44,37 мил в направлении z.
Толщина листа при 0,29 фунт/кв.дюйм составляла 43.19 мил, что привело к потере в толщине около 2,66% при 0,29 фунт/кв.дюйм. Кроме того, при 0,5 фунт/кв.дюйм толщина листа составляла 42,34, что указывает на потери в толщине 4,58% при 0,5 фунт/кв.дюйм.
С. Выступающие элементы квадратной формы
Была изготовлена модель листа салфетки, имеющая выступающие элементы квадратной формы, аналогичная листу салфетки по Фиг.5(с). Элементы квадратной формы имели диаметр 2,5 мм и высоту 1 мм. Лист салфетки имел исходную толщину 44,06 мил в направлении z.
Толщина листа при 0,29 фунт/кв.дюйм составляла 43.02 мил, что привело к потере в толщине около 2,36% при 0,29 фунт/кв.дюйм. Кроме того, при 0,5 фунт/кв.дюйм толщина листа составляла 42,39, что указывает на потери в толщине 3,79% при 0,5 фунт/кв.дюйм.
D. Выступающие элементы кольцевой формы
Была изготовлена модель листа салфетки, имеющая выступающие кольцеобразные элементы, аналогичная листу салфетки по Фиг.5(d). Элементы цилиндрической формы имели диаметр 2,5 мм и высоту 1 мм. Лист салфетки имел исходную толщину 44,06 мил в направлении z.
Толщина листа при 0,29 фунт/кв.дюйм составляла 42.83 мил, что привело к потере в толщине около 2,79% при 0,29 фунт/кв.дюйм. Кроме того, при 0,5 фунт/кв.дюйм толщина листа составляла 42,12, что указывает на потери в толщине 4,40% при 0,5 фунт/кв.дюйм.
Е. Выступающие элементы в форме звезды
Была изготовлена модель листа салфетки, имеющая выступающие элементы в форме звезды, аналогичная листу салфетки по Фиг.5(е). Элементы в форм звезды имели диаметр 2,5 мм и высоту 1 мм. Лист салфетки имел исходную толщину 44,29 мил в направлении z.
Толщина листа при 0,29 фунт/кв.дюйм составляла 43.39 мил, что привело к потере в толщине около 2,03% при 0,29 фунт/кв.дюйм. Кроме того, при 0,5 фунт/кв.дюйм толщина листа составляла 42,88, что указывает на потери в толщине 3,18% при 0,5 фунт/кв.дюйм.
F. Комбинация куполообразных элементов и выступающих элементов цилиндрической формы
Была изготовлена модель листа салфетки, имеющая комбинацию куполообразных элементов и выступающих цилиндрических элементов, аналогичная листу салфетки по Фиг.5(f). Комбинация куполообразных элементов и элементов цилиндрической формы имела диаметр 2,5 мм и высоту 2 мм. Лист салфетки имел исходную толщину 83,19 мил в направлении z.
Толщина листа при 0,29 фунт/кв.дюйм составляла 72,28 мил, что привело к потере в толщине около 13, 11% при 0,29 фунт/кв.дюйм. Кроме того, при 0,5 фунт/кв.дюйм толщина листа составляла 61,22, что указывает на потери в толщине 26,41% при 0,5 фунт/кв.дюйм.
Результаты
На Фиг.6 показана диаграмма, показывающая результаты этих экспериментов для сравнения каждой формы.
Эти и другие модификации и изменения настоящего изобретения могут быть применены на практике специалистом в данной области, без отхода от сущности и объема настоящего изобретения, который более подробно изложен в прилагаемой формуле изобретения. Кроме того, следует понимать, что объекты в различных вариантах выполнения могут быть взаимозаменяемыми как полностью, так и частично. Кроме того, специалисту в данной области должно быть понятно, что вышеизложенное описание представлено только для примера и не предназначено для ограничения изобретения, как описано в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| САЛФЕТОЧНЫЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ УЛУЧШЕННЫЕ СВОЙСТВА В ПОПЕРЕЧНОМ МАШИННОМ НАПРАВЛЕНИИ | 2006 |
|
RU2393284C2 |
| БУМАЖНЫЕ ПРОДУКТЫ С УПРАВЛЯЕМЫМИ СВОЙСТВАМИ ВОРСИСТОСТИ | 2007 |
|
RU2430709C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ САЛФЕТОЧНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2464369C2 |
| САЛФЕТОЧНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ПОЛИМЕРНУЮ ДИСПЕРСИЮ | 2006 |
|
RU2409720C2 |
| СТОПКА ВЗАИМНО СЛОЖЕННЫХ АБСОРБИРУЮЩИХ ЛИСТОВЫХ ИЗДЕЛИЙ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2012 |
|
RU2562530C1 |
| ЛЕНТОЧНО-КРЕПИРОВАННЫЙ МНОГОСЛОЙНЫЙ ЛИСТ С ПЕРЕМЕННЫМ ЛОКАЛЬНЫМ БАЗОВЫМ ВЕСОМ С ЦЕЛЛЮЛОЗНЫМ МИКРОВОЛОКНОМ, ПОЛУЧАЕМЫМ С ПОМОЩЬЮ ПЕРФОРИРОВАННОЙ ПОЛИМЕРНОЙ ЛЕНТЫ | 2012 |
|
RU2608601C2 |
| АДДИТИВНЫЕ КОМПОЗИЦИИ ДЛЯ ОБРАБОТКИ РАЗЛИЧНЫХ ОСНОВ | 2006 |
|
RU2409303C9 |
| ИЗДЕЛИЯ С РЕЛЬЕФНЫМИ ИЗОБРАЖЕНИЯМИ, ИМЕЮЩИМИ ЛИНИИ УМЕНЬШАЮЩЕГОСЯ ВЕСА | 2008 |
|
RU2503438C2 |
| СТОПКА ВЗАИМНО СЛОЖЕННЫХ ВПИТЫВАЮЩИХ ЛИСТОВЫХ ПРОДУКТОВ | 2011 |
|
RU2576533C2 |
| САЛФЕТКА, ИМЕЮЩАЯ ПЕРЕНОСИМУЮ ДОБАВОЧНУЮ КОМПОЗИЦИЮ | 2006 |
|
RU2412297C2 |
Изобретение относится к протирочным изделиям широкого применения. Салфеточное изделие содержит некрепированное бумажное полотно с волокнами пульпы, высушенное сквозным воздушным потоком. Поверхность полотна имеет рисунок из выступающих элементов с, по меньшей мере, одной вертикальной боковой стенкой. Бумажное полотно имеет исходную объемность и поддерживает, по меньшей мере, 75% исходной объемности при воздействии давления 0,3 фунт/кв.дюйм. В одном варианте изготовления бумажное полотно образует равномерные перфорации в поперечном машинном направлении полотна. Формование бумажного полотна осуществляют с помощью трехмерного контура материала сушащего устройства. Способ обеспечивает возможность изготовления салфеточного изделия повышенной мягкости, обладающего хорошим удержанием объемности при приложении давления. 3 н. и 10 з.п. ф-лы, 7 ил.
1. Салфеточное изделие, содержащее некрепированное бумажное полотно, высушенное сквозным воздушным потоком, содержащее волокна пульпы, причем указанное бумажное полотно образует поверхность, при этом указанная поверхность имеет выступающие элементы, расположенные узором, который образует рисунок, причем указанные выступающие элементы имеют, по меньшей мере, одну вертикальную боковую стенку, при этом указанное бумажное полотно имеет исходную объемность, причем указанное бумажное полотно поддерживает, по меньшей мере, около 75% указанной исходной объемности при воздействии давления около 0,3 фунт/кв.дюйм.
2. Салфеточное изделие, содержащее некрепированное бумажное полотно, высушенное сквозным воздушным потоком, образующее машинное направление, поперечное машинное направление и направление z, причем указанное бумажное полотно отформовано так, чтобы включать куполообразные выступающие элементы в направлении z, причем указанное бумажное полотно имеет исходную объемность и поддерживает, по меньшей мере, около 75% исходной объемности при воздействии давления около 0,3 фунт/кв.дюйм, при этом указанное бумажное полотно образует перфорации в поперечном машинном направлении полотна, причем указанные перфорации, по существу, равномерно разнесены в машинном направлении, и при этом куполообразные элементы расположены в указанном бумажном полотне в виде внешне приятных конструкций, которые выровнены между указанными перфорациями.
3. Салфеточное изделие по п.1 или 2, в котором указанное бумажное полотно поддерживает, по меньшей мере, около 85% указанной исходной объемности при воздействии давления около 0,3 фунт/кв.дюйм.
4. Салфеточное изделие по п.3, в котором указанное бумажное полотно поддерживает, по меньшей мере, около 95% указанной исходной объемности при воздействии давления около 0,3 фунт/кв.дюйм.
5. Салфеточное изделие по п.3, в котором указанное бумажное полотно поддерживает, по меньшей мере, около 65% указанной исходной объемности при воздействии давления около 0,5 фунт/кв.дюйм.
6. Салфеточное изделие по п.3, в котором указанное бумажное полотно поддерживает, по меньшей мере, около 75% указанной исходной объемности при воздействии давления около 0,5 фунт/кв.дюйм.
7. Салфеточное изделие по п.3, в котором указанное бумажное полотно поддерживает, по меньшей мере, около 95% указанной исходной объемности при воздействии давления около 0,5 фунт/кв.дюйм.
8. Салфеточное изделие по п.1 или 2, в котором указанные выступающие элементы имеют диаметр от около 2 до около 3 мм.
9. Салфеточное изделие по п.1 или 2, в котором указанные выступающие элементы имеют выступ около 1 мм.
10. Салфеточное изделие по п.1 или 2, в котором указанное бумажное полотно образует перфорации в поперечном машинном направлении полотна, причем указанные перфорации, по существу, равномерно разнесены в машинном направлении и при этом выступающие элементы расположены в бумажном полотне в виде конструкций, которые выровнены между указанными перфорациями.
11. Способ образования формованного изделия из салфеточного полотна, имеющего улучшенное поддержание объемности по любому из предшествующих пунктов, предусматривающий обеспечение жидкостной композиции, содержащей бумагоделательные волокна, нанесение указанной композиции на сетчатую поверхность с образованием бумажного полотна, перемещение указанного бумажного полотна к нетканому материалу для сквозной сушки воздухом, имеющему трехмерный поверхностный контур, который образует выступающие элементы, формование указанного бумажного полотна до трехмерного поверхностного контура указанного нетканого материала для сквозной сушки воздухом так, что указанное бумажное полотно имеет выступающие элементы, отформованные в полотне в виде конструкции, которая образует рисунок, при этом выступающие элементы выбраны из группы, состоящей из выступающих элементов, имеющих, по меньшей мере, одну вертикальную боковую стенку, куполообразные выступающие элементы и их комбинации, по существу, сушку указанного бумажного полотна в сушащем устройстве, при этом указанное бумажное полотно, образованное таким способом, имеет исходную объемность и поддерживает, по меньшей мере, около 75% указанной исходной объемности при воздействии давления около 0,5 фунт/кв.дюйм.
12. Способ по п.11, в котором бумажное полотно образует машинное направление и поперечное машинное направление, причем способ дополнительно предусматривает перфорацию бумажного полотна в поперечном машинном направлении так, что перфорации, по существу, равно разнесены в машинном направлении, при этом рисунки, образованные выступающими элементами, выровнены между перфорациями.
13. Способ по п.11 или 12, в котором выступающие элементы содержат комбинацию выступающих элементов, имеющих, по меньшей мере, одну вертикальную боковую стенку, и куполообразных выступающих элементов, причем способ дополнительно предусматривает выбор комбинации выступающих элементов для обеспечения полотна, имеющего заданное поддержание объемности при сжатии.
| US 6585856 B2, 01.07.2003 | |||
| US 6602577 B1, 05.08.2008 | |||
| EP 1527898 A1, 05.04.2005 | |||
| НЕКРЕПИРОВАННОЕ ВЫСУШЕННОЕ ПОЛОТНО И ВПИТЫВАЮЩАЯ СТРУКТУРА С НИЗКОЙ ПЛОТНОСТЬЮ | 1995 |
|
RU2153036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ, ИМЕЮЩЕЙ ТРЕХМЕРНЫЙ РИСУНОК | 1998 |
|
RU2211271C2 |

