Изобретение относится к области ремонта действующих трубопроводов, транспортирующих пар, паровой конденсат или горячую воду, и может найти применение в химической и нефтехимической промышленности, на атомных и тепловых электростанциях, котельных и других потребителей и производителей пара, парового конденсата и горячей воды.
Повреждения трубопроводов, несущих пар, паровой конденсат и горячую воду, встречаются часто. Это вызвано постоянным воздействием на трубопровод коррозии, различных напряжений, возникающих при выполнении сварочно-монтажных работ, а также механическими повреждениями в процессе эксплуатации трубопровода. Повреждение трубопроводов приводит к большим энергетическим и финансовым потерям, нарушениям технологических процессов и аварийным ситуациям.
Предлагаемый авторами способ относится к способу ремонта локальных повреждений трубопровода в виде свищей размером не более 10 мм, коррозионных кратеров, механических повреждений в виде вырывов металла, царапин, вмятин, в результате которых образовалось утоньшение стенки трубопровода.
Перед авторами изобретения стояла задача быстро и эффективно восстановить несущую способность поврежденного трубопровода, транспортирующего пар, паровой конденсат или горячую воду, имеющего вышеуказанные повреждения без остановки подачи транспортируемого продукта с температурой от 90 до 250oС и давлением до 4,0 МПа (40 кгс/см2).
Наиболее распространенный способ ремонта локальных дефектов на трубопроводах производят, как правило, с использованием электросварки наложением на внешние стороны трубы металлической заплатки той же формы, что и поврежденный участок (Правила технической эксплуатации резервуаров и инструкции по их ремонту, М. , "Недра", 1988 г., с.148). Однако проведение огневых работ на трубопроводах требует отключения подачи пара, парового конденсата ("Правила эксплуатации теплопотребляющих установок и тепловых сетей потребителей и Правила техники безопасности при эксплуатации теплопотребляющих установок и тепловых сетей потребителей", М., Энергоатомиздат, 1992 г., с.56). Остановка подачи пара, парового конденсата приводит к большим финансовым потерям. Кроме того, сварка способствует возникновению дополнительных напряжений в металле трубопровода.
Известен способ ремонта повреждений трубопроводов путем наложения на поврежденный участок двух симметричных металлических накладок, повторяющих радиус поврежденной трубы, с резиновыми прокладками и закрепляемых на поврежденном участке хомутами (Каммерер Ю.Ю., Харкевич А.Е. "Аварийные работы в очагах поражения", М., Энергоатомиэдат, 1990 г., с.95-96).
Недостатком этого способа является невозможность устранения истечения продукта из паропровода под давлением без риска для здоровья работающих. Остановка подачи продукта приводит к значительным финансовым потерям потребителя. Кроме того, конструкция уплотнения не обеспечивает герметичность трубопровода, т. к. при постоянном воздействии высоких температур и давления резина "сгорает" и теряет свои свойства, что приводит к разгерметизации трубопровода и повторному ремонту.
Известен способ ремонта, при котором поврежденный участок трубопровода с поверхностным дефектом в виде вырыва-канавки охватывают двумя полумуфтами, стягивают болтами, канавку-вырыв заполняют пластичным металлом, а зону ремонта накрывают прокладкой, ориентированной строго по дефекту, повторяющей очертания канавки-вырыва с нахлестом по 4-5 мм на каждую сторону и выполненной из свежеотожженной меди, причем полухомут, охватывающий ремонтируемый трубопровод, прижимает прокладку болтами, установленными в полухомуте в резьбовых отверстиях, выполненных заранее и ориентированных строго по дефекту (патент РФ 2063574, F 16 L 55/175, опубл. 10.07.96).
Основным недостатком данного способа является невозможность выполнения ремонтных работ на действующем трубопроводе, имеющем дефект в виде свища, через который происходит выброс пара. Выполнение работ по заполнению пластичным металлом, монтажу хомута, установке накладки под постоянным действием струи с высокой температурой и давлением практически невозможно. Кроме того, края свища, как правило, имеют рваную прокорродированную хрупкую кромку, поэтому при заполнении свища пластичным металлом - свежеотожженной медью узкая прокладка, строго ориентированная по дефекту и повторяющая очертания дефекта, в момент силовой формовки разрушит хрупкие края свища и провалится внутрь трубопровода.
Наиболее близким техническим решением к предлагаемому авторами изобретению является способ заделки свищей в трубопроводах, включающий очистку поверхности вблизи свища, сверление отверстий по периметру свища и вблизи краев накладки, нанесение на нее пластичной затвердевающей замазки и размещение накладки. Металлическая накладка может быть выполнена из недифицитного материала, а в качестве пластичной затвердеващей замазки может быть использована замазка марки "Полимет" (патент РФ 2110728, F 16 L 55/175, опубл. 10.05.98).
Основным недостатком этого способа является невозможность устранения дефекта в виде свища без остановки подачи транспортируемого продукта - пара, парового конденсата или горячей воды. Кроме того, предлагаемый прототипом способ требует при остановке подачи продукта тщательной очистки поверхности вблизи свища, сверление отверстий, значительного времени отверждения пластичной затвердевающей замазки. Все вышесказанное значительно удлиняет время ремонта, а остановка подачи продукта приводит к большим экономическим потерям.
Техническим результатом предлагаемого изобретения является восстановление прочности и несущей способности трубопровода в зоне локального повреждения без остановки подачи и снижения рабочих параметров транспортируемого пара, парового конденсата и горячей воды, сокращение времени ремонта, упрощение выполнения и повышение его надежности.
Для достижения вышеуказанного технического результата в способе ремонта локальных повреждений трубопроводов, транспортирующих пар, паровой конденсат или горячую воду путем нанесения на поврежденный участок затвердевающего материала и установки металлической накладки, повторяющей радиус поврежденной трубы, в качестве металлической накладки устанавливают полумуфту, имеющую на внутренней поверхности гнездо глубиной не менее 5 мм и диаметром, не менее чем на 10 мм превышающим размер повреждения трубы, кольцевую канавку по периметру размером не менее 3•3 мм и два штуцера - центральный, который соединен с гнездом полумуфты, и торцевой, соединенный с кольцевой канавкой, совмещают место локального повреждения с центральным штуцером, выдерживают время, необходимое для прогрева полумуфты до температуры трубопровода, заполняют через торцевой штуцер термоотверждаемым герметиком кольцевую канавку по периметру, выдерживают время для отверждения герметика, локализуя зону повреждения, а затем через центральный штуцер под давлением выше давления транспортируемого продукта в зону повреждения нагнетают рассчитанное количество термоотверждаемого герметика для полного заполнения локализованного пространства между полумуфтой и поврежденной трубой.
В качестве термоотверждаемого герметика могут быть использованы герметики на основе акриловых или аллиловых мономеров, содержащих карборановые, малеинатные, изоциануратные, фталатные, кремнийсодержащие и другие фрагменты, повышающие термическую стойкость мономеров. В качестве катализаторов отверждения - соединения, генерирующие радикалы при воздействии температуры, например пероксиды, азосоединения.
Преимущества предложенного изобретением способа будут ясны из примера ремонта действующего трубопровода, по которому транспортируется насыщенный водяной пар с давлением P=1,6 МПа (16 кгс/см2) и температурой t=200oC, имеющего локальное повреждение в виде свища размером отверстия овальной формы, близкой к диаметру 2,5 мм.
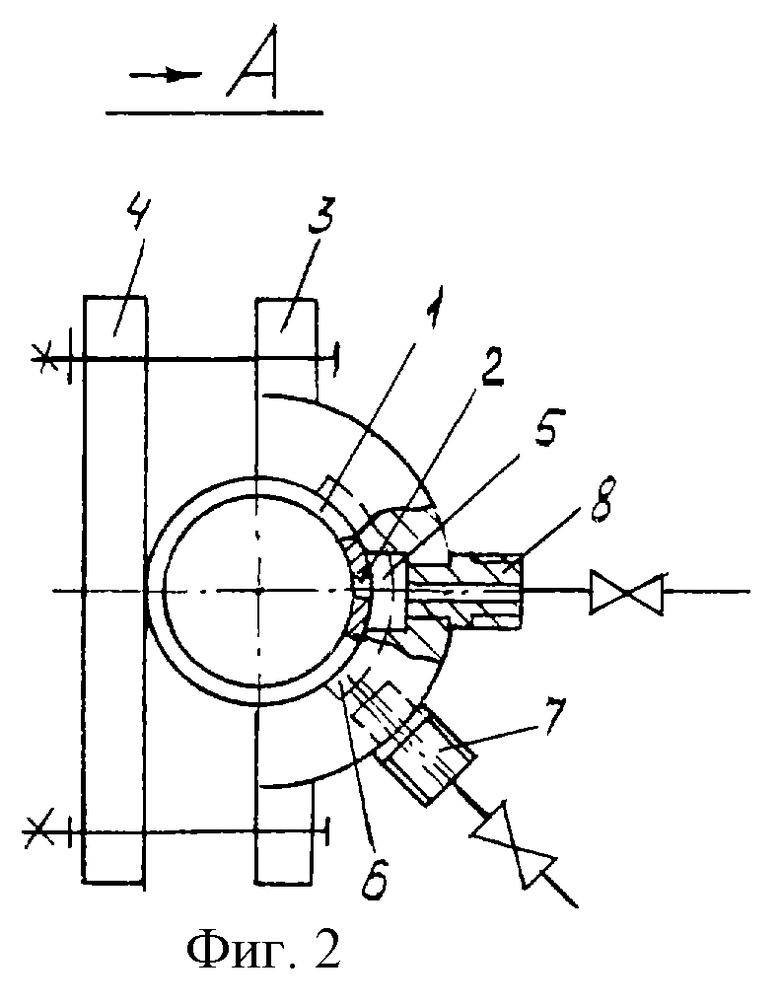
Способ ремонта поясняется чертежами, где на фиг.1 показана часть трубопровода с собранной в зоне повреждения полумуфтой; на фиг.2 показал вид А фиг. 1, уточняющий положение полумуфты на трубопроводе и расположение штуцеров с кранами; на фиг.3 представлено сечение Б-Б фиг.1, показывающее локализованное пространство между полумуфтой и поврежденной трубой, заполненное отвержденным герметиком.
Способ осуществляется следующим образом
Трубопровод 1, имеющий локальное повреждение в виде свища 2 ⊘2,5 мм, освобождается от влаго- и теплоизоляции на участке длиной, необходимой для размещения полумуфты рядом с повреждением. Дополнительной подготовки поверхности трубы по ее очистке, обезжириванию и т.д. не требуется. Полумуфта 3, повторяющая радиус поврежденной трубы, соединена болтами (шпильками) с опорной планкой 4 (см. фиг.2). Крепление полумуфты 3 на поврежденной трубе может быть выполнено также в виде ответной полумуфты, хомутами или другими приспособлениями, обеспечивающими плотное прижатие полумуфты к поверхности поврежденной трубы. На внутренней поверхности полумуфты 3 имеется гнездо 5 глубиной 5 мм и диаметром 12,5 мм, то есть перекрывающее свищ на 5 мм с каждой стороны. Вокруг гнезда 5 на расстоянии 10 мм по периметру для образования удерживающего давление промежутка вокруг поврежденного участка трубы выполнена кольцевая канавка 6 размером 3•3 мм, соединенная штуцером 7 с краном. Гнездо 5 соединяется со штуцером 8. Собранную полумуфту перемещают вдоль трубы, совмещают гнездо 5 и отверстие в штуцере 8 со свищем 2 так, чтобы струя пара под давлением транспортировки пара, т.е. при Р=1,6 МПа (16 кгс/см2), свободно истекала через штуцер и открытый кран. Полумуфта 3 и опорная планка 4 стягиваются болтами (шпильками). Выдерживают время, необходимое для прогрева полумуфты 3 до температуры более 90oС. К крану штуцера 7 подсоединяется дозатор (на чертеже не показан) и производят нагнетание термоотверждающего герметика, например герметизирующую композицию Унигерм-100 (ТУ 2257-285-00208947-98) в кольцевую канавку 6. Благодаря своей хорошей пластичности герметик заполняет канал, образованный кольцевой канавкой 6 и поверхностью трубы, и все неровности на поверхности трубы. Прекращение истечения пара по периметру полумуфты свидетельствует о полном заполнении канала герметиком и локализации зоны повреждения. Кран на штуцере 7 перекрывают, выдерживают 3-5 минут до полного термоотверждения, после чего закрывают кран на штуцере 8. Дозатор отсоединяют от крана штуцера 7 и подсоединяют к крану штуцера 8, после чего открывается кран штуцера 8 и производится нагнетание герметика Унигерм-100 в камеру, образованную гнездом 5 и поверхностью поврежденной трубы, под давлением больше давления в трубопроводе на 1,0-1,5 МПа (10-15 кгс/см2). Объем нагнетаемого герметика заранее рассчитывается по объему камеры и контролируется по шкале дозатора. После окончания нагнетания герметика кран на штуцере 8 закрывают. Выдерживают 5 мин. Под действием температуры герметик полимеризуется, образуя полимерную "заклепку", которая надежно перекрывает канал свища. Дозатор и краны с полумуфты снимаются. Полумуфта, удерживающая заклепку в свище трубопровода, остается на трубопроводе до текущего ремонта.
Аналогичным способом осуществляется ремонт локальных повреждений в виде коррозионных кратеров и механических повреждений, в результате которых образовалось утоньшение стенки трубопровода без пропуска пара.
Предложенный способ ремонта локальных повреждений трубопровода был использован при ремонте паропроводов на Калининской атомной электростанции (Тверская область), на "Заводе окиси этилена и гликолей" ОАО "Сибур-Нефтехим" (г. Дзержинск Нижегородской области) и на опытном заводе ФГУП "НИИ полимеров" (г. Дзержинск Нижегородской области).
Результаты использования показали, что предлагаемый по изобретению способ ремонта позволяет в кратчайшие сроки восстановить несущую способность трубопровода без остановки подачи и снижения рабочих параметров транспортируемого пара, уменьшает затраты на ремонт. Дальнейшая эксплуатация паропроводов показала надежность предлагаемого способа ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ЛОКАЛЬНЫХ ПОВРЕЖДЕНИЙ ТРУБОПРОВОДОВ | 2001 |
|
RU2213289C2 |
| КЛЕЕВАЯ ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2001 |
|
RU2188840C1 |
| ТЕРМООТВЕРЖДАЕМАЯ ГЕРМЕТИЗИРУЮЩАЯ КОМПОЗИЦИЯ ДЛЯ РЕМОНТА ПАРОПРОВОДОВ | 2007 |
|
RU2327723C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2008 |
|
RU2381409C1 |
| СПОСОБ УСТРАНЕНИЯ ПРОТЕЧЕК В ТРУБОПРОВОДАХ ПОД ДАВЛЕНИЕМ | 2022 |
|
RU2798175C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2008 |
|
RU2375632C1 |
| ПЛАСТИЗОЛЬ НА ОСНОВЕ ПОЛИВИНИЛХЛОРИДА ИЛИ СОПОЛИМЕРА ВИНИЛХЛОРИДА С ВИНИЛАЦЕТАТОМ | 2002 |
|
RU2214438C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ПОЛИМЕРНЫХ СЛОИСТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151697C1 |
| ЭПОКСИДНАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2184131C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2006 |
|
RU2314453C1 |

Изобретение относится к строительству и используется при ремонте локальных повреждений трубопроводов, транспортирующих пар, паровой конденсат или горячую воду. Наносят на поврежденный участок трубопровода затвердевающий материал и устанавливают металлическую накладку, повторяющую радиус повреждения трубы. В качестве металлической накладки используют полумуфту, имеющую на внутренней поверхности гнездо глубиной не менее 5 мм и диаметром, не менее чем на 10 мм превышающим размер повреждения трубы, кольцевую канавку по периметру размером не менее 3•3 мм и два штуцера - центральный, который соединен с гнездом полумуфты, и торцевой, соединенный с кольцевой канавкой. Совмещают место локального повреждения трубы с центральным штуцером и выдерживают время, необходимое для прогрева полумуфты до температуры трубопровода. Через торцевой штуцер заполняют термоотверждаемым герметиком кольцевую канавку по периметру и выдерживают время для отверждения герметика, локализуя зону повреждения. Через центральный штуцер под давлением выше давления транспортируемого продукта в зону повреждения нагнетают расчетное количество термоотверждаемого герметика для полного заполнения локализованного пространства между полумуфтой и поврежденной трубой. Повышает надежность и безопасность ремонтных работ на действующем трубопроводе. 3 ил.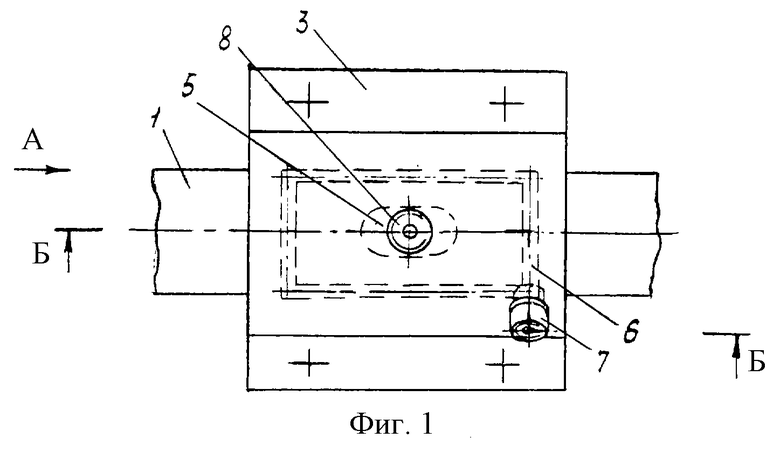
Способ ремонта локальных повреждений трубопроводов, транспортирующих пар, паровой конденсат или горячую воду, путем нанесения на поврежденный участок затвердевающего материала и установки металлической накладки, повторяющей радиус повреждения трубы, отличающийся тем, что в качестве металлической накладки устанавливают полумуфту, имеющую на внутренней поверхности гнездо глубиной не менее 5 мм и диаметром, не менее чем на 10 мм превышающим размер повреждения трубы, кольцевую канавку по периметру размером не менее 3•3 мм и два штуцера - центральный, который соединен с гнездом полумуфты, и торцевой, соединенный с кольцевой канавкой, совмещают место локального повреждения трубы с центральным штуцером, выдерживают время, необходимое для прогрева полумуфты до температуры трубопровода, заполняют через торцевой штуцер термоотверждаемым герметиком кольцевую канавку по периметру, выдерживают время для отверждения герметика, локализуя зону повреждения, а затем через центральный штуцер под давлением выше давления транспортируемого продукта в зону повреждения нагнетают рассчитанное количество термоотверждаемого герметика для полного заполнения локализованного пространства между полумуфтой и поврежденной трубой.
| СПОСОБ ЗАДЕЛКИ СВИЩЕЙ В ТРУБОПРОВОДАХ | 1996 |
|
RU2110728C1 |
| СПОСОБ РЕМОНТА ЛОКАЛЬНЫХ ПОВРЕЖДЕНИЙ ТРУБОПРОВОДОВ | 1993 |
|
RU2104439C1 |
| RU 2063574 C1, 10.07.1996 | |||
| ХОЛОДНОЭМИССИОННЫЙ КАТОД И ПЛОСКИЙ ДИСПЛЕЙ | 2000 |
|
RU2210134C2 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |

