Изобретение относится к области строительства трубопроводов из пластмассовых, например полиэтиленовых труб.
Известен способ соединения пластмассовых армированных труб с применением металлических винтовых муфт и уплотнительных колец, устанавливаемых между торцами труб [1. Патент Франции 2728049, МКИ 7 F 16 L 15/08, 1995].
Способ не обеспечивает надежной герметизации торцов труб, что ведет к отслоению армирующего слоя от пластмассовых и, как следствие, к нарушению герметичности трубопроводов.
Известен способ соединения пластмассовых армированных труб с применением армированных пластмассовых муфт, которые закладным электронагревательным элементом (электроспиралью) сваривают с каждой из соединяемых в плеть труб [2. Свидетельство РФ 13078, МКИ 7 F 16 L 47/00, 1999].
Этот способ также не обеспечивает герметизацию торцов труб. При высоком давлении в трубопроводе трубы несколько раздуваются, при этом входящие в муфту концы труб прогибаются и уплотнение теряет герметичность. Нарушение герметичности в муфтовом соединении происходит и при изгибе трубопроводов.
Наиболее близким к заявляемому техническому решению является способ соединения армированных труб из термопластов. Способ предусматривает стыковую сварку труб с вытеснением наружу армирующих слоев. После стыковой сварки на место полученного шва устанавливают муфту с электроспиралью и сваривают ее с трубами [3. Патент РФ 2115057, МКИ 6 F 16 L 47/02, В 29 С 65/20, 1994].
Частичное или полное вытеснение наружу армирующего слоя ослабляет соединение труб. Кроме того, возможное нарушение герметичности сварного соединения труб с муфтой, например, по электроспирали приведет к разгерметизации выходящего наружу армирующего слоя.
Технической задачей, стоящей перед изобретением, является обеспечение герметичности соединения труб и предотвращение возможности разрушения армирующего слоя труб в месте их соединения.
Поставленная задача решается тем, что при соединении пластмассовых армированных труб путем сварки встык торцов труб и сварки зоны стыкового шва с армированной пластмассовой муфтой, предварительно в торцах труб выполняют кольцевые проточки для выборки армирующего слоя или торцы труб капсулируют, покрывая слоем пластмассы.
Трубы между собой и с муфтой сваривают электроспиралью, установленной в муфте, или в трубах, или в промежуточной тонкостенной пластмассовой втулке, размещаемой между трубами и муфтой.
Для повышения прочности соединения на муфту устанавливают бандажные кольца, например, в виде зафиксированной обмотки из армирующей ленты.
Изобретение поясняется чертежами, где на фиг.1-14 показаны варианты соединения пластмассовых армированных труб сваркой по предлагаемому способу.
По предлагаемому способу можно соединять пластмассовые, например полиэтиленовые трубы, армированные высокопрочными полиамидными, арамидными и другими волокнами.
Предусматриваются различные варианты соединения труб путем одновременной сварки их с муфтой и встык.
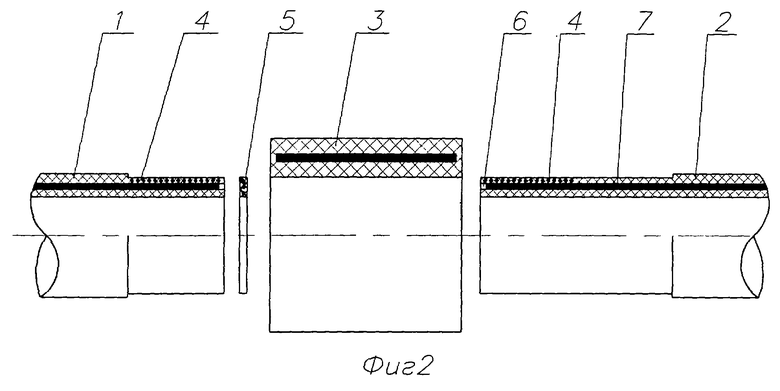
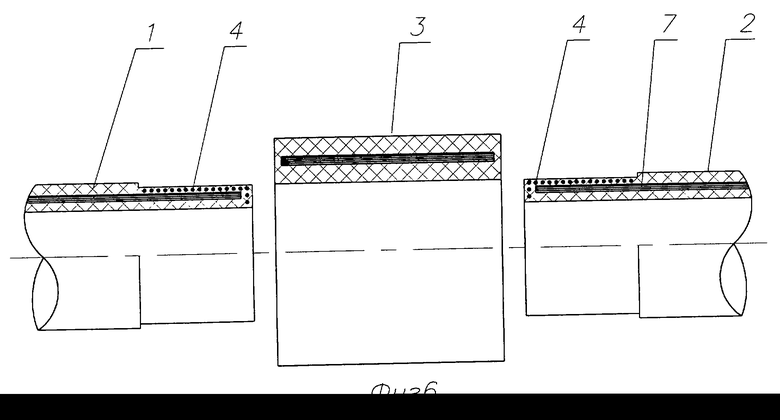
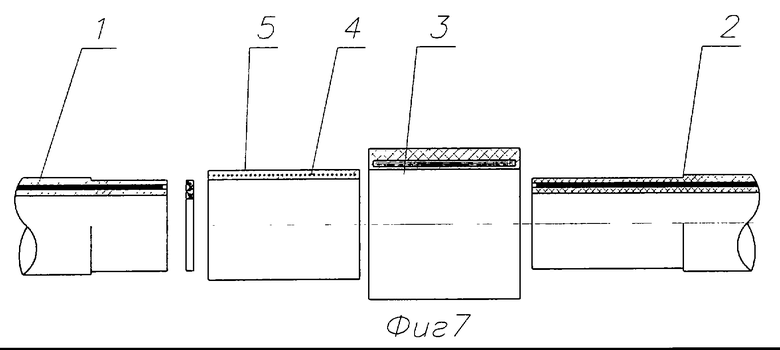
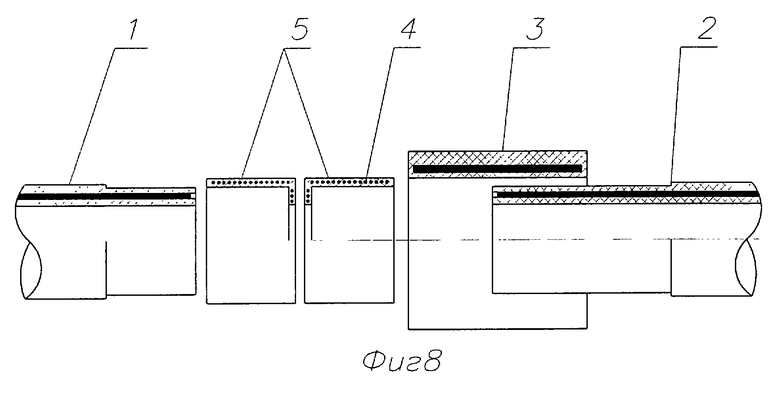
Наиболее простой вариант сварки армированных труб (фиг.1, 1a) заключается в том, что трубы 1 и 2 сваривают с использованием известной технологии сварки полиэтиленовых труб муфтой 3, в которую навита электроспираль 4, но при этом между торцами соединяемых труб также устанавливают электроспираль, вмурованную в плоское полиэтиленовое кольцо 5. После подготовки и установки труб и в сварочный аппарат спирали подключают к источнику электропитания с одновременным прижимом торцов труб. После разогрева контактных зон до температуры плавления питание отключают, а соединение выдерживают до охлаждения до заданной температуры, что обеспечивает надежность и герметичность соединения. Электроспираль может быть навита не на внутреннюю поверхность муфты, а на концы труб (фиг.2).
Варианты одновременной сварки труб с муфтой и встык могут быть следующими.
Вариант 1. С применением нагревательных инструментов - дорна и гильзы [2] разогревают контактные поверхности муфты и труб, одновременно разогревают и торцы труб. Трубы вставляют в муфту, поджимают друг к другу и удерживают до получения надежного сварного соединения.
Вариант 2. Муфту с электроспиралью надевают на одну из труб, после чего разогревают торцы труб и быстро сводят их, тут же надвигают муфту на место стыка, поджимают трубы друг к другу и подключают к источнику питания электроспираль муфты.
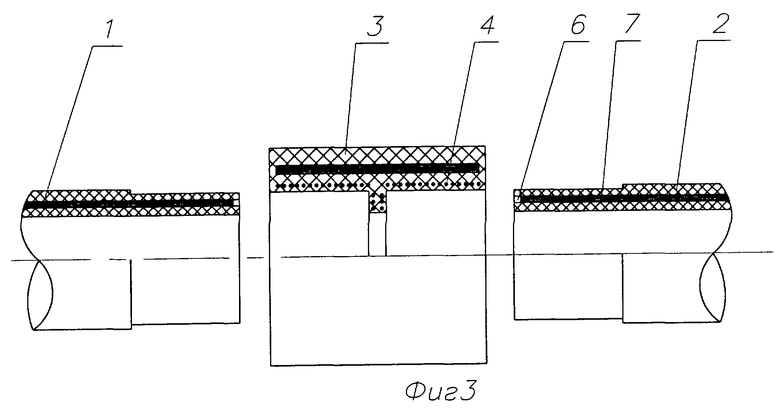
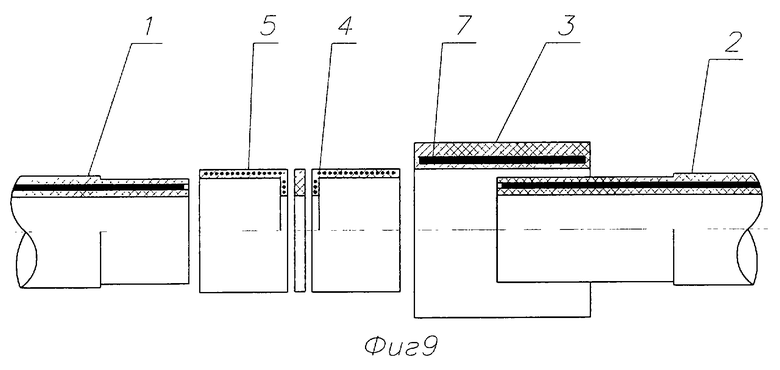
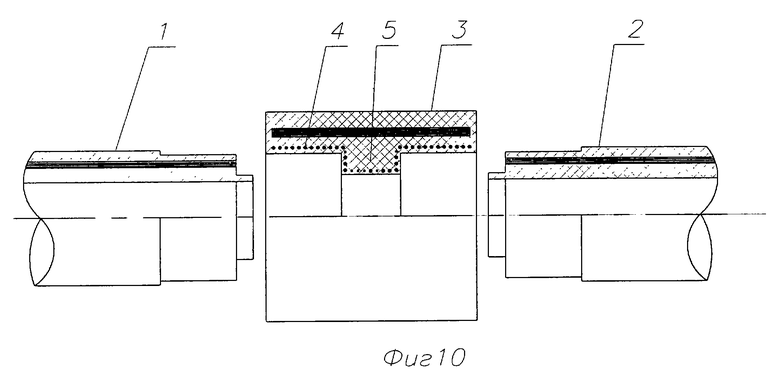
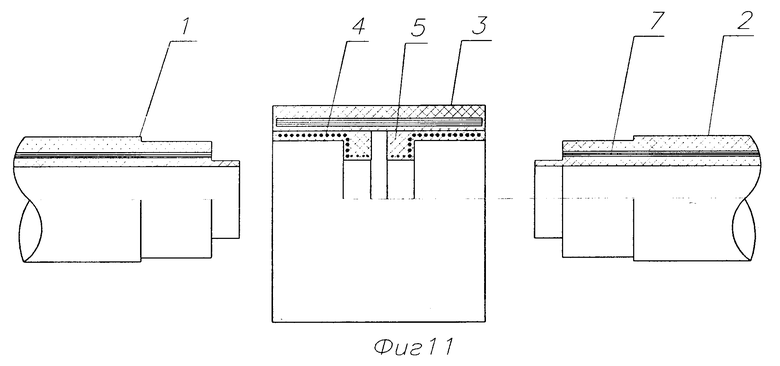
Вариант 3. Предварительно в торцах труб делают кольцевые проточки 6, выбирая при этом армирующий слой 7 (фиг.1, 2 и 3). При сварке в кольцевую выборку затекает полиэтилен и повышает герметичность армирующего слоя соединенных труб.
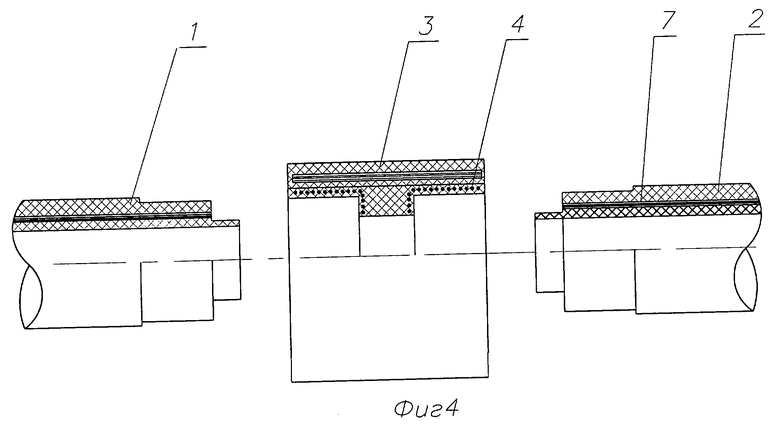
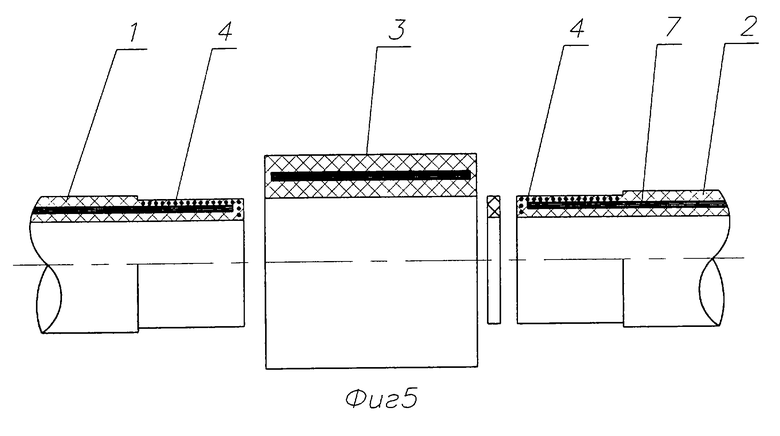
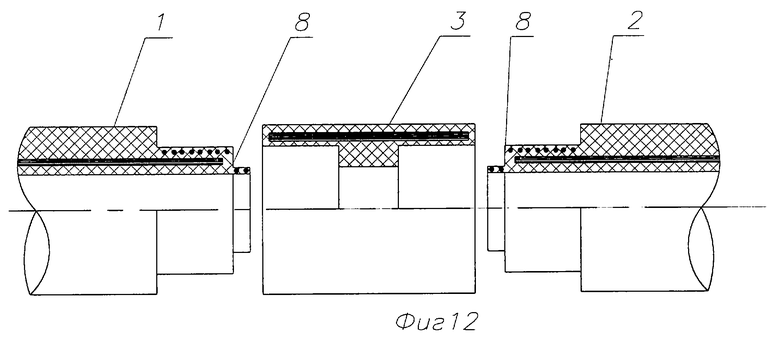
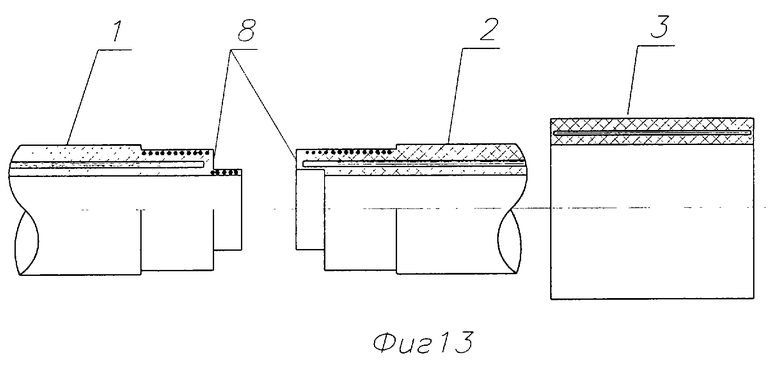
Вариант 4. Торцы труб предварительно капсулируют (фиг.4 и 5), покрывая слоем 8 пластмассы, что повышает герметичность армирующего слоя соединенных труб.
Сварку можно вести не только с применением электроспиралей 4, размещенных на внутренней поверхности муфты (фиг.1, 3 и 6) или на внешней поверхности труб и их торцах (фиг.7 и 8), а также с использованием спиралей, замурованных в промежуточные тонкостенные пластмассовые втулки (кольца) 5, устанавливаемые между трубами и муфтой (фиг.9, 10, 11, 12 и 13).
Для увеличения контактной поверхности концы труб выполняют ступенчатыми и сваривают их внахлест (фиг.13).
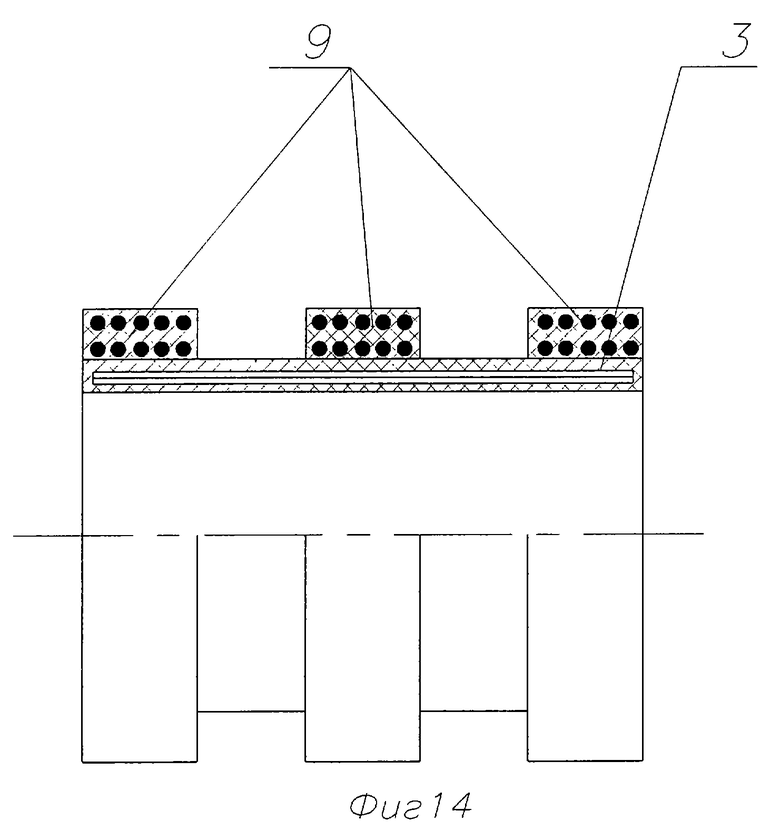
По окончании сварки на муфту могут быть установлены бандажные кольца, например, в виде зафиксированной обмотки из армирующей ленты 9 (фиг.14).
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ПЛАСТМАССОВЫХ АРМИРОВАННЫХ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2001 |
|
RU2202727C1 |
| СПОСОБ СОЕДИНЕНИЯ ПЛАСТМАССОВЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2243096C2 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| СПОСОБ ЧУЙКО ПРОТИВОКОРРОЗИЙНОЙ ЗАЩИТЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2552627C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2263244C1 |
| СПОСОБ СОЕДИНЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И ТРУБЫ, СОЕДИНЕННЫЕ ЭТИМ СПОСОБОМ | 1994 |
|
RU2115057C1 |
| Стыковое соединение предварительно изолированных труб или фасонных изделий | 2015 |
|
RU2611216C1 |
| СОЕДИНЕНИЕ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2245481C1 |
| Стыковое соединение изолированных труб или фасонных изделий | 2015 |
|
RU2611549C1 |
Изобретение относится к строительству трубопроводов из пластмассовых, например полиэтиленовых, труб. Способ соединения пластмассовых армированных труб включает сварку встык торцов труб и сварку зоны стыкового шва с армированной пластмассовой муфтой. Предварительно в торцах труб выполняют кольцевые проточки для выборки армирующего слоя или торцы труб капсулируют, покрывая слоем пластмассы. Кроме того, трубы между собой и с муфтой сваривают электроспиралью, установленной в муфте, или в трубах, или в промежуточной тонкостенной пластмассовой втулке, размещаемой между трубами и муфтой. На муфту устанавливают бандажные кольца в виде зафиксированной обмотки из армирующей ленты. Изобретение обеспечивает герметичность соединения труб и предотвращение возможности разрушения армирующего слоя труб в месте их соединения. 2 з.п. ф-лы, 15 ил.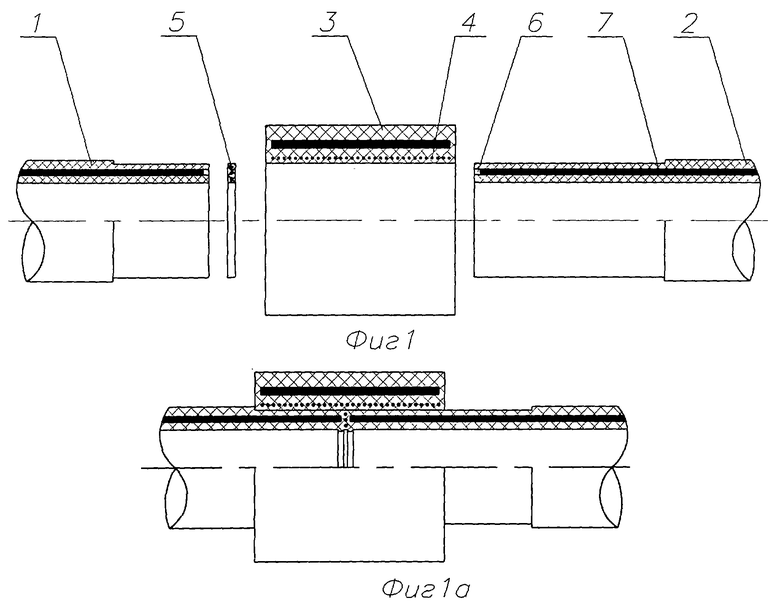
| СПОСОБ СОЕДИНЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И ТРУБЫ, СОЕДИНЕННЫЕ ЭТИМ СПОСОБОМ | 1994 |
|
RU2115057C1 |
| СКВАЖИННЫЙ ФИЛЬТР, ПРЕДОТВРАЩАЮЩИЙ ОТЛОЖЕНИЕ АСФАЛЬТОСМОЛИСТЫХ И ПАРАФИНОГИДРАТНЫХ СОЕДИНЕНИЙ | 2007 |
|
RU2347892C2 |
| СПОСОБ И УСТРОЙСТВО ПРИМЕНЕНИЯ АНТЕННЫХ ПАНЕЛЕЙ И НОСИТЕЛЬ ДАННЫХ | 2019 |
|
RU2786429C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АРМИРОВАННЫХ ПЛАСТМАССОВЫХ ТРУБ | 1995 |
|
RU2094690C1 |
| US 4906313 А, 06.03.1990 | |||
| DE 19636291 A1, 12.03.1998. | |||

