Изобретение относится к области строительства и реконструкции трубопроводного транспорта, используемого в теплоэнергетике, ЖКХ, нефтегазовой промышленности и предназначено для обеспечения гидравлической и механической защиты изоляции в неразъемных стыковых соединениях систем трубопроводов, например, в тепло-гидроизолированных.
Известно техническое решение по патенту RU 2513861 от 20.04.2012, предназначенное для создания равнопрочного соединения трубчатых конструкций и трубопроводов из разнородных материалов, и представляет собой цельный отрезок трубы, соответствующий конфигурации (профилю) соединяемых конструкций, выполненных из модифицированных реактопластов, где согласно изобретению муфта выполнена из стекло-, органо- или углеволокна и модифицированного реактопласта методом намотки по всей длине муфты с одинаковым углом намотки для соединения трубчатых конструкций, трубопроводов из одного материала или с разными углами намотки для указанных соединений из разнородных материалов.
Известное устройство является нетехнологичным ввиду выполнения обязательных условий при соединении, т.е. соблюдения одинаковых углов намотки из одного материала и/или разных углов намотки при выполнении соединения из разнородных материалов, а также наличием кольцевого переходника, выполненного с увеличенным углом намотки.
Известно техническое решение по патенту RU 2341717 от 16.05.2007, согласно которому термоусаживающаяся муфта представляет собой кожух, выполненный из сшитого полиэтилена на всей длине, состоящий из усаживаемых концов с толщиной h и средней части с толщиной Н, при этом кожух сформирован из усаживаемого листа в ряд слоев, а слои кожуха соединены посредством клея.
Недостатками известного устройства является сложность и низкая надежность конструкции выполненной из листового материала, который в свою очередь состоит из наборного ряда слоев, соединенных посредством клея. Вследствие работы и контакта муфты с окружающей средой, например с грунтом, края наборного ряда листов за счет сил трения отгибаются, что приводит к разъединению конструкции на отдельные листовые элементы и разгерметизации всего узла.
Известно техническое решение по патенту US 5869153 (А) - 1999-02-09, МПК В29K 105/02, В29С 61/06, В29K 105/16, В29K 105/32, согласно которому, используется полое изделие цилиндрической формы, содержащее, по крайней мере, одну прозрачную часть и одну непрозрачную часть, при этом прозрачная часть представлена в виде одной или нескольких полос и изготавливается методами формовки или экструзии из полимерного материала, обладающего памятью формы.
Известное устройство является нетехнологичным ввиду наличия прозрачной и непрозрачных частей в конструкции, использовании двух материалов (прозрачного и непрозрачного), что вызывает необходимость в применении специализированного, дорогостоящего оборудования при производстве изделия. Наличие в конструкции непрозрачной части не позволяет визуализировать процессы, происходящие под данной частью муфты, например, как происходит активация адгезионного материала и/или увидеть дефекты, связанные с технологией термоусадки (недогрев/перегрев), визуализацию внутреннего размещения соединяемых изделий согласно требований и нормативов, отсутствует возможность быстрого выявления ошибок для проведения ремонта на месте и т.д.
Наиболее близким аналогом заявляемой конструкции, является решение, описанное в заявке ЕР 0114660 от 01.08.1984, МПК F16L 59/20, В29С 44/12, и представляющее собой полую прозрачную муфту, выполненную из прозрачного материала, используемую при соединении двух предварительно изолированных труб. Прозрачная муфта дает возможность, без использования специального оборудования, такого как ультразвуковой прибор, визуально обнаружить дефекты, например, в виде пузырьков или пустот, которые могут образоваться в изолирующем материале. Своевременное обнаружение дефектов позволяет устранять их путем сверления отверстий в муфте с последующим заполнением пустот изоляционным материалом через просверленные отверстия.
Недостатками наиболее близкого аналога является, во-первых, разность в диаметрах соединяемых труб и муфты, а именно больший диаметр муфты и меньший диаметр или размер изделий, за счет чего обеспечивается наличие зазора между соединяемыми изделиями, что требует дополнительной герметизации термоусадочными кольцами. При этом у самой муфты отсутствуют термоусадочные свойства, т.е. эффект памяти формы.
Во-вторых, недостатком ближайшего аналога является то, что при его использовании можно контролировать только процесс образования теплоизолирующего слоя, но при этом отсутствует возможность контроля процесса термоусадки муфты, обеспечивающего герметичность соединения.
Этот момент очень важен, поскольку при возникновении дефектов в месте соединения муфты и труб возможно проникновение влаги именно через место соединения муфты с предварительно изолированной трубой. Срок эксплуатации и долговечность соединения существенно снижаются, что ухудшает эксплуатационные свойства всего трубопровода в целом.
Заявленное изобретение относится к этапу герметизации стыков систем трубопроводов, монтируемых из предварительно изолированных труб. Предварительно изолированная труба состоит из стальной (или полимерной) внутренней рабочей трубы (далее - рабочая труба) с центрирующими опорами, внешней трубы-оболочки (далее - труба-оболочка), системы оперативно дистанционного контроля (далее СОДК) и слоя изоляции, например, из слоя пенополиуретана, полученного из вспенивающихся компонентов. Оба конца рабочей трубы выступают за пределы трубы-оболочки и слоя изоляции, т.е. они не изолированы, что необходимо для будущей сварки (технологический отступ), и над этим участком после сварки рабочих труб устанавливается муфта, свободное пространство под которой также заполняется вспенивающейся композицией для образования слоя изоляции.
Задачей, решаемой изобретением, является обеспечение надежности гидравлической и механической защиты соединений стыков предварительно изолированных труб, обеспечение возможности визуального неразрушающего контроля неразъемного соединения муфта - труба-оболочка на различных стадиях формирования соединения (термоусадка, герметизация, формирование и полимеризация слоя изоляции).
Повышение надежности трубопроводов, в пределах слабых мест, каковыми являются стыковые соединения, положительным образом влияют на технические характеристики трубопроводов, увеличивают срок эксплуатации, тем самым снижая эксплуатационные расходы на обслуживание, проведение ремонтных, профилактических работ и прочие расходы по сервисному обслуживанию. Несмотря на многообразие муфт, предлагаемых в настоящее время различными производителями, и предназначенных для изоляции стыков, общей их чертой остается то, что герметизацию стыков предварительно изолированных труб проводят адгезионными материала темного цвета, что не позволяет получить визуализацию процессов. Даже при использовании светопроницаемой муфты, позволяющей следить за формированием слоя изоляции, отсутствует возможность контроля за образованием соединения «муфта - труба-оболочка» при использовании клеевого соединения, так как в ближайшем аналоге муфта не является термоусаживаемой, поэтому клеевой шов между муфтой и трубой-оболочкой может образоваться только после ее обжатия термоусаживаемыми кольцами, перекрывающими обзор места образования клеевого шва. В другом аналоге муфта имеет прозрачные продольные полосы, чередующиеся с непрозрачными, что также не позволяет использовать ее для визуализации образования кольцевого шва. Отсутствие возможности контроля существенно влияет на надежность герметизации стыка предварительно изолированных труб и эксплуатационные свойства всего трубопровода.
Поставленная задача решается использованием термоусаживаемой муфты, полностью выполненной из светопроницаемого материала (прозрачного, полупрозрачного) с памятью формы, позволяющей проводить визуальный и неразрушающий контроль клеевого соединения между муфтой и трубой-оболочкой за счет светопроницаемости материала муфты, через которую видны места образования неразъемного соединения муфты и труб-оболочек предварительно изолированных труб, при этом клеевое соединение образуется за счет адгезивного материала, имеющего цвет, отличный от цвета труб-оболочек.
В заявленном изобретении предлагается использовать муфту, представляющую собой полый цилиндр из светопроницаемой пластмассы, например, из полиолефинов, с эффектом памяти формы (термоусаживаемая муфта), длиной, достаточной для охвата изолируемого участка (места стыка) с напусками для обхвата соединяемых элементов - труб-оболочек двух смежных предварительно изолированных труб.
Использование термоусаживаемой муфты, полностью выполненной из светопроницаемой пластмассы с памятью формы, для гидравлической и механической защиты соединений стыков предварительно изолированных труб, в отличие от существующих аналогов, позволяет получить визуальный неразрушающий контроль, например, с использованием лупы, что становится возможным благодаря сочетанию в одном изделии (муфте) термоусадочных свойств и светопроницаемости, а также использовании контрастного, яркого по цвету адгезионного материала (или просто иного цвета по сравнению с цветом трубы-оболочки). При этом в случае обнаружения исполнителем работ дефектов, связанных с активацией и распределением адгезионного материала, имеется возможность исправить дефект, т.е. провести оперативный ремонт.
Дополнительно светопроницаемая муфта может иметь не менее одного технологического отверстия для подачи компонентов изолирующего материала, выхода воздуха и газов реакции, а ее внутренняя поверхность может быть частично или полностью покрыта адгезивным материалом. Преимущественно муфта имеет круглое сечение, а ее длина лежит в пределах от 0,1 м до 1 м.
Технический результат, достигаемый изобретением, заключается в сохранении свойств и характеристик изоляции в местах стыковых соединений в течение длительного периода времени и увеличении срока эксплуатации стыка и соответственно трубопроводных систем за счет образования надежного герметичного соединения «термоусаживаемая муфта - труба-оболочка», что обусловлено следующим:
1) при сохранении возможности визуального контроля за образованием слоя изоляции дополнительно обеспечивается возможность создания и визуального неразрушающего контроля неразъемного клеевого соединения «термоусаживаемая муфта - труба-оболочка»;
2) повышается уровень качества соединения муфта - труба-оболочка, вследствие визуализации процессов расположения муфты, размещения и активации адгезионного материала (дефекты соединения выявляются и устраняются на стадии образования клеевого шва), т.е. в случае необходимости проводится незамедлительный ремонт дефектных мест;
3) сокращается технологический процесс герметизации за счет исключения технологической операции по опрессовке стыка;
4) за счет термоусадки муфты компенсируется неравномерный зазор между муфтой и трубой-оболочкой, который возникает под действием сил тяжести на незакрепленную муфту, свободно опирающуюся на соединяемые предварительно изолированные трубы, что приводит к отсутствию зазора вверху муфты и его увеличению в нижней части муфты.
Кроме того, техническим эффектом от использования изобретения, недостижимым известными аналогами, является то, что изготовление всей термоусаживаемой муфты из светопроницаемого материала (прозрачного, полупрозрачного - матового) позволяет с использованием простейших оптических средств, например, лупы, осуществлять непрерывный визуальный неразрушающий контроль основной технологической операции «Герметизация стыка», а именно наблюдать за процессом термоусадки и качеством обжатия термоусаживаемой муфтой трубы-оболочки, обеспечивающим герметичность соединения, поведением, распределением и активацией контрастного адгезива, выявить или оценить наличие дефектов. Данный эффект недостижим при использовании технического решения - ближайшего аналога, несмотря на описанную в нем прозрачную муфту. Отсутствие у муфты термоусадочных свойств не позволяет выполнять неразъемное соединение непосредственно муфты с трубой-оболочкой, и одновременно контролировать качество образуемого шва. В ближайшем аналоге вообще не предусмотрено непосредственное соединение муфты с трубой-оболочкой с использованием средств иных, чем внешнее обжатие муфты.
Дополнительными преимуществами использования пластмассовых светопроницаемых муфт являются: предотвращение недостаточного /или избыточного расплавления адгезионного материала.
Оптимальная длина предлагаемой муфты для разных типов теплоизолированных трубопроводов лежит в пределах от 0,1 м до 1 м.
В качестве материалов для муфты преимущественно выступают светопроницаемые пластмассы с эффектом памяти формы, в том числе сетчатые (сшитые) полимеры, например, полиэтилен, что связано с широким распространением теплоизолированных трубопроводов с гидроизоляцией в полиэтиленовой трубе-оболочке. Может также использоваться или другие светопроницаемые (прозрачные или полупрозрачные) пластмассы, позволяющие изготовить изделие с эффектом памяти формы.
Для повышения физико-механических или эксплуатационных свойств, материалы из которых производится муфта, могут быть наполненными, т.е. содержать в своей рецептуре, или в их рецептуру введены, известные наполнители, например, антистатик, нуклеатор, стабилизатор для защиты от ультрафиолетового излучения и т.д.
Заготовки для муфт производятся различными известными способами, например, экструзией, литьем под давлением, формованием и другими.
В известном из уровня техники патенте США US 5869153 A термоусаживаемая муфта для герметизации имеет прозрачные и непрозрачные участки. Однако данное техническое решение позволяет контролировать (визуализировать) только продольное расположение стыкуемых элементов, что актуально для соединения электрических кабелей. Это устройство не предназначено для герметизации и контроля качества неразъемного соединения термоусаживаемой муфты с соединяемым элементом по всей длине кольцевого клеевого шва. В заявленном изобретении термоусаживаемая муфта выполнена полностью из светопроницаемого материала, что в сочетании с выбранным цветом адгезионного материала, отличного от цвета трубы-оболочки и муфты, позволяет получить новое свойство - визуализировать (контролировать) в динамике процесс герметизации с образованием клеевого шва, тем самым обеспечить стабильное качество готового устройства на одном из начальных этапов соединения муфта - труба-оболочка и, при необходимости, скорректировать возможные дефекты.
Новое сочетание признаков, характеризующих изобретение, а именно использование светопроницаемой термоусаживаемой муфты и выбранного указанным образом цвета адгезионного материала позволяют обеспечить достижение указанного выше технического результата. Термоусаживаемая муфта позволяет за счет термоусадки образовать не только соединение с трубой-оболочкой термоусадкой за счет обжатия трубы-оболочки, но и вследствие термоусадки создать условия для выполнения клеевого без дополнительных внешних обжимающих муфту приспособлений. За счет выбранного указанным образом цвета адгезионного материала в сочетании со свойством материала муфты, таким как прозрачность или полупрозрачность (для тонкостенных муфт), и отсутствием мешающих визуализации внешних обжимающих средств производится эффективный контроль за всем процессом образования клеевого соединения муфты с трубой-оболочкой, что в совокупности обеспечивает достижение указанного выше технического результата. Кроме того, как и в ближайшем аналоге, в процессе осуществления способа можно вести текущий контроль образования теплоизоляционного слоя под муфтой.
Сущность заявляемого изобретения иллюстрируется чертежами и пояснением к ним.
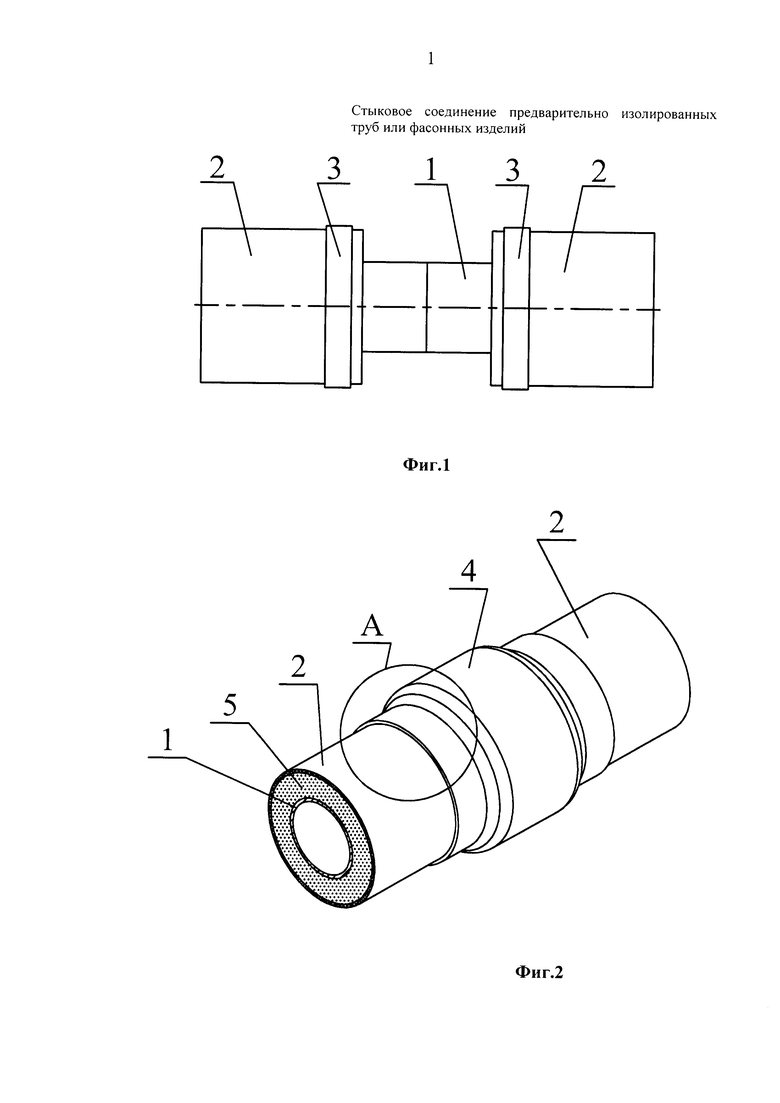
Фиг. 1 - стык трубопровода до размещения термоусаживаемой муфты; поверх трубы-оболочки установлены адгезивные ленты.
Фиг. 2 - изометрический вид стыка предварительно изолированных труб после термоусадки муфты.
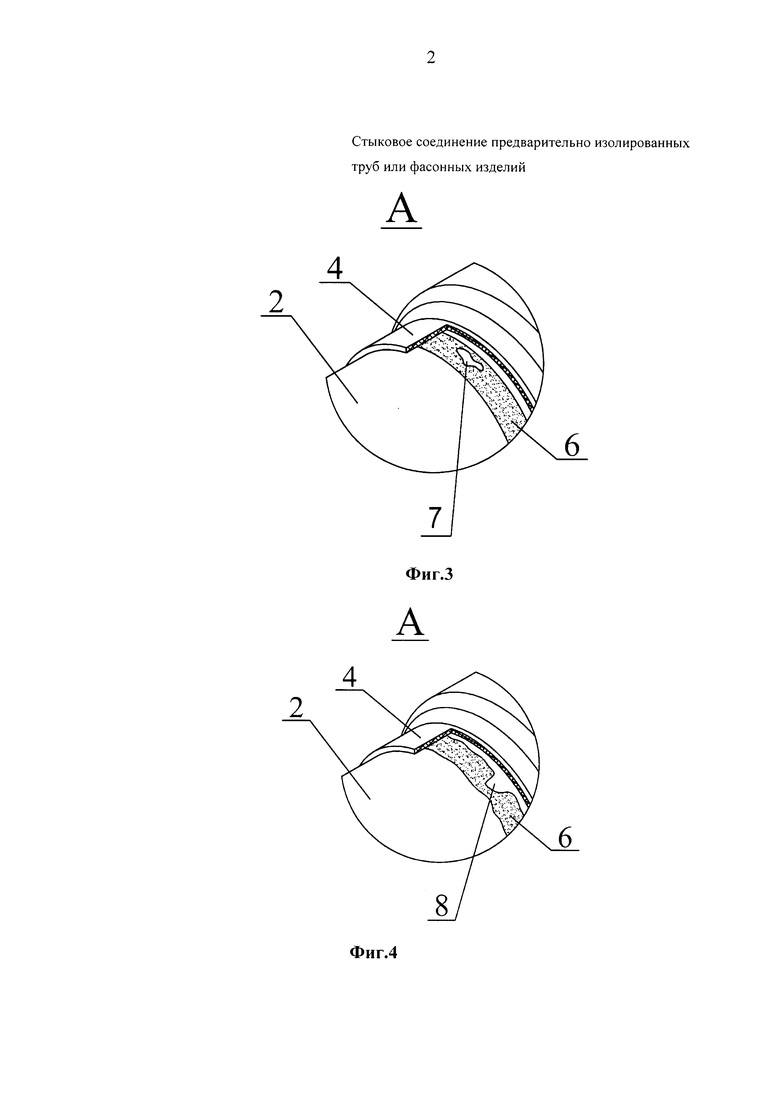
Фиг. 3-соединения термоусаживаемая «муфта - труба-оболочка» с дефектом «раковина» на адгезионном материале, местный вырез, по месту А.
Фиг. 4 - соединение «муфта-труба-оболочка» с дефектом адгезионного материала - неравномерный шов, местный вырез, по месту А.
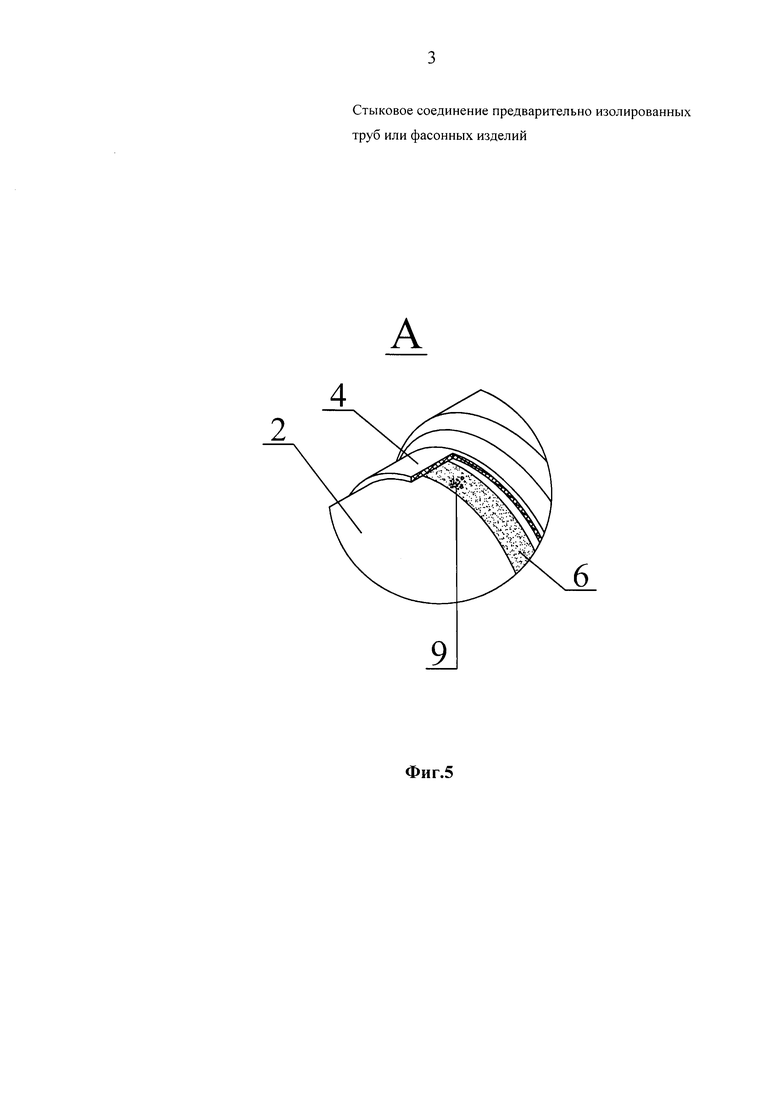
Фиг. 5 - соединения «муфта-труба-оболочка» с дефектами в виде скопления пор и инородными включениями, местный вырез, по позиции А.
На чертежах позициями обозначено:
1 - внутренняя рабочая труба;
2 - внешняя труба-оболочка;
3 - адгезионный материал;
4 - термоусаживаемая муфта, выполненная из светопроницаемой пластмассы с эффектом памяти формы;
5 - слой теплоизоляции;
6 - лента из адгезионного материала;
7 - дефект соединения «термоусаживаемая муфта - труба-оболочка» в виде «раковины»;
8 - дефект соединения «термоусаживаемая муфта - труба-оболочка» в виде неравномерного шва;
9 - дефект соединения «термоусаживаемая муфта - труба-оболочка» в виде скопления пор и инородных включений.
С целью упрощения изображений конструкции стыкового соединения предварительно изолированных труб или фасонных изделий, вспомогательные элементы, в виде центрирующих опор проводников системы мониторинга слоя изоляции (СОДК) и др., условно не показаны.
Предварительно изолированные трубы включают внутреннюю рабочую трубу 1, внешнюю трубу-оболочку 2 и слой теплоизоляции 5.
В процессе монтажа трубопровода предварительно изолированные трубы последовательно соединяют между собой. До соединения рабочих труб термоусаживаемую муфту 4 в защитном чехле, выполненную полностью или частично из светопроницаемой пластмассы с эффектом памяти формы, надевают на одну из стыкуемых предварительно изолированных труб, располагая муфту 4 с зазором поверх трубы-оболочки 2 на некотором расстоянии от места стыка. Диаметр термоусаживаемой муфты 4 до ее термоусадки может превышать диаметр внешней трубы-оболочки 2, например, на 1-50%, предпочтительно на 1-30%. Термоусаживаемая муфта 4 может быть выполнена с толщиной стенки до 23,5 мм (как правило, не более 20 мм), при этом должен быть выбран прозрачный материал, чтобы обеспечить возможность визуализации процессов, происходящих под муфтой. Если толщина стенки термоусаживаемой муфты 4 небольшая, не более 1÷10 мм, муфта может быть выполнена из белого (или иного цвета) матового материала.
Технологические отступы рабочей трубы 1 выходят за пределы трубы-оболочки 2 и слоя изоляции 5, преимущественно от 100 мм до 350 мм. Рабочие трубы 1 устанавливают встык и сваривают между собой с образованием герметичного неразъемного соединения.
Трубы-оболочки 2 и торцы слоя изоляции при этом расположены на расстоянии друг от друга, равном сумме длин технологических отступов стыкуемых рабочих труб 1.
После сварки рабочих труб 1 и подтверждения герметичности сварного шва проводятся дополнительные работы (очистка соединяемых поверхностей от грязи, обезжиривание, соединение проводников СОДК и т.д.).
Для соединения «муфта - труба-оболочка» склеиванием на подготовленные поверхности по краям труб-оболочек 2 устанавливают и фиксируют адгезионный материал 3 (обматывают по всему диаметру трубы-оболочки 2). Адгезионный материал 3 выполнен в виде ленты 6 и отличается по цвету, яркости от цвета трубы-оболочки 2. Кроме того, адгезионный материал 3 вместо расположения его на внешней трубе-оболочке 2, может быть предварительно нанесен на внутреннюю поверхность термоусаживаемой муфты 4 местно - вблизи ее торцов или по всей внутренней поверхности. Толщина адгезионного материала при любом варианте его нанесения лежит в пределах от 0,1 до 5 мм, предпочтительно не более 3 мм.
Преимущественным цветом труб-оболочек 2 является черный цвет.
Далее удаляют защитный чехол с муфты 4 и надвигают ее в рабочее положение на стык, при этом светопроницаемость муфты способствует точному ее расположению относительно зафиксированных заранее лент адгезионного материала 3. Термоусаживаемую муфту 4 располагают так, чтобы она установилась над стыкуемыми трубами-оболочками 2, над слоями адгезионного материала 3. Воздействием тепла, например, пламенем горелки, прогревают торцы внутренней поверхности муфты 4 и подплавляют адгезионный материал 3.
Одновременно подогревают наружную поверхность муфты 4 из пластмассы с памятью формы и «усаживают» ее. При этом муфта 4 в результате термоусадки плотно охватывает наружную поверхность труб-оболочек 2. Активированный нагревом адгезионный материал 3, выполненный в виде ленты или нанесенный на муфту, охваченный и обжатый за счет усилий термоусадки краями муфты 4, равномерно распределяется по соединяемой поверхности труб-оболочек 2 и термоусаживаемой муфты 4, образуя после охлаждения герметичное соединение между муфтой 4 и трубами-оболочками 2. Использование муфты 4 позволяет за счет того, что для изготовления муфты взят светопроницаемый материал, визуально, неразрушающим способом контролировать проведение процесса герметизации, а в случае обнаружения дефектов, выявленных, например, простыми средствами, например, с использованием лупы, провести ремонт неразъемного соединения между муфтой 4 и трубами-оболочками 2.
Места соединений муфты 4 с наружной поверхностью труб-оболочек 2 закрыты термоусаживаемой лентой, перекрывающей стык муфты 4 с наружной поверхностью трубы-оболочки 2 вблизи торца муфты 4. В результате соединение муфты 4 с трубой оболочкой 2 герметизируется дважды. Первый шов образован адгезионным материалом, а второй - за счет усадки термоусаживаемой ленты, препятствующей отгибу муфты по краям и, вследствие этого, защищающей клеевой шов, соединяющий муфту с трубой-оболочкой от механического воздействия внешних сил.
На фиг. 3, 4, 5 показаны возможные дефекты неразъемного соединения: термоусаживаемая муфта 4 - труба-оболочка 2, которые легко выявляются визуальным контролем в случае использования изобретения для герметизации стыка предварительно изолированных труб с применением прозрачной (полупрозрачной) муфты и адгезионного материала 3, иного по цвету по сравнению с трубой-оболочкой 2, выполненного, например, в виде ленты 6.
На фиг. 3 - показан дефект соединения термоусаживаемая муфта 4 - труба-оболочка 2 в виде «раковины» 7 на адгезионном материале 6.
На фиг. 4 показано соединение «муфта - труба-оболочка» с дефектом в виде неравномерного шва 8 на адгезионном материале 6.
На фиг. 5 показано соединение термоусаживаемая муфта 4 - труба-оболочка 2 с дефектами в виде скопления пор 11 и инородных включений на адгезионном материале 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации стыка предварительно изолированных труб с использованием термоусаживаемой муфты | 2015 |
|
RU2610980C1 |
| Способ герметизации стыка предварительно изолированных труб | 2015 |
|
RU2611218C1 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| Стыковое соединение изолированных труб или фасонных изделий | 2015 |
|
RU2611549C1 |
| Способ герметизации стыка изолированных труб | 2015 |
|
RU2611112C1 |
| Способ теплогидроизоляции стыка предварительно изолированных труб | 2020 |
|
RU2744140C1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| СПОСОБ ПРОТИВОПОЖАРНОЙ И ТЕПЛОВОЙ ИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575533C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ НАДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575522C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СВАРНЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ИЗОЛИРОВАННЫХ ТРУБ ПРИ ПОДЗЕМНОЙ ПРОКЛАДКЕ ТРУБОПРОВОДА | 2014 |
|
RU2575528C2 |
Изобретение относится к стыковому соединению предварительно изолированных труб или фасонных изделий, которое содержит соединенные между собой внутренние рабочие трубы и закрепленную внахлест на внешних трубах-оболочках муфту, выполненную из светопроницаемой пластмассы. Муфта выполнена термоусаживаемой из светопроницаемой пластмассы, а между муфтой и внешними трубами-оболочками расположен адгезионный материал, отличный по цвету от цвета трубы-оболочки. Технический результат, достигаемый изобретением, заключается в сохранении свойств и характеристик изоляции в местах стыковых соединений в течение длительного периода времени и увеличении срока эксплуатации стыка и соответственно трубопроводных систем, за счет образования надежного герметичного соединения «термоусаживаемая муфта - труба-оболочка». 9 з.п. ф-лы, 5 ил.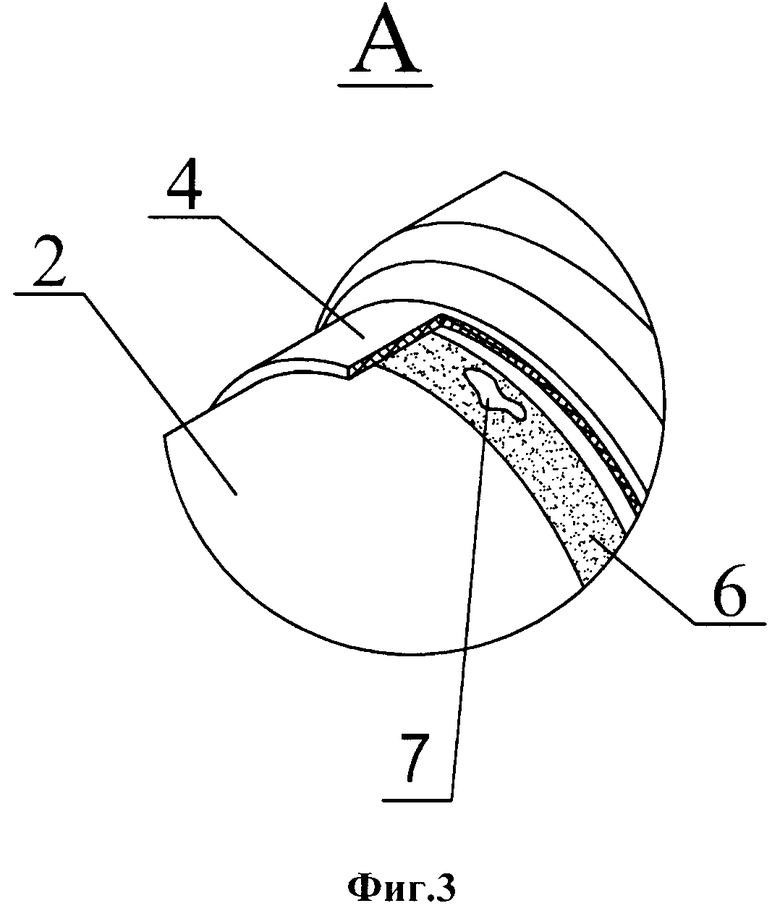
1. Стыковое соединение предварительно изолированных труб или фасонных изделий, включающее соединенные между собой внутренние рабочие трубы и закрепленную внахлест на внешних трубах-оболочках муфту, выполненную из светопроницаемой пластмассы, отличающееся тем, что муфта выполнена термоусаживаемой из светопроницаемой пластмассы, при этом между муфтой и внешними трубами-оболочками соединяемых предварительно изолированных труб расположен адгезионный материал, отличный по цвету от цвета трубы-оболочки.
2. Стыковое соединение по п. 1, отличающееся тем, что адгезионный материал выполнен в виде ленты, обернутой вокруг внешней трубы-оболочки.
3. Стыковое соединение по п. 1, отличающееся тем, что адгезионный материал предварительно нанесен на внутреннюю поверхность термоусаживаемой муфты вблизи ее торцов или на всю внутреннюю поверхность термоусаживаемой муфты.
4. Стыковое соединение по п. 1, отличающееся тем, что места соединений термоусаживаемой муфты с наружной поверхностью труб-оболочек закрыты термоусаживаемой лентой, перекрывающей стык термоусаживаемой муфты с наружной поверхностью внешней трубы-оболочки вблизи торца термоусаживаемой муфты.
5. Стыковое соединение по п. 1, отличающееся тем, что термоусаживаемая муфта из светопроницаемой пластмассы с толщиной стенки в 1÷23,5 мм выполнена прозрачной.
6. Стыковое соединение по п. 1, отличающееся тем, что термоусаживаемая муфта из светопроницаемой пластмассы с толщиной стенки в 1÷10 мм выполнена матово-белой.
7. Стыковое соединение по п. 2 или 3, отличающееся тем, что толщина адгезионного материала равна от 0,1 до 5 мм.
8. Стыковое соединение по п. 1, отличающееся тем, что диаметр термоусаживаемой муфты до ее термоусадки превышает диаметр внешней трубы-оболочки не более чем на 1-50%.
9. Стыковое соединение по п. 1, отличающееся тем, что диаметр термоусаживаемой муфты до ее термоусадки превышает диаметр внешней трубы-оболочки не более чем на 1-30%.
10. Стыковое соединение по п. 1, отличающееся тем, что толщина стенки термоусаживаемой муфты не превышает 20 мм.
| Устройство для изготовления цилиндрических колпачков | 1957 |
|
SU114660A1 |
| US 5869153 A, 09.02.1999 | |||
| ТЕРМОУСАЖИВАЕМАЯ МУФТА | 2012 |
|
RU2513861C1 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МУФТА | 2007 |
|
RU2341717C1 |
| СПОСОБ СЕЛЕКЦИИ ФРАГМЕНТА ИЗОБРАЖЕНИЯ ДЛЯ ТЕЛЕВИЗИОННЫХ КООРДИНАТОРОВ | 2006 |
|
RU2319316C1 |

