Изобретение относится к производству и ремонту неразъемных соединений труб полиэтилен-сталь для работы в трубопроводах в условиях агрессивных сред и высоких давлений в химической, газовой и нефтяной промышленностях.
Известно неразъемное соединение труб, состоящее из полиэтиленовой трубы, стальной трубы и муфты, установленной на внешней поверхности рабочей части полиэтиленовой трубы, охватывающей рабочую часть стальной трубы, при этом рабочая часть полиэтиленовой трубы выполнена в виде раструба, муфта, длина которой превышает длину рабочей части труб, установлена таким образом, что ее концы выступают за пределы рабочей части трубы, а в качестве материала муфты использован полиэтилен с коэффициентом линейного расширения, равным коэффициенту линейного расширения полиэтиленовой трубы. (См. патент РФ №2127394, МКИ F 16 L 13/007, 47/00, приоритет от 09.04.1997 г.).
Недостатком известной конструкции является использование полиэтиленовой муфты и невозможность ее применения при сооружении тяжело нагруженных трубопроводов из армированных полимерных труб,
Известно неразъемное соединение труб, состоящее из стальной трубы, пластмассовой трубы, охватывающей своей рабочей частью рабочую часть стальной трубы, и муфты, установленной на рабочей части пластмассовой трубы таким образом, что она дополнительно перекрывает участок пластмассовой армированной трубы, примыкающий к ее рабочей части. При этом муфта, выполненная из полиэтилена, установлена на трубе посредством сварки с закладными нагревательными инструментами, а при выполнении муфты стальной - она устанавливается на трубе посредством резьбы. При выполнении стальной трубы с кольцевым приливом, на который нанесена резьба, стальная муфта может входить в дополнительное соединение с этой резьбой на приливе трубы. (См. патент РФ №2220355, "Неразъемное соединение труб и способ его изготовления", МПК F 16 L 13/007, заявл.25.12.2001 г., опубл.27.12.2003 г.).
К причинам, препятствующим достижению указанного ниже технического результата, при использовании известного неразъемного соединения труб, принятого за прототип, относится то, что в соединении не обеспечивается герметичность между стальной и полимерной трубами, а также то, что муфта (металлическая или полимерная) крепится фактически только на полимерной трубе, что ненадежно при высоких давлениях в трубопроводе. Выполнение на стальной трубе прилива с резьбой, в дополнительное зацепление с которой входит муфта, только усложняет и удорожает работу. Кроме того, выполнение муфты, дополнительно перекрывающей участок пластмассовой армированной трубы, утяжеляет конструкцию, увеличивает расход металла, не добавляя герметичности самому соединению, и при этом неясно, каким образом осуществляется резьбовое соединение стальной муфты и пластмассовой трубы.
Известен способ неразъемного соединения труб полиэтилен-сталь (см. патент РФ №2127394, МКИ F 16 L 13/007, 47/00, приоритет от 09.04.1997 г.), заключающийся в том, что перед сборкой соединения рабочую часть стальной трубы и муфту нагревают, на рабочей части полиэтиленовой трубы предварительно формуют раструб, устанавливают рабочую часть полиэтиленовой трубы на рабочую часть стальной трубы, муфту напрессовывают на раструб и полученное соединение охлаждают. Муфту выполняют из полиэтилена, коэффициент расширения которого равен коэффициенту линейного расширения полиэтиленовой трубы. Раструб на рабочей части полиэтиленовой трубы формуют путем ее нагрева, запрессовки на оправку и охлаждения. Нагрев полиэтиленовой трубы и муфты проводят в глицерине при t=102-137°С в течение 5-20 мин. Охлаждение проводят в воде.
Недостатком известного способа является выполнение дополнительных операций, необходимых для его осуществления, а именно: обязательный предварительный нагрев полимерной трубы и муфты при заданной температуре в глицерине для предотвращения пересыхания и потрескивания полиэтилена, формование раструба и муфты на специальных оправках для обеспечения равнопроходного сечения в месте соединения труб, и последующего обязательного охлаждения в воде. Все это усложняет и удорожает способ изготовления соединения.
Известен также способ изготовления неразъемного соединения труб (см. патент РФ №2220355, "Неразъемное соединение труб и способ его изготовления", МПК F 16 L 13/007, заявл.25.12.2001 г., опубл.27.12.2003 г.), включающий раструбное соединение полимерной трубы со стальной и установку на это соединение муфты, сначала со стальной трубой соединяют полимерный патрубок, к которому затем встык приваривают армированную пластмассовую трубу, при этом стальную муфту устанавливают на полимерную посредством резьбы, а полимерную муфту устанавливают на полимерной трубе путем сварки с закладными инструментами.
Недостатком известного способа изготовления неразъемного соединения труб является дополнительная подготовка конца полимерной трубы, заключающаяся в удалении с конца трубы армирующего слоя либо в приварке к концу трубы дополнительного патрубка без армирующего слоя. Кроме того, металлическая муфта, устанавливаемая на резьбе, требует дополнительной центровки с полимерной и стальной трубами для осуществления резьбового соединения, при этом неясно, каким образом осуществляется резьбовое соединение стальной муфты с пластмассовой трубой, и, главное, этим не обеспечивается герметичность и надежность соединения труб, выполненных из разных материалов.
Задача, на решение которой направлено заявляемое изобретение, заключается в создании неразъемных соединений из труб разного материала, а именно: из стальных и металлопластовых труб, используемых при высоких давлениях.
Технический результат, достигаемый при использовании изобретения, заключается в повышении герметичности и надежности соединения из стальных и металлопластовых труб.
Указанный технический результат достигается тем, что в неразъемном соединении труб, включающем стальную трубу и полимерную трубу с усилителем прочности, охватывающую своей рабочей частью рабочую часть стальной трубы, и металлическую муфту, согласно изобретению стальная труба выполнена в виде отрезка с приваренным к нему установочным кольцом, при этом торцовая часть кольца, внутренняя поверхность отрезка стальной трубы и поверхность его рабочей части выполнены с полимерным покрытием, муфта приварена к установочному кольцу, а рабочая часть металлопластовой трубы с усилителем прочности в виде равномерно расположенных по окружности продольных элементов арматуры и навитых на них с заданным шагом спиральных элементов, сваренных в местах их пересечения точечной сваркой, приварена к полимерному покрытию рабочей части отрезка стальной трубы, который, в свою очередь, приварен к стальной трубе.
Муфта содержит сухарь с выполненной в нем резьбой, шаг которой соответствует шагу навивки спиральных элементов усилителя прочности металлопластовой трубы.
Выполнение стальной трубы в виде отрезка облегчает сборку соединения, позволяет осуществить сварку трением.
Наличие установочного кольца облегчает сборку соединения, позволяет приварить муфту к стальной трубе, что повышает надежность работы при высоких давлениях.
Выполнение полимерного покрытия на внутренней стороне стального отрезка предохраняет его от воздействия агрессивной среды в трубопроводе.
Полимерное покрытие на торцовой стороне установочного кольца и рабочей части стального отрезка позволяет произвести сварку трением с металлопластовой трубой и герметизировать соединение.
Наличие усилителя прочности в рабочей части металлопластовой трубы позволяет производить установку труб с натягом и последующую сварку трением, что повышает надежность соединения.
Наличие в муфте сухаря с шагом резьбы, соответствующим шагу навивки спиральных элементов усилителя прочности полимерной трубы, позволяет повысить надежность муфтового соединения.
Указанный технический результат достигается также тем, что в способе выполнения неразъемного соединения труб соединяют полимерную трубу со стальной по их рабочим поверхностям и устанавливают на соединение труб металлическую муфту, и, согласно изобретению, сначала на отрезок трубы приваривают установочное кольцо, выполняют механическую обработку торца кольца и рабочей поверхности отрезка стальной трубы до заданных размеров, наносят на них и на внутреннюю поверхность отрезка трубы полимерное покрытие, металлопластовую трубу соединяют с натягом со стальным отрезком, сваривают их радиальной сваркой трением, приваривают муфту к установочному кольцу, приваривают стальной отрезок к стальной трубе.
Выполнение стальной трубы в виде отрезка позволяет осуществлять сборку соединения и последующую радиальную сварку трением.
Приварка к стальному отрезку установочного кольца позволяет осуществлять приварку к нему металлической муфты, что повышает надежность соединения.
Выполнение механической обработки торца установочного кольца и рабочей поверхности отрезка стальной трубы позволяет подготовить их для последующего нанесения полимерного покрытия с соблюдением заданной технологии.
Нанесение полимерного покрытия на все поверхности, подвергаемые в последующем радиальной сварке трением, позволяет герметизировать соединение полиэтилен-сталь.
Выполнение полимерного покрытия на внутренней стороне стального отрезка предохраняет его от воздействия агрессивной среды в трубопроводе.
Соединение металлопластовой трубы в натяг со стальной повышает качество последующей радиальной сварки трением и, соответственно, качество герметизации соединения.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах полезной модели, позволил установить, что заявитель не обнаружил аналоги, характеризующиеся признаками, тождественными всем существенным признакам устройства. Выбор прототипа позволил выявить совокупность существенных отличительных признаков устройства, не известных из уровня техники и не вытекающих для специалиста явным образом из известного уровня техники. Заявитель считает, что заявляемая полезная модель соответствует условию "новизна".
Неразъемное соединение труб представлено на чертеже.
- Неразъемное соединение труб, продольный разрез.
Устройство содержит соединяемые металлопластовую трубу 1, отрезок стальной трубы 2, металлическую муфту 3 с сухарем 4. К отрезку трубы 2 приварено установочное кольцо 5. На рабочую поверхность 6 стального отрезка 2, торцевую поверхность 7 установочного кольца 5 и внутреннюю поверхность трубы 2 нанесено полимерное покрытие 8.
Металлопластовая труба 1 содержит усилитель прочности в виде жесткого сварного каркаса 9, сваренного из продольных 10 и навитых на них спиральных элементов 11. Сухарь 4 муфты 3 может быть выполнен с резьбой, шаг которой соответствует шагу навивки спиральных элементов 11 усилителя прочности металлопластовой трубы 1.
Способ осуществления соединения труб и установки на них муфты заключается в следующем.
На подготовленный предварительно отрезок стальной трубы 2 приваривают установочное кольцо 5. Обрабатывают рабочую поверхность 6 трубы 2 и торцовую поверхность 7 установочного кольца 5 механическим путем до заданных размеров. Наносят полимерное покрытие 8 на рабочий торец установочного кольца 5, на внутреннюю и рабочую 6 поверхности отрезка стальной трубы 2. Осуществляют сопряжение металлопластовой трубы 1 с отрезком стальной трубы 2 с натягом по посадочным рабочим поверхностям 6. Относительным вращением труб 1 и 2 производят радиальную сварку трением I поверхностей 6, чем обеспечивают герметичность соединения. На соединение поверх металлопластовой трубы 1 устанавливают муфту 3 и приваривают ее к установочному кольцу 5 стальной трубы 2, чем обеспечивают прочность и надежность соединения. Муфта 3 может содержать сухарь 4 с выполненной в нем резьбой, шаг которой соответствует шагу навивки спиральных элементов 11 усилителя прочности металлопластовой трубы 1. Затем стальной отрезок 2 приваривают к стальной трубе трубопровода. При сварке двух симметричных стальных отрезков между собой получают ремонтный стык в металлопластовом трубопроводе.
Таким образом, изложенные сведения показывают, что изобретение, а именно: неразъемное соединение труб и способ его выполнения, предназначено для использования в трубопроводах в нефтяной, газовой и химической отраслях промышленности. При этом появляется возможность использования предлагаемого соединения в виде ремонтных стыков в металлопластовых трубопроводах при упрощении ремонта и повышении надежности работы соединений в условиях агрессивных сред и высоких давлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2004 |
|
RU2271492C2 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2000 |
|
RU2192577C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220355C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300691C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |
| Тройник для соединения труб из термопластов | 1983 |
|
SU1122519A1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ МЕТАЛЛОПЛАСТОВЫХ ТРУБОПРОВОДОВ | 1993 |
|
RU2044947C1 |
| ФИТИНГ | 1992 |
|
RU2014546C1 |
| ЛОПАТА | 2013 |
|
RU2538380C2 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
Изобретение относится к производству и ремонту неразъемных соединений из стальных и полимерных труб. Неразъемное соединение труб включает стальную трубу и полимерную трубу с усилителем прочности, охватывающую своей рабочей частью рабочую часть стальной трубы, и металлическую муфту, при этом стальная труба выполнена в виде отрезка с приваренным к нему установочным кольцом, торцовая часть кольца, внутренняя поверхность отрезка стальной трубы и поверхность его рабочей части выполнены с полимерным покрытием, муфта приварена к установочному кольцу. Рабочая часть полимерной трубы с усилителем прочности в виде равномерно расположенных по окружности продольных элементов арматуры и навитых на них с заданным шагом спиральных элементов, сваренных в местах их пересечения точечной сваркой, приварена к полимерному покрытию рабочей части отрезка стальной трубы, который в свою очередь приварен к стальной трубе. Описан способ соединения труб. Изобретение позволяет повысить герметичность и надежность соединения. 2 н. и 1 з.п. ф-лы, 1 ил.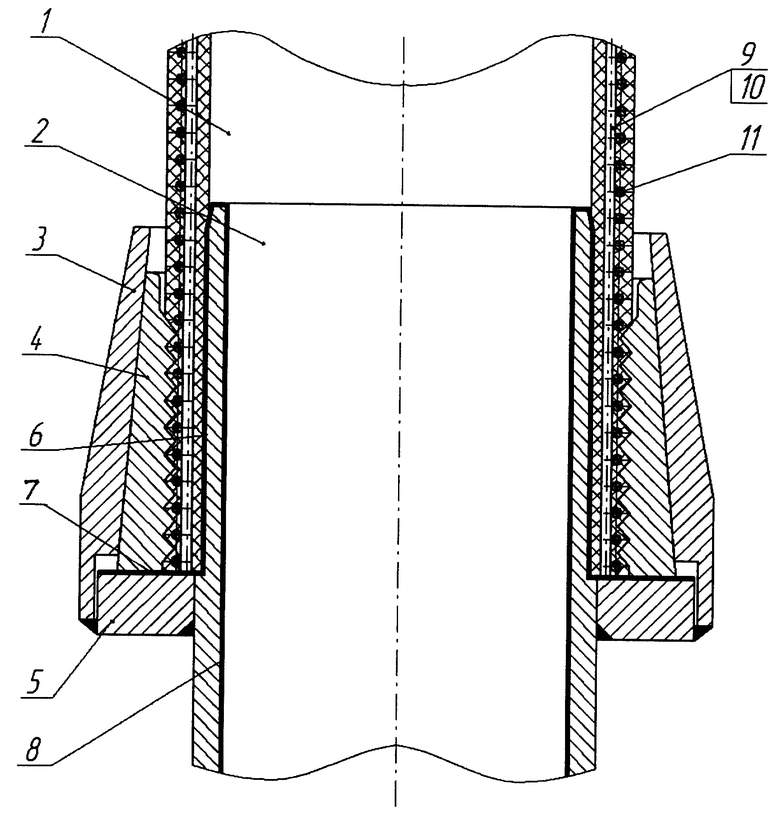
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220355C2 |

