Изобретение относится к машиностроению, а именно к технологии изготовления торцовых композиционных шлифовальных кругов (КШК) на бакелитовой связке, предназначенных для шлифования металлов и сплавов.
Известен способ изготовления КШК на бакелитовой связке, заключающийся в дозировании и перемешивании компонентов формовочной смеси и твердого смазочного материала (ТСМ), прессовании ТСМ при давлении 150 МПа, после чего его помещают в пресс-форму и прессуют вместе с абразивной формовочной массой, затем извлекают круг из пресс-формы, сушат на воздухе, подвергают термической и механической обработке, в качестве ТСМ применяют композицию фенолоформальдегидной смолы СФ - 342 и графита (см. Урывский Ф.П., Мерзляков А. М. , Коротин Б.С. Работоспособность специальных шлифовальных кругов на бакелитовой связке при обработке титанового сплава // Абразивы. М.: НИИМАШ, 1981. 2. С. 3-6). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления торцового КШК на бакелитовой связке, относится достаточно высокая трудоемкость изготовления кругов и необходимость предварительной ориентации смазочных элементов (СЭ) в пресс-форме перед прессованием.
Наиболее близким способом изготовления композиционных шлифовальных кругов на бакелитовой связке к заявляемому изобретению по совокупности признаков является способ изготовления КШК (см. С.М. Михайлин. Разработка и внедрение технологических процессов изготовления прерывистых и композиционных шлифовальных кругов. Вестник УлГТУ. 4. 2000. С. 84-87), включающий дозирование и перемешивание компонентов формовочной смеси и ТСМ, формование прерывистого шлифовального круга (ПШК), сушку на воздухе, термическую обработку ПШК, заполнение конструктивных элементов ПШК ТСМ, термическую и механическую обработку КШК, принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что указанная технология предусматривает достаточно трудоемкий и сложный процесс заполнения конструктивных элементов КШК ТСМ, выполняемый, как правило, вручную. Для механизации и автоматизации процесса заполнения требуются сложные устройства. Качество при ручном заполнении конструктивных элементов зависит от ряда субъективных факторов.
Сущность изобретения заключается в следующем. Необходимость высококачественного шлифования заготовок из все шире используемых в промышленности труднообрабатываемых сталей и сплавов и увеличения производительности операций шлифования обусловливает необходимость применения специального абразивного инструмента. Применение КШК позволяет решить данную проблему, однако существующие технологии их изготовления содержат в себе достаточно трудоемкие операции, требующие повышенного внимания обслуживающего персонала, и потому не всегда обеспечивающие качество готового КШК.
Технический результат - повышение качества и уменьшение трудоемкости изготовления торцового КШК на бакелитовой связке.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления КШК на бакелитовой связке, включающем дозирование и перемешивание компонентов формовочной смеси и ТСМ, формование ПШК, особенность заключается в том, что после формования ПШК в пресс-форму засыпают ТСМ в порошкообразном состоянии, который уплотняют верхней формовочной плитой; после этого извлекают круг из пресс-формы, сушат на воздухе и подвергают термической и механической обработке. В качестве ТСМ применяют композицию пульвербакелита, декстрина и серебристого графита.
Применение в качестве ТСМ композиции пульвербакелита, декстрина и графита, находящихся в порошкообразном состоянии, позволяет легко автоматизировать процесс транспортирования ТСМ и заполнения конструктивных элементов ПШК, что уменьшает трудоемкость операции изготовления торцового КШК в целом. Кроме того, не требуется постоянное слежение обслуживающего персонала за состоянием ТСМ и устройств его транспортирования к шлифовальному кругу.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволил выяснить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом способе изготовления торцового КШК на бакелитовой связке, изложенных в формуле изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого способа изготовления торцового КШК на бакелитовой связке. Результаты поиска показали, что заявляемое изобретение не вытекает явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи, либо изменении их вида. Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
На фиг.1-4 приведен пример реализации предлагаемого способа изготовления торцового КШК.
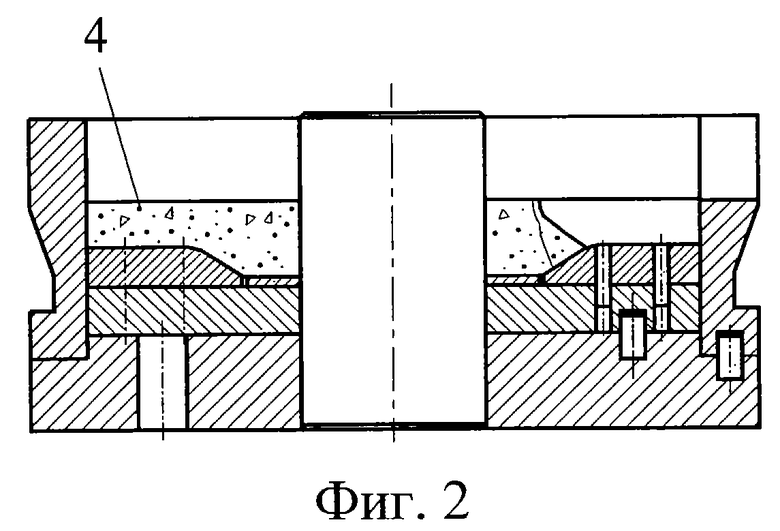
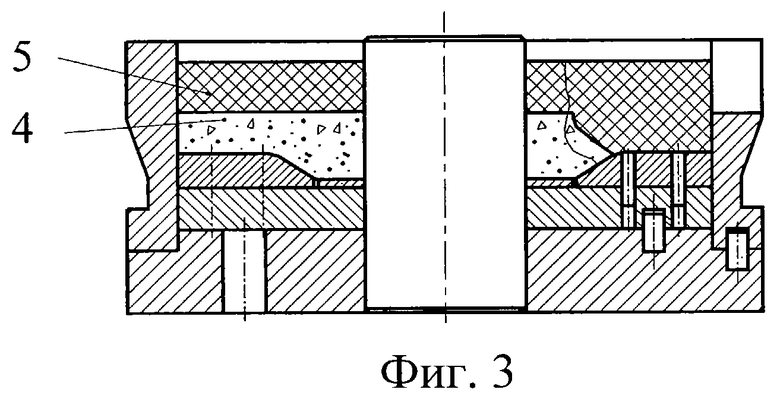
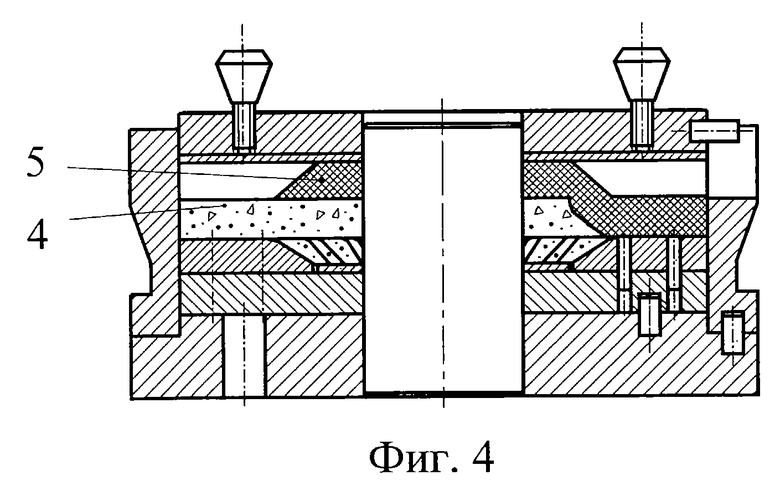
На чертежах представлено: на фиг. 1 - пресс-форма с засыпанной в нее формовочной смесью перед началом прессования; на фиг.2 - пресс-форма с отформованным прерывистым шлифовальным кругом (ПШК); на фиг.3 - пресс-форма с ПШК и слоем ТСМ в порошкообразном состоянии; на фиг.4 - пресс-форма с ПШК и уплотненным верхней формовочной плитой твердым смазочным материалом.
Технология изготовления круга по предлагаемому способу включает следующие этапы. В пресс-форму 1 (фиг.1) перед началом прессования засыпают необходимую навеску формовочной смеси 2 (см. фиг.1). Затем с помощью пуансона 3 (см. фиг.1) выполняют формование прерывистого круга 4 (фиг.2). После отвода пуансона 3 в крайнее верхнее положение в пресс-форму засыпают ТСМ 5 (фиг.3), в качестве которого используют композицию пульвербакелита, декстрина и серебристого графита, который разравнивают на поверхности круга. Высота насыпки зависит от требований к плотности ТСМ. После этого с помощью пуансона уплотняют ТСМ, отводят пуансон, извлекают КШК из пресс-формы, удаляют излишки ТСМ с поверхности круга, проводят сушку на воздухе, термическую и механическую обработку КШК.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого способа изготовления торцового КШК на бакелитовой связке следующей совокупности условий:
- способ изготовления торцового КШК на бакелитовой связке, воплощающий заявляемое изобретение при его осуществлении, предназначен для использования в машиностроении, а именно для изготовления торцовых КШК на бакелитовой связке, используемых на операциях шлифования заготовок с применением СОТС;
- для заявляемого способа изготовления торцового КШК на бакелитовой связке в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- способ изготовления торцовых КШК на бакелитовой связке, воплощающий заявляемое изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ШЛИФОВАЛЬНОГО КРУГА С РАДИАЛЬНЫМИ ПАЗАМИ | 2001 |
|
RU2205740C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153972C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2372182C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2023 |
|
RU2825806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| СПОСОБ ЗАПОЛНЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ КОМПОЗИЦИОННОГО ШЛИФОВАЛЬНОГО КРУГА ТВЕРДЫМ СМАЗОЧНЫМ МАТЕРИАЛОМ | 2015 |
|
RU2606675C2 |
| СПОСОБ ЗАПОЛНЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ КОМПОЗИЦИОННОГО ШЛИФОВАЛЬНОГО КРУГА ТВЕРДЫМ СМАЗОЧНЫМ МАТЕРИАЛОМ | 2011 |
|
RU2467861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2005 |
|
RU2294825C2 |
Изобретение может быть использовано для изготовления кругов, применяемых при шлифовании металлов и сплавов. Способ включает дозирование и перемешивание компонентов формовочной смеси и твердого смазочного материала и формование прерывистого шлифовального круга. После формования круга в пресс-форму засыпают твердый смазочный материал в порошкообразном состоянии, который уплотняют верхней формовочной плитой. Круг извлекают из пресс-формы, сушат на воздухе, подвергают термической и механической обработке. В качестве твердого смазочного материала применяют композицию пульвербакелита, декстрина и серебристого графита. Изобретение позволяет повысить качество круга и уменьшить трудоемкость его изготовления. 4 ил.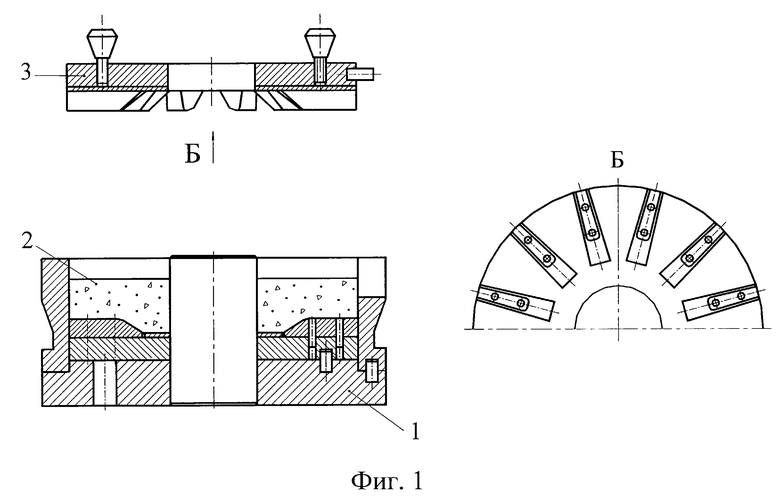
Способ изготовления торцового композиционного шлифовального круга на бакелитовой связке, включающий дозирование и перемешивание компонентов формовочной смеси и твердого смазочного материала, формование прерывистого шлифовального круга, отличающийся тем, что после формования прерывистого круга в пресс-форму засыпают твердый смазочный материал в порошкообразном состоянии, который уплотняют верхней формовочной плитой, после этого извлекают круг из пресс-формы, сушат на воздухе, подвергают термической и механической обработке, в качестве твердого смазочного материала применяют композицию пульвербакелита, декстрина и серебристого графита.
| МИХАЙЛИН С.М | |||
| Разработка и внедрение технологических процессов изготовления прерывистых и композиционных шлифовальных кругов | |||
| - Вестник УлГТУ, 2000, №4, с.84-87 | |||
| УРЫВСКИЙ Ф.П | |||
| и др | |||
| Работоспособность специальных шлифовальных кругов на бакелитовой связке при обработке титанового сплава | |||
| - Абразивы, 1981, №2, с.3-6 | |||
| Способ изготовления абразивного инструмента | 1986 |
|
SU1360977A1 |

