Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Известен шлифовальный круг, пропитанный СОТС, например серой (см. Островский В.И. Импрегнирование абразивного инструмента. - М.: НИИМАШ, 1983. - 72 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании данного круга, относится то, что при его применении количество смазки, попадающей в зону обработки, часто оказывается недостаточным для эффективного смазочного действия; в результате импрегнирования увеличивается масса круга; нерационально используется СОТС в связи с импрегнированием всего объема круга.
Известен шлифовальный круг, в котором пазы на его рабочей поверхности заполнены твердой смазкой на основе графита в процессе его изготовления (см. Урывский Ф. П. и др. Работоспособность специальных шлифовальных кругов на бакелитовой связке при обработке титанового сплава. - В сб.: Абразивы. - М.: НИИМАШ, 1981, N 2, с. 3-6). К причинам, препятствующим достижению указанного ниже технического результата при использовании данного шлифовального круга, относится следующее: наличие прорезей на рабочей поверхности круга, выполненных в форме равнобедренной трапеции с расположением основания трапеции со стороны периферии круга, ограничивает номенклатуру твердых смазок, которые могут быть применены для заполнения пазов: в качестве твердых смазок, учитывая действия центробежных сил при вращении шлифовального круга с окружной скоростью (35-60) м/с и более, могут быть применены только составы, обладающие достаточно высоким пределом прочности на растяжение и обеспечивающие высокую прочность сцепления на границе "вставка-шлифовальный круг".
Наиболее близким шлифовальным кругом того же назначения к заявленному изобретению по совокупности признаков является прерывистый шлифовальный круг, на каждом торце которого выполнены равномерно расположенные пазы (см. Якимов А. В. Оптимизация процесса шлифования. М.: Машиностроение, 1975, с. 68), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного прерывистого шлифовального круга, принятого за прототип, относится то, что известный прерывистый шлифовальный круг, генерируя при своем вращении мощные торцовые и окружные воздушные потоки, препятствующие попаданию СОЖ в зону обработки и на рабочую поверхность круга, не позволяет реализовать СОЖ в полной степени ее функциональные свойства (смазочное, моющее и др.), в силу указанной выше причины вызывает сильное разбрызгивание СОЖ и туманообразование. Наличие прямолинейных радиальных пазов, имеющих в поперечном сечении прямоугольную форму, затрудняет распрессовку круга после его формирования и может приводить к нарушению его целостности.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости (уменьшения расхода). Одним из путей повышения стойкости и работоспособности шлифовальных кругов, в том числе и прерывистых, является усиление эффективности действия применяемых СОТС путем обеспечения гарантированного попадания их в зону контакта круга и заготовки, что может быть обеспечено за счет совершенствования конструкции прерывистых шлифовальных кругов.
Технический результат - повышение стойкости и работоспособности прерывистых шлифовальных кругов.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном шлифовальном круге, на каждом торце которого выполнены равномерно расположенные пазы, особенность заключается в том, что пазы в поперечном сечении выполнены в форме равнобедренной трапеции, большее основание которой расположено со стороны торца круга, образующие пазов выполнены в виде участков параболической спирали, которая описывается зависимостью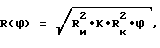
где Rи - радиус предельно изношенного круга, мм;
Rк - радиус рабочей поверхности нового (неизношенного) круга, мм;
к - коэффициент, учитывающий соотношение Rк и Rи; к = 1,2 ... 1,4;
ϕ - текущий радиус, рад.
Пазы расположены с угловым шагом
ψ ≥ t/Rи,
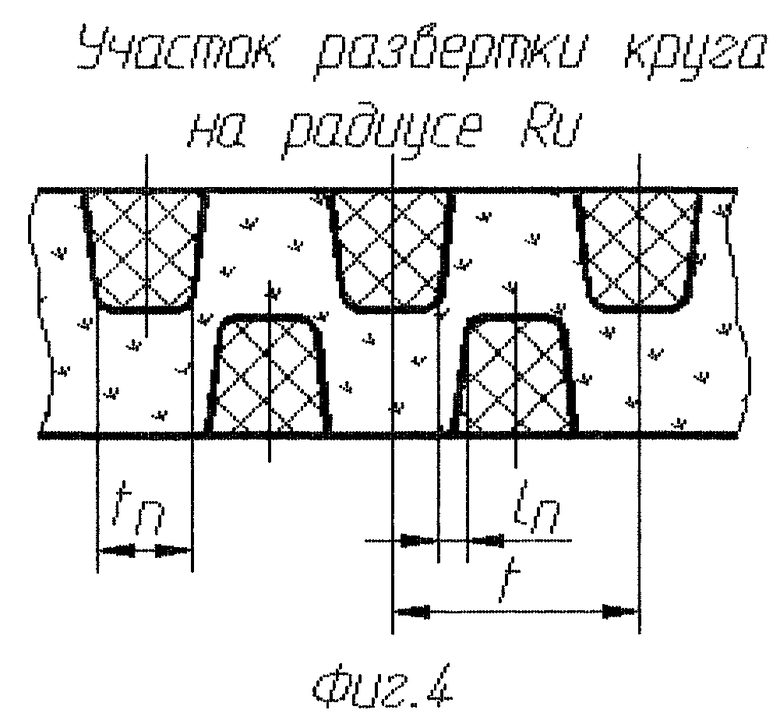
где t - шаг расположения пазов на торце круга, мм; t = 2(tп + lп),
tп - ширина паза, мм;
lп - ширина перемычки между пазами, мм.
В поперечном сечении пазы выполнены в форме равнобочной трапеции с расположением большего основания трапеции со стороны торца круга и заполнены твердой смазкой. На каждом торце круга маркирована стрелка, указывающая рабочее направление его вращения.
Выполнение образующих пазов в виде участков параболической спирали наряду с их выполнением в поперечном сечении в форме равнобочной трапеции с расположением ее большего основания со стороны торца круга позволяет улучшить условия распрессовки круга после его формования, а следовательно, исключить нарушение его целостности при изготовлении и повысить его прочность и работоспособность. Размещение пазов на торце круга с угловым шагом, выбранным с учетом ширины паза и размера перемычки между пазами, также способствует сохранению целостности круга после его распрессовки и повышению его прочности. Заполнение пазов твердой смазкой позволяет повысить эффективность смазочного действия смазки в контактной зоне круга и заготовки в процессе шлифования, а следовательно, обеспечить более высокую стойкость круга.
Вращение круга в направлении, указанном стрелкой, маркированной на торце круга, и противоположном изгибу параболической спирали, образующей паз, способствует лучшему удержанию смазки в круге и, соответственно, более эффективному ее смазочному действию.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом прерывистом шлифовальном круге, изложенных в формуле изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного прерывистого шлифовального круга. Результаты поиска показали, что заявленное изобретение не вытекает явным образом для специалиста из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении таких признаков во взаимосвязи, либо изменении ее вида. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертежах представлено: на фиг. 1 изображен чертеж общего вида шлифовального круга; на фиг. 2 изображен чертеж вида слева по фиг. 1; на фиг. 3 изображен чертеж разреза А-А; на фиг. 4 изображен чертеж развертки круга на радиусе Rи.
Заявляемое изобретение содержит шлифовальный круг 1 с пазами 2, выполненными на обоих его торцах и заполненными твердой смазкой (фиг. 1). Образующие пазов выполнены в виде участков параболической спирали (фиг. 2). В поперечном сечении пазы выполнены в форме равнобочной трапеции с расположением ее большего основания со стороны торца круга (фиг. 1 и фиг. 4). Глубина паза h на (0,5....1,0) мм больше величины, равной половине высоты круга Hк. Оси пазов на противоположных торцах круга смещены относительно друг друга на угол, равный половине центрального угла ψ между осями пазов. На торцах круга нанесена стрелка 3, указывающая рабочее направление его вращения (фиг. 2).
Шлифовальный круг работает следующим образом. При диспергировании материала обрабатываемой заготовки режущими зернами шлифовального круга и его пластическим деформировании давящими зернами в зоне контакта (обработки) происходит интенсивное тепловыделение, под воздействием которого часть смазки, находящейся на уровне периферийной поверхности круга, переходит из твердого агрегатного состояния в жидкое и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает объемы круга, расположенные в непосредственной близости к пазам. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшаются теплонапряженность процесса шлифования и интенсивность износа шлифовального круга, повышается его стойкость и работоспособность.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного прерывистого шлифовального круга следующей совокупности условий:
- прерывистый шлифовальный круг, воплощающий заявленное изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях обработки металлов резанием с применением шлифовальных кругов и СОТС;
- для заявленного прерывистого шлифовального круга в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритера средств и методов;
- прерывистый шлифовальный круг, воплощающий заявленное изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата. Следовательно заявленное изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153972C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152868C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |


Изобретение может быть использовано в машиностроении на операциях шлифования заготовок из различных материалов с применением смазочно-охлаждающих технологических средств. На торцах шлифовального круга выполнены пазы, равномерно расположенные по окружности с заданным шагом. В поперечном сечении пазы выполнены в форме равнобедренной трапеции с расположением большего основания со стороны торца круга и заполнены твердой смазкой. Образующие пазов выполнены в виде участков параболической спирали, описываемой определенной зависимостью. Такая конструкция позволяет повысить эффективность смазочного действия смазки в контактной зоне круга и заготовки в процессе шлифования, повысить прочность и работоспособность круга. 4 ил.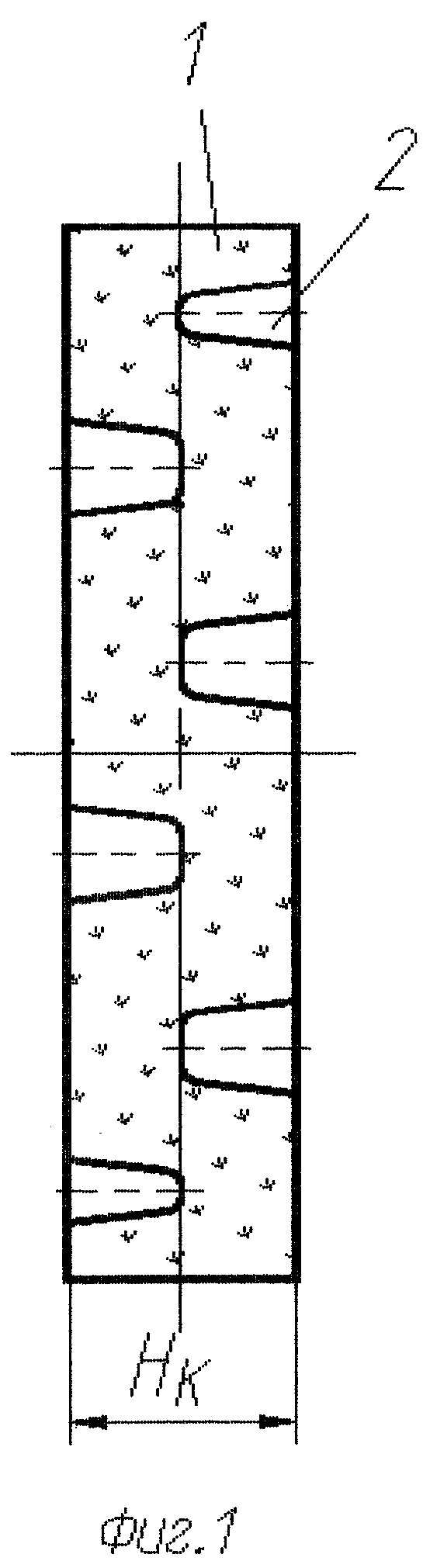
Прерывистый шлифовальный круг, на каждом торце которого выполнены равномерно расположенные пазы, отличающийся тем, что пазы выполнены с образующими в виде участков параболической спирали, описываемой зависимостью
где Rи - радиус предельно изношенного круга, мм;
Rк - радиус рабочей поверхности нового (неизношенного) круга, мм;
k - коэффициент, учитывающий соотношение Rк и Rи, k = 1,2 ... 1,4; ϕ - текущий радиус, рад,
имеют в поперечном сечении форму равнобедренной трапеции, большее основание которой расположено со стороны торца круга, и заполнены твердой смазкой, при этом пазы расположены с угловым шагом
ψ ≥ t/Rи,
где t - шаг расположения пазов на торце круга, мм, t = 2(tп + lп),
tп - ширина паза, мм;
lп - ширина перемычки между пазами, мм,
а каждый торец шлифовального круга маркирован стрелкой для указания рабочего направления вращения круга.
| ЯКИМОВ А.В | |||
| Оптимизация процесса шлифования | |||
| - М.: Машиностроение, 1975, с.68 | |||
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| Прерывистый абразивный инструмент | 1982 |
|
SU1155437A1 |
| Прерывистый абразивный круг для торцового шлифования | 1988 |
|
SU1593936A1 |
| Шлифовальный круг | 1987 |
|
SU1440683A1 |
| GB 1441899, 07.07.1976. | |||
