Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Известен шлифовальный круг, пропитанный СОТС, например серой (см. Островский В. И. Импрегнирование абразивного инструмента. - М.: НИИМАШ, 1983, 72 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга, относится то, что при применении такого круга количество смазки, применяемой для импрегнирования круга, часто оказывается недостаточным для создания эффективного смазочного действия в зоне шлифования. В результате импрегнирования увеличивается масса круга, нерационально используется СОТС в связи с импрегнированием всего объема круга. Импрегнирование ограничено кругами, имеющими пористую структуру. В связи с импрегнированием всего объема круга усложняется утилизация изношенных кругов.
Известен шлифовальный круг, в котором пазы на его рабочей поверхности заполнены смазкой на основе графита и фенолформальдегидной смолы в процессе его изготовления (см. Урывский Ф.П. и др. Работоспособность специальных шлифовальных кругов на бакелитовой связке при обработке титанового сплава // Абразивы, 1981, N 2. С. 3-6). К причинам, препятствующим достижению указанного ниже технического результата при использовании данного шлифовального круга относится следующее: наличие прорезей на рабочей поверхности круга, выполненных в форме равнобедренной трапеции с расположением большего основания трапеции со стороны периферии круга, ограничивает номенклатуру твердых смазочных композиций (ТСК), используемых для заполнения пазов; в качестве ТСК, учитывая действие центробежных сил при вращении круга с окружной скоростью (35-60) м/с и более, могут быть применены лишь составы, обладающие достаточно высоким пределом прочности на растяжение и обеспечивающие высокую прочность сцепления на границе "ТСК - шлифовальный круг".
Наиболее близким шлифовальным кругом того же назначения к заявленному изобретению по совокупности признаков является композиционный шлифовальный круг (КШК) с равномерно расположенными, выходящими на периферию осевыми каналами, заполненными ТСК и имеющими в поперечном сечении форму равнобедренной трапеции, меньшее основание которой обращено к периферии круга, а центры каналов расположены на концентрических окружностях с шагом, меньшим высоты трапеции. Радиус расположения минимальной окружности соответствует радиусу допустимого износа круга и на каждой окружности размещено одинаковое число каналов с угловым шагом, равным 2 π /n1, где n1 - целое число, большее 3, при этом центры каналов на каждой окружности смещены относительно центров каналов на предыдущей окружности на угол, равный 2 π /(n1 • n2), где n2 - количество концентрических окружностей, на которых размещены осевые каналы (см. Патент N 2090344. Россия. МПК6 B 24 B 55/02, МПК6 B 24 D 5/10. Шлифовальный круг / Худобин Л.В., Веткасов Н.И. БИ N 26 от 20.09.97), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга с осевыми каналами, заполненными ТСК, принятого за прототип, относится то, что при изготовлении известного круга наиболее прогрессивным способом - прессованием - смещение центров каналов на каждой последующей окружности относительно центров каналов на предыдущей окружности на угол, равный 2 π /(n1 • n2), осложняет прессование круга и выемку его из прессформы после прессования. Количество каналов, размещенных на каждой концентрической окружности с угловым шагом 2 π /n1, не увязано с теплонапряженностью операции шлифования, для которой этот круг предназначен, и с прочностью шлифовального круга, которая зависит от расстояния между двумя ближайшими каналами, расположенными на соседних окружностях.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время стоимости шлифовальных кругов и увеличение объема обработки заготовок из труднообрабатываемых материалов сделало особенно актуальной проблему повышения стойкости (уменьшения расхода) и работоспособности шлифовальных кругов путем управления теплонапряженностью операций шлифования. Одним из путей повышения стойкости и работоспособности шлифовальных кругов за счет уменьшения теплонапряженности операций шлифования является рациональное применение ТСК для обеспечения гарантированного смазочного действия в зоне обработки, что может быть достигнуто за счет оптимизации количества и размеров конструктивных элементов в шлифовальном круге для размещения ТСК при условии обеспечения нормированной прочности таких кругов и снижения трудоемкости их изготовления.
Технический результат - повышение стойкости, работоспособности и прочности в КШК с осевыми каналами, заполненными ТСК, и снижение трудоемкости их изготовления.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном КШК с равномерно расположенными осевыми каналами, заполненными ТСК и имеющими в поперечном сечении форму равнобедренной трапеции, меньшее основание которой обращено к периферии круга, основания каналов расположены на концентрических окружностях, расстояние между которыми по радиусу меньше высоты каналов, причем радиус расположения минимальной окружности соответствует радиусу допустимого износа круга и на каждой окружности размещено одинаковое число каналов с угловым шагом α , особенность заключается в том, что число каналов на каждой окружности равно
где rи - радиус допустимого износа круга, мм; hк - высота канала, мм; ν - коэффициент, учитывающий влияние геометрии круга на теплонапряженность операций шлифования и равный
где b - длина малого основания канала, мм; a - длина большего основания канала, мм; l3 - минимально допустимое по условию прочности круга расстояние между соседними каналами на окружности радиуса r = rи + hк - (0,5 ... 1); число концентрических окружностей разрешения каналов выбрано по формуле:
где rкр - радиус наружной поверхности нового (неизношенного) круга, мм.
Каналы на любой концентрической окружности смещены относительно каналов, расположенных на соседних окружностях, на половину углового шага α /2.
Выбор количества каналов, расположенных на каждой концентрической окружности, с учетом влияния геометрии рабочей поверхности круга (коэффициент ν) на теплонапряженность операции шлифования позволяет существенно повысить стойкость и работоспособность КШК, т.к. известно, что с увеличением температуры в зоне шлифования стойкость шлифовальных кругов и производительность обработки существенно снижаются. Известно также, что безопасность выполнения операции шлифования в значительной степени определяется прочностью КШК, которая зависит от размера перемычки l3 между соседними каналами на окружности r = rи + hк - (0,5...1). Чем меньше размер перемычки l3, который зависит от количества каналов, расположенных на каждой окружности, тем выше вероятность возникновения усталостных трещин в круге и его разрыва при вращении с рабочей окружной скоростью. Симметричное расположение каналов на любой концентрической окружности относительно каналов, расположенных на соседних окружностях, оказывает благоприятное влияние на прочность круга и упрощает конструкцию пресс-формы для его изготовления, технологию его прессования и выемки из пресс-формы, что в конечном итоге снижает трудоемкость изготовления КШК с осевыми каналами.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявляемом КШК, изложенных в формуле изобретения. Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного КШК. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении таких признаков во взаимосвязи, либо изменении их вида. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
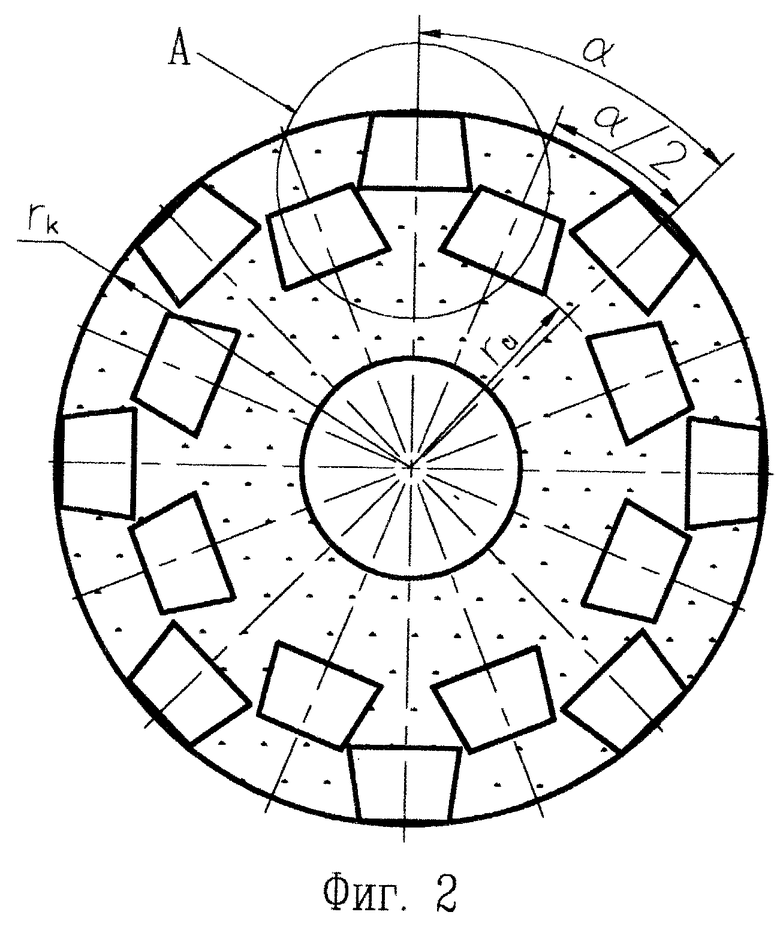
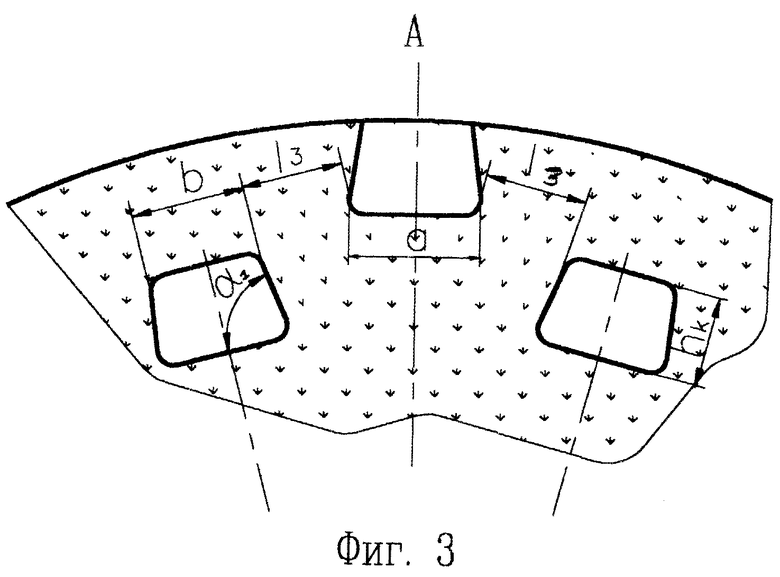
На чертежах представлено: на фиг. 1 изображен в качестве примера общий вид КШК с двумя рядами осевых каналов, заполненными ТСК; на фиг. 2 изображен чертеж вида слева по фиг. 1, на фиг. 3 изображен местный вид A боковой поверхности КШК по фиг. 2.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата заключаются в следующем.
В КШК 1 выполнены сквозные осевые каналы 2, заполненные ТСК, имеющие в поперечном сечении форму равнобедренной трапеции (фиг. 1), расположенные с угловым шагом α на двух концентрических окружностях (фиг. 2). Минимальный радиус окружности, на которой размещены большие основания каналов, равен радиусу допустимого износа круга rи (см. фиг. 2). Большее основание канала равно a, меньшее - b, угол наклона боковой поверхности канала к его основанию равен α1, высота канала равна hк. Расстояние между соседними каналами на окружности радиуса rи + hк - (0,5...1) равно l3. Каналы на окружности радиуса rи смещены относительно каналов на окружности радиуса rи + hк - (0,5...1) мм (фиг. 3) на половину углового шага α /2.
Работа КШК осуществляется следующим образом.
При диспергировании материала обрабатываемой заготовки режущими зернами шлифовального круга и его пластическом деформировании давящими зернами в зоне контакта (обработки) происходит интенсивное тепловыделение, под воздействием которого часть смазки, находящейся в каналах на уровне периферийной поверхности круга, переходит из твердого агрегатного состояния в жидкое и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает объемы круга, расположенные в непосредственной близости к каналам. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшаются теплонапряженность процесса шлифования и интенсивность износа шлифовального круга, повышается его стойкость и работоспособность.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного КШК следующей совокупности условий:
- КШК, воплощающий заявленное изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях обработки металлов резанием с применением шлифовальных кругов и СОТС;
- для заявленного КШК в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- КШК, воплощающий заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует критерию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением композиционных шлифовальных кругов (КШК) и смазочно-охлаждающих технологических средств. КШК выполнен с равномерно расположенными осевыми каналами, заполненными смазкой и имеющими в поперечном сечении форму равнобедренной трапеции, меньшее основание которой обращено к периферии круга. Большие основания каналов расположены на концентрических окружностях, расстояния между которыми по радиусу меньше высоты каналов. Радиус расположения минимальной окружности соответствует радиусу допустимого износа круга. На каждой окружности размещено одинаковое число каналов с угловым шагом α. Каналы на любой концентрической окружности смещены относительно каналов, расположенных на соседних окружностях, на половину углового шага α/2. Приведены расчетные формулы для определения чисел каналов на каждой окружности и рядов каналов с учетом допустимого радиуса износа круга. В процессе обработки происходит интенсивное тепловыделение, под воздействием которого смазка равномерно распределяется в зоне контакта, обеспечивая эффективное смазочное действие, способствующее повышению стойкости и работоспособности шлифовального круга. 3 ил.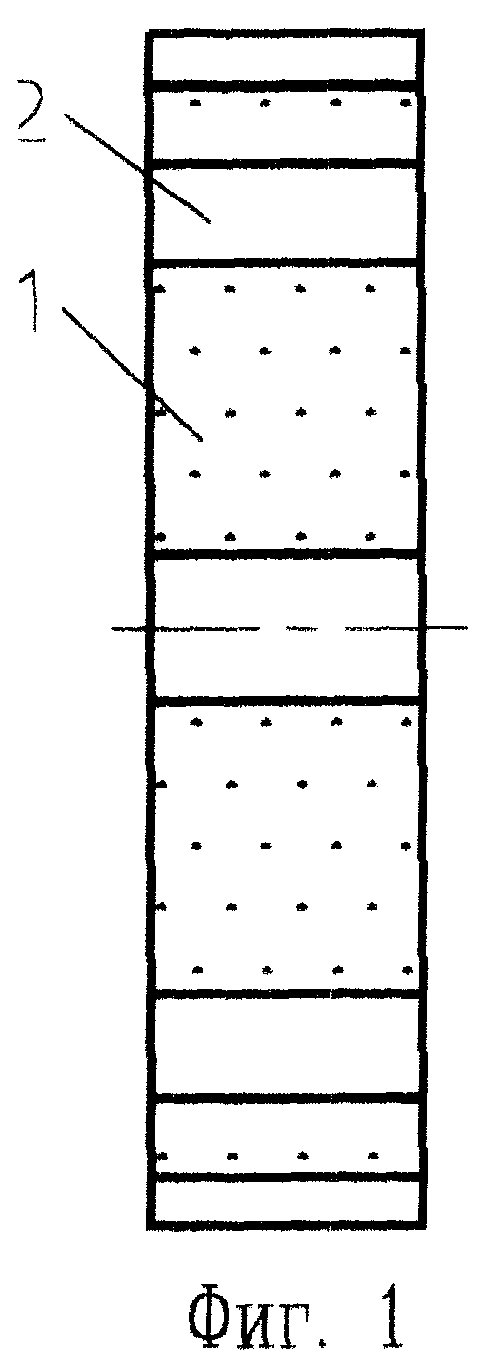
Композиционный шлифовальный круг с равномерно расположенными осевыми каналами, заполненными твердой смазочной композицией и имеющими в поперечном сечении форму равнобедренной трапеции, меньшее основание которой обращено к периферии круга, причем большие основания каналов расположены на концентрических окружностях, расстояние между которыми по радиусу меньше высоты каналов, радиус расположения минимальной окружности соответствует радиусу допустимого износа круга, а на каждой окружности размещено одинаковое число каналов с угловым шагом α, отличающийся тем, что число каналов на каждой окружности определено по формуле
где n - целое четное число;
rи - радиус допустимого износа круга, мм;
hк - высота канала, мм;
ν - коэффициент, учитывающий влияние геометрии круга на теплонапряженность операций шлифования и равный
где b - длина малого основания канала, мм;
a - длина большего основания канала, мм;
l3 - минимально допустимое расстояние между соседними каналами на окружности радиусом r = rи + hк - (0,5 ... 1) мм,
а число концентрических окружностей размещения каналов выбрано по формуле
где rкр - радиус наружной поверхности нового (неизношенного) круга, мм,
при этом каналы на любой концентрической окружности смещены относительно каналов, расположенных на соседних окружностях, на половину углового шага α/2.
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2090344C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2115536C1 |
| Шлифовальный круг | 1987 |
|
SU1440683A1 |
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| GB 1441899, 07.07.1976. | |||
