Изобретение относится к пачкам для табачных изделий, таких как сигареты.
Обычные пачки с откидной крышкой для табачных изделий выполнены из бумажного картона и состоят из коробки, содержащей корпус и крышку, прикрепленную шарнирно к корпусу, и внутреннего каркаса внутри корпуса. Внутренний каркас образует поверхность, которая перекрывается внутренней поверхностью крышки, когда крышка закрыта. Пачки должны противостоять сминающим усилиям, которые действуют на них при нормальном использовании, в противном случае содержимое пачки может быть повреждено. Хотя желательно уменьшить количество бумажного картона, используемого в пачках, важно, чтобы никакое уменьшение не ухудшало способность пачек защищать их содержимое.
Было ясно, что это может быть достигнуто путем создания упаковок с гофрированными внутренними каркасами, корпусами или крышками. В патенте США 5314062 раскрывается (на фиг.10А) внутренний каркас для сигаретной пачки с откидным верхом, в котором его боковые стенки выполнены гофрированными в направлении, параллельном его продольной оси. Гофрированные боковые стенки внутреннего каркаса позволяют поддерживать постоянные размеры коробки для широкого спектра размеров сигарет. При этом не раскрывается возможность снижения с помощью такого гофрирования количества используемого бумажного картона без утраты способности пачек защищать их содержимое. Кроме того, гофры на задних боковых стенках отгибаются наружу. Пачки, содержащие такой внутренний каркас, страдают тем недостатком, что верхние задние углы внутреннего каркаса могут зацепляться за боковые стенки крышки, когда она закрыта.
Согласно первому аспекту настоящего изобретения предложена пачка с откидной крышкой для табачных изделий, содержащая коробку, включающую корпус и крышку, шарнирно прикрепленную к корпусу, при этом пачка дополнительно содержит внутренний каркас, выполненный гофрированным, в которой согласно изобретению рифления на верхних задних углах внутреннего каркаса загнуты внутрь так, что они не сцепляются с боковыми стенками крышки, когда она закрыта.
В обычных пачках с откидной крышкой самый задний участок боковых стенок внутреннего каркаса наклонен внутрь, так что верхние задние углы внутреннего каркаса не зацепляются за боковые стенки крышки, когда она закрыта. Будет понятно, что упаковки в соответствии с первым аспектом изобретения имеют то преимущество, что не требуется какое-либо особое складывание внутреннего каркаса для предотвращения зацепления крышки за внутренний каркас, когда он закрыт.
Патент Великобритании GB 1178702 раскрывает сигаретную пачку с откидной крышкой из пластика, предпочтительно из полипропилена, в которой корпус выполнен гофрированным. При этом патент не раскрывает ни пачек из бумажного картона, ни того, что крышка может быть гофрированной.
Согласно второму аспекту настоящего изобретения предложена пачка с откидной крышкой для табачных изделий, содержащая коробку, включающую корпус и крышку, шарнирно прикрепленную к корпусу, и внутренний каркас, которая согласно изобретению выполнена из бумажного картона и по меньшей мере один элемент из корпуса и крышки выполнен из гофрированного листового материала.
Пачки для табачных изделий, выполненные в соответствии с первым и вторым аспектами изобретения, могут быть выполнены из материала с весом основы, более низким, чем у обычных пачек, в то время как будут иметь такую же стойкость к усилиям смятия. Пачки в соответствии с первым и вторым аспектами изобретения, выполненные из картона с обычным весом основы, являются более твердыми, чем обычные пачки. Было также установлено, что пачки для табачных изделий, выполненные в соответствии с изобретением, имеют, в частности, привлекательный внешний вид.
Патент США 39790472 раскрывает пачку для табачных изделий с откидной крышкой, выполненную из цельной заготовки. Пачка содержит коробку, содержащую корпус и крышку, шарнирно присоединенную к корпусу. Z-образный сгиб заготовки образует смещенный внутрь выступ, с которым крышка взаимодействует, когда она закрыта.
Согласно третьему аспекту изобретения предложена пачка с откидной крышкой для табачных изделий, содержащая корпус и крышку, шарнирно прикрепленную к корпусу, причем прилегающая к шарниру часть передней и боковой стенок корпуса смещены внутрь для образования поверхности, которая покрывается внутренней поверхностью крышки, когда крышка закрыта, в которой согласно изобретению прилегающая к шарниру часть передней и боковой стенок корпуса является вдавленной для образования смещаемой внутрь поверхности.
Согласно изобретению также предложен способ гофрирования листа бумажного картона, используемого в пачках для табачных изделий. Патент Великобритании 2259687 раскрывает способ и устройство для формирования листов с гофрированными прокладками для использования в сигаретных пачках. Для создания гофрированных прокладок заданного размера синхронизируют гофрирующие валки и вращающийся нож.
Согласно изобретению создан способ гофрирования листа бумажного картона, применяемого в пачках для табачных изделий, при котором пропускают лист между смежными валиками, у которых кривая поверхность по меньшей мере одного из валиков выполнена гофрированной и у которых вращение валиков заставляет их поверхности сходиться на листе для его гофрирования, разрезают лист режущим инструментом, при этом осуществляют синхронизацию работы режущего инструмента и вращения валиков, в котором согласно изобретению синхронизацию осуществляют таким образом, чтобы можно было осуществлять регулировку положения рифлений относительно края отрезанного картона, при этом до или после гофрирования картон пропускают между модифицирующими валиками, которые модифицируют картон, а осуществление модификаций синхронизируют с резанием и/или гофрированием картона.
Согласно изобретению также создано устройство для гофрирования листа бумажного картона, используемого в пачках для табачных изделий, содержащее пару смежных вращающихся валиков, у которых кривая поверхность по меньшей мере одного из валиков выполнена гофрированной, и режущий инструмент для отрезания картона, причем вращение гофрирующих валиков и действие режущего инструмента синхронизированы, в котором согласно изобретению в непосредственной близости от гофрирующих валиков находится пара модифицирующих валиков для модификации картона, а вращение модифицирующих валиков синхронизировано с вращением гофрирующих валиков и действием режущего инструмента.
По меньшей мере один из валиков может вращаться относительно своей оси. К оси может быть прикреплен стопор, или каждый валик может вращаться относительно своей оси, которая съемно прикрепляет валик к оси. Стопор может состоять из разомкнутого кольца, прикрепленного к валику таким образом, что по меньшей мере один конец кольца свободен для перемещения, и между свободными концами кольца проходит стержень с нарезкой, так что вращение стержня меняет внутренний диаметр открытого кольца таким образом, что оно может быть прижато к или освобождено от оси.
Устройство и способ согласно изобретению особенно подходят для производства каркасов для пачек сигарет.
В обычных пачках с откидными крышками для табачных изделий сделан вырез в сторону передней части боковых стенок внутреннего каркаса в направлении, по существу параллельном продольной оси пачки. Эти вырезы проходят, с каждой стороны, в переднюю стенку внутреннего каркаса, чтобы образовать пару закрывающих ушек, которые выступают наружу из передней стенки внутренней упаковки. Закрывающие ушки имеют то преимущество, что они образуют посадку с натягом с внутренней поверхностью крышки пачки, когда она закрыта, и помогают сохранять крышку закрытой. Однако закрывающие ушки теряют свою форму после того, как крышка пачки открывалась и закрывалась несколько раз, и больше не являются эффективными в сохранении закрытого состояния крышки. Закрывающие ушки, подобные обычным закрывающим ушкам в пачках согласно первому аспекту изобретения, в которых рифления проходят в поперечном направлении относительно закрывающих ушек, оказались крепче и, таким образом, более устойчивыми к действиям постоянного открывания и закрывания крышки пачки, чем обычные закрывающие ушки.
Пачки согласно третьему аспекту настоящего изобретения не требуют внутренней обоймы, снижая вес и стоимость пачек.
Настоящее изобретение будет описано с помощью примеров со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 показывает сигаретную пачку согласно первому воплощению первого аспекта настоящего изобретения;
фиг. 2 показывает сигаретную пачку согласно второму воплощению первого аспекта настоящего изобретения;
фиг. 3 показывает сигаретную пачку согласно первому воплощению второго аспекта настоящего изобретения;
фиг. 4 показывает сигаретную пачку согласно второму воплощению второго аспекта настоящего изобретения;
фиг. 5 показывает сигаретную пачку согласно третьему воплощению второго аспекта настоящего изобретения;
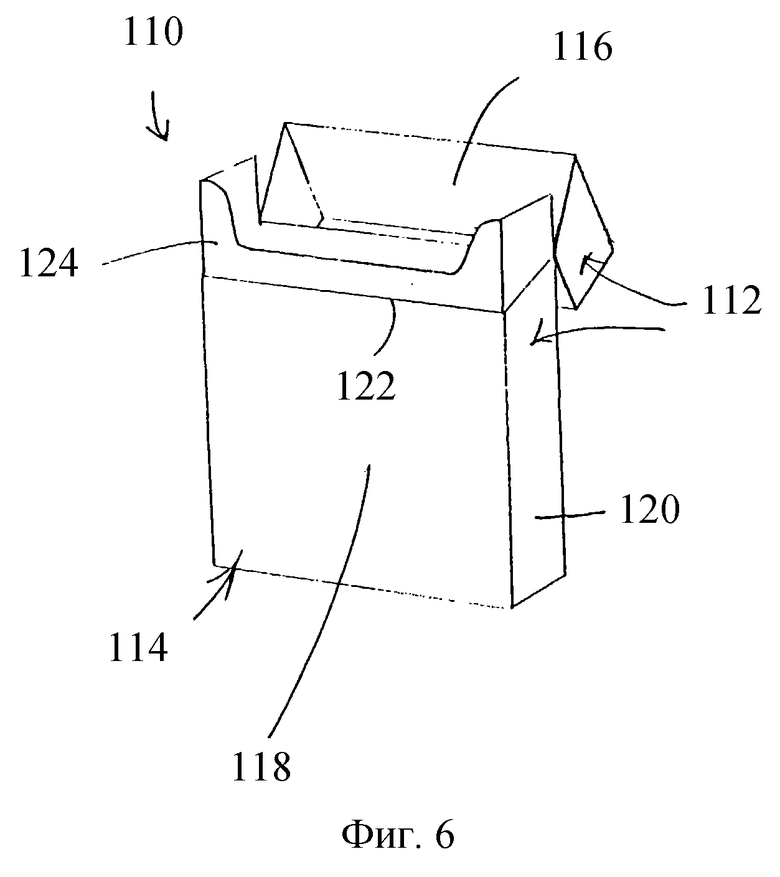
фиг. 6 показывает сигаретную пачку согласно воплощению третьего аспекта настоящего изобретения;
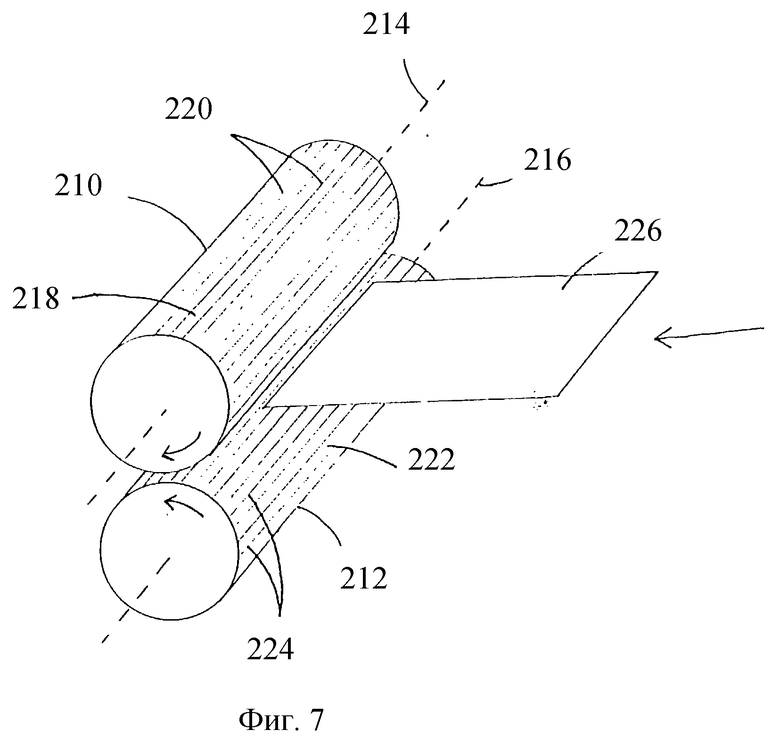
фиг. 7 показывает устройство, применяемое для гофрировки материала, используемого в пачках согласно настоящему изобретению;
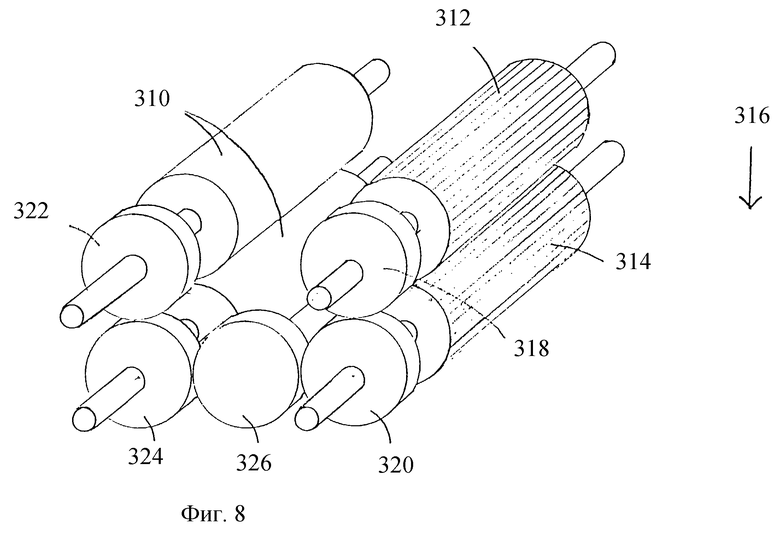
фиг. 8 показывает воплощение устройства согласно настоящему изобретению, применяемого для изготовления внутреннего каркаса, используемого в пачках согласно настоящему изобретению;
фиг. 9 показывает детализированный вид спереди части устройства, показанного на фиг.8;
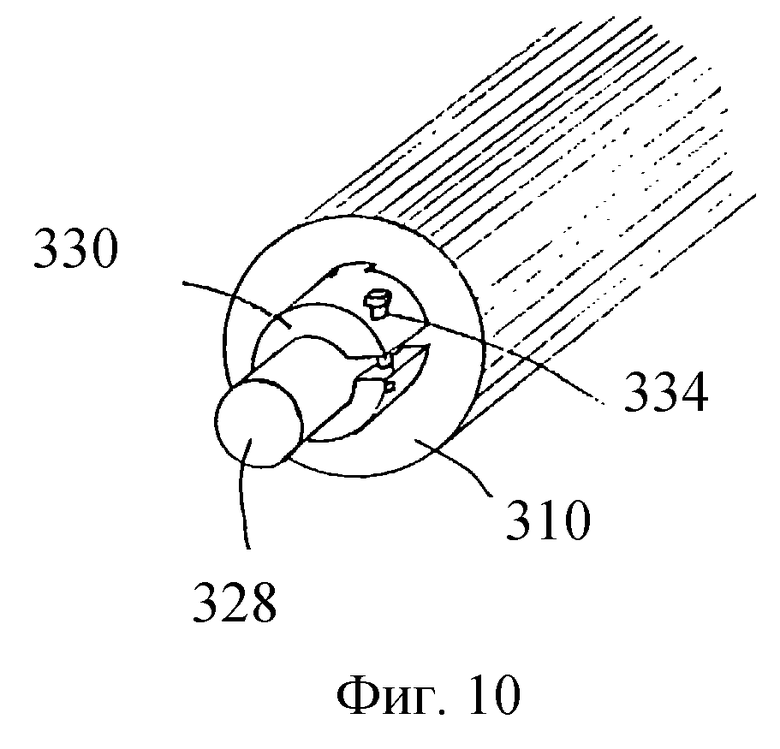
фиг. 10 показывает детализированный вид в аксонометрии части устройства, показанного на фиг.9.
Пачка для сигарет 10 с откидной крышкой с фиг.1 согласно первому воплощению первого аспекта настоящего изобретения содержит коробку 12, содержащую корпус 14 и крышку 16, прикрепленную шарнирно к корпусу. Пачка включает также внутренний каркас 18. Внутренний каркас 18 выполнен с рифлениями 20, по существу поперечными продольной оси пачки сигарет 10, которые расположены так, что верхние задние углы внутреннего каркаса 18 огибаются или загибаются внутрь.
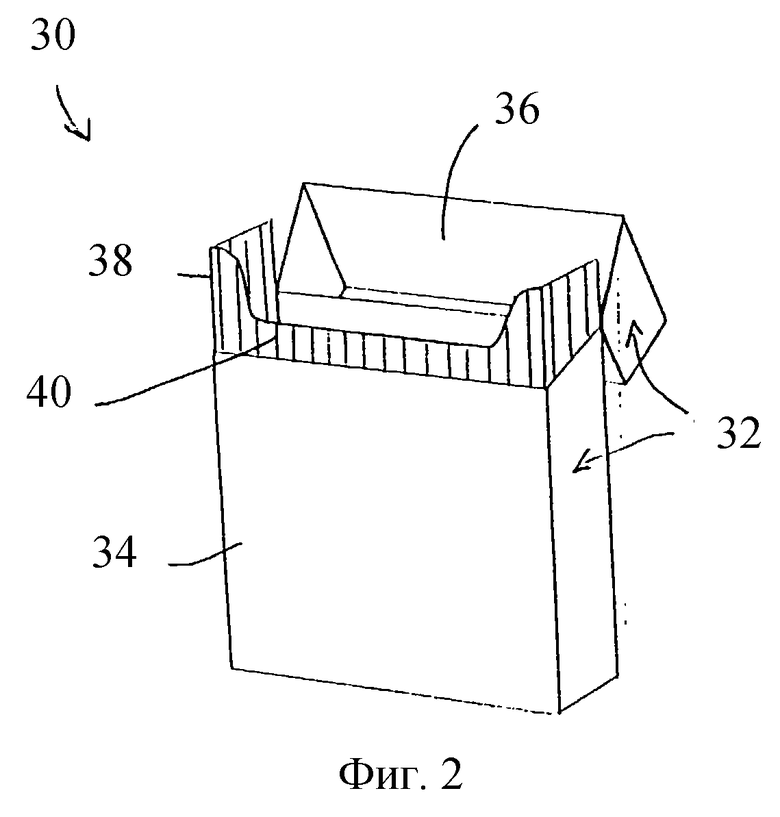
Сигаретная пачка 30 с фиг.2 согласно второму воплощению первого аспекта настоящего изобретения содержит коробку 32, содержащую корпус 34 и шарнирно закрепленную крышку 36. Пачка также включает внутренний каркас 38. Внутренний каркас 38 выполнен с рифлениями 40, по существу параллельными продольной оси сигаретной пачки 30, которые расположены так, что верхние задние углы внутреннего каркаса 18 загнуты внутрь. В других воплощениях первого аспекта настоящего изобретения рифления могут располагаться только поперек боковых стенок внутреннего каркаса.
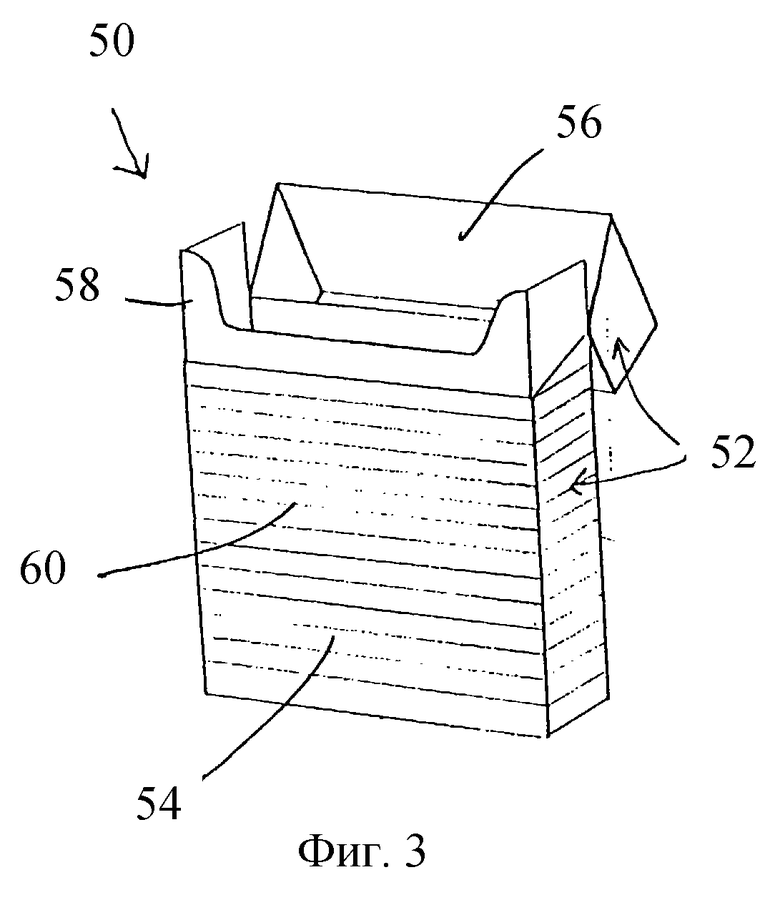
Сигаретная пачка 50 с фиг.3 согласно первому воплощению второго аспекта настоящего изобретения содержит коробку 52, содержащую корпус 54 и шарнирно закрепленную крышку 56. Пачка также включает внутренний каркас 58. Передняя и боковые стенки корпуса 54 сформированы с рифлениями 60, по существу поперечными продольной оси сигаретной пачки 50.
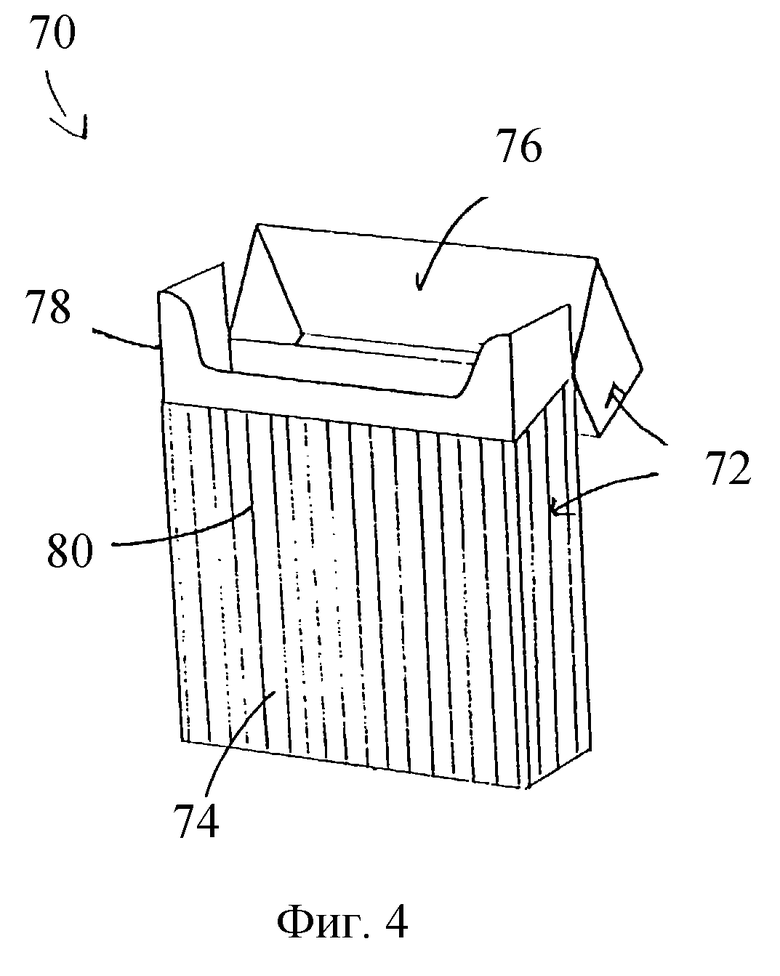
Сигаретная пачка 70 с фиг.4 согласно второму воплощению второго аспекта настоящего изобретения содержит коробку 72, содержащую корпус 74 и шарнирно закрепленную крышку 76. Пачка также включает внутренний каркас 78. Передняя и боковые стенки корпуса 74 сформированы с рифлениями 80, по существу параллельными продольной оси сигаретной пачки 70.
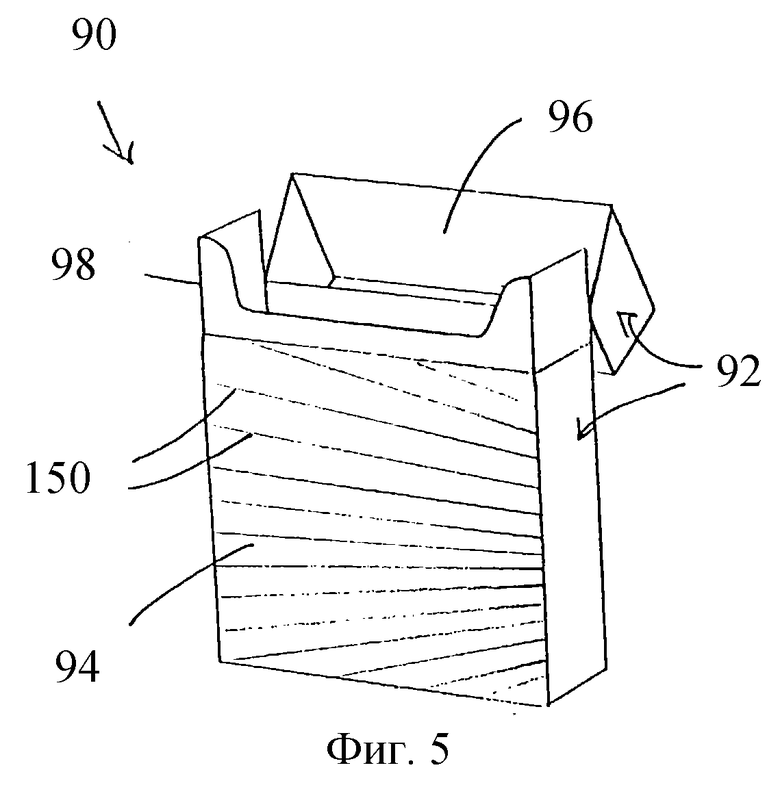
Сигаретная пачка 90 с фиг.5 согласно третьему воплощению второго аспекта настоящего изобретения содержит коробку 92, содержащую корпус 94 и шарнирно закрепленную крышку 96. Пачка также включает внутренний каркас 98. Передняя стенка корпуса 94 выполнена с рифлениями 100, которые отклоняются друг от друга, проходя в общем в поперечном направлении по передней стенке корпуса пачки. В других воплощениях второго аспекта настоящего изобретения рифления могут проходить только поперек передней или задней стенки корпуса или только через боковые стенки корпуса пачки. Также согласно второму аспекту настоящего изобретения рифления могут проходить через всю или часть крышки и/или корпуса пачки.
Пачки согласно настоящему изобретению, в которых рифления проходят через сгибы, определяющие грань пачки, в направлении, по существу поперечном грани, как в воплощении настоящего изобретения, показанных на фиг.1 и 3, оказались особенно устойчивыми против деформирующих усилий. В других воплощениях первого и второго аспектов настоящего изобретения рифления могут проходить только через сгибы, определяющие грань пачки, в направлении, по существу поперечном грани.
Сигаретная пачка 110 с фиг.6 согласно воплощению третьего аспекта настоящего изобретения содержит коробку 112, содержащую корпус 114 и шарнирно закрепленную крышку 116. Передняя стенка 118 и боковые стенки 120 корпуса 114 имеют ступенчатую форму по линии 122 через шарнирную концевую часть стенок, чтобы образовать закрывающую поверхность 124, которая перекрывается внутренней поверхностью крышки 116, когда крышка закрыта. Будет видно, что внешний вид и частично функция закрывающей поверхности 122 эквивалентны таковым обычного внутреннего каркаса. Не предполагается, что рисунки рифлений ограничиваются теми, что описаны в вышеприведенных воплощениях. Расстояние между каждой впадиной или каждым гребнем предпочтительно находится между 0,5 мм и 4 мм. Высота от впадины до пика каждого гребня предпочтительно находится между 0,1 мм и 2,0 мм. Впадины и гребни могут следовать любому пути, такому как прямая линия, и могут проходить через коробку или внутренний каркас под любым углом. По меньшей мере, две линии рифлений могут сходиться с образованием шеврона. Рифления могут проходить через всю или часть внутренней обоймы или коробки.
Профиль поперечного сечения рифлений может иметь любую заданную форму, такую как синусоидальная волна или профиль зуба пилы. Впадины этих рифлений могут быть выровнены так, чтобы области гофрированной части пачки, которые входят в контакт с содержимым пачки, были по существу плоскими. Установлено, что такие типы рифлений имеют то преимущество, что содержимое пачки не повреждается, если гофрированный материал прижимается к ним, например, когда пачка расплющивается.
Устройство на фиг.7 для гофрирования листового материала, используемого в пачках согласно настоящему изобретению, содержит первый 210 и второй 212 прямоцилиндрические валики круглого поперечного сечения, имеющие одинаковые диаметры и длины. Валики 210 и 212 могут вращаться вокруг своих продольных осей 214, 216 (со ссылками на них далее, как на оси вращения). Кривые поверхности 218, 222 валиков имеют рифления 220, 224, по существу параллельные осям вращения валиков. Первый валик 210 расположен над вторым валиком 212 таким образом, что ось вращения 214 первого валика находится вертикально над осью вращения 216 второго валика и параллельна ей. Между валиками 210, 212 оставлено вполне достаточное пространство для пропускания листа 226 картона между ними.
При работе валик 210 вращается по часовой стрелке вокруг своей оси вращения 214, а валик 212 вращается против часовой стрелки вокруг своей оси вращения 216. По мере того, как валики 210, 212 вращаются друг относительно друга, впадины рифлений 220 на первом валике взаимодействуют с выступами рифлений 224 на втором валике при прижимании валиков. Лист 226 картона подается в область сжатия; по мере того, как он проходит между валиками, рифления 220 первого валика 210 контактируют с одной поверхностью листа 226, а рифления 224 второго валика 212 контактируют с другой поверхностью листа 226; поэтому лист 226 становится рифленым. Следует заметить, что направление, в котором лист 226 гофрируется, может быть изменено простой подачей листа между валиками под разным углом к тому, что показан на фиг.7.
Обычно листовой материал, который должен гофрироваться, хранится в рулоне. Когда нужен материал, он разматывается с рулона и подается в захват между валиками. Гофрированный материал разрезается до нужного размера, по мере того, как он выходит из валиков, и до того, как он будет подан в упаковочную машину, которая собирает пачки согласно настоящему изобретению. Как альтернатива, листовой материал может быть разрезан до нужного размера до подачи его между валиками. Этот способ может быть использован для гофрирования материала внутреннего каркаса, а также для гофрирования любой части пачки. Было установлено, что листовой материал легче разрезается, если рифления не достигают области материала, в которой он разрезается. Когда рифления не проходят в эти области, будет видно, что края гофрированного материала не гофрируются. Как альтернатива, если рифления достигают областей материала, которые разрезаются, то разрезание значительно облегчается, если гофрированный материал непосредственно у места разреза опирается на поверхность, имеющую рифления, подобные рифлениям материала.
Валики могут иметь разный диаметр, и/или длину, и/или форму по сравнению с описанными и отличаться по диаметру, и/или длине, и/или форме друг от друга. Расположение валиков может отличаться от описанного. Например, ось вращения верхнего валика может не располагаться вертикально над осью вращения другого валика, а вместо этого располагаться под некоторым углом. Валики могут перемещаться относительно неподвижного листа, так что их оси вращения пересекают длину листа.
Рифления на кривой поверхности каждого цилиндрического валика не обязательно должны быть точно такими, как описанные в этом воплощении. Высота от впадины до пика рифления преимущественно находится между 0,1 мм и 2 мм, а ширина рифлений предпочтительно равна от 0,5 мм до 4 мм. Рифления могут иметь любой профиль в поперечном сечении, такой как синусоидальная волна или зуб пилы. Впадины и гребни рифлений могут быть существенно уплощены. Рифления могут располагаться в любом направлении относительно валиков, таком как по существу поперечное соответствующим осям вращения валиков. Рифления могут распространяться на всю или на часть кривой поверхности валиков.
Когда материал внутреннего каркаса, используемый для изготовления воплощений первого аспекта настоящего изобретения, гофрируется и затем разрезается, рифления располагаются в областях материала, которые образуют самую заднюю часть боковых стенок внутреннего каркаса таким образом, что верхние задние углы внутреннего каркаса загнутся внутрь, когда пачка будет собрана. Чтобы достичь этого, используя гофрирующие валики, материал располагается относительно рифлений на валиках таким образом, что материал гофрируется, а затем, если необходимо, последовательно разрезается. Когда рифления выполняются в направлении, по существу параллельном продольной оси пачки, используя валики, имеющие кривые поверхности с рифлениями в направлении, по существу перпендикулярном осям вращения валиков, материал располагается ровно относительно валиков и режущего инструмента (если он используется). Когда продольные рифления формируются с использованием валиков с кривыми поверхностями с рифлениями в направлении, по существу параллельном осям вращения валиков, вращение валиков должно быть синхронизировано с прохождением материала, когда материал предварительно разрезан до нужного размера, а также с режущим инструментом, когда материал разрезается на куски нужного размера после того, как он гофрируется, чтобы обеспечить правильное расположение рифлений внутреннего каркаса.
Подобным образом, когда формируются поперечные рифления с использованием валиков с кривыми поверхностями с рифлениями в направлении, по существу параллельном осям вращения валиков, вращение валиков должно быть синхронизировано с прохождением материала, когда материал предварительно разрезан до нужного размера, и с режущим инструментом, когда материал нарезается на куски нужного размера после того, как он гофрируется, чтобы обеспечить правильное расположение рифлений внутреннего каркаса. Когда формируются поперечные рифления с использованием валиков с кривыми поверхностями с рифлениями в направлении, по существу поперечном осям вращения валиков, материал располагается ровно относительно валиков и режущего инструмента (если он используется).
Фиг. 8 - это схематический вид устройства для регулировки положения рифлений на внутреннем каркасе. Обычное устройство для упаковки сигарет включает механизм для отрезания внутренних каркасов от полосы картона с рулона. Этот механизм перед режущим инструментом имеет устройство для нарезания на внутреннем каркасе закрывающих ушек, которые поддерживают крышку в закрытом положении. Это устройство, которое имеет известную конструкцию и способ действия, схематически показано под позицией 310 на фиг.8 и содержит верхний и нижний валики. Вырезающие закрывающие ушки валики 310 являются примерами выполнения модифицирующих валиков. Картон с рулона проходит через захват между валиками. Согласно W воплощению настоящего изобретения, показанного на фиг. 8, верхний 312 и нижний 314 соседние гофрирующие валики установлены непосредственно после валиков 310, отрезающих закрывающие ушки, между вырезающими закрывающие ушки валиками и лезвием 316, которое отрезает внутренний каркас от полосы картона. Гофрирующие валики 312, 314 и вырезающие закрывающие ушки валики 310, каждый, присоединен одним концом к соответствующим прямозубым цилиндрическим шестерням 318, 320, 322, 324. Центральная ось каждой шестерни выровнена с осью вращения валика, к которому она присоединена. Центральная прямозубая цилиндрическая шестерня 326 расположена между цилиндрическими шестернями 320, 324, расположенными на концах двух нижних валиков. Шестерни 318, 320, 322, 324, 326 расположены в одной и той же плоскости. Прямозубая цилиндрическая шестерня на каждом нижнем валике взаимодействует с цилиндрической шестерней на соответствующем верхнем валике и с центральной цилиндрической шестерней. Нижний гофрирующий валик 314 приводится в движение и приводит в движение верхний гофрирующий валик и через центральную цилиндрическую шестерню 326 также вырезающие закрывающие ушки валики. Ряд обычных зубчатых соединений (не показаны) присоединяют режущий инструмент к ведомой цилиндрической шестерне 320 на конце нижнего гофрирующего валика 314. По мере того, как две пары валиков вращаются, полоса картона (не показана), используемая для изготовления внутренних каркасов, подается в захват между вырезающими закрывающие ушки валиками 310. Лист затем проходит в захват между гофрирующими валиками 312, 314. Прохождение листа между гофрирующими валиками делает лист гофрированным, как описано ранее. Когда лист прошел между гофрирующими валиками, он проходит к режущему инструменту 316, который отрезает внутренние каркасы от ленты. Внутренние каркасы затем вставляются в пачку для табачных изделий согласно настоящему изобретению.
Обычные зубчатые соединения между шестерней 320 на конце нижнего гофрирующего валика 314 и режущим инструментом 316 гарантируют, что работа режущего инструмента синхронизирована с операциями вырезания ушек и гофрирования. Таким образом, закрывающие ушки и рифления расположены правильно на отрезанных внутренних каркасах.
Относительное расположение компонентов аппаратуры может быть изменено таким образом, что режущие элементы, образующие закрывающие ушки внутреннего каркаса, рифления и режущие по размеру элементы сформированы в другом порядке. Например, лист может быть отрезан по размеру внутреннего каркаса после того, как сделан разрез, образующий закрывающие ушки, но до того, как лист гофрирован. Зубчатые соединения регулируются соответствующим образом, так что синхронизация поддерживается.
Расположение рифлений и/или вырезов, образующих закрывающие ушки, сформированных на внутреннем каркасе, может быть изменено путем разъединения шестерен на конце валиков, вращающих валики, а затем соединением шестерен заново. Точность регулировки, которая может быть достигнута, зависит, однако, от шага шестерни. Дополнительным аспектом устройства, описанного выше, является то, что положение гофрирующих валиков 312, 314 может регулироваться относительно их осей вращения таким образом, что положение рифлений на внутреннем каркасе можно точно регулировать. Фиг.9 показывает деталированный вид сбоку нижнего ведомого гофрирующего валика 314. Фиг.10 показывает деталированный вид в аксонометрии одного конца нижнего гофрирующего валика 314. На обеих фиг. 9 и 10 цилиндрические прямозубые шестерни на валике опущены. Валик 314 полый и имеет цилиндрическую ось 328, проходящую через его центр. Ось 328 достаточно длинная, чтобы выступать из любого конца валика 314, и она несет цилиндрическую прямозубую шестерню (не показана). Валик может вращаться относительно оси. Валик фиксирован на оси с каждой стороны с помощью соответствующих разомкнутых колец 330, 332. Винты 334, 336 проходят через отверстие в каждом разомкнутом конце соответствующих колец 330, 332. Отверстие в разомкнутом конце каждого кольца 330, 332, которое находится дальше от головки соответствующих винтов 334, 336, имеет нарезку. Вращение винтов 334, 336 заставляет внутренний диаметр разомкнутых колец 330, 332 соответственно увеличиваться или уменьшаться в зависимости от направления вращения винтов. Центральная ось каждого разомкнутого кольца 330, 332 выровнена с осью вращения валика 314. Часть одной стороны одного разомкнутого кольца 330 присоединена к одному концу валика 314. Область той стороны разомкнутого кольца 330, которая находится рядом с разомкнутыми концами кольца, не присоединена к концу валика, так что разомкнутые концы кольца могут перемещаться относительно друг друга. Другое разомкнутое кольцо 332 подобным образом присоединено к другому концу валика 314. Ось 328 проходит через разомкнутые кольца 330, 332. Валик фиксируется к оси 328 путем сжатия винтов 334, 336 в разомкнутых кольцах 330, 332. Положение валика 314 относительно оси 328 может регулироваться вручную путем вывинчивания винтов так, чтобы внутренний диаметр разомкнутых колец возрастал, и валик мог свободно вращаться относительно оси. Верхний валик 312 регулируется на оси подобным образом.
Регулировка валиков на их осях позволяет изменять точное положение впадин и выступов гофрирующих валиков относительно углового положения валиков 310, вырезающих закрывающие ушки и положения режущего инструмента 316. Это позволяет точно определять положение рифлений на отрезанном внутреннем каркасе. Подобный механизм регулировки может быть использован, чтобы изменить угловое положение валиков 310, вырезающих закрывающие ушки, позволяющее определить точное положение разрезов, определяющих закрывающие ушки внутреннего каркаса.
В альтернативном способе, с помощью которого листовой материал, используемый в пачках согласно настоящему изобретению, гофрируется, материал помещается сверху гофрированной поверхности. Другая гофрированная поверхность затем помещается сверху материала. Рифления нижней гофрированной поверхности сцепляются с рифлениями верхней гофрированной поверхности. По мере того, как две гофрированные поверхности совмещаются, материал между ними сам становится гофрированным. Этот способ может быть использован, чтобы гофрировать предварительно разрезанные заготовки материала, которые затем сгибаются, чтобы сформировать крышку пачки и корпус согласно настоящему изобретению с помощью упаковочного устройства, он также может быть использован для гофрирования материала внутреннего каркаса.
Пачки для табачных изделий согласно первому и второму аспектам настоящего изобретения могут быть изготовлены из более тонкого материала, чем материал, используемый для производства обычных пачек, не подвергая риску способность этих пачек противостоять деформирующим усилиям, встречающимся при обычном использовании. Такие пачки также имеют то преимущество, что материал, используемый для их производства, легче остается в согнутом положении, чем обычные пачки. Соответственно количество точек склеивания, необходимых при производстве пачек, уменьшается. Пачки согласно первому аспекту настоящего изобретения имеют то преимущество, что не требуется особого сгибания внутреннего каркаса, чтобы предотвратить сцепление крышки с внутренним каркасом, когда крышка закрыта. Пачки согласно третьему аспекту не требуют внутреннего каркаса.
Следует принять во внимание, что типы гофрирования, описанные выше, могут быть применены к другим типам пачек, отличным от описанных, например к овальным пачкам и пачкам с пустыми углами. Они могут быть применены к одному, некоторым или всем углам, закругленным граням, скошенным граням или другим типам граней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЧКА ДЛЯ УДЛИНЕННЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2218295C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РИФЛЕНОГО ПОЛОТНА | 2020 |
|
RU2820236C2 |
| ПАЧКА ДЛЯ УДЛИНЕННЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2311329C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2757894C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2765704C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2757892C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2763209C2 |
| ПАЧКА ДЛЯ СИГАРЕТ | 1999 |
|
RU2250187C2 |
| УПАКОВОЧНЫЕ СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТНОЙ ПАЧКИ С РАЗДЕЛИТЕЛЕМ ВНУТРИ ГРУППЫ СИГАРЕТ И СООТВЕТСТВУЮЩАЯ СИГАРЕТНАЯ ПАЧКА | 2014 |
|
RU2656088C2 |

Изобретение относится к упаковке сигарет. Пачка с откидной крышкой включает коробку, содержащую корпус, крышку, шарнирно прикрепленную к корпусу, и внутренний каркас. В соответствии с одним из вариантов внутренний каркас выполнен гофрированным, причем гофрированные складки на верхних задних углах сгибаются внутрь так, что они не захватываются боковыми стенками крышки, когда она закрыта. В соответствии с другим вариантом по меньшей мере один элемент из корпуса и крышки выполнен из гофрированного листового материала. Согласно третьему варианту пачка не имеет внутреннего каркаса, при этом часть передней и боковой стенок на прилегающем к шарниру конце корпуса выполнена углубленной для образования смещенной внутрь поверхности. Раскрыты также способ и устройство для гофрирования бумажного картона, используемого в пачке. Изобретение обеспечивает повышение прочности пачек и экономию материала, используемого при их изготовлении. 5 с. и 54 з.п. ф-лы, 10 ил.
| US 5314062 А, 24.05.1994 | |||
| Печь для плавления волокнистых силикатных материалов | 1984 |
|
SU1178702A1 |
| US 3979047 A, 07.09.1976 | |||
| Заготовка для коробки | 1974 |
|
SU518117A3 |
| US 4912910 A, 03.04.1990. | |||

