Изобретение относится к устройству для гофрирования листа материала и к способу изготовления гофрированного листа материала, при этом гофрированный лист материала предпочтительно используется при производстве генерирующего аэрозоль изделия.
Обычно генерирующие аэрозоль изделия содержат множество элементов, собранных в виде стержня. Указанное множество элементов обычно включает образующий аэрозоль субстрат и фильтрующий элемент. Один или оба из фильтра и образующего аэрозоль субстрата могут содержать множество каналов для обеспечения протекания воздушного потока через стержень. Указанное множество каналов может быть выполнено путем гофрирования листа материала и последующего собирания этого материала в виде стержня с образованием каналов. В таких примерах гофрированный лист обычно выполняют путем гофрирования по существу непрерывного полотна и нарезания множества гофрированных листов из гофрированного и собранного полотна.
Этот подлежащий гофрированию материал, т.е. непрерывное полотно, в области техники, к которой относятся генерирующие аэрозоль изделия, может представлять собой литые табачные листы (TCL), полимолочную кислоту (PLA), жгут и др.
Из уровня техники известны способы и устройства для изготовления гофрированного полотна для использования в генерирующем аэрозоль изделии (см., например, публикацию WO 2016/071267). Известные способы изготовления гофрированного полотна обычно включают подачу по существу непрерывного полотна между парой взаимодействующих валиков для нанесения на непрерывное полотно множества складок гофрирования, проходящих в продольном направлении. Затем гофрированное полотно собирают с образованием непрерывного стержня, имеющего множество осевых каналов. Затем стержень обертывают и разрезают на меньшие сегменты с образованием генерирующего аэрозоль субстрата или фильтра для генерирующего аэрозоль изделия.
Процесс гофрирования создает различные эффекты в материале, который зажат между гофрирующими валиками.
Первая группа эффектов относится к процессам изготовления, например, тот факт, что гофрированный материал легко может быть сжат в стержень, который затем будет вставлен внутрь генерирующих аэрозоль изделий.
Вторая группа эффектов, связанных с гофрированием, например, испытываемое пользователем ощущение при курении, проявляется после сжатия гофрированного материала в стержень и его добавления к генерирующему аэрозоль изделию. Более конкретно, процесс гофрирования влияет на контакт между воздухом, проникающим в генерирующее аэрозоль изделие, и гофрированным листом материала, и на сопротивление затяжке (RTD).
Следовательно, процесс гофрирования важен для правильного изготовления генерирующего аэрозоль изделия и для получения нужных ощущений при курении.
Тем не менее, неоптимальный или недостаточно оптимальный процесс гофрирования способен ослабить гофрированное полотно материала, ухудшить высвобождение веществ из гофрированного листа материала в воздух, проникающий в стержень, а также отрицательно повлиять на величину сопротивления затяжке.
Было бы желательно создать такие способ и устройство для изготовления гофрированного листа материала, предпочтительно, для генерирующего аэрозоль изделия, которые обеспечивали бы возможность улучшения регулирования и повышения гибкости тех свойств генерирующего аэрозоль изделия, которые связаны с процессом гофрирования.
Согласно первому аспекту настоящего изобретения, предложено устройство для гофрирования листа материала, содержащее первый и второй обращенные друг к другу гофрирующие валики, имеющие первую и вторую оси вращения, причем по меньшей мере один из первого и второго гофрирующих валиков содержит множество гребней, каждый из которых образует первую и вторую боковые стенки и вершину, первая или вторая боковая стенка образует угол наклона боковой стенки к радиальному направлению, проходящему через вершину, и этот угол наклона боковой стенки составляет от приблизительно 8 градусов до приблизительно 10 градусов.
Предпочтительно, угол наклона боковой стенки находится в пределах от приблизительно 4 градусов до приблизительно 20 градусов.
До настоящего времени осуществлялась оптимизация процесса гофрирования с целью создания улучшенных ощущений у конечного потребителя, в частности, с целью достижения особо подходящего значения сопротивления затяжке и эффективного высвобождения веществ, подлежащих высвобождению генерирующим аэрозоль изделием. Это иногда приводило к особо неудачной и подверженной ошибкам технологии производства, в частности, на этапе гофрирования. В данном случае, при осуществлении способов производства согласно существующему уровню техники довольно часто имело место ухудшение качества гофрированного листа материала. В ходе процесса гофрирования могли отмечаться даже разрывы листа материала. Это не только создавало проблемы для производства в том плане, что приходилось довольно часто, и иногда даже в непредвиденное время, отключать производственное оборудование для проведения техобслуживания. Помимо этого, такие разрывы и снижение качества гофрированного листа материала способны даже приводить к ухудшению ощущений при курении у конечного потребителя, например, вследствие изменения сопротивления затяжке. Благодаря применению настоящего изобретения, обеспечивается возможность получения гофрированного листа материала, в значительно меньшей степени подверженного любым повреждениям или иным нежелательным изменениям листа материала. В то же самое время обеспечивается возможность создания особо предпочтительных ощущений при курении у конечного потребителя.
Две оси вращения валиков могут быть выровнены по существу параллельно друг другу, или между ними может быть образован определенный, предпочтительно небольшой, конечный угол.
В контексте данного документа термин «лист» обозначает плоский элемент, ширина и длина которого значительно превышают его толщину.
В контексте данного документа термин «гофрированный» обозначает лист или полотно с множеством складок. Термин «гофрирование» обозначает выполнение гофрированного листа материала предпочтительно из по существу плоского листа материала или листа материала, не подвергнутого предварительной обработке для создания структурированной поверхности.
В контексте данного документа термин «величина шага» или «шаг» относится к расстоянию в боковом направлении между впадинами по обе стороны от вершины конкретной складки или к расстоянию в боковом направлении между двумя соседними или следующими друг за другом вершинами или гребнями.
В контексте данного документа термин «величина амплитуды» или «амплитуда» относится к высоте складки от ее вершины до самой глубокой точки самой глубокой непосредственно смежной впадины.
В контексте данного документа термин «гребень» обозначает выступ, наблюдаемый в направлении наружу или внутрь в радиальном направлении от оси вращения соответствующего валика и образующий таким образом вершину, которая может иметь либо форму углового типа, либо закругленную форму. Соответствующая вершина может быть ограничена двумя боковыми стенками, по одной с каждой стороны вершины. Гребень или вершина могут иметь определенную протяженность вдоль поверхности валика, если смотреть в касательном направлении. Амплитуда гребней определяется таким же образом, что и для складок. Между двумя гребнями расположена «впадина».
Боковая стенка имеет направление, определяемое ее касательной. Термин «угол наклона боковой стенки» обозначает угол между касательной к боковой стенке и радиальным направлением, проходящим через вершину гребня. Радиальное направление может быть визуально представлено как радиус валика, соединяющий центр гофрирующего валика (где находится ось вращения валика) и вершину гребня.
Поскольку может присутствовать более чем одна касательная, термин «угол наклона боковой стенки» определяется относительно минимального или максимального значения локального угла наклона боковой стенки при прохождении вдоль формы поверхности валика между двумя следующим друг за другом вершинами или между вершиной и дном впадины. Дно впадины может представлять собой место, где определен наименьший локальный радиус валика между двумя соседними вершинами. Минимальное или максимальное значение угла может относиться к абсолютной величине соответствующего значения. Тем не менее, для определения угла наклона боковой стенки может также использоваться и другое выраженное или четко определенное место вдоль боковой стенки.
Гребни могут быть симметричными относительно оси вращения соответствующего валика, так что боковые стенки с противоположных сторон вершины могут быть симметричными. В частности, в этом случае угол между двумя боковыми стенками, образующими один и тот же гребень, составляет удвоенную величину любого из двух углов наклона боковых стенок. В качестве альтернативы, один или более гребней могут быть асимметричными относительно оси вращения соответствующего валика. Иначе говоря, углы наклона обоих боковых стенок гребня могут быть разными. Данное утверждение может относиться к определенному участку валика (таким образом, что по меньшей мере две области поверхности валика являются разными) или к нескольким или даже к большинству участков валика.
В контексте данного документа термин «угол наклона гребня» относится к углу между гребнем и продольным направлением.
В контексте данного документа термин «складки» обозначает множество по существу параллельных гребней, состоящих из чередующихся вершин и впадин, соединенных посредством боковых стенок складок. Они могут быть выполнены в листе посредством гребней гофрирующих валиков. Валики также могут иметь складки, образованные множеством смежных гребней. Складки могут иметь много разных форм; они включают, но без ограничения, складки, имеющие ромбовидный профиль, синусоидальный волновой профиль, треугольный профиль, пилообразный профиль или любую их комбинацию.
В контексте данного документа определения, относящиеся к размерам и формам гребней, значениям амплитуды, значениям шага, вершинам, боковым поверхностям и т.п., могут быть поняты применительно к валикам гофрирующего устройства. Предпочтительно, складки готового гофрированного листа материала могут иметь по меньшей мере частично по существу одинаковые размеры и форму. Тем не менее, могут также иметь место и определенные отклонения. В частности, определенные свойства материала листа, подлежащего гофрированию, могут привести к отклонениям от формы или размеров одного или обоих валиков.
В контексте данного документа термин «по существу взаимодействуют» означает, что складки первого и второго валиков по меньшей мере частично входят в зацепление. Это включает компоновки, в которых складки одного или обоих валиков являются симметричными или асимметричными. Складки валиков могут быть по существу выровненными или по меньшей мере частично смещенными. Вершины одного или более гребней первого или второго валика могут взаимодействовать с впадинами между двумя гребнями другого из первого и второго валиков. Предпочтительно, складки первого и второго валиков взаимодействуют таким образом, что по существу все впадины складок одного из первого и второго валиков принимают вершину одной складки другого из первого и второго валиков.
В контексте данного документа термин «продольное направление» относится к направлению, проходящему вдоль или параллельно длине полотна или листа.
В контексте данного документа термин «ось вращения» относится к направлению, проходящему вдоль или параллельно линии, которая по существу не демонстрирует поступательного перемещения при вращении соответствующего валика во время его нахождения в нормальном работающем состоянии. Она может именоваться осью соответствующего валика.
В контексте данного документа термин «ширина» относится к направлению, перпендикулярному длине полотна или листа или, в случае валика, параллельному оси валика.
В контексте данного документа термин «стержень» обозначает в целом цилиндрический элемент по существу с круглым или овальным поперечным сечением.
В контексте данного документа термины «осевой» или «в осевом направлении» относятся к направлению, проходящему вдоль или параллельно оси цилиндра стержня.
В контексте данного документа термины «собранный» или «собирание» означают, что полотно или лист свернуты или иным образом сжаты или сужены по существу в поперечном направлении относительно оси цилиндра стержня.
В контексте данного документа термин «секция» применительно к валику обозначает определенную область на внешней окружной поверхности по меньшей мере одного из валиков. Ограничение поверхности может быть определено в терминах конкретной протяженности вдоль осевого направления соответствующего валика (которое параллельно оси вращения соответствующего валика). Дополнительно или в качестве альтернативы, указанное ограничение может быть определено в терминах конкретной протяженности вдоль касательного направления к соответствующему валику (задающего определенную угловую протяженность).
Генерирующее аэрозоль изделие может представлять собой нагреваемое генерирующее аэрозоль изделие, т.е. генерирующее аэрозоль изделие, содержащее образующий аэрозоль субстрат, который должен нагреваться, а не сжигаться, для высвобождения летучих соединений, способных образовывать аэрозоль. Нагреваемое генерирующее аэрозоль изделие может содержать встроенное нагревательное средство, образующее часть генерирующего аэрозоль изделия, или оно может быть выполнено с возможностью взаимодействия с внешним нагревателем, образующим часть отдельного генерирующего аэрозоль устройства.
С целью производства гофрированного листа материала, лист материала, который может представлять собой, например, жгут, лист из полимолочной кислоты или лист, образованный материалом, содержащим алкалоид, таким, как гомогенизированный табачный материал, подают вдоль направления подачи. Подача может осуществляться с помощью любых подходящих средств, например, путем протягивания посредством валиков, в частности путем протягивания с использованием указанных первого и второго гофрирующих валиков. Во время подачи лист или полотно материала проходит через т.н. «зазор», который образован между первым и вторым гофрирующими валиками.
По меньшей мере один из валиков – либо первый валик, либо второй валик, либо оба из них – содержат гребни, которые входят в контакт с листом материала таким образом, чтобы на листе выполнялись соответствующие складки при его прохождении через указанный зазор.
Оба из первого и второго гофрирующих валиков могут иметь множество гребней или складок. В данном конкретном случае валики могут быть выполнены и размещены таким образом, чтобы по меньшей мере их участки по существу взаимодействовали.
В качестве альтернативы, один из первого и второго валиков может иметь складки, в то время как другой валик может иметь по существу гладкую цилиндрическую поверхность.
Оба из первого и второго валиков могут иметь складки, но на участках, не соответствующих друг другу, иначе говоря, для каждого участка листа материала, который входит в контакт с валиками, лишь один из первого и второго валиков образует складки гофрирования на данном участке листа.
Каждый гребень содержит две боковых поверхности, заканчивающихся на вершине гребня. По меньшей мере одна из боковых стенок образует угол наклона боковой стенки относительно радиального направления, т.е. направления вдоль радиуса валика, начинающегося от его оси вращения, и этот угол составляет от приблизительно 4 градусов до приблизительно 20 градусов, предпочтительно от приблизительно 8 до приблизительно 10 градусов. Угол наклона боковой стенки представляет собой угол между касательной к боковой стенке в месте, где боковая стенка содержит линейный участок, и радиальным направлением, определенным выше.
Предпочтительно, все гребни первого или второго валика образуют такие углы наклона боковых стенок.
Еще более предпочтительно, обе боковых стенки каждого гребня образуют углы наклона боковых стенок в пределах указанного диапазона.
Испытания показали, что гребни, образующие углы наклона боковых стенок в заявленном диапазоне, уменьшают явление разрыва и, возможно, также уменьшают повреждения листа материала, проходящего внутрь зазора между валиками. Таким образом обеспечивается возможность улучшенного управления процессом гофрирования.
Предпочтительно, гребни расположены на расстоянии друг от друга с постоянным шагом. Данное утверждение может применяться по существу ко всей внешней окружной поверхности первого или второго валика. Данное утверждение может применяться по существу ко всей внешней окружной поверхности валиков, в частности, по ширине и/или по окружности соответствующего валика. Тем не менее, возможно, что первый или второй валик имеет несколько секций, и постоянный шаг имеет место лишь в пределах соответствующей секции. Гофрированный лист материала, гофрированный с использованием таких валиков, может демонстрировать особо предпочтительные свойства и, возможно, он может демонстрировать особо высокое сопротивление затяжке.
Предпочтительно, все гребни имеют по существу одинаковую амплитуду. Данное утверждение может быть применено по существу ко всей внешней окружной поверхности валиков, в частности по ширине и/или по окружности соответствующего валика. Тем не менее, возможно, что первый или второй валик имеет несколько секций, и одинаковая амплитуда имеет место лишь в пределах соответствующей секции. Гофрированный лист материала, гофрированный с использованием таких валиков, может демонстрировать особо предпочтительные свойства, в частности, если речь идет о собирании гофрированного листа материала.
Предпочтительно, первая и вторая боковые стенки являются симметричными относительно радиального направления, проходящего через вершину. Это утверждение может быть применено по существу ко всей внешней окружной поверхности валиков, в частности, по ширине и/или по окружности соответствующего валика. С помощью таких валиков обеспечивается возможность того, чтобы подлежащий гофрированию лист материала был менее подвержен разрывам или другим неблагоприятным изменениям. Таким образом, соответствующее устройство может быть особо предпочтительным.
Еще более предпочтительно, первый или второй валик выполнен из металла. Разумеется, возможно также, что оба валика выполнены из металла. Такая конструкция валиков способна обеспечивать особо продолжительный срок службы валиков и устройства, в котором они используются.
Предпочтительно, указанный угол наклона боковых стенок составляет от приблизительно 8 градусов до приблизительно 10 градусов. Это утверждение может быть применено по существу ко всей внешней окружной поверхности валиков, в частности, по ширине и/или по окружности соответствующего валика. С помощью таких размеров обеспечивается возможность получения устройства, демонстрирующего особо низкую вероятность разрыва листа материала, подлежащего гофрированию. Кроме того, обеспечивается возможность создания особо благоприятных ощущений при курении у конечного пользователя готового продукта. Возможно использование данных размеров лишь в определенной секции или в определенных секциях поверхности первого или второго валика.
Еще более предпочтительно, другой из первого и второго гофрирующих валиков содержит множество гребней, причем первый и второй валики расположены таким образом, что гребни первого валика по существу взаимодействуют с гребнями второго валика. Это утверждение может быть применено по существу ко всей внешней окружной поверхности валиков, в частности по ширине и/или по окружности или соответствующего валика. Аналогичным образом, данное утверждение может применяться лишь к определенным секциям внешней окружной поверхности валиков. Благодаря использованию такой конструкции, обеспечивается возможность того, чтобы готовый гофрированный лист материала имел форму, которая является особо предпочтительной с точки зрения достижения требуемого сопротивления затяжке или с точки зрения высвобождения требуемого количества летучих соединений при использовании в конечном продукте.
Согласно второму аспекту настоящего изобретения, предложен способ изготовления гофрированного листа для генерирующего аэрозоль изделия, включающий этапы, на которых: подают по существу непрерывный лист материала к комплекту гофрирующих валиков, содержащему первый валик и второй валик, причем по меньшей мере один из первого и второго валиков содержит множество гребней; и гофрируют по существу непрерывное полотно с получением гофрированного полотна путем подачи указанного по существу непрерывного листа между первым и вторым валиками в продольном направлении листа материала таким образом, чтобы гребни первого или второго валика наносили множество складок гофрирования на указанный по существу непрерывный лист материала, причем гребни первого или второго валика образуют первую и вторую боковые стенки и вершину, первая или вторая боковая поверхность образует угол наклона боковой стенки к радиальному направлению, проходящему через вершину, и этот угол наклона боковой стенки составляет от приблизительно 8 градусов до приблизительно 10 градусов.
Особо успешное осуществление способа возможно при использовании устройства согласно приведенному выше описанию. При использовании способа согласно данному аспекту настоящего изобретения, могут быть реализованы эффекты и преимущества, сходные с теми, которые были описаны ранее применительно к вышеописанному устройству для гофрирования листа материала, по меньшей мере по аналогии. Кроме того, способ также может быть модифицирован в вышеописанном смысле, по меньшей мере по аналогии. При использовании таких модификаций также могут быть достигнуты сходные эффекты и преимущества в сочетании с указанным способом, по меньшей мере по аналогии.
В частности, возможна модификация способа таким образом, чтобы способ включал этапы, на которых изготавливают гофрированный лист согласно тому, как описано выше, и дополнительно включал этапы, на которых: собирают гофрированный лист с образованием непрерывного стержня; и нарезают непрерывный стержень на множество стержнеобразных компонентов, каждый из которых имеет собранный гофрированный лист, выполненный из отрезной части гофрированного листа, причем складки гофрирования гофрированного листа образуют множество каналов в стержнеобразном компоненте.
Таким образом обеспечивается возможность эффективного и дешевого изготовления генерирующего аэрозоль изделия, удовлетворяющего актуальным требованиям рынка. В частности, обеспечивается возможность изготовления генерирующего аэрозоль изделия таким образом, чтобы оно было похоже на обычный генерирующий аэрозоль продукт горючего типа, в частности обычную сигарету. «Собирание» может, в частности, включать вышеописанные способы собирания. В частности, «собирание» может включать процесс складывания, в котором два участка гофрированного листа материала могут быть размещены друг на друге посредством операции складывания вдоль обычно прямой линии, или посредством операции свертывания, согласно которой изначально несобранному гофрированному листу материала придают форму, до некоторой степени сходную с рулоном. Возможно также использование сочетания процессов складывания и свертывания, причем обычно операцию складывания выполняют перед операцией свертывания.
Предпочтительно, способ может использоваться таким образом, чтобы лист материала представлял собой одно из следующего: лист, содержащий алкалоидный материал, пластмассовый лист или лист, содержащий целлюлозу. Для таких листов предложенный в настоящей заявке способ может быть особенно подходящим. Предпочтительно, лист из материала, содержащего алкалоид, включает гомогенизированный табачный лист.
«Материал, содержащий алкалоид» представляет собой материал, который содержит один или более алкалоидов. Среди алкалоидов предпочтительным является никотин, который может быть обнаружен в табаке.
Алкалоиды представляют собой группу встречающихся в природе химических соединений, которые содержат атомы азотистых оснований. Эта группа также включает некоторые сопутствующие соединения с нейтральными и даже слабокислотными свойствами. Некоторые синтетические соединения подобной структуры также именуются алкалоидами. Помимо углерода, водорода и азота, алкалоиды могут также содержать кислород, серу и, более редко, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды вырабатываются широким спектром организмов, в том числе бактериями, грибками, растениями и животными. Они могут быть получены путем очистки первичных экстрактов указанных организмов методом кислотно–основной экстракции. Примерами алкалоидов являются кофеин, никотин, теобромин, атропин, тубокурарин.
В контексте данного документа термин «гомогенизированный табачный материал» обозначает материал, полученный путем агломерации табака в виде частиц, содержащего алкалоид никотин.
Гофрированный лист материала, который был гофрирован в вышеописанном смысле, может использоваться в генерирующем аэрозоль изделии, содержащем стержень, выполненный из собранного гофрированного листа, который был изготовлен вышеописанным способом.
Такое генерирующее аэрозоль изделие может быть похоже на горючее курительное изделие, такое как сигарета. Генерирующее аэрозоль изделие может содержать табак. Генерирующее аэрозоль изделие может быть одноразовым. Генерирующее аэрозоль изделие может, в качестве альтернативы, быть частично многоразовым и содержать возобновляемый или сменный образующий аэрозоль субстрат.
В контексте данного документа термин «гомогенизированный табачный материал» обозначает материал, полученный путем агломерации табака в виде частиц.
Гомогенизированный табачный материал может иметь форму листа. Содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять более чем 5 процентов в пересчете на сухой вес. В качестве альтернативы, содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять от приблизительно 5 процентов до приблизительно 30 процентов в пересчете на сухой вес. Листы гомогенизированного табачного материала могут быть образованы путем агломерации табака в виде частиц, полученного путем помола или измельчения другим способом одного или обоих из табачных листовых пластин и жилок табачного листа; в качестве альтернативы или дополнительно, листы гомогенизированного табачного материала могут содержать одно или более из табачной пыли, табачной мелочи и других табачных отходов в виде частиц, образующихся, например, во время обработки, перемещения и отгрузки табака. Листы гомогенизированного табачного материала могут содержать одно или более собственных связующих, т.е. табачных эндогенных связующих, одно или более внешних связующих, т.е. табачных экзогенных связующих, или их сочетание, что способствует агломерации табака в виде частиц; в качестве альтернативы или дополнительно, листы гомогенизированного табачного материала могут содержать другие добавки, включая, но без ограничения, табачные и нетабачные волокна, вещества для образования аэрозоля, увлажнители, пластификаторы, ароматизаторы, наполнители, водные и неводные растворители и их сочетания. Образующий аэрозоль субстрат может представлять собой твердый образующий аэрозоль субстрат. В качестве альтернативы, образующий аэрозоль субстрат может содержать как твердые, так и жидкие компоненты. Образующий аэрозоль субстрат может содержать табакосодержащий материал, содержащий летучие табачные ароматические соединения, которые высвобождаются из субстрата при нагреве. В качестве альтернативы, образующий аэрозоль субстрат может содержать нетабачный материал. Образующий аэрозоль субстрат может дополнительно содержать вещество для образования аэрозоля. Примерами подходящих веществ для образования аэрозоля являются глицерин и пропиленгликоль. Если образующий аэрозоль субстрат представляет собой твердый образующий аэрозоль субстрат, то этот твердый образующий аэрозоль субстрат может содержать, например, одно или более из следующего: порошок, гранулы, шарики, крупицы, тонкие трубки, полоски или листы, содержащие одно или более из следующего: травяные листья, табачные листья, фрагменты табачных жилок, восстановленный табак, гомогенизированный табак, экструдированный табак и расширенный табак. Твердый образующий аэрозоль субстрат может иметь рассыпную форму или он может быть обеспечен в подходящей емкости или картридже. Например, материал, образующий аэрозоль материал твердого образующего аэрозоль субстрата может быть заключен внутри бумажной или другой обертки и иметь форму заглушки. Если образующий аэрозоль субстрат имеет форму заглушки, то вся заглушка, включая любую обертку, считается образующим аэрозоль субстратом.
При необходимости, твердый образующий аэрозоль субстрат может содержать дополнительные табачные или нетабачные летучие ароматические соединения, предназначенные для высвобождения при нагреве твердого образующего аэрозоль субстрата. Твердый образующий аэрозоль субстрат может также содержать капсулы, которые содержат, например, дополнительные табачные или нетабачные летучие ароматические соединения, и такие капсулы могут плавиться во время нагрева твердого образующего аэрозоль субстрата.
При необходимости, твердый образующий аэрозоль субстрат может быть обеспечена на термостабильном носителе или встроен в него. Носитель может иметь форму порошка, гранул, шариков, кусочков, тонких трубок, полосок или листов. Твердый образующий аэрозоль субстрат может быть нанесен на поверхность носителя в форме, например, листа, пены, геля или суспензии. Твердый образующий аэрозоль субстрат может быть нанесен на всю поверхность носителя или, в качестве альтернативы, он может быть нанесен в виде рисунка с целью обеспечения неоднородной доставки аромата во время использования. В некоторых вариантах осуществления по меньшей мере часть образующего аэрозоль субстрата выполнена из собранного гофрированного листа согласно любому из вышеописанных вариантов осуществления. В таких вариантах осуществления собранный гофрированный лист может содержать лист гомогенизированного табачного материала. В некоторых вариантах осуществления по меньшей мере часть образующего аэрозоль субстрата нанесена на поверхность носителя в виде собранного гофрированного листа согласно любому из вышеописанных вариантов осуществления.
Элементы генерирующего аэрозоль изделия предпочтительно объединены посредством подходящей обертки, например, сигаретной бумаги. Сигаретная бумага может представлять собой любой подходящий материал для обертывания компонентов генерирующего аэрозоль изделия в форме стержня. Предпочтительно, сигаретная бумага удерживает и выравнивает составляющие элементы генерирующего аэрозоль изделия, когда изделие собрано, и удерживает их в правильном положении внутри стержня. Подходящие материалы хорошо известны из уровня техники.
Предпочтительно, образующий аэрозоль субстрат выполнен из гомогенизированного табачного материала или содержит гомогенизированный табачный материал, в котором содержание вещества для образования аэрозоля составляет более чем 5 процентов в пересчете на сухой вес, и воду. Например, содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять от 5 процентов до 30 процентов по весу в пересчете на сухой вес. Аэрозоль, генерируемый из таких образующих аэрозоль субстратов, может восприниматься пользователем как имеющий особенно высокую температуру, и использование охлаждающего аэрозоль элемента с большой удельной поверхностью и низким сопротивлением затяжке обеспечивает возможность снижения ощущаемой температуры аэрозоля до приемлемого для пользователя уровня.
Генерирующее аэрозоль изделие может иметь по существу цилиндрическую форму. Генерирующее аэрозоль изделие может быть по существу продолговатым. Генерирующее аэрозоль изделие может иметь длину и окружность, по существу перпендикулярную длине. Образующий аэрозоль субстрат может иметь по существу цилиндрическую форму. Образующий аэрозоль субстрат может быть по существу удлиненным. Образующий аэрозоль субстрат также может иметь длину и окружность, по существу перпендикулярную длине. Образующий аэрозоль субстрат может быть размещен в генерирующем аэрозоль устройстве таким образом, чтобы длина образующего аэрозоль субстрата была по существу параллельна направлению воздушного потока в генерирующем аэрозоль устройстве. Охлаждающий аэрозоль элемент может быть по существу продолговатым.
Генерирующее аэрозоль изделие может иметь общую длину от приблизительно 30 миллиметров до приблизительно 100 миллиметров. Генерирующее аэрозоль изделие может иметь внешний диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров.
Генерирующее аэрозоль изделие, может содержать фильтр или мундштук. Фильтр может быть расположен на расположенном дальше по ходу потока конце генерирующего аэрозоль изделия. Фильтр может представлять собой ацетилцеллюлозную фильтрующую заглушку. В одном варианте осуществления фильтр имеет длину приблизительно 7 миллиметров, однако он может иметь длину от приблизительно 5 миллиметров до приблизительно 10 миллиметров. Генерирующее аэрозоль изделие может содержать разделительный элемент, расположенный дальше по ходу потока относительно образующего аэрозоль субстрата.
Согласно третьему аспекту, настоящее изобретение относится к гофрированному листу, изготовленному согласно второму аспекту. Гофрированный лист согласно настоящему изобретению является более гибким с точки зрения собирания, и он меньше подвержен к разрывам.
Предпочтительно, гофрированный лист материала представляет собой одно из следующего: лист материала, содержащего алкалоид, пластмассовый лист и лист, содержащий целлюлозу. Предпочтительно, лист материала, содержащего алкалоид, содержит гомогенизированный табачный материал.
Согласно четвертому аспекту, настоящее изобретение относится к генерирующему аэрозоль изделию, содержащему часть гофрированного листа, изготовленного согласно третьему аспекту.
Другие преимущества настоящего изобретения станут понятны из его подробного описания с неограничивающими ссылками на сопроводительные чертежи, на которых:
на фиг. 1 показан схематичный вид сбоку устройства для изготовления гофрированного листа материала;
на фиг. 2 показан схематический вид спереди гофрирующей пары валиков и зазор, которые они образуют для гофрирования материала; и
на фиг. 3 показан схематичный частичный вид геометрической формы гофрирующих зубьев гофрирующей пары валиков.
На фиг. 1 показана основная компоновка устройства 1 для изготовления гофрированного листа материала 7 для генерирующего аэрозоль устройства на схематичном виде сбоку.
Исходный материал подают посредством первого рулона, а именно подающего рулона 2. На подающем рулоне 2 размещен «бесконечный» лист плоского и тонкого материала 3, подлежащего гофрированию с использованием устройства 1. Материал 3 может представлять собой гомогенизированный табачный лист или пластмассовый лист или целлюлозный лист, на который может быть нанесено табачное ароматическое соединение какого–либо типа. Следует понимать, что лист материала 3, который наматывается на рулон 2, не является бесконечным в строгом смысле этого слова. Тем не менее, общая длина указанного листа материала может составлять несколько сот метров и, следовательно, она намного превосходит его ширину. Кроме того, возможно применение механизма (не показан) замены очередного подающего рулона 2 на следующий, чтобы была обеспечена возможность непрерывного процесса гофрирования.
Лист разматывается с подающего рулона 2 и поступает в «основную часть» устройства 1, где осуществляется обработка листа материала 3. Материал 3 подается в устройство 1 в виде цельного плоского листа материала 3. Обработка плоского листа материала 3 осуществляется в зазоре 6, который образован между верхним валиком 4 и валиком 5 в результате надлежащего размещения двух валиков 4, 5 на определенном расстоянии. Ширина зазора 6 выбрана приблизительно в диапазоне толщины поступающего листа материала 3. Ширина зазора 6 обычно определяется как расстояние до соседнего участка поверхности другого из валиков 4, 5 в направлении, по существу перпендикулярном данному участку поверхности. В зависимости от современных требований к процессу обработки, ширина зазора 6 обычно составляет немного меньше, чем толщина поступающего листа материала 3, так что поступающий лист материала 3 немного сжимается в зазоре 6. Таким образом обеспечивается возможность приложения тягового усилия к плоскому листу материала 3 посредством валиков 4, 5.
В приведенном в настоящей заявке варианте осуществления как верхний валик 4, так и нижний валик 5 имеют внешние поверхности 11 с соответствующими друг другу поверхностными структурами (см. также фиг. 2 и 3). Более конкретно, гребни 9 первого валика 4 будут частично выступать в соответствующие соседние впадины 10 второго валика 5 и наоборот. Это будет подробно пояснено ниже, в частности, со ссылками на фиг. 2 и 3.
Благодаря конструкции валиков 4, 5, в частности, благодаря конструкции внешних поверхностей 11 валиков 4, 5, будет происходить гофрирование листа материала 3, который проходит через зазор 6. Гофрированный лист 7 материала выходит из обрабатывающего зазора 6 с другой его стороны. Гофрированный лист 7 подается на рулон 8 готового продукта, на которой наматывается обработанный и гофрированный лист 7 материала. Складки гофрированного листа 7 показаны на фиг. 1 в увеличенном виде для иллюстративных целей.
Хотя в данном примере внешние поверхности 11 обоих валиков 4, 5 представляют собой полностью структурированные внешние поверхности 11, следует понимать, что также возможен вариант, в котором лишь один из валиков 4, 5 имеет структурированную внешнюю поверхность 11; вариант, в котором один или оба из валиков 4, 5 имеют лишь частично структурированную внешнюю поверхность 11 (это означает, что участок внешней поверхности 11 соответствующего валика (валиков) будет иметь по существу неструктурированную внешнюю поверхность); и т.п.
На фиг. 2 более подробно показан зазор 6, который образован верхним валиком 4 и нижним валиком 5, на виде со стороны поступающего листа материала 3. Иначе говоря, вид на фиг. 2 перпендикулярен виду на фиг. 1. Как особенно хорошо можно видеть из фиг. 2, оба из верхнего и нижнего валиков 4, 5 имеют структурированную поверхность 11, содержащую чередующиеся ряды гребней 9 и впадин 10, причем шаг между двумя следующими друг за другом гребнями 9 или шаг между двумя следующим друг за другом впадинами 10 остается по существу постоянным по всей ширине соответствующего валика 4, 5. Кроме того, амплитуда поверхностной структуры, т.е. разность радиусов каждого из валиков 4, 5 по вершинам гребней 9 и по нижним точкам впадин 10, остается по существу постоянной по всей ширине соответствующего валика 4, 5.
Как можно дополнительно видеть из фиг. 2 и более подробно – из фиг. 3, местоположение гребней 9 и впадин 10 немного смещено на двух соседних валиках 4, 5, так что гребни 9 и впадины 10 частично входят в зацепление друг с другом. В частности, обычно смещение между структурами внешней поверхности валиков 4, 5 по существу, эквивалентно приблизительно половине шага 12 между двумя следующими друг за другом гребнями 9 или двумя следующими друг за другом впадинами 10.
В зависимости от конструкции валиков 4, 5, лист материала 7, который выходит из зазора 6 (т.е. лист материала 7, который обработан устройством 1, как показано на фиг. 1), будет иметь соответствующую поверхностную структуру.
Следует понимать, что поверхностная структура 11 и размещение валиков 4, 5, показанные в настоящем варианте осуществления, соответствуют лишь типовому примеру. Возможны также другие аналогичные варианты осуществления. Например, возможен также вариант, в котором лишь один из валиков (например, верхний валик 4) имеет поверхностную структуру 11, содержащую гребни 9 и впадины 10, в то время как другой валик (например, нижний валик 5) имеет по существу неструктурированную внешнюю поверхность. Аналогичным образом, поверхностная структура 11 на двух валиках 4, 5 также может быть разной. В качестве неограничивающего примера, амплитуды 14 поверхностных структур 11 двух валиков 4, 5 могут быть выбраны разными.
На фиг. 3 более подробно показана геометрия поверхностной структуры 11. Лишь для полноты следует упомянуть, что из–за масштаба на фиг. 3 показано лишь весьма ограниченное количество гребней 9 и впадин 10. На практике количество гребней 9 и впадин 10, как правило, будет составлять значительно больше. Кроме того, из–за выбранного масштаба на фиг. 3 можно видеть лишь те участки внешних поверхностей 11 соседних валиков 4, 5, которые образуют зазор 6.
Шаг 12 гребней 9 (пиков или вершин), который представляет собой расстояние между двумя следующими друг за другом гребнями 9, измеренное в осевом направлении соответствующего валика 4, 5, в данном случае выбран равным приблизительно 1 миллиметру. Поскольку поверхностная структура 11, в частности расположение гребней 9 и впадин 10, является симметричной, расстояние 13 между гребнем 9 и соседней впадиной 10, если смотреть в осевом направлении соответствующего валика 4, 5, будет составлять половину шага 12, и, следовательно, оно будет составлять приблизительно 0,5 миллиметра. В данном примере амплитуда 14, которая представляет собой расстояние между гребнем 9 и впадиной 10, наблюдаемое в радиальном направлении соответствующего валика 4, 5, в данном случае также составляет 1 миллиметр. Следовательно, расстояние по наклонной между гребнем 9 (вершиной) и соседней впадиной 10 будет на соответствующую величину больше. В данном случае оно может быть вычислено на основе теоремы Пифагора  (значения длины указаны в миллиметрах).
(значения длины указаны в миллиметрах).
Кроме того, на фиг. 3 также можно видеть смещение между двумя поверхностными структурами 11 в осевом направлении. В данном случае смещение выбрано таким образом, что оно составляет половину шага 12 между двумя соседними гребнями 9, т.е. приблизительно 0,5 миллиметра согласно геометрии данного примера. Таким образом, гребень 9 верхнего валика 4 будет выровнен по оси с впадиной 10 нижнего валика 5, и наоборот.
Согласно важному аспекту настоящего изобретения, угол 15 наклона боковой стенки, который представляет собой угол, образованный между боковой поверхностью 16, смежной с гребнем 9, и линией, которая проходит в радиальном направлении соответствующего валика 4, 5 через вершину гребня 9, будет иметь определенное значение. Вследствие симметричной конструкции поверхностей 11 валиков 4, 5, угол, который образован между двумя боковыми стенками 16, смежными с гребнем 9, составляет приблизительно в два раза больше, чем угол 15 наклона боковой стенки.
В данном примере (причем фиг. 3 изображен не в масштабе) угол 15 наклона боковой стенки выбран таким образом, что он составляет приблизительно 9 градусов. В частности, возможна определенная модификация. В частности, угол 15 наклона боковой стенки может быть выбран таким образом, чтобы он находился в диапазоне от приблизительно 4 градусов до приблизительно 20 градусов. Согласно предпочтительному варианту осуществления, угол 15 наклона боковой стенки может быть выбран таким образом, чтобы он находился в диапазоне от приблизительно 8 градусов до приблизительно 10 градусов. Тем не менее, возможны другие верхний и нижний пределы (включая комбинацию указанных обозначенных ограничивающих значений), например, приблизительно 5 градусов, приблизительно 6 градусов или приблизительно 7 градусов (в частности, в качестве нижнего предела) или приблизительно 11 градусов, приблизительно 12 градусов, приблизительно 13 градусов, приблизительно 14 градусов, приблизительно 15 градусов, приблизительно 16 градусов, приблизительно 17 градусов, приблизительно 18 градусов или приблизительно 19 градусов (в частности, в качестве верхнего предела).
Особо предпочтительно, чтобы боковые стенки 16 имели определенную длину и были прямолинейными, что означает отсутствие локальной кривизны поверхности. Гребни 9 и впадины 10 предпочтительно закруглены и имеют по существу круглую форму. Разумеется, следует понимать, что возможны также и другие конструкции. В частности, профиль поверхности также может быть сплайновым или каким–либо другим. В этом случае (но, возможно, также и в других случаях), в качестве определяющей точки боковой стенки 16, где определяется одна сторона угла 15 наклона боковой стенки, может быть выбрана точка перегиба соответствующей кривой (линия, которая проходит в радиальном направлении, может образовывать другую сторону угла 15 наклона боковой стенки). Тем не менее, возможны также другие определения угла 15 наклона боковой стенки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2763209C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ТАБАЧНОГО МАТЕРИАЛА | 2018 |
|
RU2753685C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2757892C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ПОЛОТНА | 2015 |
|
RU2711280C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СТЕРЖНЯ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ, ИЗ ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2765706C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РИФЛЕНОГО ПОЛОТНА | 2020 |
|
RU2820236C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ЛИСТА | 2020 |
|
RU2812695C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ, И ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, СОДЕРЖАЩЕЕ УКАЗАННЫЙ КОМПОНЕНТ | 2019 |
|
RU2793309C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СГИБАНИЯ ПОЛОТНА МАТЕРИАЛА | 2019 |
|
RU2776285C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2757894C2 |


Группа изобретений относится к устройству для гофрирования листа материала, способу изготовления гофрированного листа, способу изготовления компонента, генерирующего аэрозоль изделия, гофрированному листу и генерирующему аэрозоль изделию. Устройство для гофрирования листа материала содержит первый и второй, обращенные друг к другу, гофрирующие валики, имеющие первую и вторую оси вращения, причем по меньшей мере один из первого и второго гофрирующих валиков содержит несколько гребней, каждый из которых образует первую и вторую боковые стенки и вершину, причем первая или вторая боковая стенка образует угол наклона боковой стенки к радиальному направлению, проходящему через вершину, причем угол составляет от 8 градусов до 10 градусов. Обеспечивается возможность улучшения регулирования и повышения гибкости тех свойств генерирующего аэрозоль изделия, которые связаны с процессом гофрирования. 5 н. и 9 з.п. ф-лы, 3 ил.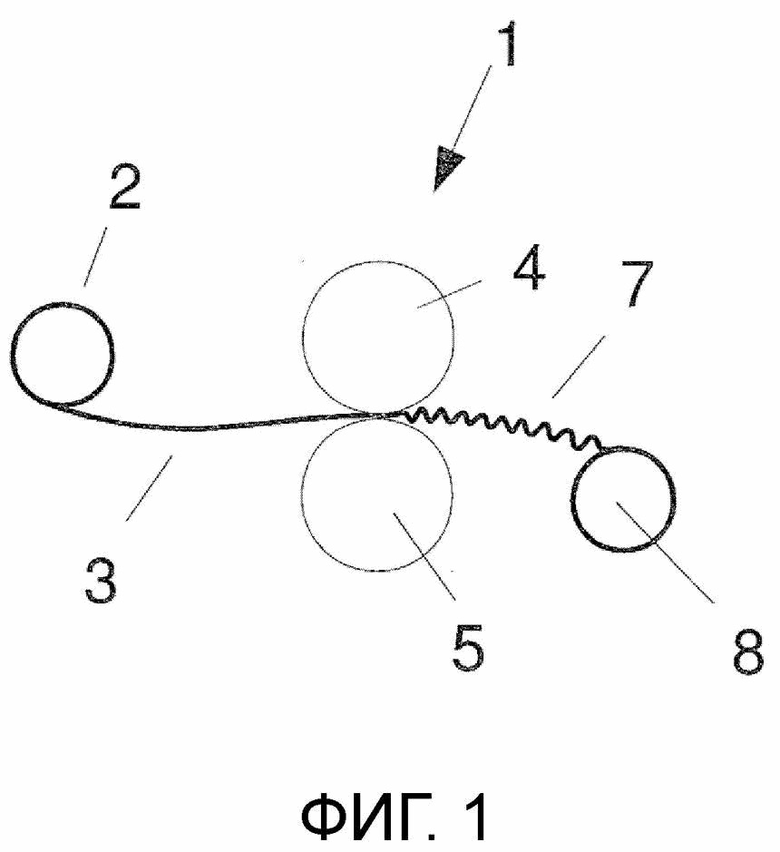
1. Устройство для гофрирования листа материала, содержащее:
первый и второй обращенные друг к другу гофрирующие валики, имеющие первую и вторую оси вращения, причем по меньшей мере один из первого и второго гофрирующих валиков содержит:
множество гребней, каждый из которых образует первую и вторую боковые стенки и вершину, причем первая или вторая боковая стенка образует угол наклона боковой стенки к радиальному направлению, проходящему через указанную вершину, при этом все гребни из указанного множества образуют угол наклона боковой стенки, составляющий от 4 градусов до 20 градусов.
2. Устройство по п. 1, в котором гребни расположены на расстоянии друг от друга с постоянным шагом.
3. Устройство по п. 1 или 2, в котором все указанные гребни имеют по существу одинаковую амплитуду.
4. Устройство по любому из предыдущих пунктов, в котором первая и вторая стенки являются симметричными относительно радиального направления, проходящего через вершину.
5. Устройство по любому из предыдущих пунктов, в котором первый или второй валик выполнен из металла.
6. Устройство по любому из предыдущих пунктов, в котором другой из первого и второго гофрирующих валиков содержит множество гребней, причем первый и второй валики расположены таким образом, что гребни первого валика взаимодействуют с гребнями второго валика.
7. Способ изготовления гофрированного листа для генерирующего аэрозоль изделия, включающий этапы, на которых:
подают по существу непрерывный лист материала к комплекту гофрирующих валиков, содержащему первый валик и второй валик, причем по меньшей мере один из первого и второго валиков содержит множество гребней; и
гофрируют указанное по существу непрерывное полотно с образованием гофрированного полотна путем подачи указанного по существу непрерывного листа между первым и вторым валиками в продольном направлении указанного листа материала таким образом, чтобы гребни первого или второго валиков наносили множество складок гофрирования на указанный по существу непрерывный лист материала;
причем гребни первого или второго валика образуют первую и вторую боковые стенки и вершину, первая или вторая боковая стенка образует угол наклона боковой стенки к радиальному направлению, проходящему через вершину, при этом указанный угол наклона, образованный всеми гребнями первого или второго валика, составляет от 4 градусов до 20 градусов.
8. Способ изготовления компонента генерирующего аэрозоль изделия, включающий этапы, на которых:
изготавливают гофрированный лист согласно способу по п. 7;
собирают гофрированный лист с образованием непрерывного стержня; и
нарезают непрерывный стержень на множество стержнеобразных компонентов, каждый из которых содержит собранный гофрированный лист, выполненный из отрезной части гофрированного листа, причем складки гофрирования гофрированного листа образуют множество каналов в стержнеобразном компоненте.
9. Способ по п. 7 или 8, при котором лист материала представляет собой одно из следующего: лист из материала, содержащего алкалоид, пластмассовый лист и лист, содержащий целлюлозу.
10. Способ по п. 9, при котором лист материала, содержащего алкалоид, включает гомогенизированный табачный лист.
11. Гофрированный лист, изготовленный согласно способу по п. 7.
12. Гофрированный лист по п. 11, представляющий собой одно из следующего: лист материала, содержащего алкалоид, пластмассовый лист или лист, содержащий целлюлозу.
13. Гофрированный лист по п. 12, в котором лист материала, содержащего алкалоид, представляет собой гомогенизированный табачный лист.
14. Генерирующее аэрозоль изделие, содержащее участок гофрированного листа по любому из пп. 11–13.
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ изготовления фильтров для сигарет | 1976 |
|
SU706010A3 |
| Способ литья под газовым давлением | 1981 |
|
SU973232A1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

