Настоящее изобретение относится к устройству и способу производства табачного материала в форме листов. В частности, настоящее изобретение относится к устройству и способу производства табачного материала в форме листов для использования в изделии, генерирующем аэрозоль, например таком, как сигарета или табакосодержащий продукт типа «нагреваемый без сжигания».
В настоящее время при изготовлении табачных продуктов, помимо табачных листьев, используют также гомогенизированный табачный материал. Этот гомогенизированный табачный материал обычно изготавливают из частей табачного растения, которые в меньшей степени пригодны для производства резаного наполнителя, например таких, как табачные стебли или табачная пыль. Обычно табачная пыль образуется в качестве побочного продукта во время обработки табачных листьев в процессе изготовления.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Способ образования листов гомогенизированного табачного материала обычно включает этап, на котором табачную пыль и связующее смешивают с образованием пульпы. Затем пульпу используют для создания табачного полотна, например, посредством литья вязкой пульпы на движущуюся металлическую ленту с получением так называемого формованного листа. В качестве альтернативы, пульпа с низкой вязкостью и высоким содержанием воды может использоваться для получения восстановленного табака в процессе, сходном с производством бумаги. После получения гомогенизированные табачные полотна можно нарезать с помощью способа, сходного с таковым как при резке цельнолистового табака, с получением резаного табачного наполнителя, пригодного для сигарет и других курительных изделий. Функция гомогенизированного табака для использования в обычных сигаретах по существу ограничена физическими свойствами табака, такими как заполняющая способность, сопротивление затяжке, твердость табачного стержня и свойства горения. Данный гомогенизированный табак обычно не предназначен для влияния на вкусовые качества. Способ изготовления такого гомогенизированного табака раскрыт, например, в европейском патенте EP 0565360.
В типичном способе изготовления изделий, генерирующих аэрозоль, по меньшей мере один компонент содержит материал, обычно в формате листа или фольги, который проходит процесс гофрирования. Гофрированный материал затем сжимают в стержень, который разрезают на части, обычно трубчатые. Эти отрезанные стержни являются компонентами изделий, генерирующих аэрозоль.
Хотя процесс гофрирования способствует сжатию и складыванию листа материала в стержни, которые будут помещаться в изделия, генерирующие аэрозоль, процесс гофрирования также влияет, кроме прочего, на степень контакта с воздухом, сопротивление затяжке (RTD) и другое свойства и, следовательно, непосредственно ощущается пользователями изделий, генерирующих аэрозоль.
Вследствие этого, прикладывание надлежащего давления гофрирования является важным аспектом процесса гофрирования. Хотя слишком низкое давление гофрирования может ослабить положительные эффекты гофрирования, слишком высокое давление может повредить лист материала или снизить его прочность на разрыв, что, в свою очередь, может повысить частоту разрывов и даже может привести к измельчению.
В процессе гофрирования в целом используются два вращающихся цилиндрических валика, между которыми зажат лист материала. Эти валики имеют на своих внешних поверхностях, которые гофрируют лист, взаимодополняющие текстурированные узоры гребней и впадин.
Общий производственный процесс должен выполняться на высокой скорости. Чем короче время гофрирования, тем большее давление должно быть приложено для обеспечения надлежащего гофрирования листа материала, что увеличивает риск повреждения листа во время процесса гофрирования.
Следовательно, существует потребность в устройстве и способе гофрирования листа материала, с помощью которых можно получить улучшенную консистенцию в конечном продукте, в частности при использовании высоких скоростей гофрирования.
Согласно первому аспекту настоящее изобретение относится к способу изготовления гофрированного листа материала для изделия, генерирующего аэрозоль, при этом способ включает этапы: подачу по существу непрерывного листа материала на комплект гофрирующих валиков в направлении транспортировки, при этом комплект валиков содержит первый основной валик, второй основной валик и предварительно гофрирующий валик, причем первый и второй основные валики содержат первое и второе множества гребней соответственно по меньшей мере на части своей ширины, и при этом предварительно гофрирующий валик содержит третье множество гребней на части своей ширины, причем диаметр предварительно гофрирующего валика меньше, чем диаметр первого и второго основных валиков; предварительное гофрирование по существу непрерывного листа материала с образованием предварительно гофрированного листа путем подачи по существу непрерывного листа между первым основным валиком и предварительно гофрирующим валиком так, что первое множество гребней первого основного валика и третье множество гребней предварительно гофрирующего валика накладывают первый узор складчатых гофров на по существу непрерывный лист; и гофрирование предварительно гофрированного листа материала с образованием гофрированного листа путем подачи по существу непрерывного листа между первым основным валиком и вторым основным валиком так, что первое и второе множества гребней первого и второго основных валиков накладывают второй узор складчатых гофров на предварительно гофрированный лист.
В соответствии с другим аспектом настоящее изобретение относится к устройству для гофрирования листа материала, при этом устройство содержит транспортировочное устройство для транспортировки листа материала вдоль направления транспортировки; комплект гофрирующих валиков, содержащий первый и второй основные гофрирующие валики, определяющие первую и вторую оси вращения и расположенные друг перед другом, причем первый валик содержит первое множество гребней на части своей ширины, а второй валик имеет второе множество гребней на части своей ширины; и предварительно гофрирующий валик, обращенный к первому валику и имеющий третье множество гребней на части своей ширины, при этом предварительно гофрирующий валик имеет диаметр меньший, чем диаметр первого и второго основных валиков.
Согласно настоящему изобретению сначала осуществляют предварительное гофрирование листа материала, а затем его гофрируют, то есть гофрирование выполняют на двух разных этапах. Путем предварительного гофрирования листа материала с помощью предварительно гофрирующего валика перед его гофрированием между первым и вторым основными валиками достигается мягкая подготовка листа материала к процессу гофрирования и, следовательно, можно уменьшить повреждения при гофрировании и обеспечить улучшенный контроль результата процесса гофрирования.
Это может быть особенно преимущественным, когда гофрированный лист материала используется для изготовления изделия, генерирующего аэрозоль, поскольку лучший контроль процесса гофрирования, в свою очередь, может обеспечить лучший контроль характеристик изделия, генерирующего аэрозоль.
В данном контексте термин «изделие, генерирующее аэрозоль» относится к изделию, содержащему субстрат, образующий аэрозоль, способный высвобождать летучие соединения, которые могут образовывать аэрозоль, например, за счет нагревания, сгорания или химической реакции. В контексте настоящего документа термин «субстрат, образующий аэрозоль» используется для описания субстрата, способного выделять летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из субстратов, образующих аэрозоль, в изделиях, генерирующих аэрозоль, согласно настоящему изобретению могут быть видимыми или невидимыми и могут содержать пары (например, тонкодисперсные частицы находящихся в газообразном состоянии веществ, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
Изделие, генерирующее аэрозоль, может представлять собой нагреваемое изделие, генерирующее аэрозоль, которое является изделием, генерирующим аэрозоль, содержащим субстрат, образующий аэрозоль, который должен нагреваться, а не сгорать, чтобы высвобождать летучие соединения, которые могут образовывать аэрозоль. Нагреваемое изделие, генерирующее аэрозоль, может содержать встроенное нагревательное средство, образующее часть изделия, генерирующего аэрозоль, или может быть выполнено с возможностью взаимодействия с внешним нагревателем, образующим часть отдельного устройства, генерирующего аэрозоль.
Изделие, генерирующее аэрозоль, может напоминать сгорающее курительное изделие, такое как сигарета. Изделие, генерирующее аэрозоль, может содержать табак. Изделие, генерирующее аэрозоль, может быть одноразовым. Изделие, генерирующее аэрозоль, может альтернативно быть частично многоразовым и содержать возобновляемый или сменный субстрат, образующий аэрозоль.
Предпочтительно субстрат, образующий аэрозоль, образован из гомогенизированного табачного материала или содержит гомогенизированный табачный материал, имеющий содержание вещества для образования аэрозоля более 5 процентов в пересчете на сухой вес, и воду. Например, содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять от 5 процентов до 30 процентов в пересчете на сухой вес. Аэрозоль, генерируемый из таких субстратов, образующих аэрозоль, может восприниматься пользователем как имеющий особенно высокую температуру, и использование элемента, охлаждающего аэрозоль, с высокой удельной поверхностью и малым сопротивлением затяжке может уменьшить ощущаемую температуру аэрозоля до приемлемого пользователю уровня.
Изделие, генерирующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, генерирующее аэрозоль, может быть существу продолговатым. Изделие, генерирующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Субстрат, образующий аэрозоль, может иметь по существу цилиндрическую форму. Субстрат, образующий аэрозоль, может быть по существу продолговатым. Субстрат, образующий аэрозоль, также может иметь длину и окружность, по существу перпендикулярную длине. Субстрат, образующий аэрозоль, может быть помещен в устройстве, генерирующем аэрозоль, так, что длина субстрата, образующего аэрозоль, по существу параллельна направлению потока воздуха в устройстве, генерирующем аэрозоль. Элемент, охлаждающий аэрозоль, может быть по существу продолговатым.
Изделие, генерирующее аэрозоль, может иметь общую длину от приблизительно 30 миллиметров до приблизительно 100 миллиметров. Изделие, генерирующее аэрозоль, может иметь наружный диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров.
Изделие, генерирующее аэрозоль, может содержать фильтр или мундштук. Фильтр может быть расположен на расположенном дальше по ходу потока конце изделия, генерирующего аэрозоль. Фильтр может представлять собой ацетилцеллюлозный штранг фильтра. Длина фильтра может составлять от приблизительно 5 миллиметров до приблизительно 10 миллиметров и может быть приблизительно 7 миллиметров в длину. Изделие, генерирующее аэрозоль, может содержать разделительный элемент, расположенный дальше по ходу потока относительно субстрата, образующего аэрозоль.
Предпочтительно гофрированный лист представляет собой лист гомогенизированного табачного материала. Гофрированный лист может представлять собой лист материала растительного происхождения. Предпочтительно материал растительного происхождения может содержать алкалоиды. Еще более предпочтительно материал растительного происхождения содержит табак.
В данном контексте термин «гомогенизированный табачный материал» обозначает материал, образованный путем агломерации сыпучего табака.
Гомогенизированный табачный материал может иметь форму листа. Содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять более чем приблизительно 5 процентов в пересчете на сухой вес. Содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять от приблизительно 5 процентов до приблизительно 30 процентов в пересчете на сухой вес. Листы гомогенизированного табачного материала могут быть образованы путем агломерирования сыпучего табака, полученного путем помола или измельчения другим способом одного или обоих из табачных листовых пластин и жилок табачного листа; альтернативно или дополнительно листы гомогенизированного табачного материала могут содержать одно или более из табачной пыли, табачной мелочи и других сыпучих табачных отходов, образующихся, например, во время обработки, перемещения и отгрузки табака. Листы материала из гомогенизированного табака могут содержать одно или более внутренних связующих, которые представляют собой табачные эндогенные связующие, одно или более внешних связующих, которые представляют собой табачные экзогенные связующие, или их сочетание для поддержки агломерирования сыпучего табака. Листы гомогенизированного табачного материала могут содержать добавки, включая, но без ограничения, табачные и нетабачные волокна, вещества для образования аэрозоля, увлажнители, пластификаторы, ароматизаторы, наполнители, водные и неводные растворители и их комбинации.
В контексте настоящего документа термин «лист» обозначает слоистый элемент, имеющий ширину и длину, существенно превышающие его толщину.
В данном контексте термин «гофрированный» обозначает лист или полотно с несколькими гофрами.
В данном контексте термин «гофры» обозначает множество по существу параллельных гребней, образованных из чередующихся вершин и впадин, соединенных посредством боковых поверхностей гофров. К ним относятся без ограничения гофры, имеющие квадратный волновой профиль, синусоидальный волновой профиль, треугольный профиль, пилообразный профиль или любую их комбинацию.
В данном контексте термин «складчатые гофры» относится к гофрам на гофрированном листе или полотне.
В данном контексте термин «по существу чередуются» означает, что гофры первого и второго валиков по меньшей мере частично входят в зацепление. Это включает расположения, при которых гофры одного или обоих валиков являются симметричными или асимметричными. Гофры валиков могут быть по существу совмещенными или по меньшей мере частично смещенными. Вершина одного или более гофров первого или второго валиков может чередоваться с впадиной отдельного гофра другого из первого и второго валиков. Предпочтительно гофры первого и второго валиков чередуют таким образом, что по существу все впадины гофров одного из первого и второго валиков вмещают одну вершину гофра другого из первого и второго валиков.
В данном контексте термин «продольное направление» относится к направлению, проходящему вдоль или параллельно длине листа или полотна.
В данном контексте термин «ширина» относится к направлению, перпендикулярному длине полотна или листа или, в случае валика, параллельному оси валика.
В данном контексте термин «величина шага» относится к боковому расстоянию между впадинами по обе стороны от вершины конкретного гофра.
В данном контексте термин «стержень» обозначает в целом цилиндрический элемент с по существу круглым или овальным поперечным сечением.
В данном контексте термины «осевой» или «в осевом направлении» относятся к направлению, проходящему вдоль или параллельно оси цилиндра стержня.
В данном контексте термины «собранный» или «собирание» означают, что полотно или лист свернуты или иным образом сжаты или сужены в направлении, по существу поперечном оси цилиндра стержня.
В данном контексте термин «величина амплитуды» относится к высоте гофра от его вершины до самой глубокой точки самой глубокой непосредственно смежной впадины.
В данном контексте термин «угол гофра» относится к углу между боковыми поверхностями конкретного гофра. Один или более гофров могут быть симметричными относительно радиального направления. То есть угол между каждой боковой поверхностью гофра и радиальным направлением, или «угол наклона боковой поверхности», может быть одинаковым и равным половине угла гофра. Один или более гофров могут быть асимметричными относительно радиального направления. То есть углы наклона обоих боковых поверхностей гофра могут быть разными.
Термин «диаметр» валика относится к его максимальному диаметру. Валик может рассматриваться как цилиндр, имеющий множество гребней. Максимальный диаметр таким образом получают выполнением поперечного сечения вдоль плоскости, перпендикулярной оси вращения валика и проходящей через вершину гребня. Минимальный диаметр представлен поперечным сечением вдоль плоскости, перпендикулярной оси вращения валика и проходящей через дно впадины между двумя складками. Если диаметр предусмотрен несколько отличающимся от максимального диаметра, это будет указано далее. Кроме того, «расстояние» между двумя гофрирующими валиками рассматривается как расстояние между ближайшими точками их поверхности, то есть расстояние между ближайшими точками, одна из которых находится на одном валике, а другая находится на другом валике.
«Единица длины» относится к любым дискретным, предварительно установленным длине или расстоянию, имеющим постоянную величину, которая используется в качестве эталонной или традиционной для выражения линейного размера. Таким образом, количество гребней на единицу длины означает, что, при длине постоянной величины, измерено количество гребней, присутствующих в пределах указанной длины. Как правило, эту единицу длины измеряют вдоль направления, параллельного оси вращения валика.
Устройство и способ согласно настоящему изобретению могут быть использованы для гофрирования листа материала. Например, такой лист может представлять собой лист гомогенизированного табачного материала. Для гофрирования листа устройство содержит первый и второй основные валики для выполнения гофрирования листа, а также предварительно гофрирующий валик, который вместе с первым основным валиком выполняет предварительное гофрирование листа. Между предварительно гофрирующим валиком и первым основным валиком вставляют лист материала для предварительного гофрирования листа, то есть для образования на нем гофров согласно первому узору. Затем предварительно гофрированный лист вставляют между первым и вторым основными валиками для его гофрирования, т. е. для повторного образования гофров на листе согласно второму узору.
Гофры согласно первому или второму узору образованы устройством или согласно способу настоящего изобретения посредством гребней, образованных на основных валиках или в предварительно гофрирующем валике.
Гребни выполнены на внешней поверхности первого и второго основных валиков, следовательно, образуют соответствующее первое и второе множества гребней, и на внешней поверхности предварительно гофрирующего валика образуют третье множество гребней и предпочтительно проходят по окружности по самой поверхности.
Предпочтительно гребни первого, второго или третьего множества параллельны друг другу.
Гребни первого, второго или третьего множества могут быть образованы на всей внешней поверхности первого основного валика, второго основного валика или предварительно гофрирующего валика или только на их части.
Каждый валик определяет ось вращения, вокруг которой приспособлен вращаться валик (первый основной валик, второй основной валик или предварительно гофрирующий валик). Первый основной валик, второй основной валик или предварительно гофрирующий валик могут иметь цилиндрическую форму. В этом случае ось вращения совпадает с осью цилиндра.
Поверхности основных валиков или предварительно гофрирующего валика могут быть изготовлены из твердого материала, такого как сталь.
Гребни первого, второго или третьего множества могут быть перпендикулярны оси вращения или могут быть даже слегка наклонены относительно нее.
Гребни первого, второго или третьего множества могут иметь постоянную величину шага.
Предпочтительно гребни первого, второго или третьего множества имеют постоянную амплитуду вдоль своего протяжения, и еще более предпочтительно эта постоянная амплитуда является одинаковой для всех гребней в валике. Однако амплитуда гребней первого множества может отличаться от амплитуды третьего множества или второго множества.
Предпочтительно гребни первого и второго множества чередуются. Следовательно, когда листа материала вставляют между первым и вторым основными валиками, первое и второе множества гребней образуют гофры на поверхностях листа. Гофры имеют заданный узор, который зависит, среди прочего, от амплитуды первого и второго множества гребней и от их шагов, а также от расстояния между первым и вторым основными валиками.
Предпочтительно гребни первого и третьего множества чередуются. Следовательно, когда лист материала вставляют между предварительно гофрирующим валиком и первым основным валиком, первое и третье множества гребней образуют гофры на поверхностях листа. Гофры имеют заданный узор, который зависит, среди прочего, от амплитуды первого и третьего множества гребней и от их шагов, а также от расстояния между предварительно гофрирующим валиком и первым валиком.
Гофры, образованные на листе в конце всего процесса гофрирования, таким образом, получены из суммы гофров, образованных, когда лист был деформирован первым и третьим множеством гребней и когда лист был деформирован первым и вторым множеством гребней.
Благодаря тому факту, что предварительное гофрирование листа между первым основным валиком и предварительно гофрирующим валиком происходит до гофрирования листа между первым и вторым основными валиками, узор, образованный первым и вторым основными валиками на поверхностях листа материала, образуется на узоре, уже образованном предварительно гофрирующим валиком и первым основным валиком.
Следовательно, желаемый конечный узор является результатом двух разных этапов, которые происходят в разное время, а не одновременно, в каждом из которых деформация, придаваемая листу для формирования гофров, «меньше», чем общая деформация.
Предпочтительно гофры, образованные первым и вторым множеством гребней, образуют на гофрах, образованных первым и третьим множеством гребней. Таким образом, первое и второе множества гребней углубляют или усиливают уже имеющиеся гофры.
«Двухэтапное» гофрирование ограничивает напряжение, которому лист подвергают на каждом отдельном этапе, и, следовательно, снижает возможные повреждения.
Наличие меньшего предварительно гофрирующего валика, то есть предварительно гофрирующего валика, который имеет меньший диаметр, чем у основных валиков, обеспечивает возможность перемещения предварительно гофрирующего валика первым основным валиком без помощи мотора. Инерции основного валика достаточно для протягивания меньшего предварительно гофрирующего валика вместе с собой. Рассматриваемый диаметр представляет собой «внешний или максимальный диаметр» валика. Таким образом, максимальный диаметр предварительно гофрирующего валика меньше максимального диаметра основного валика.
Предпочтительно диаметр предварительно гофрирующего валика составляет менее приблизительно 100 миллиметров. Более предпочтительно предпочтительный диаметр составляет от приблизительно 20 миллиметров до 60 миллиметров, еще более предпочтительно от приблизительно 30 миллиметров до 50 миллиметров. Предпочтительно диаметр первого основного валика составляет более 100 миллиметров, более предпочтительно от приблизительно 150 миллиметров до 300 миллиметров, более предпочтительно приблизительно 200 миллиметров.
Предпочтительно предварительно гофрирующий валик является холостым. То есть предварительно гофрирующий валик не приводится в движение шкивом или мотором, но приводится в движение за счет движения основного валика и трения, вызванного листом между предварительно гофрирующим элементом и основным валиками.
Преимущественно, согласно способу или устройству настоящего изобретения первое множество гребней имеет первый заданный узор, второе множество гребней имеет второй заданный узор и третье множество гребней имеет третий заданный узор, при этом третий узор отличается от первого узора первого множества гребней. Первое, второе и третье множества гребней образуют узоры гофров листа материала. Узор гофрирования первого и второго валиков по меньшей мере чередуется по существу таким образом, что гофры первого и второго валиков по меньшей мере частично входят в зацепление. Предпочтительно третье и первое множество гребней по меньшей мере по существу чередуются тоже. Предпочтительно лист материала при перемещении между первым и третьим валиками испытывает меньше деформации, чем при транспортировке между первым и вторым валиками. Предпочтительно, узор первого и второго множеств гребней является одинаковым, тогда как узор третьего множества гребней отличается от узора первого и второго множества гребней. Различия могут быть следующими. Третье множество гребней может иметь амплитуду, отличающуюся от амплитуды первого или второго множества гребней. Предпочтительно амплитуда третьего множества ниже, чем амплитуда первого или второго множества. Третье множество гребней может иметь шаг, отличный от первого или второго множества гребней. Предпочтительно третье множество гребней имеет меньший шаг, чем первое и второе множества. Третье множество гребней может иметь угол наклона боковых поверхностей, отличный от первого или второго множества гребней.
Преимущественно согласно способу или устройству настоящего изобретения предварительно гофрирующий валик расположен выше по потоку относительно первого и второго основных валиков в направлении транспортировки листа материала. Лист материала может быть предварительно обработан перед процессом гофрирования между первым и вторым валиками. В частности, предварительно гофрирующий валик вместе с первым валиком уже образуют узор гофрирования на листовом материале.
Предпочтительно согласно способу или устройству настоящего изобретения расстояние между первым основным валиком и предварительно гофрирующим валиком отличается от расстояния между первым и вторым основными валиками. Более предпочтительно расстояние между первым и предварительно гофрирующим валиками больше, чем расстояние между первым и вторым основными валиками. Преимущественно лист материала гофрируют меньше на стороне, обращенной к третьему валику, чем на той стороне, которая обращена к первому валику. Преимущественно первый и предварительно гофрирующий валики оказывают меньшее давление на лист материала, чем первый и второй основные валики, таким образом, осуществляя мягкое предварительное гофрирование листа.
Преимущественно гребень первого множества определяет первую амплитуду гребней, а гребень третьего множества определяет третью амплитуду гребней, при этом третья амплитуда меньше первой амплитуды. Преимущественно лист материала подвергают меньшей деформации во время предварительного гофрирования, чем во время гофрирования, что обеспечивает возможность мягкой предварительной обработки листа.
Преимущественно количество гребней на единицу длины в первом множестве больше, чем количество гребней на единицу длины в третьем множестве. Преимущественно лист материала подвергают меньшей деформации во время предварительного гофрирования, чем во время гофрирования, что обеспечивает возможность мягкой предварительной обработки листа.
Преимущественно комплект гофрирующих валиков содержит второй предварительно гофрирующий валик, обращенный к первому основному валику, при этом второй предварительно гофрирующий валик расположен в направлении транспортировки выше по потоку относительно предварительно гофрирующего валика. Предпочтительно каждый из предварительно гофрирующих валиков выполняет функцию предварительного гофрирования, и поэтому деформация листа является еще более мягкой.
Преимущественно второй предварительно гофрирующий валик расположен в направлении транспортировки выше по потоку относительно предварительно гофрирующего валика. Предпочтительно второй предварительно гофрирующий валик содержит четвертое множество гребней, имеющее четвертый узор. Действие предварительного гофрирования на листе также может быть разделено на несколько подэтапов, при этом каждый подэтап выполняется одним из предварительно гофрирующих валиков вместе с первым основным валиком. На каждом подэтапе выполняют деформацию листа. Общая деформация, то есть общее гофрирование листа, определяется суммой всех деформаций, выполненных во время подэтапов и основного гофрирования между первым и вторым основными валиками. Можно добиться меньшего повреждения листа.
Предпочтительно четвертый узор отличается от третьего узора третьего множества гребней. Предпочтительно каждый из предварительно гофрирующих валиков может деформировать лист материала отличающимся от других образом.
Преимущественно расстояние между первым основным валиком и вторым предварительно гофрирующим валиком отличается от расстояния между первым основным валиком и предварительно гофрирующим валиком. Процесс предварительного гофрирования может быть выполнен с возрастающей интенсивностью в направлении к основным валикам.
Преимущественно гребень четвертого множества определяет четвертую амплитуду гребней, а четвертая амплитуда отличается от третьей амплитуды. Более предпочтительно, четвертая амплитуда гребней меньше, чем третья амплитуда гребней. Интенсивность процесса предварительного гофрирования может быть слегка повышена в направлении к основным валикам.
Преимущественно комплект гофрирующих валиков содержит множество предварительно гофрирующих валиков, при этом каждый предварительно гофрирующий валик обращен к первому основному валику, и множество предварительно гофрирующих валиков расположены смежно с первым основным валиком в пределах углового интервала, отцентрированном по оси вращения первого основного валика, составляющего менее приблизительно 180°. Компоновка является компактной и экономит место. Путь листа материала остается неизменным по сравнению с традиционным гофрированием, где лист материала проходит по первому валику перед транспортировкой между первым и вторым валиками и затем проходит по второму валику. Путем сохранения пути транспортировки листа материала можно избежать дополнительной нагрузки на лист и уменьшить риск повреждения листа.
Преимущественно комплект гофрирующих валиков содержит второй предварительно гофрирующий валик, при этом диаметр второго предварительно гофрирующего валика меньше, чем диаметр первого и второго основных валиков. Это обеспечивает компактную компоновку, в которой второй предварительно гофрирующий валик может проходить по первому основному валику параллельно одному или более другим предварительно гофрирующим валикам.
Преимущественно диаметр первого основного валика по существу равен диаметру второго основного валика. Это позволяет осуществлять стандартный процесс гофрирования между двумя основными валиками.
Преимущественно лист материала представляет собой одно из следующего: гомогенизированный табачный лист, пластмассовый лист или лист, содержащий целлюлозу.
Преимущественно способ включает этапы собирания гофрированного листа материала и формирования стержня с использованием собранного гофрированного листа материала. Процесс гофрирования предпочтительно применяют для производства стержней, которые предпочтительно применяют при изготовлении изделий, генерирующих аэрозоль.
Преимущественно осуществляют обертывание стержня. Предпочтительно стержень оборачивают в оберточную бумагу.
Преимущественно способ включает этап разрезания непрерывного стержня на множество стержнеобразных компонентов, при этом каждый стержнеобразный компонент содержит собранный гофрированный лист, образованный из отрезанной части гофрированного листа; при этом складчатые гофры гофрированного листа образуют в стержнеобразном компоненте множество каналов.
Стержнеобразный компонент предпочтительно представляет собой компонент изделия, генерирующего аэрозоль.
Настоящее изобретение будет далее описано исключительно на примерах со ссылкой на сопроводительные графические материалы, на которых:
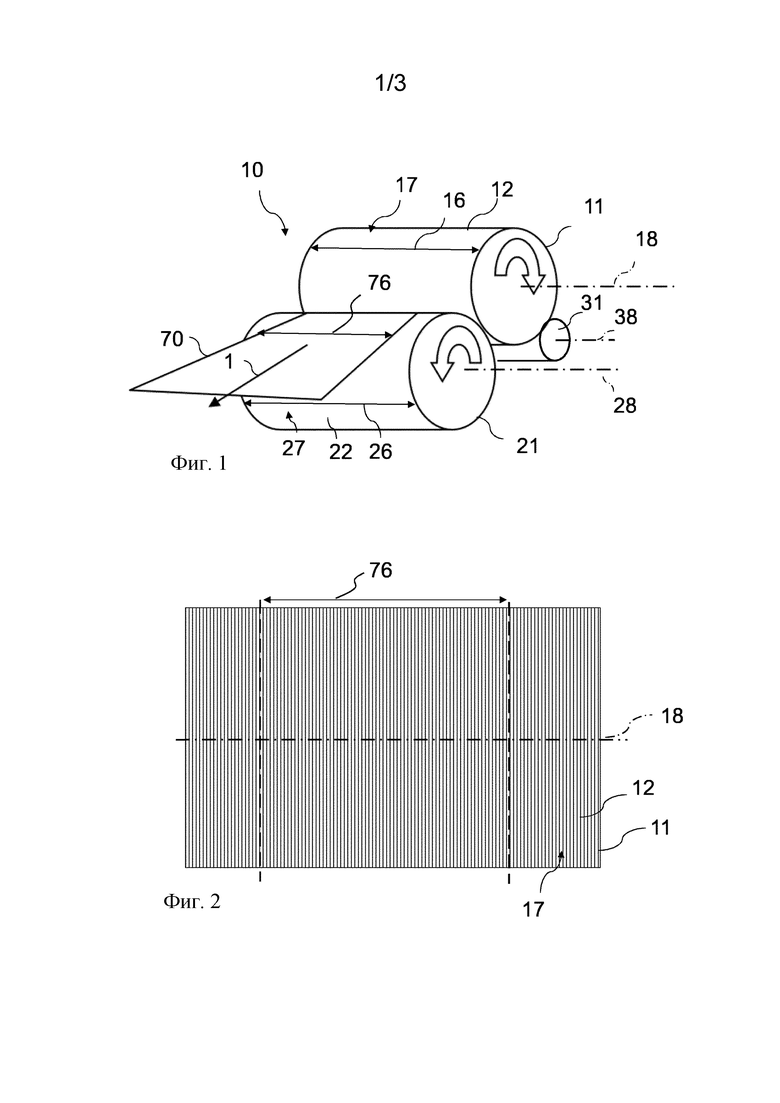
на фиг. 1 показан изометрический вид устройства, имеющего два основных валика и предварительно гофрирующий валик, между которыми осуществляют обработку листа материала согласно настоящему изобретению;
на фиг. 2 показано двухмерное представление поверхности валика, имеющего узор гребней и впадин;
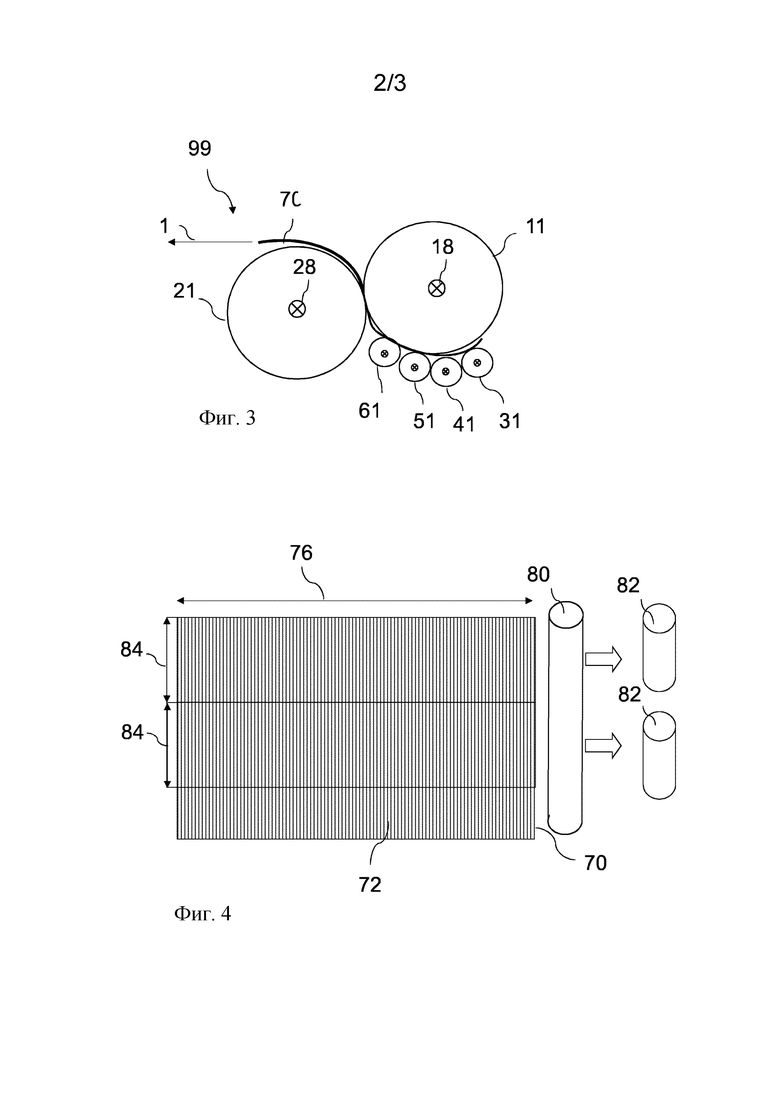
на фиг. 3 показан вид сбоку компоновки двух основных валиков и комплекта предварительно гофрирующих валиков, между которыми транспортируют лист материала;
на фиг. 4 показан схематический вид сверху обработанного листа согласно настоящему изобретению, где показаны собирания и формирование стержня и палочек;
на фиг. 5 показана блок-схема способа гофрирования листа материала согласно настоящему изобретению.
Со ссылкой сначала на фиг. 1, на фигуре показан изометрический вид устройства 10, содержащего первый и второй противолежащие основные гофрирующие валики 11, 21, между которыми лист 70 материала, имеющий ширину 76, обрабатывают согласно настоящему изобретению. Направление 1 транспортировки листа 70 обозначено стрелкой 1 на фиг. 1.
Первый и второй противолежащие гофрирующие валики 11, 21 определяют первую и вторую оси 18, 28 вращения, соответственно. Поверхности валиков 11, 21 снабжены гофрами, при этом узор гребней и впадин, или гофр, 17, 27, как правило, представляет собой гребни, проходящие по окружности на поверхности каждого валика 11, 21. Проходящие по окружности гребни могут быть перпендикулярны относительно осей 18, 28 вращения или могут быть слегка наклонены.
Диаметр первого и второго гофрирующих валиков составляет приблизительно 208 миллиметров.
Гофры 17, 27 (не показаны подробно на фигуре) первого и второго валиков 11, 21 по меньшей мере частично входят в зацепление. Гофры 17, 27 одного или обоих валиков 11, 21 являются симметричными или асимметричными. Вершина одного или более гофров первого или второго валиков 11, 21 может чередоваться с впадиной одного гофра другого из первого и второго валиков 11, 21. Предпочтительно гофры 17, 27 первого и второго валиков 11, 21 чередуются так, что по существу все впадины гофров одного из первого и второго валиков 11, 21 принимают вершину одного гофра другого из первого и второго валиков 11, 21. Узоры поверхности обоих валиков 11, 21 переносятся на поверхности листа 70 при транспортировке между двумя валиками 11, 21.
Амплитуда гофров в первом и втором валиках равна приблизительно 0,67 миллиметра.
Устройство 10 также содержит предварительно гофрирующий валик 31, который определяет ось 38 вращения, параллельную осям 18, 28 вращения основных валиков 11, 21, и который по меньшей мере частично входит в зацепление с первым основным валиком 11. Предварительно гофрирующий валик 31 прокатывается по первому основному гофрирующему валику 11 перед гофрированием. Предварительно гофрирующий валик не приводит в движение ни мотор, ни шкив, его приводит в движение основной валик или трение с положенным на него листом.
Предварительно гофрирующий валик 31 содержит гофры, имеющие амплитуду 0,67 миллиметра.
Предпочтительно расстояние между предварительно гофрирующим валиком и первым гофрирующим валиком больше, чем расстояние между первым и вторым валиками, так что гребни предварительно гофрирующего валика не проходят настолько глубоко в лист, как гребни первого и второго валиков, когда лист находится в фазе гофрирования.
Например, расстояние между основными первым и вторым валиками является таким, что гофры, образованные в листе материала, имеют глубину, предпочтительно составляющую от приблизительно 0,36 миллиметра до приблизительно 0,4 миллиметра. Например, расстояние между основным первым и предварительно гофрирующим валиками является таким, что гофры, образованные в листе материала, имеют глубину, предпочтительно составляющую от приблизительно 0,25 миллиметра до приблизительно 0,35 миллиметра.
Лист 70 проходит по первому основному валику 11 и затем транспортируется между предварительно гофрирующим валиком 31 и первым основным валиком 11, и затем транспортируется между двумя основными валиками 11, 21.
Соответственно, лист 70 перемещается между этим предварительно гофрирующим валиком 31 и первым основным валиком 11 для предварительного гофрирования перед процессом основного гофрирования, который происходит между двумя основными валиками 11, 21. Преимущественно количество гребней узора предварительно гофрирующего валика 31 может отличаться от количества гребней узора основных гофрирующих валиков 11, 21, и/или глубина впадин и/или амплитуда гребней быть разными. Это приводит к мягкому предварительному гофрированию листа 70 перед осуществлением основного процесса гофрирования между двумя основными валиками 11, 21, тем самым обеспечивая более высокую скорость обработки без повреждения листа 70.
Как можно увидеть на фиг. 2, где первый валик 11 изображен в виде двухмерной области для ясности, поверхность 12 валика 11 имеет традиционный узор 17 узор гребней и впадин. Узор 17 гребней и впадин содержит проходящие по окружности гребни, при этом каждый гребень определяет амплитуду гребня. Гребни могут быть ориентированы перпендикулярно оси 18 вращения или могут быть слегка наклонены, например, не более чем на 10°.
Гофрирование, кроме прочего, отличается количеством линий узора гофрирования основных гофрирующих валиков 11, 21 и глубиной впадин и амплитудой гребней гофров 17, 27.
Второй основной валик 21 (фиг. 1) предпочтительно имеет такой же размер и такой же узор 27 (фиг. 1) гребней и впадин, как и гофры первого основного валика 11.
На фиг. 3 показан вид сбоку детали схематически изображенного дополнительного варианта осуществления устройства 99 для гофрирования листа 70. Элементы, аналогичные элементам устройства 10, обозначены тем же ссылочным номером. Устройство 99 содержит компоновку из двух основных валиков 11, 21 и комплект предварительно гофрирующих валиков 31, 41, 51, 61, между которыми транспортируют лист 70 материала. Предварительно гофрирующие валики 31, 41, 51, 61 прокатываются по первому основному валику 11 так, что лист 70 материала транспортируется последовательно между предварительно гофрирующими валиками 31, 41, 51, 61 и первым основным валиком 11.
Каждый предварительно гофрирующий валик 31, 41, 51, 61 имеет конкретный узор гофрирования, определенный в соответствии с узором гофрирования (гофрами 17) основного валика 11 и в соответствии с узорами других предварительно гофрирующих валиков 31, 41, 51, 61. В результате, совокупное и последовательное действие предварительно гофрирующих валиков 31, 41, 51, 61 на листе 70 создает постепенное действие гофрирования листа 70 для мягкой подготовки листа 70 к гофрированию, уменьшая повреждение при гофрировании.
Необязательно каждый предварительно гофрирующий валик 31, 41, 51, 61 содержит только часть всех гофрирующих гофров 17, 27 узора гофрирования основного валика 11, например каждый предварительно гофрирующий валик 31, 41, 51, 61 имеет величину шага, которая больше, чем величина шага основного валика. Например, в случае четырех предварительно гофрирующих валиков 31, 41, 51, 61 каждый предварительно гофрирующий валик 31, 41, 51, 61 может иметь только один гофрирующий гребень на единицу длины, тогда как основной валик 11 имеет четыре гофрирующих гребня, так что суммарный узор четырех предварительно гофрирующих валиков 31, 41, 51, 61 подобен складчатым гофрам основного гофрирующего валика 11. Гофрирующая деформация на листе 70 материала во время фазы предварительного гофрирования составляет лишь 1/4 на каждом предварительно гофрирующем валике 31, 41, 51, 61.
Необязательно каждый предварительно гофрирующий валик 31, 41, 51, 61 может иметь только один гофрирующий гребень на единицу длины, тогда как основной валик 11 имеет пять гофрирующих гребней (или более), так что суммарный узор четырех предварительно гофрирующих валиков 31, 41, 51, 61 меньше узора основного гофрирующего валика 11.
Величина шага может быть одинаковой для каждого предварительно гофрирующего валика 31, 41, 51, 61. Необязательно величина шага у предварительно гофрирующих валиков 31, 41, 51, 61 может быть разной. Например, первый предварительно гофрирующий валик 31, который сталкивается с поступающим листом 70, может иметь только один гофрирующий гребень на единицу длины, тогда как основной валик имеет четыре или более гофрирующих гребней, второй предварительно гофрирующий валик 41 может иметь два гофрирующих гребня на единицу длины и т. д. вплоть до такого же количества гофрирующих гребней на единицу длины, как и у основного валика 11.
Необязательно каждый предварительно гофрирующий валик 31, 41, 51, 61 может иметь такое же количество гофрирующих гребней, как и у основного валика 11, но глубина гофрирования увеличивается от одного предварительно гофрирующего валика 31, 41, 51, 61 к следующему. В таких вариантах осуществления впадины в листе 70 материала постепенно увеличиваются до глубины, немного меньшей, чем глубина гофрирования, выполненного основными валиками 11, 21. Например, в случае четырех гофрирующих валиков 31, 41, 51, 61 первый предварительно гофрирующий валик 31, который встречает поступающий лист 70, может иметь гладкую или слегка текстурированную поверхность, второй предварительно гофрирующий валик 41 может иметь амплитуду гребня, составляющую лишь 25% от амплитуды гребня основного валика 11, третий предварительно гофрирующий валик - 51-50%, и четвертый предварительно гофрирующий валик - 61-75% амплитуды гребня основного валика 11.
Необязательно каждый предварительно гофрирующий валик 31, 41, 51, 61 может иметь такое же количество гребней на единицу длины, как и у основного валика 11 с той же амплитудой гребней, но расстояние между предварительно гофрирующими валиками 31, 41, 51, 61 и основным валиком 11 постепенно уменьшается. Например, расстояние между основным валиком и предварительно гофрирующими валиками 31, 41, 51, 61 может быть уменьшено от первого предварительно гофрирующего валика 31 до последнего, для которого расстояние немного больше, чем конечное расстояние между двумя основными валиками 11, 31.
В предпочтительном варианте осуществления диаметр предварительно гофрирующих валиков 31, 41, 51, 61 составляет приблизительно 1/10 от диаметра основного валика 11. Например, диаметр предварительно гофрирующих валиков 31, 41, 51, 61 может быть выбран от приблизительно 0,015 м до приблизительно 0,03 м (вплоть до 0,05 м), когда основной валик 11 имеет диаметр 0,20 м. Это позволяет располагать предварительно гофрирующие валики 31, 41, 51, 61 в менее чем 180° основного валика 11.
Необязательно, действие постепенного гофрирования предварительно гофрирующих валиков 31, 41, 51, 61 может быть выполнено следующими способами:
В случае, если гофрирующий гофр состоит не только из гофров, параллельных направлению листа 70, узор гофрирования каждого предварительно гофрирующего валика 31, 41, 51, 61 и узор гофрирования основного валика 11, по которому катится соответствующий предварительно гофрирующий валик 31, 41, 51, 61, должен быть таким, чтобы узор гофрирования на поверхности одного основного валика 11 представлял собой узор гофрирования предварительно гофрирующего валика 31, 41, 51, 61, взятый N раз, где величина N соответствует количеству раз, которое периферийная поверхность предварительно гофрирующего валика 31, 41, 51, 61 может поместиться на периферийной поверхности основного валика 11. N также равно отношению диаметра основного валика 11, разделенного на диаметр предварительно гофрирующего валика 31, 41, 51, 61.
На фиг. 4 показан схематический вид сверху гофрированного листа 70 согласно настоящему изобретению, на котором показаны собирание и образование стержня 80 и палочек 82.
На поверхности листа 70 видны гофры, которые, например, повторяют гофры на поверхности валика 11, представленного на фиг. 2. Гофрированный лист 70 материала собирают и формуют в стержень 80. Складчатые гофры гофрированного листа 70 образуют множество каналов в стержне 80. Стержень 80 затем обертывают и разрезают на палочки 82, имеющие длину 84 палочки.
На фиг. 5 показана блок-схема способа гофрирования листа материала согласно настоящему изобретению.
На первом этапе 100 по существу непрерывный лист материала подают на комплект гофрирующих валиков в направлении транспортировки. Комплект валиков содержит первый основной валик, второй основной валик и предварительно гофрирующий валик. Первый и второй основные валики содержат первое и второе множества гребней по меньшей мере на части своей ширины, а предварительно гофрирующий валик содержит третье множество гребней на части своей ширины, причем диаметр предварительно гофрирующего валика меньше диаметра первого и второго основных валиков.
На этапе 102 по существу непрерывный лист материала предварительно гофрируют между первым основным валиком и предварительно гофрирующим валиком с образованием предварительно гофрированного листа путем подачи по существу непрерывного листа между первым основным валиком и по меньшей мере одним предварительно гофрирующим валиком в направлении транспортировки листа так, что первое множество гребней первого основного валика и третье множество гребней предварительно гофрирующего валика наносят первый узор складчатых гофров на по существу непрерывный лист.
На этапе 104 по существу непрерывный и предварительно гофрированный лист материала гофрируют с образованием гофрированного листа путем подачи по существу непрерывного листа между первым основным валиком и вторым основным валиком так, что первое и второе множества гребней первого и второго основных валиков наносят второй узор складчатых гофров на предварительно гофрированный лист.
На этапе 106 гофрированный лист материала собирают и на этапе 108 формируют непрерывный стержень с использованием гофрированного листа материала. На этапе 110 непрерывный стержень обертывают, например, в сигаретную бумагу.
На этапе 112 непрерывный обернутый стержень разрезают на множество стержнеобразных компонентов (палочек), при этом каждый стержнеобразный компонент содержит собранный гофрированный лист, образованный из отрезанной части гофрированного листа; при этом складчатые гофры гофрированного листа образуют в стержнеобразном компоненте множество каналов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ТАБАЧНОГО МАТЕРИАЛА | 2018 |
|
RU2753685C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2757892C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ЛИСТА | 2020 |
|
RU2812695C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2757894C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СТЕРЖНЯ ДЛЯ ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ, ИЗ ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2765706C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2765704C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ПОЛОТНА | 2015 |
|
RU2711280C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РИФЛЕНОГО ПОЛОТНА | 2020 |
|
RU2820236C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СГИБАНИЯ ПОЛОТНА МАТЕРИАЛА | 2019 |
|
RU2776285C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ИЗДЕЛИЯ, ГЕНЕРИРУЮЩЕГО АЭРОЗОЛЬ, И ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, СОДЕРЖАЩЕЕ УКАЗАННЫЙ КОМПОНЕНТ | 2019 |
|
RU2793309C2 |

Настоящее изобретение относится к способу или устройству (10) для гофрирования листа (70) материала. Устройство содержит транспортировочное устройство для транспортировки листа материала вдоль направления (1) транспортировки и комплект гофрирующих валиков (11, 21). Комплект содержит первый (11) и второй (21) основные гофрирующие валики, определяющие первую (18) и вторую (28) оси вращения и расположенные друг перед другом, причем первый валик содержит первое множество гребней (17) на части своей ширины (16), а второй валик содержит второе множество гребней (27) на части своей ширины; и предварительно гофрирующий валик, обращенный к первому валику и имеющий третье множество гребней на части своей ширины, при этом предварительно гофрирующий валик имеет диаметр, который меньше диаметра первого и второго основных валиков. Изобретение позволяет получить устройство для гофрирования листа материала, с помощью которого можно получить улучшенную по сравнению с аналогами консистенцию в конечном продукте, в частности при использовании высоких скоростей гофрирования. 2 н. и 23 з.п. ф-лы, 5 ил.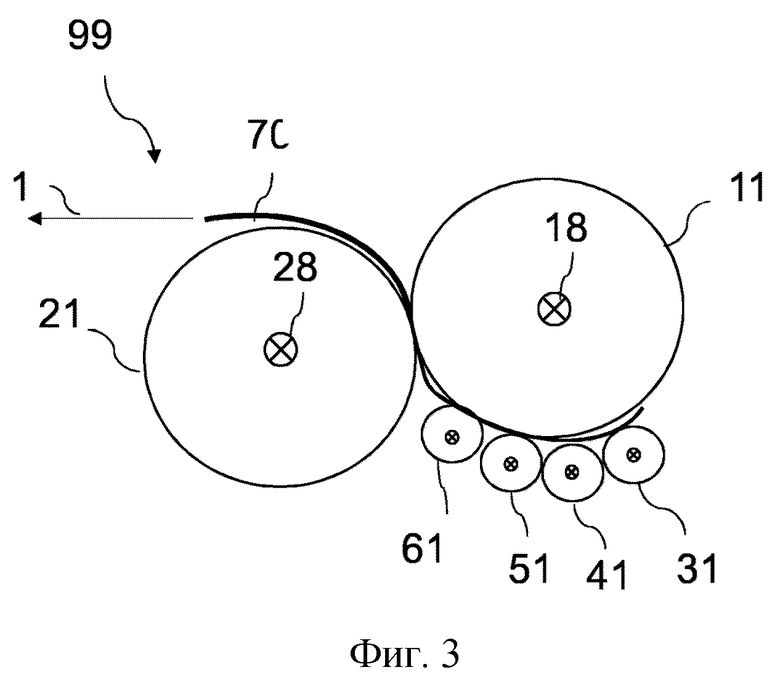
1. Способ изготовления гофрированного листа материала для изделия, генерирующего аэрозоль, включающий этапы:
подачу непрерывного листа материала на комплект гофрирующих валиков в направлении транспортировки, причем комплект валиков содержит первый основной валик, второй основной валик и предварительно гофрирующий валик, при этом первый и второй основные валики содержат первое и второе множества гребней соответственно по меньшей мере на части их ширины, и предварительно гофрирующий валик содержит третье множество гребней на части своей ширины, причем предварительно гофрирующий валик имеет диаметр, меньший, чем диаметр первого и второго основных валиков, при этом первое множество гребней имеет первый заданный узор, второе множество гребней имеет второй заданный узор и третье множество гребней имеет третий заданный узор, причем третий узор отличается от первого узора первого множества гребней;
предварительное гофрирование непрерывного листа материала с образованием предварительно гофрированного листа путем подачи непрерывного листа между первым основным валиком и предварительно гофрирующим валиком так, что первое множество гребней первого основного валика и третье множество гребней предварительно гофрирующего валика накладывают первый узор складчатых гофров на непрерывный лист; и
гофрирование предварительно гофрированного листа материала с образованием гофрированного листа путем подачи непрерывного листа между первым основным валиком и вторым основным валиком так, что первое и второе множества гребней первого и второго основных валиков накладывают второй узор складчатых гофров на предварительно гофрированный лист.
2. Способ по п.1, отличающийся тем, что предварительно гофрирующий валик является холостым.
3. Способ по п.1 или 2, отличающийся тем, что предварительно гофрирующий валик расположен выше по потоку относительно первого и второго основных валиков в направлении транспортировки листа материала.
4. Способ по любому из пп.1-3, отличающийся тем, что гребни первого множества определяют первую амплитуду гребней, а гребни третьего множества определяют третью амплитуду гребней, и при этом третья амплитуда меньше первой амплитуды.
5. Способ по любому из пп.1-4, отличающийся тем, что количество гребней на единицу длины вдоль направления, параллельного оси вращения валика, в первом множестве превышает количество гребней на единицу длины вдоль направления, параллельного оси вращения валика, в третьем множестве.
6. Способ по любому из пп.1-5, отличающийся тем, что комплект гофрирующих валиков содержит второй предварительно гофрирующий валик, обращенный к первому основному валику, при этом второй предварительно гофрирующий валик расположен выше по потоку относительно предварительно гофрирующего валика в направлении транспортировки.
7. Способ по п.6, отличающийся тем, что второй предварительно гофрирующий валик содержит четвертое множество гребней, имеющих четвертый узор.
8. Способ по любому из пп.1-7, отличающийся тем, что комплект гофрирующих валиков содержит множество предварительно гофрирующих валиков, при этом каждый предварительно гофрирующий валик обращен к первому основному валику и множество предварительно гофрирующих валиков расположены смежно с первым основным валиком в пределах углового интервала, центрированном по оси вращения первого основного валика, составляющего менее 180°.
9. Способ по любому из пп.1-8, отличающийся тем, что комплект гофрирующих валиков содержит второй предварительно гофрирующий валик, при этом диаметр второго предварительно гофрирующего валика меньше, чем диаметр первого и второго основных валиков.
10. Способ по любому из пп.1-9, отличающийся тем, что диаметр первого основного валика равен диаметру второго основного валика.
11. Способ по любому из пп.1-10, отличающийся тем, что лист материала представляет собой одно из следующего: гомогенизированный табачный лист, пластмассовый лист или лист, содержащий целлюлозу.
12. Способ по любому из пп.1-11, отличающийся тем, что включает этапы:
собирание гофрированного листа материала, и
образование стержня с использованием собранного гофрированного листа материала.
13. Способ по п.12, отличающийся тем, что включает:
обертывание стержня.
14. Способ по п.12 или 13, отличающийся тем, что включает этап:
разрезания непрерывного стержня на множество стержнеобразных компонентов, причем каждый стержнеобразный компонент содержит собранный гофрированный лист, образованный из отрезанной части гофрированного листа, при этом складчатые гофры гофрированного листа образуют в стержнеобразном компоненте множество каналов.
15. Устройство для гофрирования листа материала, содержащее:
транспортировочное устройство для транспортировки листа материала вдоль направления транспортировки;
комплект гофрирующих валиков, содержащий:
первый и второй основные гофрирующие валики, определяющие первую и вторую оси вращения и расположенные друг перед другом, причем первый валик содержит первое множество гребней на части своей ширины, а второй валик содержит второе множество гребней на части своей ширины; и
предварительно гофрирующий валик, обращенный к первому валику и имеющий третье множество гребней на части своей ширины, причем предварительно гофрирующий валик имеет диаметр, меньший, чем диаметр первого и второго основных валиков,
при этом первое множество гребней имеет первый заданный узор, второе множество гребней имеет второй заданный узор и третье множество гребней имеет третий заданный узор, причем третий узор отличается от первого узора первого множества гребней.
16. Устройство по п.15, отличающееся тем, что предварительно гофрирующий валик является холостым.
17. Устройство по п.15 или 16, отличающееся тем, что предварительно гофрирующий валик расположен выше по потоку относительно первого и второго основных валиков в направлении транспортировки листа материала.
18. Устройство по любому из пп.15-17, отличающееся тем, что гребни первого множества определяют первую амплитуду гребней, а гребни третьего множества определяют третью амплитуду гребней, и при этом третья амплитуда меньше первой амплитуды.
19. Устройство по любому из пп.15-18, отличающееся тем, что количество гребней на единицу длины вдоль направления, параллельного оси вращения валика, в первом множестве превышает количество гребней на единицу длины вдоль направления, параллельного оси вращения валика, в третьем множестве.
20. Устройство по любому из пп.15-19, отличающееся тем, что комплект гофрирующих валиков содержит второй предварительно гофрирующий валик, обращенный к первому основному валику, при этом второй предварительно гофрирующий валик расположен выше по потоку относительно предварительно гофрирующего валика в направлении транспортировки.
21. Устройство по п.20, отличающееся тем, что второй предварительно гофрирующий валик содержит четвертое множество гребней, имеющих четвертый узор.
22. Устройство по любому из пп.15-21, отличающееся тем, что комплект гофрирующих валиков содержит множество предварительно гофрирующих валиков, при этом каждый предварительно гофрирующий валик обращен к первому основному валику и множество предварительно гофрирующих валиков расположены смежно с первым основным валиком в пределах углового интервала, центрированном по оси вращения первого основного валика, составляющего менее 180°.
23. Устройство по любому из пп.15-22, отличающееся тем, что комплект гофрирующих валиков содержит второй предварительно гофрирующий валик, при этом диаметр второго предварительно гофрирующего валика меньше, чем диаметр первого и второго основных валиков.
24. Устройство по любому из пп.15-23, отличающееся тем, что диаметр первого основного валика равен диаметру второго основного валика.
25. Устройство из пп.15-24, отличающееся тем, что лист материала представляет собой одно из следующего: гомогенизированный табачный лист, пластмассовый лист или лист, содержащий целлюлозу.
| US 3466358 A1, 09.09.1969 | |||
| US 3188924 A1, 15.06.1965 | |||
| Система телеобслуживания линейных регенераторов цифровых систем передачи | 1983 |
|
SU1124434A1 |
| СИГАРЕТА С НИЗКИМ УРОВНЕМ ПОБОЧНОЙ СТРУИ ДЫМА, С ГОРЮЧЕЙ БУМАГОЙ, ИМЕЮЩЕЙ МОДИФИЦИРОВАННЫЕ ХАРАКТЕРИСТИКИ ПЕПЛА | 2003 |
|
RU2305480C2 |

