Изобретение относится к электроэрозионной обработке металлов, в частности к конструкции генератора импульсов.
Известен генератор импульсов ШГИ 63-440 для электроэрозионной обработки металлов (Техническое описание ЗЕИ 729.016.70, 1979г.), включающий блок питания, платы силовых ключей и ключей поджига.
Недостатком данного способа является отсутствие возможности автоматического регулирования величины тока в процессе обработки в зависимости от состояния межэлектродного промежутка.
Известен также генератор импульсов ШГИ-М2 для электроэрозионной обработки металлов (ШГИ-80 2-200М2, техническое описание ИАВК 435312 042 ТО, 1991г.), принятый за прототип, включающий блок питания, блок системы управления, платы силовых ключей и ключей поджига. Данный генератор снабжен регулятором тока, расположенным на панели блока системы управления и обеспечивающим возможность автоматического регулирования величины тока в процессе обработки в зависимости от состояния межэлектродного промежутка. Регулирование тока производят с помощью регулятора тока изменением длительности паузы между пакетами импульсов. Уменьшение величины тока происходит до минимального значения, если критическое состояние межэлектродного промежутка продолжается более 5 с, или уменьшается частично, если за время 30 с произошло 9 релаксаций межэлектродного промежутка. Увеличение тока происходит ступенчато, по одной дискрете через 5 с после устранения критического состояния.
К недостаткам данного устройства следует отнести следующее: при электроэрозионной обработке достаточно часто критическое состояние межэлектродного промежутка приводит к процессу шлакования с последующим разрушением детали и электрода-инструмента; ступенчатое увеличение тока с интервалом времени 5 с после релаксации межэлектродного промежутка, в случае частого повторения этого процесса, приводит к снижению производительности обработки.
Изобретение направлено на снижение вероятности шлакования детали и электрода-инструмента и повышение производительности процесса электроэрозионной обработки за счет повышения стабильности процесса.
В предлагаемом изобретении генератор импульсов для электроэрозионной обработки металлов содержит блок питания, блок управления с регулятором тока, формирующим импульсы заданной формы и длительности, блоки силовых ключей и ключей поджига, усиливающие импульсы и подающие их пакетами в межэлектродный промежуток. В отличие от прототипа регулятор тока выполнен из последовательно соединенных делителя, цепи задержки, усилителя и аналого-цифрового преобразователя, обеспечивающих непрерывное преобразование сопротивления межэлектродного промежутка в код длительности паузы между пакетами импульсов и, соответственно, в величину рабочего тока. Такое выполнение регулятора тока обеспечивает регулирование величины тока до наступления критического состояния межэлектродного промежутка.
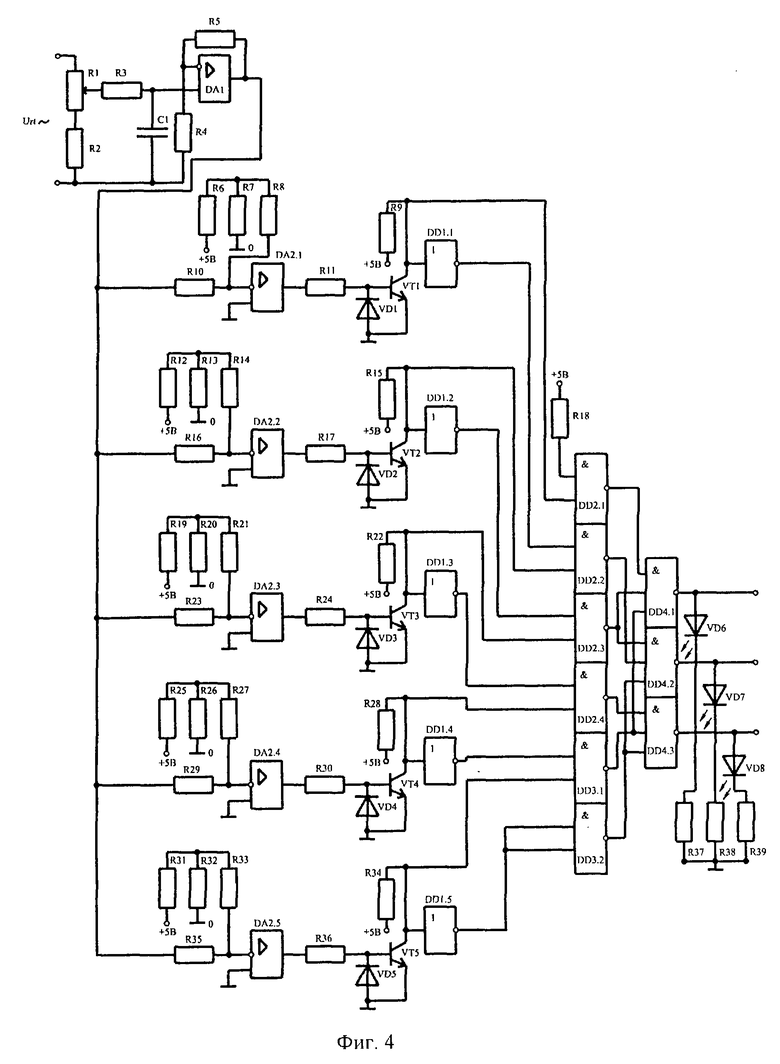
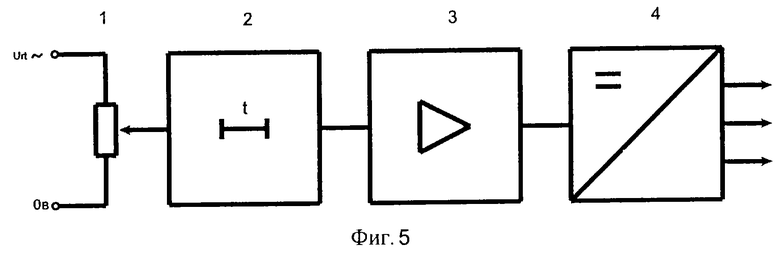
Изобретение поясняется графическими материалами, где на фиг.1, 2 и 3 представлены соответственно графики изменения величины тока во времени для аналога, прототипа и предлагаемого изобретения; на фиг.4 представлена схема предлагаемого генератора импульсов; на фиг.5 - принципиальная схема регулятора тока.
На фиг.1 представлен график изменения величины тока во времени для аналога, когда критическое состояние межэлектродного промежутка продолжается более 5 с. В момент времени t1 - момент начала реагирования системы управления на уменьшение сопротивления межэлектродного промежутка до критической величины, определяемой максимальным количеством шлама в межэлектродном промежутке, происходит уменьшение величины тока. В момент времени t2 - момент начала реагирования системы управления на увеличение сопротивления межэлектродного промежутка - критическое состояние межэлектродного промежутка устранено и начат отсчет времени 5 с. В моменты времени t3...t7 происходит увеличение тока. Как видно из графика, восстановление режима происходит не ранее чем за 25 с, а критическое состояние межэлектродного промежутка перед этим продолжается 5 с.
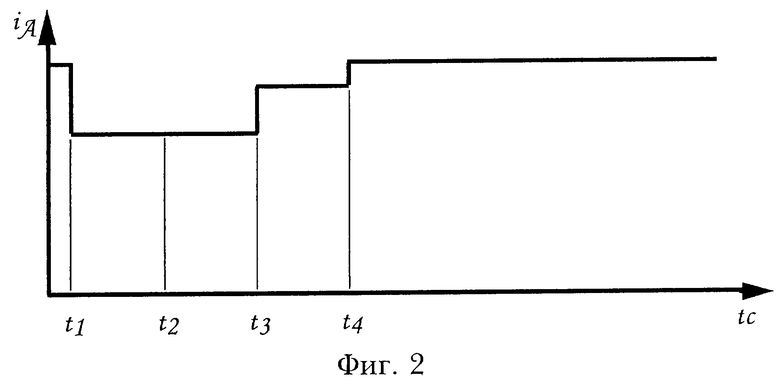
На фиг.2 представлен график изменения величины тока во времени для прототипа, когда за время менее 30 с произошло 9 релаксацией. В момент времени t1 происходит уменьшение тока. К моменту времени t2 критическое состояние межэлектродного промежутка устранено и начат отсчет 5 с, в моменты времени t3, t4 происходит увеличение тока. Как видно из графика, восстановление режима происходит не ранее чем за 10 с, а критическое состояние межэлектродного промежутка перед этим продолжается 30 с.
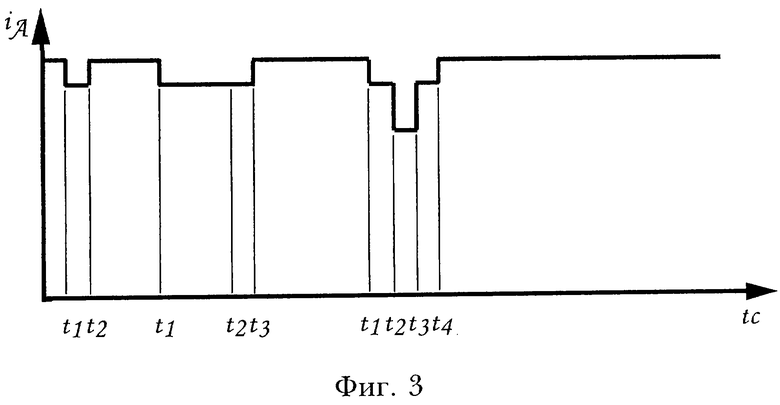
На фиг.3 представлен график изменения величины тока во времени для предлагаемого изобретения. В момент времени t1 из-за снижения сопротивления межэлектродного промежутка и увеличения количества шлама в межэлектродном промежутке в процессе обработки происходит уменьшение тока на одну дискрету. Если к моменту времени t2 состояние межэлектродного промежутка увеличилось до значения переключения длительности паузы, происходит восстановление режима. Если состояние межэлектродного промежутка не изменилось, работа продолжается с установившимся током. Если к моменту t2 сопротивление межэлектродного промежутка уменьшается до значения увеличения длительности паузы еще на одну дискрету, происходит дальнейшее уменьшение рабочего тока. В моменты времени t3 и t4 происходит увеличение рабочего тока. Как видно из графика, восстановление режима происходит за время, равное постоянной времени цепи задержки, приблизительно равно 1 с, пониженное сопротивление межэлектродного промежутка перед этим продолжается такое же время.
Анализ графиков фиг.1, 2, 3 позволяет сделать вывод о том, что, в отличие от прототипа, генератор с предлагаемым регулятором тока снижает риск шлакования и брака, имеет более высокую производительность.
По схеме предлагаемого генератора импульсов (фиг.4) при отсутствии обработки на панели управления работает сигнал "Urt~=0". При наличии обработки сигнал "Urt~" изменяется от 7 В при максимальном сопротивлении межэлектродного промежутка до 0 В при минимальном сопротивлении межэлектродного промежутка. Схема аналого-цифрового преобразователя выполнена таким образом, что максимальному уровню сигнала "Urt~" соответствует код 1, а минимальному уровню - код 6. Опорные напряжения Von1...Von5 имеют уровни от 1 В до 3 В с дискретностью 0,5 В. Делитель R1 на входе позволяет выбрать уровень сигнала "Urt~ ", при котором начинается регулирование рабочего тока. Цепь задержки R2, C1, R3 определяет скорость реакции регулятора тока на изменение сопротивления межэлектродного промежутка. Усилитель позволяет изменять крутизну характеристики устройства.
Принципиальная схема регулятора тока (фиг.5) содержит последовательно соединенные делитель 1, цепь задержки 2, усилитель 3 и аналого-цифровой преобразователь 4.
Работает устройство следующим образом. При включении генератора и отсутствии обработки включается сигнал "Urt~ 0", регулятор тока выдает код 6, соответствующий минимальному току. С началом обработки сигнал "Urt~" будет иметь максимальный уровень, регулятор тока с выдержкой времени, определяемой цепью задержки, увеличит код длительности паузы до 1, что соответствует максимуму заданного тока до тех пор, пока сигнал "Urt~" не снизится до уровня начала регулирования. С этого момента начинается уменьшение рабочего тока, которое будет продолжаться до момента начала улучшения состояния межэлектродного промежутка, что приведет к росту сигнала "Urt~" и увеличению рабочего тока.
Пример.
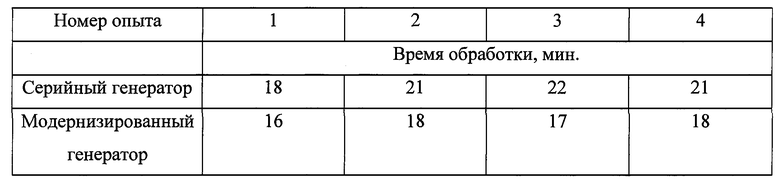
Проводили электроэрозионную прошивку листовой заготовки толщиной 2 мм из титанового сплава ОТ4-1 сборным медным электродом, состоящим из 1340 элементарных ЭИ, каждый из которых в сечении представлял квадрат со стороной 2,5 мм. Обработка проводилась с использованием серийного генератора ШГИ-80х2-200М2 и этого же генератора с выполненной доработкой регулятора тока по изобретению. Сравнение проводили по времени врезания электрода-инструмента на глубину 0,6 мм, когда наиболее полно проявляется нестабильность процесса электроэрозионной обработки, и от эффективности работы регулятора тока напрямую зависит продолжительность обработки.
Результаты эксперимента показали снижение трудоемкости при работе генератора с предлагаемым регулятором тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| Генератор импульсов для электроэрозионной обработки | 1979 |
|
SU859095A1 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1972 |
|
SU352734A1 |
| ГЕНЕРАТОР ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1992 |
|
RU2076024C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электроэрозионной обработки | 1987 |
|
SU1583235A1 |
| Устройство для защиты от коротких замыканий при электроэрозионной обработке | 1981 |
|
SU1003240A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1973 |
|
SU372049A1 |
| Источник питания для электроэрозионной обработки | 1985 |
|
SU1371812A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ТОКОМ ПРИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКЕ | 1993 |
|
RU2074067C1 |
Изобретение относится к электроэрозионной обработке металлов, в частности к конструкции генератора импульсов. Генератор импульсов для электроэрозионной обработки металлов включает блок управления с регулятором тока, блоки силовых ключей и ключей поджига, усиливающих импульсы и подающих их пакетами в межэлектродный промежуток, и блок питания. Регулятор тока формирует импульсы заданной формы и длительности. Ключи поджига усиливают импульсы и подают их пакетами в межэлектродный промежуток. Регулятор тока выполнен из последовательно соединенных делителя, цепи задержки, усилителя и аналого-цифрового преобразователя, обеспечивающих непрерывное преобразование сопротивления межэлектродного промежутка в код длительности паузы между пакетами импульсов и в величину рабочего тока. Изобретение позволяет снизить вероятность шлакования детали и электрода-инструмента и повысить производительность процесса электроэрозионной обработки. 1 табл., 5 ил.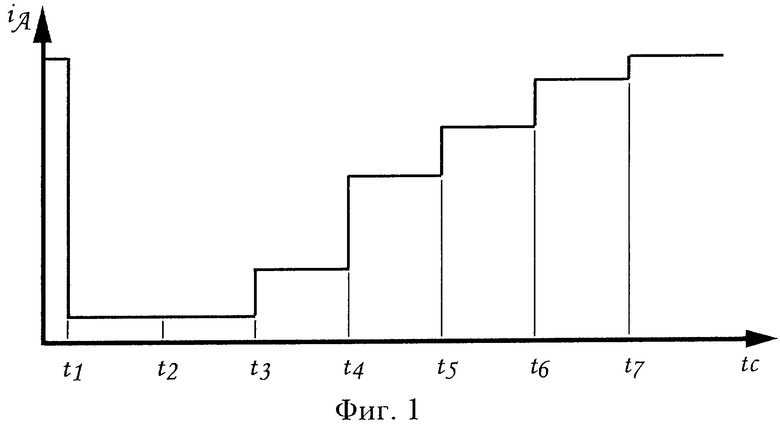
Генератор импульсов для электроэрозионной обработки металлов, включающий блок управления с регулятором тока, формирующим импульсы заданной формы и длительности, блоки силовых ключей и ключей поджига, усиливающих импульсы и подающих их пакетами в межэлектродный промежуток, и блок питания, отличающийся тем, что регулятор тока выполнен из последовательно соединенных делителя, цепи задержки, усилителя и аналого-цифрового преобразователя, обеспечивающих непрерывное преобразование сопротивления межэлектродного промежутка в код длительности паузы между пакетами импульсов и в величину рабочего тока.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Техническое описание и инструкция по эксплуатации | |||
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ТРЯПЬЯ | 1972 |
|
SU435312A1 |
| - Запорожье, 1991, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Генератор импульсов для электроэрозионной обработки | 1988 |
|
SU1599163A1 |
| ГЕНЕРАТОР ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИМЕТАЛЛОВ | 0 |
|
SU348317A1 |
| US 6392183 A, 21.05.2002. | |||

