1
(21)4367664/25-08
(22)26.11.87
(46) 07.08.90. Бкш. р 29 (72) Е.Б.Мараев, Ю.И.Каракин1 и А.П. Саленко
(53)621.9.047 (088.8)
(56)Авторское свидетельство СССР № 687707, кл. В 23 Н 7/04, 1976.
(54)СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ .
(57)Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способу электроэрозионной обработки непрофилированным электродом-проволокой. Целью изобретения является повышение производительности и исключение обрывов электрода-проволоки. В способе процесс обработки ведется группами импульсов, частота следования которых меняется от группы к группе, а групповая пауза меняется от некоторой минимальной величины, когда за время измерений интегральная энергия не достигает критического значения, до величины, близкой к временному интервалу, когда критическая интегральная энергия достигается уже в начале интервала. Энергия, выделяющаяся в межэлектродном промежутке, определяется как суммарная длительность импульсов разрядного тока за текущий интервал времени. Этот параметр служит критерием стойкости электрода-проволоки. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Способ электроэрозионной обработки | 1976 |
|
SU687707A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКОЙ ДЕТАЛИ НА АВТОМАТИЗИРОВАННОМ ВЫРЕЗНОМ СТАНКЕ С СИСТЕМОЙ ЧПУ | 2015 |
|
RU2598022C2 |
| Способ электроэрозионной обработки | 1989 |
|
SU1710233A1 |
| Способ электроэрозионной обработки | 1987 |
|
SU1562076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОГО РЕЗЦА | 2012 |
|
RU2491156C1 |
| Источник технологического тока | 1977 |
|
SU733220A1 |
| Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ | 2015 |
|
RU2629575C2 |
| Способ электроэрозионной обработки | 1977 |
|
SU738810A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способу электроэрозионной обработки непрофилированным электродом-проволокой. Целью изобретения является повышение производительности и исключение обрывов электрода-проволоки. В способе процесс обработки ведется группами импульсов, частота следования которых меняется от группы к группе, а групповая пауза меняется от некоторой минимальной величины, когда за время измерений интегральная энергия не достигает критического значения, до величины, близкой к временному интервалу, когда критическая интегральная энергия достигается уже в начале интервала. Энергия, выделяющаяся в межэлектродном промежутке, определяется как суммарная длительность импульсов разрядного тока за текущий интервал времени. Этот параметр служит критерием стойкости электрода-проволоки. 1 ил.
Изобретение относится к электрофизическим и электрохимическим ме- тодам обработки, в частности к способу электро-эрозионной обработки непрофилированным электродом-проволокой.
Цель изобретения - повышение производительности и исключение обрывов электрода-проволоки.
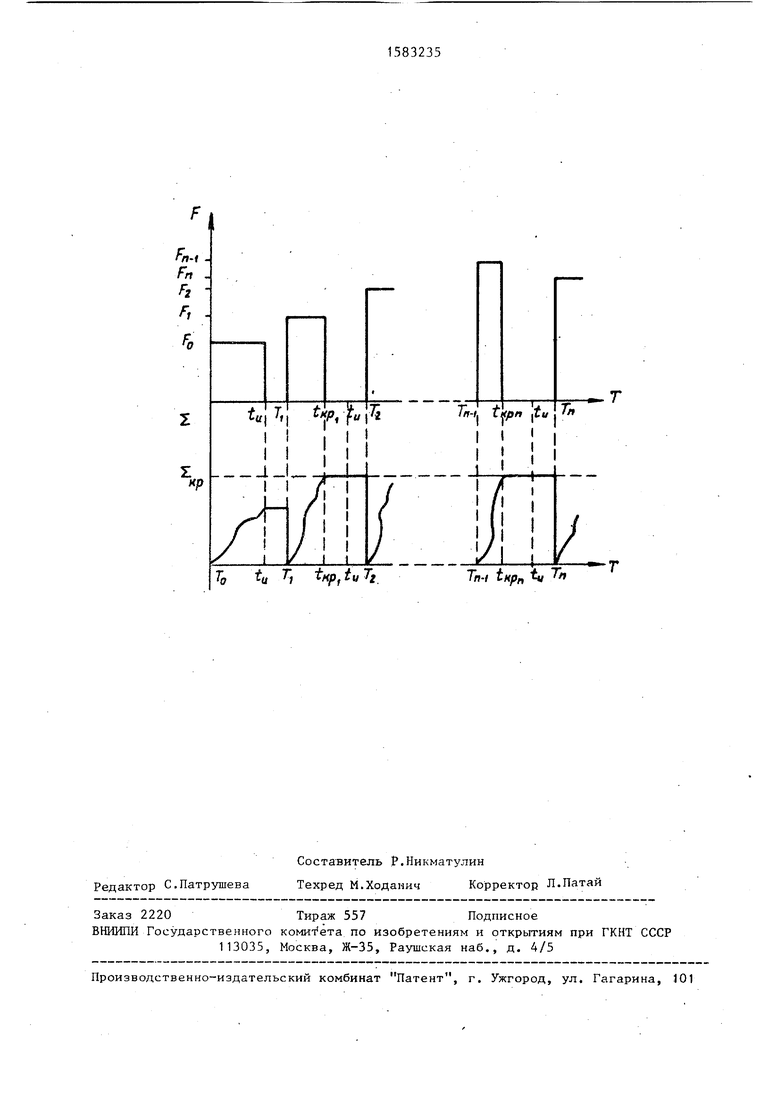
На чертеже представлена временная диаграмма, показывающая характер изменения скорости перемещения электродов и суммарной длительности импульсов во времени.
На диаграмме обозначено: F - скорость перемещения электродов; 5 суммарная длительность импульсов; 5 кр критическая величина суммарной длительности; Т0 - момент начала обработки; tM - моменты окончания измерения суммарной длительности, если не достигнута критическая величина; tKp4 ...I р - момент времени, когда суммарная длительность достигает , критического значения; Т , Т... Тп- моменты времени, соответствующие окончанию временных интервалов.
Способ осуществляется следующим образом.
В момент времени TO, совпадающий с началом обработки, начинается суммирование длительностей импульсов разрядного тока. Предположим, что вначале была выбрана скорость перемещения электродов,при которой имеет место большое количество импульсов холостого хода. Поэтому за все время измерения сумма длительностей разрядО1
00 СО
к
СлЭ
ел
ного тока не достигла критической величины, и в момент tH обработка и перемегчение электродов прекращается. Во время паузы Т,- Си тепловая энергия, накопленная электродом - проволокой, рассеивается в окружающу среду - рабочую жидкость, и система электрод-проволока, межэлектродный промежуток, заготовка возвращается в исходное энергетическое состояние. В момент tH происходит считывание величины скорости перемещения электродов и расчет средней скорости перемещения за период Т1 Т0 по Лор- муле
РтССи- То)
ср.
Т1- То
Рассчитанное значение средней скорости записывается в память системы управления и наряду с этим производится выбор начальных шагов изменения опорного напряжения регулятора подачи и значения паузы между импульсами. Эти параметры передаются в блок управления режимами генератора импульсов и в момент времени Т1 начинается новый цикл обработки.
Пусть в результате расчета и установки управляющих параметров скорость перемещения электродов стала такой, что появились дуговые импупь- сы короткого замыкания, Сумма длительностей импульсов разрядного тока достигнет критического значения в момент времени t Kpi, начиная с которого обработка и перемещение электродов прекратятся до наступления следующего временного интервала - момента времени Т-г.. По сигналу о наступлении момента t , происходит
Кр/
считывание величины скорости перемещения и расчет средней скорости за текущий интервал времени по формуле
ср.
Т гг 1. -И
Вычисленная величина записывается в память системы управления и срав- нивается с величиной средней скорост за предыдущий интервал. По результатам сравнения по одному из известных алгоритмов оптимизации система управления рассчитывает новые зна- чения параметров управления - опорного напряжения регулятора подачи и паузы между импульсами,- с целью
5
0
5
0
5
0
4f
0 5
максимизации средней скорости перемещения электродов.
Значение критической величины суммарной длительности разрядных импульсов определяется по эмпирическим . зависимостям, учитывающим теплофизические свойства материала, усилие натяжения и диаметр электрода-проволоки, скорость перемотки, а также толщину обрабатываемой детали. Эти зависимости вводятся в постоянную память системы управления и используется для расчета критической суммарной длительности импульсов в каждом конкретном случае обработки.
Использование такого малоинерцион- иого и эффективного параметра, как суммарная длительность разрядных импульсов для оценки энергетической нагрузки на электрод-проволоку позволяют быстро реагировать на изменения условий обработки, предотвращая тем самым возможность энергетической перегрузки и обрыва электрода- проволоки.
В свою очередь, использование средней скорости вырезки в качестве параметра оптимизации позволяет вести обработку любой детали с учетом конкретных условий на оптимальных режимах.
Формула изобретения
Способ электроэрозионной обработки непрофилированным электродом- проволокой, предусматривающий измерение величины выделяющейся энергии в межэлектродном промежутке и сравнение ее с эталонной величиной, отличающийся тем, что, с целью повышения производительности и исключения обрывов электрода-проволоки, вводят равные временные интервалы, в течение которых измеряют среднюю скорость перемещения электрода-проволоки и суммарную длительность импульсов тока, причем измеренную величину энергии сравнивают с критическим значением, по достижении которого обработку прекращают до окончания текущего интервала, а величину средней скорости сравнивают с ранее измеренным значением и по результатам сравнения изменяют величину опор- ii
ного сигнала регулятора подачи и значение паузы между импульсами для оптимизации средней скорости обработки.
T0 tu Tj tnpftyT2
Tn-i tHOH tii Tn
