Изобретение относится к области пайки, в частности к составу припоя на основе олова, применяемому для выравнивания лицевой поверхности кузовов автомобилей в условиях конвейерной сборки автомобилей и при ремонтных работах.
Известен припой для низкотемпературной пайки (см. авт. свид. N14799250, МКИ В 23 К 35/26), обладающий коррозионной стойкостью и механической прочностью паяного соединения, содержащий следующий состав, мас.%:
Индий - 34-35
Медь - 11-12
Германий - 0,8-1,0
Кобальт - 5-6
Олово - Остальное
Недостатком данного припоя является то, что в его состав входят индий, германий и кобальт, снижающие температурный интервал, начало которого всего 113 С. Это совершенно не удовлетворяет требованиям современных процессов нанесения лакокрасочных покрытий на кузова, когда изделия должны выдерживать нагрев до температуры 234oC.
Известен также способ повышения прочности легкоплавких припоев на основе олова (см. авт. свид. 310764, МКИ B 23 K 35/26) путем введения в них металлических добавок, в качестве которых использовались частицы железа размером от 4-100 мк, при этом легкоплавкий припой имеет следующий состав, вес. %:
Железо - 5-10
Сурьма - 1-2
Олово - Остальное
Недостатком этого припоя является небольшой температурный интервал и температура полного расплавления припоя, всего 234oC.
Наиболее близким аналогом по совокупности существенных признаков и по назначению (прототип) является припой для пайки изделий на основе олова (см. авт. свид. 498134, МКИ В 23 К 35/26), обладающий повышенной смачиваемостью и прилипаемостью к поверхности из стали и цветных металлов, содержащий следующий состав, мас.%:
Никель - 0,3-2,2
Цинк - 24-26
Сурьма - 3,5-5,6
Медь - 0,8-1,3
Олово - Остальное
У этого припоя недостаток заключается в том, что не удовлетворяет требованиям прочности паяных соединений, так как склонен к трещинообразованию из-за высокого содержания цинка в составе припоя.
Технический результат, получаемый предлагаемым изобретением, заключается в разработке состава припоя, который в отличие от прототипа дополнительно содержал железо, висмут, кадмий, марганец, серебро для придания припою лучших технологических свойств (пластичности, смачиваемости), кремний предохранял цинк от испарения и способствовал образованию плотного прочного паяного соединения, то есть в итоге получили такой состав припоя, который удовлетворял требованиям напайки его на вертикальные поверхности изделия из стали и цветных сплавов, в частности стыковых швов кузовов автомобилей с выравниванием лицевой поверхности, обладающего широким температурным интервалом в пределах 200-240oС для пайки газовой горелкой.
Для достижения указанного результата в состав припоя, содержащий олово, медь, цинк, сурьму и никель, дополнительно вводится железо, висмут, кадмий, марганец, серебро, кремний при следующем соотношении компонентов, мас.%:
Медь - 8-20
Цинк - До 2,1
Железо - 0,05-2,0
Никель - 0,1-1,0
Сурьма - 0,1-0,5
Висмут - До 0,1
Кадмий - До 0,05
Марганец - До 0,05
Серебро - До 0,05
Кремний - До 0,05
Олово - Остальное
Предложенный состав припоя работает в режимах пайки при температуре от 200 до 400oС. При пайке заявляемым припоем используются паяльные флюсы на основе хлористых солей, например хлористого цинка, или паяльные пасты.
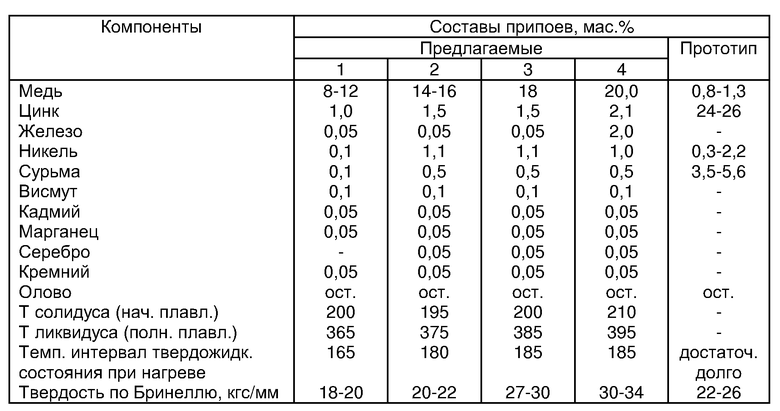
Примеры различных составов предлагаемого припоя и физико-механические свойства приведены в таблице.
При снижении в припое меди ниже 8% резко ухудшается технологические свойства пайки, а именно: повышается жидкотекучесть припоя и затрудняется напайка припоя на вертикальные стенки деталей, поэтому нецелесообразно содержание меди в припое ниже 8%.
При содержании меди выше максимального значения - 20% -повышается температура начала плавления (температура солидуса) до 230oС, следовательно, повышается температура пайки, что также нецелесообразно (при перегреве детали до температуры выше 300oС начинает заметно окисляться олово).
Сурьма в малом количестве вводится для предупреждения возможности аллотропных превращений в олове и для снижения окисляемости олова.
Составы 1, 2, 3 менее твердые по сравнению с составом 4, в котором содержание меди максимальное.
Никель и железо вводятся для упрочнения припоя и повышения его стойкости. Так как никель взаимодействует с оловом, образуя хрупкие интерметаллические включения, повышающие температуру плавления, содержание никеля выше 1% нецелесообразно.
Выбранное количественное соотношение компонентов припоя обеспечивает предлагаемому припою способность нанесения его на вертикальные стенки деталей при температуре 200-400oС в стационарных условиях при ремонте и в условиях конвейерной сборки кузовов автомобилей.
Добавление малых количеств висмута, марганца, кадмия, серебра, кремния упрочняет припой.
Оптимальное соотношение компонентов в указанных пределах позволяет придать заявленному припою кашицеобразное состояние в широком интервале температур от 100 до 400oС. Именно такие свойства нужны припою при пайке на вертикальных поверхностях кузовов автомобилей газовой горелкой в условиях конвейерной сборки и в стационарных условиях при ремонте. Качественная пайка осуществляется благодаря тому, что в интервале температур 200-400oС припой хорошо смачивает как сталь, так и цветные сплавы (бронзы, латуни и т.д.).
Отсутствие в составе припоя свинца делает припой экологически безвредным.
Наряду с повышением технологичности припоя одновременно улучшаются экологические условия рабочего места. Применение такого состава паяного припоя улучшит экологию цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ НА ОСНОВЕ СВИНЦА | 2013 |
|
RU2547979C1 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| Низкотемпературный припой для пайки | 1987 |
|
SU1440652A1 |
| Припой для пайки чугуна | 1987 |
|
SU1461609A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ НЕФТЕГАЗОПРОМЫСЛОВОГО ОБОРУДОВАНИЯ | 1994 |
|
RU2070496C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 1995 |
|
RU2124425C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ИНСТРУМЕНТА | 1992 |
|
RU2076795C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ | 2008 |
|
RU2374056C1 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
Изобретение относится к пайке, в частности к составу припоя на основе олова, применяемому для выравнивания лицевой поверхности кузовов автомобилей в условиях конвейерной сборки автомобилей и при ремонтных работах. Предложен состав припоя для низкотемпературной пайки, содержащий олово, медь, цинк, сурьму и никель, при этом он дополнительно содержит железо, висмут, кадмий, марганец, серебро, кремний, при следующем соотношении компонентов, мас.%: медь 8-20, цинк до 2,1, железо 0,05-2,0, никель 0,1-1,0, сурьма 0,1-0,5, висмут до 0,1, кадмий до 0,05, марганец до 0,05, серебро до 0,05, кремний до 0,05, олово остальное. Предложенный припой удовлетворяет требованиям напайки его на вертикальные поверхности изделий из стали и цветных сплавов, в частности стыковых швов кузовов автомобилей с выравниванием лицевой поверхности, а также имеет широкий температурный интервал в пределах 200-400oC для пайки газовой горелкой. 1 табл.
Припой для низкотемпературной пайки, содержащий олово, медь, цинк, сурьму, железо и никель, отличающийся тем, что он дополнительно содержит висмут, кадмий, кремний, марганец, серебро при следующих соотношениях компонентов, мас.%:
Медь 8-20
Цинк до 2,1
Железо 0,05-2,0
Никель 0,1-1,0
Сурьма 0,1-0,5
Висмут До 0,1
Кадмий До 0,05
Марганец До 0,05
Серебро До 0,05
Кремний До 0,05
Олово Остальное
| Припой для пайки изделий | 1974 |
|
SU498134A2 |
| Припой | 1976 |
|
SU640831A1 |
| RU 96118389 A, 27.11.1998 | |||
| US 4758407, 19.07.1988 | |||
| DE 3730764 C1, 14.07.1988 | |||
| Способ кратковременного резервирования электропитания и устройство для его осуществления | 1978 |
|
SU748666A1 |

