Изобретение относится к области пайки, в частности к составу припоя для пайки изделий из черных металлов и твердых сплавов, а также к способу изготовления припоя.
Известен припой для пайки изделий из меди и стали, содержащий в мас.%:
цинк - 25-40; олово - 3-7; никель - 3,5-6,5; марганец - 0,2-2; железо - 0,5-2,0; кремний - 0,1-1; алюминий - 0,1-1; бор 0,1-0,8; медь -остальное (1).
Недостатком известного припоя является высокая температура плавления и соответственно температура пайки, что затрудняет его использование для пайки медных сплавов инструмента.
Известен припой, изготавливаемый в форм проволоки, листа или полосы, содержащий в мас.%:
марганец - 22-40; железо 0,1-2; алюминий - 0,1-5; цинк - 2-10; медь - остальное. Припой также может содержать олово, никель в количестве 0,001-5%, а также бор в количестве 0,001-0,3% (2).
Указанный припой содержит большой процент марганца и малое количество цинка. Температура припоя составляет 877-890oC. Данный припой не пригоден для пайки твердосплавного инструмента и некоторых изделий из меди и ее сплавов из-за высокой температуры плавления. При большом проценте содержания марганца он кипит, пузырится и его невозможно использовать, в частности, для газопламенной пайки.
При создании припоя решается задача повышения технологических характеристик припоя, снижение температуры плавления и обеспечение затекания припоя в зазоры на большую глубину.
Известен способ изготовления припоя, включающий подачу расплавленного припоя на быстровращающийся охлаждаемый барабан при скоростях охлаждения больших 105 oC/с с формированием фольги аморфной структуры (3).
Недостатком этого способа изготовления припоя является получение материала другой структуры и формы.
Известен способ изготовления припоя в виде проволоки, согласно которому расправленный припой подается под давлением из питателя на охлаждаемый вращающийся барабан со скоростью 3,925 м/с и обеспечивающий охлаждение 105 oC. Расплавленный припой подается на верхнюю точку вращающегося барабана (4).
Недостатком известного способа изготовления припоя является невозможность получения припоя неаморфной структуры, а микрокристаллической с высокой степенью пластичности и толщиной более 100 мкм из-за малого пути соприкосновения расплава припоя с поверхностью барабана.
Согласно изобретению в отношении способа изготовления припоя решается задача повышения пластичности припоя микрокристаллической структуры.
Поставленная задача достигается тем, что в состав припоя введены медь, марганец, никель, олово, алюминий, бор, цинк и компоненты припоя содержатся в следующем соотношении в мас.%:
Медь - 40-50
Марганец - 7-15
Никель - 1-3,4
Олово - 2-6
Алюминий - 0,05-1
Бор - 0,05-0,5
Цинк - Остальное
Припой может содержать по крайней мере один из компонентов, выбранных из группы (в мас.%): кремний - 0,05 - 0,5; германий - 0,02 - 0,5; железо - 0,05 - 1,0; кобальт - 0,05 - 1,5; цирконий - 0,01 - 0,1.
Содержание марганца до 7 - 15% позволяет снизить температуру плавления припоя, а в сочетании с содержанием никеля 1 - 3,4% он приобретает высокие прочностные характеристики.
Соотношение меди и цинка в данном припое обеспечивает также довольно низкую температуру пайки для высокотемпературных припоев, что позволяет его использовать как заменитель серебросодержащих припоев.
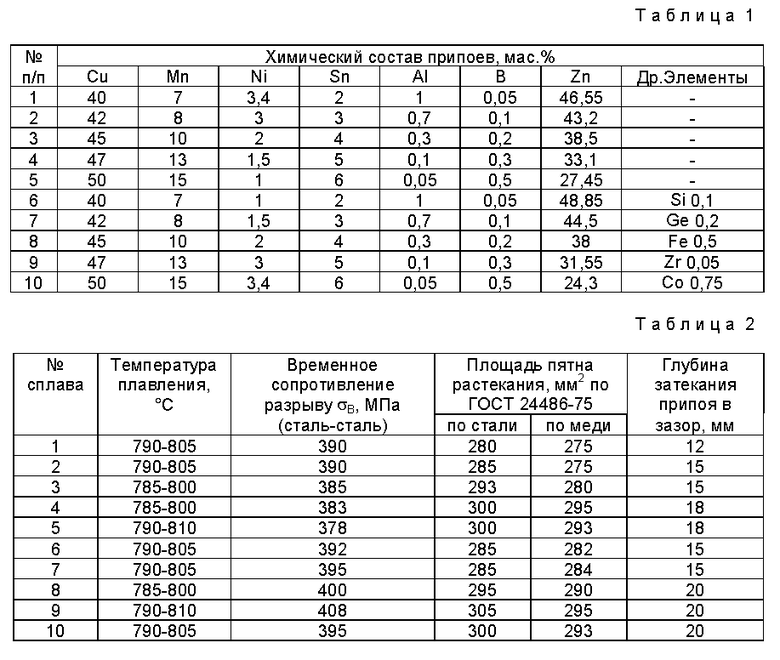
Примеры выполнения припоев представлены в таблице 1.
Припой имеет температуру плавления 785 - 815oC, что позволяет его использовать как заменитель серебросодержащих припоев при пайке изделий из меди, никеля и их сплавов, а также при пайке твердосплавного инструмента.
Припой обладает хорошей растекаемостью по паяемой поверхности и затекаемостью в капиллярный зазор на большую глубину. Припой обеспечивает получение паяных соединений с хорошими прочностными характеристиками.
Свойства припоя и паяных соединений представлены в таблице 2.
Поставленная цель относительно способа изготовления припоя достигается тем, что подача под давлением расплавленного припоя осуществляется из питателя, у которого в боковой поверхности у его дна выполняют отверстие, вставляют желоб и располагают его у охлаждаемоего вращающегося барабана под углом 5 - 60o к горизонтальной плоскости, проходящей через ось вращения барабана. Барабан вращают со скоростью 0,1-3,8 м/с и осуществляют кристаллизацию со скоростью 103 - 104 oC/с.
Полученный припой может быть подвержен изотермическому отжигу при температуре 450-650oC в течение 15-40 мин.
При подаче расплавленного припоя на поверхность вращающегося охлаждаемого барабана под углом 5-60o к горизонтальной плоскости, проходящей через ось вращения, позволяет увеличить зону контакта с поверхностью барабана, а в сочетании с оговоренными скоростями вращения барабана 0,1-3,8 м/с и кристаллизацией со скоростью 103-104 oC/с получить ленту припоя толщиной более 100 мкм с мелкокристаллической метастабильной структурой.
Предложенный способ изготовления припоя позволяет осуществлять работу без защитной атмосферы и не использовать трудоемкие в изготовлении сопла.
Способ поясняется чертежом. Приспособление для получения припоя содержит вращающийся охлаждаемый барабан 1, питатель 2 с расплавленным припоем с желобом 3, расположенным в боковой поверхности питателя, моталку 4, на которую наматывается полученная лента припоя 5.
Способ изготовления припоя осуществляется следующим образом.
В боковой поверхности питателя 2 выполнено отверстие, в котором устанавливается желоб 3, размещаемый у барабана 1 под углом 5 -60o к горизонтальной плоскости, проходящей через ось вращения барабана. Припой под давлением подается на поверхность вращающегося барабана и захватывается им. Барабан охлаждается до такой степени и выполнен из такого материала, чтобы обеспечить скорость охлаждения 103-104 oC/с и вращается со скоростью 0,1-3,8 м/с. Закристаллизовавшаяся лента припоя поступает на моталку и сматывается в бухту.
Пример выполнения способа.
Барабан имеет диаметр 1 м, размеры желоба выбирают в зависимости от нужной ширины ленты припоя.
Расплавленный припой подается на барабан под углом 30oC к горизонтальной плоскости, проходящей через ось вращения, скорость вращения барабана 2 м/с, скорость кристаллизации 103,5 oC/с. В результате получается лента толщиной 200 мкм.
Предложенный припой по своим технологическим и механическим характеристикам может быть использован при пайке изделий из цветных и черных металлов, а также твердосплавного инструмента взамен дорогостоящего серебросодержащего припоя и тем самым позволяет снизить себестоимость паяемых изделий, что очень важно при изготовлении бытовой техники и инструмента.
Предложенный способ изготовления припоя позволяет получить пластичную ленту припоя толщиной более 100 мкм с микрокристаллической и метастабильной структурой. Такой припой можно использовать в виде закладных форм припоя различной конфигурации, т.к. он хорошо поддается гибке и обработке давлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2015 |
|
RU2598734C1 |
| ПРИПОЙ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2002 |
|
RU2219030C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ПРИСАДОЧНОГО МАТЕРИАЛА | 1991 |
|
RU2060859C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2098388C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДИ И ЕЕ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2036064C1 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| ВОДОРОДСОРБИРУЮЩИЙ СПЛАВ ДЛЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА НИКЕЛЬ-ГИДРИДНОГО АККУМУЛЯТОРА | 1996 |
|
RU2098893C1 |
Использование: пайка черных и цветных металлов и твердых сплавов. Сущность изобретения: припой содержит компоненты в следующем соотношении (мас. %): медь - 40-50; марганец - 7-15; никель - 1-3,4; олово - 2-6; алюминий - 0,05-1; бор - 0,05-0,5; цинк - остальное. Припой может содержать по крайней мере один элемент, выбранный из группы: кремний - 0,05-0,5%; германий - 0,02-0,5%; железо - 0,05-1,0%; кобальт - 0,05-1,5%; цирконий - 0,01-0,1%. Расправленный припой под давлением подается из питателя на охлаждаемый вращающийся барабан. Припой вытекает через желоб, установленный в отверстие в боковой поверхности питателя, при этом желоб располагают у барабана под углом 5 - 60o к горизонтальной плоскости, проходящей через его ось вращения. Барабан вращается со скоростью 0,1-3,8 м/с, кристаллизация осуществляется со скоростью 103 - 104 oC/с. Полученная лента припоя может подвергаться изотермическому отжигу при 450-650oC в течение 15-40 мин. 2 с. и 2 з.п.ф-лы, 2 табл, 1 ил.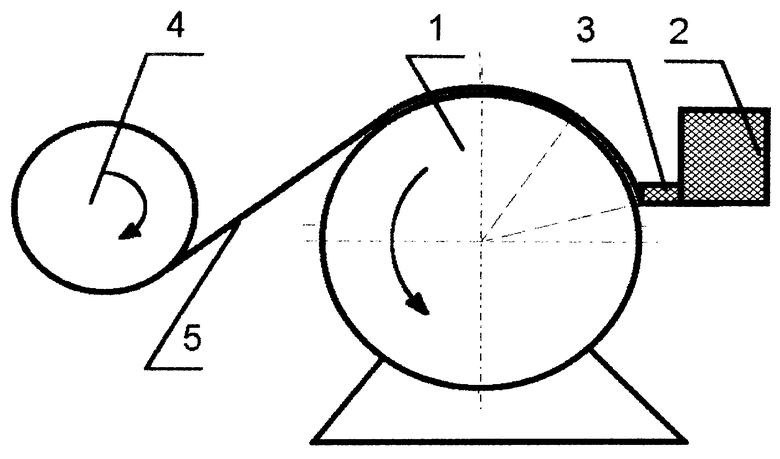
Медь - 40 - 50
Марганец - 7 - 15
Никель - 1 - 3,4
Олово - 2 - 6
Алюминий - 0,05 - 1
Бор - 0,05 - 0,5
Цинк - Остальное
2. Припой по п.1, отличающийся тем, что он содержит по крайней мере один элемент, выбранный из группы: кремний - 0,05 - 0,5%, германий - 0,02 - 0,5%, железо - 0,05 - 1,0%, кобальт - 0,05 - 1,5%, цирконий - 0,01 - 0,1%.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 228506, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент, 3948432, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент, 4283225, кл | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| JP, заявка, 56-105893, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

