Изобретение относится к области металлургии и может быть использовано при получении паяных конструкций из алюминиевых сплавов.
Известен припой состава (мас. %): медь 15-30, цинк 15-30, кремний 1-10, алюминий - остальное (JP 2001062587, МПК B23K 35/28, C22C 21/00, 2001 г.), аналог. Недостатками известного припоя являются низкие прочность и коррозионная стойкость паяных соединений.
Известен припой на основе алюминия, содержащий (мас. %): кремний 5-13, цинк 1-5, медь 2-6, никель 0,5-5, по меньшей мере, один элемент из группы стронций 0,02-2, барий 0,05-0,3, сурьма 0,05-0,3, остальное - алюминий и неизбежные примеси при общем содержании меди и цинка, составляющем не менее 5 мас. % (JP 2000096168), принятый за прототип. Кремний, цинк, медь, никель в заявленных количествах обеспечивают прочность и технологичность припоя. Стронций, барий и сурьма являются модификаторами, которые, измельчая выделения эвтектического кремния, способствуют повышению прочности паяных соединений, а также технологичности при пайке и обрабатываемости припоя.
Однако прочность паяных соединений ряда алюминиевых сплавов при некоторых способах пайки недостаточна из-за повышенной температуры плавления и недостаточных технологических свойств припоя, в частности смачиваемости основного металла.
Задачей изобретения является повышение прочности и коррозионной стойкости паяных соединений. Технический результат состоит в увеличении прочности и коррозионной стойкости паяных соединений, улучшении технологических свойств припоя (смачиваемости основного металла, растекаемости) и понижении его температуры плавления. Этим обеспечивается повышение эксплуатационных характеристик, расширение номенклатуры паяных соединений из алюминиевых сплавов и увеличение срока службы получаемых конструкций.
Технический результат достигается тем, что припой для пайки алюминиевых сплавов, содержащий кремний, цинк, медь, никель, алюминий, дополнительно содержит марганец, железо и, по меньшей мере, один элемент из группы: стронций, натрий, титан, ванадий и бериллий, при следующем соотношении компонентов, мас. %:
при отношении содержания железа к марганцу от 1:1 до 1:1,1 и отношении содержания никеля к железу не более 1:2.
При способах пайки, характеризующихся длительным термическим циклом, припой дополнительно содержит кобальт и/или молибден в количестве по 0,001-0.8 мас. %.
При вакуумной пайке припой дополнительно содержит магний в количестве 0,1-1 мас. %.
Основными легирующими компонентами припоя являются кремний, медь и цинк, которые обеспечивают снижение температуры его плавления.
Кремний, образует с алюминием эвтектику Al-12Si (мас. %) с температурой плавления 577°C. Содержание кремния в предлагаемом припое аналогично прототипу и составляет 5-13 (мас. %).
Снижению температуры плавления припоя способствуют медь и цинк, образующие совместно с кремнием и алюминием многокомпонентную эвтектику. В большей степени на температуру плавления влияет медь. Однако из-за большой разности стандартных электродных потенциалов по сравнению с алюминиевой основой медь может существенно ухудшать коррозионные свойства. В связи с этим количество меди в припое принято на верхнем уровне содержания в прототипе, но не превышающем 7 мас. %. Легирование цинком в меньшей степени влияет на коррозионные свойства паяного соединения, но снижает его прочностные характеристики, поэтому его содержание ограничено 7 мас. %.
Повышению прочности паяных соединений способствует совместное легирование припоя никелем, железом и марганцем Нижний предел легирования железом и никелем (0,5 и 0,3 мас. %) обусловлен началом эффекта упрочнения, верхний (3 мас. %) - образованием грубых частиц фазы, снижающих эффект упрочнения.
Железо и никель находятся в припое в виде включений фазы Al9FeNi, частицы которой при скоростях охлаждения, соответствующих охлаждению паяной конструкции на воздухе, равномерно располагаются по объему матрицы, увеличивая прочность припоя. Оптимальное соотношение железа и никеля для их полного связывания в виде фазы составляет 1:1,05 мас. %.
В случае легирования железом на стадии кристаллизации припоя вследствие связывания никеля в фазу Al9FeNi наблюдается формирование двойной эвтектической фазы Zn-Cu с температурой плавления 425°C и избыточных грубых фаз, содержащих кремний и железо, которые ухудшают прочностные и коррозионные свойства припоя.
Для устранения возможности образования грубых фаз, содержащих кремний и железо, в сплав вводятся добавки марганца, который связывает железо и кремний в фазу типа Al(Fe-Si-Mn), включения которой имеют вид китайских иероглифов и не существенно влияют на механические свойства припоя. Пределы содержания марганца, составляющие 0,3-3 мас. %, определяются содержанием связываемого железа.
В случае избытка никеля в сплаве при кристаллизации формируется фаза типа Al6Cu3Ni, которая уменьшает содержание меди в α-твердом растворе алюминия, увеличивает растворимость цинка и препятствует образованию легкоплавкой эвтектики Zn-Cu. При содержании никеля в сплаве до 3 мас. % фаза Al6Cu3Ni распределяется равномерно по матрице сплава, препятствуя росту зерен, и повышает механические свойства сплава. При содержании никеля в сплаве свыше 3 мас. % грубые выделения фазы Al6Cu3Ni снижают механические свойства сплава.
Вследствие этого оптимальным соотношением железа к марганцу является диапазон от 1:1 до 1:1,1 мас. %, при условии, что содержание никеля в припое составляет не более половины содержания железа. При большем содержании никеля возможно формирование избыточного количества фазы Al6Cu3Ni, что снижает прочность паяного соединения.
Улучшению механических и технологических свойств припоя способствуют модификаторы стронций, натрий, титан, ванадий.
Модифицирующий эффект стронция и натрия состоит в измельчении выделений эвтектического кремния. Обычно в эвтектические силумины вводится 0,001-0,2% стронция и/или натрия. Титан и ванадий в количестве 0,01-0,3 мас. % вводят для измельчения зерна α-твердого раствора на основе алюминия. Нижний предел содержания (0,001 мас. %) обусловлен началом эффекта модифицирования, верхний (титан 0,1, ванадий 0,2 мас. %) - образованием грубых частиц фазы, снижающих эффект упрочнения.
Микродобавка бериллия, по мнению некоторых источников, также может оказывать модифицирующее действие, однако ее основная роль, вследствие исключительного сродства бериллия к кислороду, состоит в защите других компонентов припоя от окисления и выгорания при расплавлении.
Добавки кобальта и молибдена позволяют замедлить распад α-твердого раствора на основе алюминия. В результате при способах пайки, характеризующихся длительным термическим циклом, данные компоненты позволяют повысить механические свойства паяного соединения. Из-за крайне ограниченной растворимости в алюминии их содержание не должно превышать 0,8 мас. %. При большем содержании кобальт и молибден образуют грубые интерметаллидные фазы. При содержании в количестве, меньшем 0,001 мас. %, они не оказывают влияния на свойства припоя и паяных соединений. Наилучшие свойства обеспечиваются при содержании одного или обоих компонентов в суммарном содержании 0,18-0,25 мас. %.
Добавка магния используется как металл-активатор при бесфлюсовой пайке алюминиевых сплавов в вакууме для разрыхления и удаления оксидной пленки с поверхности основного металла и улучшения смачиваемости основного металла припоем. Содержание магния в припое зависит от объема вакуума вокруг паяемого узла. Экспериментально установлено, что при использовании технологических мероприятий (применение специальных контейнеров с навесками магния, помещаемых в пространство вакуумной печи), необходимое и достаточное количество магния в припое составляет 0,1-1 мас. %.
Примеры конкретного применения
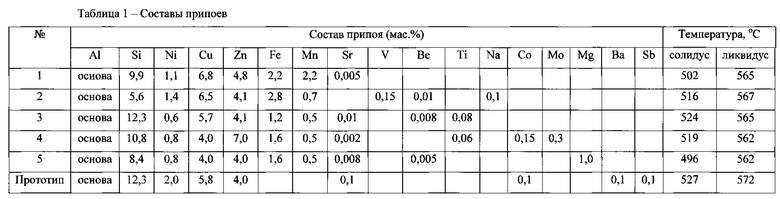
Припои пяти предлагаемых составов (таблица 1) получали расплавлением чушки АК12 (Al-12Si) и введением в расплав никеля, меди, цинка, железа, кобальта, а также лигатур марганца, хрома, молибдена, стронция, титана, ванадия, бериллия и натрия.
Для сравнительных испытаний использована фольга припоя-прототипа аналогичной толщины.
После пайки и отмывки образцов от остатков флюса производились механические испытания паяных соединений на разрыв и коррозионные испытания паяных соединений в соляном тумане по ускоренной методике.
Пример 1. Слитки трех предлагаемых составов 1-3 и прототипа 6 (см. таблицу 1) отливали в охлаждаемый кристаллизатор полунепрерывным способом, разрезали на заготовки, которые подвергались горячей и холодной прокатке до толщины 0,3-1,0 мм.
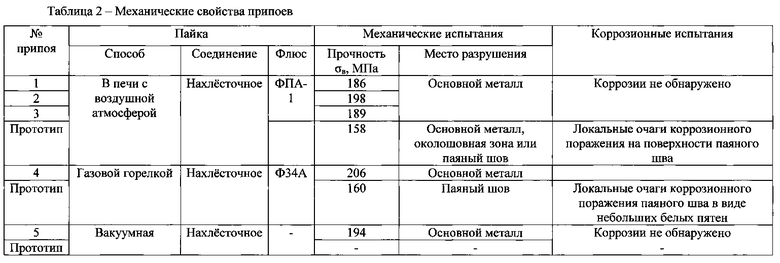
Пайка нахлесточных образцов из сплава 1915 припоями состава 1-3 с использованием флюса ФПА-1 осуществлялась в печи с воздушной атмосферой. Температура пайки припоями состава 1-3 составляла 575-580°C, припоем-прототипом состава 6 - 580-585°C, время выдержки - 10 мин. Испытания паяных соединений на разрыв (таблица 2) позволили установить, что предлагаемый припой позволяет повысить прочность паяных соединений по сравнению с прототипом, как минимум, на 17%. Непропай отсутствовал, в то время как часть образцов, подвергнутых пайке припоем-прототипом, разрушалась по дефектам шва, обусловленным недостаточной смачиваемостью припоем основного металла и растекаемостью припоя.
Пример 2. Расплав припоев предлагаемого состава 4 и прототипа 6 (см. таблицу 1) разливали на массивный стальной диск с получением "лапши" сечением 10-15 мм2.
Пайка нахлесточных образцов из сплава типа 1915 с использованием флюса Ф34А осуществлялась с помощью газовой горелки. Нагрев проводился до полного расплавления припоя, охлаждение осуществлялось на воздухе. Способ пайки характеризуется длительным термическим циклом. Испытания на разрыв позволили установить, что прочность паяных соединений по сравнению с прототипом выше на 29%. Непропай отсутствовал в обоих случаях (см. таблицу 2).
Пример 3. Слитки предлагаемого состава 5 и прототипа 6 (см. таблицу 1) отливали в охлаждаемый кристаллизатор полунепрерывным способом, разрезали на заготовки, которые подвергались горячей и холодной прокатке до толщины 0,3-1,0 мм.
Бесфлюсовая пайка нахлесточных образцов из сплава АД31 осуществлялась в вакуумной печи типа СГВ-2 при остаточном давлении в камере 10-3 Па. Температура пайки припоем состава 5 составляла 575-580°C, припоем-прототипом состава 6 - 580-585°C, время выдержки - 2 мин. Визуальным осмотром после пайки установлено, что образцы, подвергнутые пайке припоем-прототипом, вследствие неудовлетворительной смачиваемости основного металла не имеют ровных и непрерывных галтелей. В силу этого последующие испытания осуществлялись только на образцах, полученных с использованием предлагаемого припоя (см. таблицу 2). Прочность образцов на разрыв составила 194 МПа, разрушение образцов происходило по основному материалу. Ускоренные коррозионные испытания показали удовлетворительную коррозионную стойкость паяных соединений.
Таким образом, применение предлагаемого припоя позволяет обеспечить более высокую прочность и коррозионную стойкость паяных соединений по сравнению с использованием припоя-прототипа, проведение процесса пайки при температурах от 570°C и использовать его при изготовлении корпусных конструкций из большинства современных конструкционных алюминиевых сплавов, к которым предъявляются требования по прочности не ниже 170 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2584357C1 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
| Припой для пайки алюминия и его сплавов | 2017 |
|
RU2661975C1 |
| ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2557043C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ПАЯНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2551721C1 |
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2279957C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| Свариваемый сплав на основе алюминия для противометеоритной защиты | 2016 |
|
RU2614321C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ПОЛИКРИСТАЛЛОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1991 |
|
RU2102207C1 |
Изобретение может быть использовано при получении паяных конструкций из алюминия и его сплавов. Припой содержит компоненты в следующем соотношении, мас. %: кремний 5-13, медь 4-7, цинк 4-7, никель 0,5-3, марганец 0,3-3, железо 0,3-3, по меньшей мере один элемент из группы, включающей стронций 0,001-0,2, бериллий 0,001-0,1, титан 0,001-0,1, натрий 0,001-0,2 и ванадий 0,001-0,2, остальное - алюминий. Отношение содержания железа к марганцу составляет от 1:1 до 1:1,1. Отношение содержания никеля к железу составляет не более 1:2. При вакуумной пайке припой дополнительно содержит магний в количестве 0,1-1 мас. %. При пайке с длительным термическим циклом припой дополнительно содержит, мас.%: кобальт 0,001-0,8 и молибден 0,001-0,8. Технический результат заключается в понижении температуры плавления припоя, повышении прочности и коррозионной стойкости получаемых паяных конструкций из алюминиевых сплавов, что обеспечивает повышение их срока службы. 2 з.п. ф-лы, 2 табл., 3 пр.
1. Припой для пайки алюминия и его сплавов, содержащий кремний, цинк, медь, никель, алюминий, отличающийся тем, что он дополнительно содержит марганец, железо и по меньшей мере один элемент из группы, включающей стронций, натрий, титан, ванадий и бериллий, при следующем соотношении компонентов, мас. %:
причем отношение содержания железа к марганцу составляет от 1:1 до 1:1,1, а отношение содержания никеля к железу не превышает 1:2.
2. Припой по п. 1, отличающийся тем, что он дополнительно содержит кобальт и/или молибден в количестве по 0,001-0,8 мас. %.
3. Припой по п. 1, отличающийся тем, что он дополнительно содержит магний в количестве 0,1-1 мас. %.
| JP 2000096168 A, 04.04.2000 | |||
| Припой для пайки алюминия и его сплавов | 1989 |
|
SU1743772A1 |
| ПРИПОЙ НА ОСНОВЕ АЛЮМИНИЯ | 0 |
|
SU277953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЙСОДЕРЖАЩИХ СОТОВЫХ ЭЛЕМЕНТОВ С ПРИМЕНЕНИЕМ РАДИАЦИОННЫХ НАГРЕВАТЕЛЕЙ | 2004 |
|
RU2355525C2 |
| JP 2001062587 A, 13.03.2013. | |||

