Изобретение относится к авиационной технике, в частности к способам изготовления лопастей воздушного винта из композиционных материалов с наполнителем из стеклоуглепластика, используемых на вертолетах, ветроэнергетических установках, использующих силу ветра, а также лопастей градирен системы оборотного водоснабжения.
Известны способы изготовления лопастей воздушного винта из композиционных материалов, основанные на полимеризации пластика пресс-камерным путем в пресс-форме, путем подачи избыточного давления при соединении шланга с источником повышенного давления. Создают вакуум со стороны конца пера при одновременном секционном подогреве пресс-формы /Европейский патент 0418843, 1990 г./.
Недостатком этого способа является то, что он не обеспечивает технологичности при изготовлении крупногабаритных композиционных лопастей, так как для этого необходимо использование специальной крупногабаритной пресс-формы, отвечающей всем требованиям, которые необходимы для сосудов, работающих под давлением, причем индивидуальной для каждого типа лопасти, и поэтому оснастка является очень тяжелой, громоздкой, трудоемкой при изготовлении и использовании.
Известен наиболее близкий к предложенному способ получения лопастей из композиционных материалов, основанный на полимеризация композиционных материалов автоклавным способом путем создания вакуума между мешком и лопастью и избыточного давления в автоклаве /"Технология изготовления сотовых авиационных конструкций". В.Е. Берсудский, В.Н. Крысин, С.И. Лесных. М.: Машиностроение, 1975, с. 196/.
Недостатком указанного способа является то, что он не обеспечивает требуемого качества пластика при применении данного способа получения крупногабаритной лопасти, так как невозможно создать качественный вакуум по всей поверхности лонжерона из-за наличия толстостенных и массивных обшивок, особенно при многоканальной лопасти.
Техническим результатом изобретения является создание способа изготовления крупногабаритной лопасти из композиционных материалов, позволяющего снизить себестоимость, и достижение высокого качества лопасти большого размера.
Указанный технический результат достигается тем, что в способе изготовления композиционных крупногабаритных лопастей, заключающемся в установке в пресс-форме набранной конструкции лопасти из пропитанной связующим стеклоткани с последующей полимеризацией, согласно изобретению при помещении набранных пакетов внутрь пресс-формы в каналы лопасти укладывают мешки для вакуумирования с установленными внутри пресс-камерами и после замыкания вайм в пресс-камеры подают избыточное давление, поэтому полимеризация лопасти происходит под воздействием избыточного давления 0,5 кгс/cм2 и с давлением автоклава как изнутри канала посредством герметичности пресс-камер, так и с внешней стороны за счет избыточного давления в полости автоклава, причем в теле допасти создают вакуум с помощью мешков для вакуумирования и оно отделено герметично от внешней среды и полимеризация протекает в вакууме.
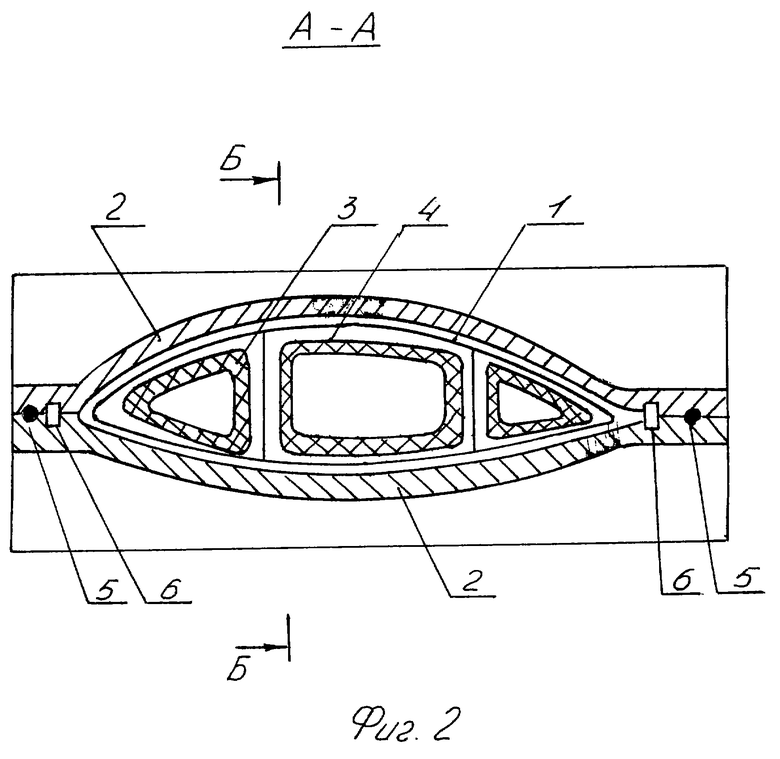
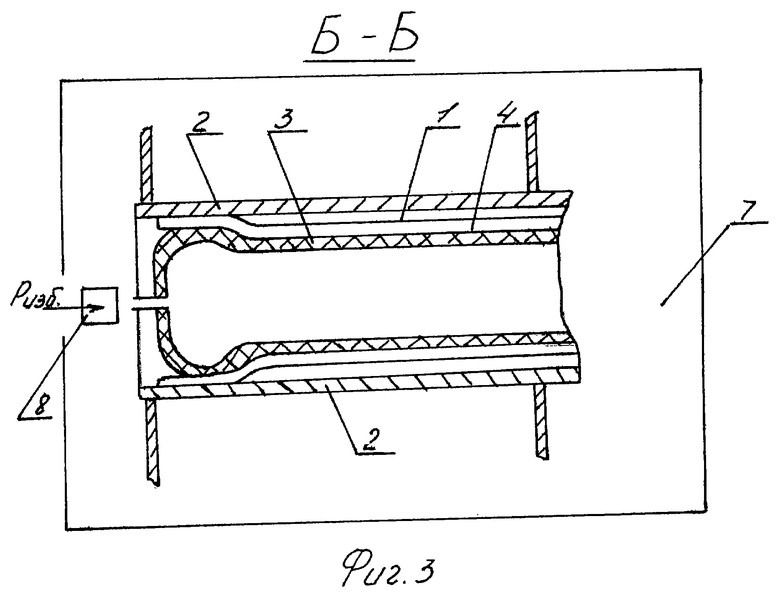
На фиг.1 показана лопасть, план; на фиг.2 - поперечный разрез А-А фиг.1 с элементами оснастки; на фиг.3 - продольный разрез Б-Б фиг.2 лопасти.
Способ изготовления композиционных лопастей 1 воздушного винта заключается в формировании, в пресс-формах лонжерона посредством укладки слоев наполнителя с пропиткой связующим и с полимеризацией, в результате образуется полая одно- или многоканальная лопасть.
Для изготовления многоканальной крупногабаритной лопасти используется каркасная вайма 2, рассчитанная на давление избыточное 0,5 кгс/см2, которая состоит из двух половинок и имеет разъем по плоскости хорд с внутренней формообразующей поверхностью, соответствующей теоретической поверхности лопасти, резиновые герметичные пресс-камеры 3 и мешки для вакуумирования 4 в виде открытых с торцов рукавов из вакуум-непроницаемых материалов. Количество пресс-камер и рукавов соответствует количеству каналов лопасти.
Способ изготовления лопасти следующий: предварительно заготовленные пакеты стеклоткани нижней обшивки и лонжеронов укладывают в нижнюю половину каркасной ваймы 2, в образовавшиеся каналы лопасти укладывают мешки для вакуумирования 4 с установленными внутрь резиновыми пресс-камерами 3. Затем укладывают пакеты стеклоткани верхней обшивки. Собирают вайму из двух половинок и скрепляют. Между ними в разделительную канавку разъема устанавливают резиновый жгут 5. В резиновые пресс-камеры через редуктор подают избыточное давление 0,5 кгс/см2, затем в зоне припуска вайм и на стыке мешков по лонжеронам наклеивают свободные концы мешков для вакуумирования, образуя замкнутую герметичную камеру с конструкцией лопасти внутри.
Данную собранную конструкцию помещают внутрь автоклава и подключают к вакуумной системе через вакуумные каналы 6, проходящие к разъему вайм в носовой и хвостовой частях лопасти по всей длине вайм. В полости автоклава 7 создается давление Р 5 кгс/см2 и температура 150oС. Благодаря редуктору 8, установленному на избыточное давление 0,5 кгс/см2, с подъемом давления в полости автоклава автоматически повышается давление в пресс-камерах с постоянным превышением избыточного давления 0,5 кгс/см2, что исключает повреждение каркасных вайм, провисания верхней обшивки и обеспечивает получение лопасти хорошего качества внешней и внутренней ее поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ РУЛЕВОГО ВИНТА ВЕРТОЛЕТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2614163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКАНАЛЬНЫХ ЛОПАСТЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2333832C2 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444716C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547672C1 |
| БЕЗЛОНЖЕРОННАЯ ЛОПАСТЬ ВИНТА ВЕРТОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2739269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2116887C1 |
Изобретение относится к авиационной технике, в частности к способам изготовления лопастей воздушного винта из композиционных материалов с наполнителем из углепластика, используемых на вертолетах, ветроэнергетических установках, использующих силу ветра, а также лопастей градирен системы оборотного водоснабжения. Способ заключается в установке в пресс-форме набранной конструкции лопасти из пропитанной связующим стеклоткани с последующей полимеризацией. При помещении набранных пакетов внутрь пресс-формы в каналы лопасти укладывают мешки для вакуумирования с установленными внутри пресс-камерами. После замыкания вайм в пресс-камеры подают избыточное давление. Полимеризация лопасти происходит под воздействием избыточного давления 0,5 кгс/см2 и с давлением автоклава как изнутри канала посредством герметичности пресс-камер, так и с внешней стороны за счет избыточного давления в полости автоклава. В теле лопасти создают вакуум с помощью мешков для вакуумирования и оно отделено герметично от внешней среды. Полимеризация протекает в вакууме. Изобретение позволяет снизить себестоимость изготовления и достичь высокого качества лопасти большого размера. 3 ил.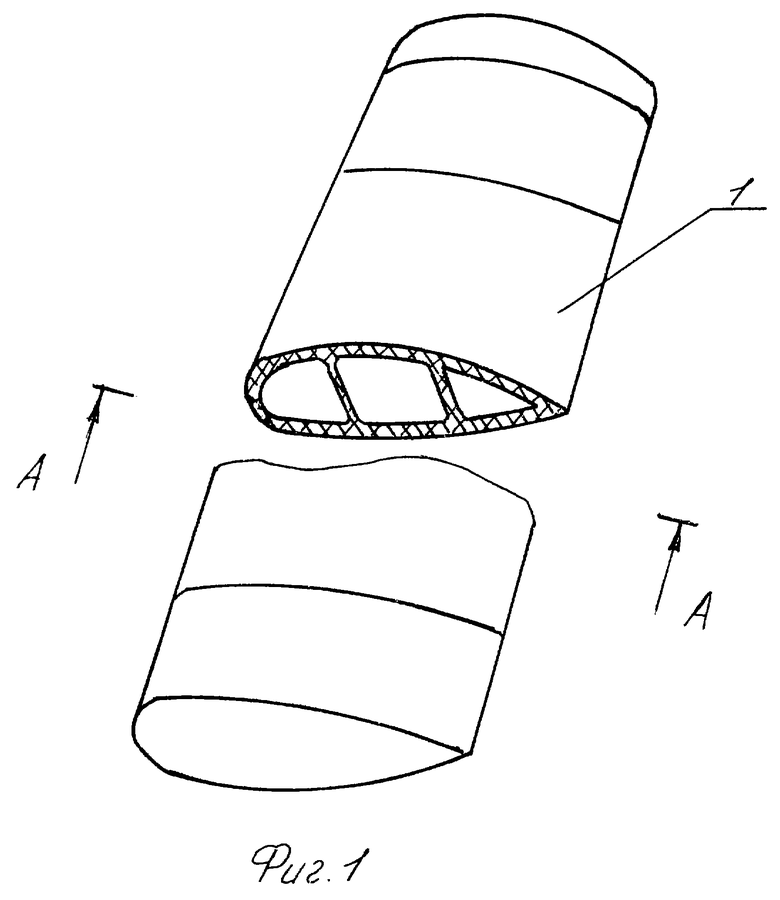
Способ изготовления композиционных крупногабаритных лопастей, заключающийся в установке в пресс-форме набранной конструкции лопасти из пропитанной связующим стеклоткани с последующей полимеризацией, отличающийся тем, что при помещении набранных пакетов внутрь пресс-формы в каналы лопасти укладывают мешки для вакуумирования с установленными внутри пресс-камерами и после замыкания вайм в пресс-камеры подают избыточное давление, поэтому полимеризация лопасти происходит под воздействием избыточного давления 0,5 кгс/см2 и с давлением автоклава как изнутри канала посредством герметичности пресс-камер, так и с внешней стороны за счет избыточного давления в полости автоклава, причем в теле лопасти создают вакуум с помощью мешков для вакуумирования и оно отделено герметично от внешней среды, и полимеризация протекает в вакууме.
| БЕРСУДСКИЙ В.Е | |||
| и др | |||
| Технология изготовления сотовых авиационных конструкций | |||
| - М.: Машиностроение, 1975, с | |||
| Пылеочистительное устройство к трепальным машинам | 1923 |
|
SU196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ | 1991 |
|
RU2043953C1 |
| СПОСОБ И СИСТЕМА ЗАПИТКИ СВЕРХПРОВОДЯЩИХ МАГНИТОВ В РЕЖИМ ЗАМОРОЖЕННОГО ПОТОКА | 2007 |
|
RU2325732C1 |
| US 5547629 А, 20.08.1996 | |||
| US 6264877 В1, 24.07.2001 | |||
| 1972 |
|
SU418843A1 | |

