Изобретение относится к области авиационной техники, а именно к изготовлению лопастей летательных аппаратов из полимерных слоистых композиционных материалов.
Требования увеличения скорости полета и надежности лопасти связано с увеличением хорды лопасти и созданием лопасти с переменным количеством контуров по ее длине.
Особенность изготовления лопастей с хордой не менее 500 мм, имеющих переменное количество контуров по длине лопасти, обусловлена их конструкцией, содержащей внутреннюю стенку с пазами и окнами, с помощью которой создается необходимая для лопасти указанного размера жесткость, динамическая прочность и точность контура лопасти.
Известен способ изготовления лопасти несущего винта вертолета с внутренней стенкой путем склеивания в пресс-форме, состоящей из двух половин с рабочей поверхностью, соответствующей внешней форме лопасти, верхней и нижней обшивок с лонжероном сплошного сечения, предварительно изготовленных из полимерных композиционных материалов [1]
Указанный способ ориентирован на применение связующих холодного отверждения, что ограничивает его возможности.
Известен способ изготовления лопастей, включающий раскраивание по шаблонам листов из слоистого полимерного композиционного материала, сборку листов на оправках в пакеты открытого контура, предварительную опрессовку пакетов при температуре под давлением в течение времени, обеспечивающего частичное склеивание слоев пакета и частичную полимеризацию связующего, сборку заготовки лопасти из пакетов и размещение внутри заготовки герметичного эластичного мешка, установку заготовки лопасти с герметичным мешком внутри в замкнутую пресс-форму, окончательное прессование под давлением, создаваемым в мешке, и удаление мешка после прессования.
Недостатком известного способа является то, что он не позволяет изготовить лопасть, имеющую переменное количество контуров по ее длине, обеспечив при этом необходимые точность контура лопасти и ее динамическую прочность. Кроме того, существующий способ приводит к снижению местной жидкости профиля и ухудшению его аэродинамических характеристик.
Целью предлагаемого технического решения является повышение точности контура и динамической прочности лопастей.
Поставленная цель достигается тем, что в известном способе изготовления лопастей, включающем раскраивание по шаблонам листов из указанного материала, сборку листов на оправках в пакеты открытого контура, предварительную опрессовку пакетов при температуре под давлением в течение времени, обеспечивающего частичное склеивание слоев пакета и частичную полимеризацию связующего, сборку заготовки лопасти из пакетов и размещение внутри заготовки герметичного эластичного мешка, установку заготовки лопасти с герметичным мешком внутри в замкнутую пресс-форму, окончательное прессование под давлением, создаваемым в мешке, и удаление мешка после прессования, согласно предлагаемому техническому решению из слоистого полимерного композиционного материала формируют внутренние и наружные дополнительные элементы-пакеты и среднюю стенку, которую устанавливают в лонжероне с образованием передней и задней камер. В процессе прессования для формирования указанных камер используют эластичные мешки и металлические пластины для пропрессовки. В предварительно опрессованных на оправках элементах-пакетах открытого контура, равных по длине лонжерону и предназначенных для формирования средней стенки, вырезают окна и пазы, после чего указанные элементы-пакеты подвергают совместной предварительной опрессовке. При сборке заготовки из подготовленных элементов-пакетов их ориентируют так, чтобы хорда лопасти была направлена по вертикали, при этом устанавливают элемент-пакет задней стенки лонжерона и внутренние дополнительные элементы-пакеты с размещенными на них со стороны полости лонжерона пластинами для пропрессовки. В образовавшуюся заднюю камеру помещают эластичный мешок, к которому снаружи прикрепляют регулирующую пластину, а внутри него располагают разжимное приспособление. Среднюю стенку устанавливают так, чтобы в ее окна и пазы вошли внутренние дополнительные элементы-пакеты с пластинами для пропрессовки. Затем в передней камере размещают другой эластичный мешок, надевают носовые элементы-пакеты лонжерона. В комлевой части лонжерона, в зонах установки внутренних дополнительных элементов-пакетов, устанавливают наружные дополнительные элементы-пакеты. После укладывания собранной заготовки изделия в замкнутую пресс-форму фиксируют положение средней стенки лонжерона с помощью разжимного приспособления, управляемого снаружи пресс-формы, и регулирующей пластины. При окончательном прессовании поддерживают в течение 30-40 мин давление в эластичном мешке передней камеры на 0,5-1,0 МПа выше, чем в эластичном мешке задней камеры, после чего давление в обоих мешках выравнивают.
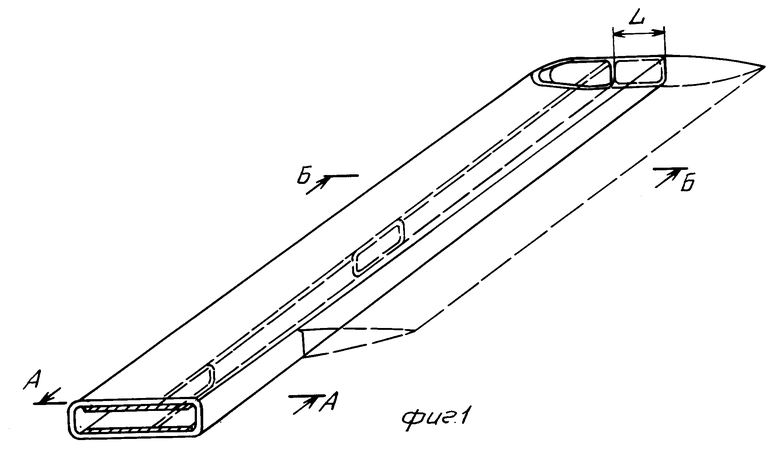
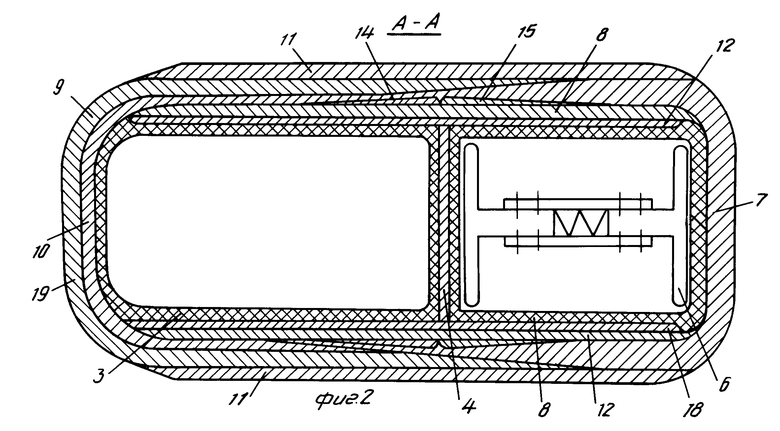
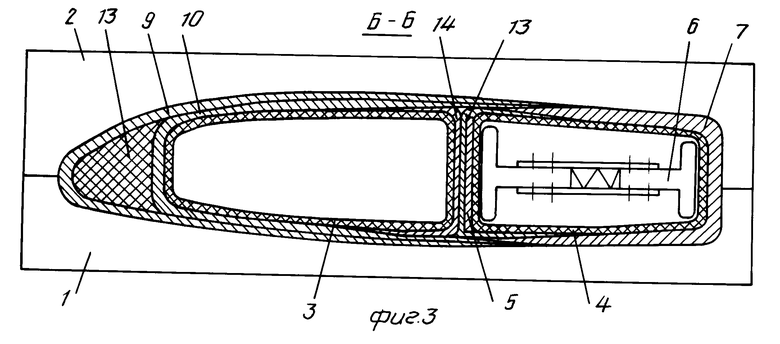
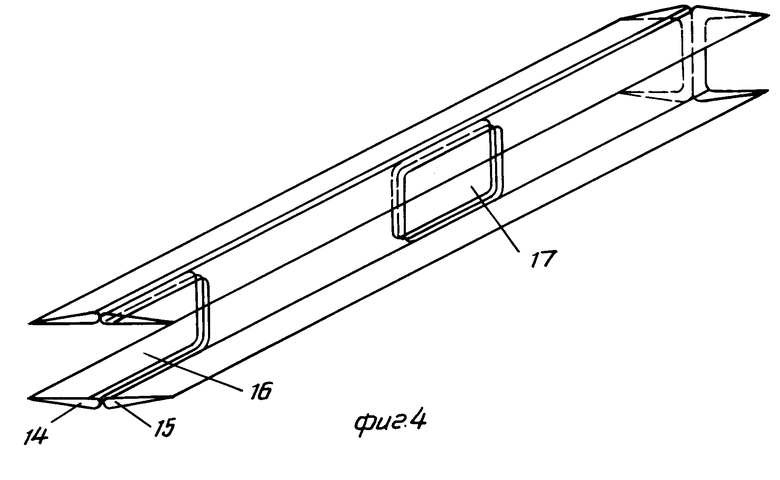
На фиг. 1 изображен общий вид лонжерона лопасти со средней стенкой (с переменным количеством контуров по длине лопасти); на фиг. 2 сечение А-А на фиг. 1 (одноконтурное); на фиг. 3 сечение Б-Б на фиг. 1 (двухконтурное сечение лонжерона лопасти показано в пресс-форме); на фиг. 4 средняя стенка лонжерона с пазами и окнами.
Предлагаемый способ изготовления лопастей и лонжеронов лопастей реализуется с помощью устройства, изображенного на фиг. 3, которое содержит основание 1, крышку 2, герметичные эластичные мешки 3 и 4, регулирующую пластину 5, простирающуюся по всей длине средней стенки, и разжимное приспособление 6.
Далее необходимо указать, что конструктивно-технологически лопасть делится на заднюю часть, включающую основной 7 и внутренние дополнительные 8 элементы-пакеты, и переднюю носовую часть, содержащую основные 9, 10 и наружные дополнительные 11 элементы-пакеты. При этом на внутренних дополнительных элементах-пакетах 8 установлены металлические пластины 12 для пропрессовки. Между передними основными элементами-пакетами 9 и 10 расположен противовес 13. Элементы-пакеты открытого контура 14 и 15 с вырезанными в них пазами 16 и окнами 17 образуют среднюю стенку лонжерона. Внутренние дополнительные элементы-пакеты 8 и наружные дополнительные элементы-пакеты 11 скреплены соответственно со связующими листами 18 и 19, позволяющими однозначно расположить их относительно лопасти и, в частности, относительно элементов-пакетов 7 и 9.
Примером конкретной реализации предлагаемого способа изготовления лопастей и лонжеронов лопастей является способ изготовления лонжеронов несущего винта вертолета, имеющего один и два контура соответственно в сечениях А-А и Б-Б по длине лонжерона лопасти, изображенного на фиг. 1, и хорда которого равна 50% хорды лопасти.
Способ состоит из следующих операций.
1. Раскраивают листы стеклоткани Т-25 (ВМ)-78 по шаблонам.
2. Из раскроенных листов собирают основные элементы-пакеты лонжерона на оправки, имеющие форму соответственно передней, задней части лонжерона и его средней стенки: передние основные элементы-пакеты 9 и 10, задний основной элемент-пакет 7, элементы-пакеты 14 и 15 средней стенки.
3. Листы дополнительных элементов-пакетов 8 и 11 укладывают на столе, к элементам-пакетам 8 крепятся металлические пластины 12 для пропрессовки.
4. Сформированные на оправках элементы-пакеты 7, 9, 10, 14 и 15 подвергают предварительной опрессовке при температуре 60оС, давлении 0,05 МПа в течение 15-20 мин, после чего они приобретают форму и жесткость и готовы для дальнейшей сборки.
5. Не снимая собранные элементы-пакеты 14 и 15 средней стенки с оправок вырезают пазы 16 и окна 17.
6. Кроме того, элементы-пакеты 14 и 15 средней стенки подвергают дополнительной совместной опреоссовке при температуре 60оС, давлении 0,06 МПа в течение 15-20 мин что обеспечивает склеивание элементов-пакетов 14 и 15 друг с другом.
7. Предварительную опрессовку дополнительных элементов-пакетов 8 и 11 ведут на плоском столе. Для этого дополнительные элементы-пакеты 8 и металлические пластины 12 укладывают на связующем листе 18, а дополнительные элементы-пакеты 11 укладывают на связующем листе 19. Режим опрессовки тот же, что при предварительной опрессовке элементов-пакетов 7, 9, 10, 14, 15. Таким образом, связующие листы 18 и 19 являются составными частями дополнительных пакетов 8 и 11. Затем на столе собирают заготовку лопасти из элементов-пакетов, изготовленных, как указано выше, ориентируя их так, чтобы хорда лопасти была направлена по вертикали.
Сборку ведут в следующем порядке. На столе устанавливают вертикально задний основной элемент-пакет 7. В комлевой части лонжерона в элемент-пакет 7 устанавливают элементы-пакеты 8 с металлическими пластинами 12. Внутри установленных пакетов 7 и 8, в образовавшейся задней камере размещают эластичный мешок 4 с разжимным приспособлением 6, расположенным внутри мешка 4. Поверх мешка устанавливают регулирующую пластину 5, длина которой равна длине средней стенки. На мешок 4 с пластиной 5 устанавливают среднюю стенку элементы пакеты 14 и 15 так, чтобы в пазы 16 и окна 17 прошли внутренние дополнительные элементы-пакеты 8 с пластинами 9 и связующим листом 18. На среднюю стенку укладывают передний эластичный мешок 3, поверх которого надеваются основные элементы-пакеты 9 и 10 передней носовой части лонжерона, причем между указанными пакетами 9 и 10 установлен противовес 13. На передний пакет 9 в комлевой части лопасти, в том же месте по длине лопасти, где расположены внутренние дополнительные пакеты 8, устанавливают наружные дополнительные пакеты 11, скрепленные связующим листом 19.
Собранную таким образом лопасть вместе с мешками 3 и 4, разжимным приспособлением 6 и регулирующей пластиной 5 помещают в пресс-форму, ориентируя ее хорду горизонтально. Закрывают пресс-форму и с помощью разжимного приспособления 6, управляемого снаружи, и регулирующей пластины 5 фиксируют положение средней стенки по хорде. Затем постепенно поднимают давление в герметичных эластичных мешках 3 и 4 и одновременно поднимают температуру нагрева основания 1 и крышки 2 до выхода на режим отверждения связующего препрега. Полимеризация лопасти происходит в пресс-форме под давлением 0,81 МПа в течение 4 ч при температуре 165оС. При этом на начальном этапе в течение 30-40 мин давление в эластичном мешке 3 передней камеры на 0,5-1,0 МПа выше, чем в эластичном мешке 4 задней камеры, после чего давление в обоих мешках выравнивают.
Предложенный способ в отличие от всех известных позволяет изготавливать лопасть или лонжерон, имеющие переменное количество контуров по длине лопасти, в зависимости от условий эксплуатации.
Таким образом, с точки зрения эффекта от использования всего пера лопасти, где выгодно иметь двухконтурный лонжерон, получают его с наименьшими затратами, а в комлевой части лопасти, где средняя стенка является препятствием для повышения эффективности лопасти, она отсутствует. Средняя стенка лопасти ее наличие, особенно в концевых сечениях лопасти, позволяет получить очень точную геометрию, высокие динамическую прочность и местную жесткость, что очень важно для высоких скоростей, имеющих место на конце лопасти.
Изобретение относится к области авиационной техники, а именно к изготовлению лопастей летательных аппаратов из полимерных слоистых композиционных материалов. Цель изобретения повышение точности конуса и динамической прочности лопастей. Из слоистого полимерного композиционного материала формируют внутренние и наружные дополнительные пакеты и среднюю стенку, образованную пакетами открытого контура с вырезанными в них пазами и окнами. Среднюю стенку устанавливают в лонжероне с образованием передней и задней камер. В процессе прессования для формирования указанных камер используют эластичные мешки и металлические пластины для пропрессовки. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ С ПЕРЕМЕННЫМ ПО ИХ ДЛИНЕ КОЛИЧЕСТВОМ КОНТУРОВ, включающий раскраивание по шаблонам листов из слоистого полимерного композиционного материала, сборку листов на оправках в основные пакеты открытого контура, предварительную опрессовку пакетов при температуре под давлением в течение времени, обеспечивающем частичное склеивание слоев пакетов и частичную полимеризацию связующего, сборку заготовки лопасти из пакетов и размещение внутри заготовки герметичного эластичного мешка, установку заготовки лопастей с мешком внутри в замкнутую пресс-форму, окончательное прессование под давлением, создаваемым в мешке, и удаление его после прессования, отличающийся тем, что, с целью повышения точности контура и динамической прочности лопастей, в нем формируют внутренние и наружные дополнительные пакеты и пакеты средней стенки, которую устанавливают в лонжероне с образованием передней и задней камер, для формирования которых в процессе прессования устанавливают эластичные мешки и металлические пластины для пропрессовки, причем в предварительно опрессованных на оправках пакетах, равных по длине лонжерону и предназначенных для формирования средней стенки, вырезают окна и пазы, после чего указанные пакеты подвергают совместной предварительной опрессовке, а при сборке заготовки из подготовленных пакетов их ориентируют так, чтобы хорда лопасти была направлена по вертикали, при этом устанавливают сначала пакет задней стенки лонжерона и внутренние дополнительные пакеты с размещенными на них со стороны полости лонжерона пластинами для пропрессовки, а в образовавшуюся заднюю камеру помещают эластичный мешок, к которому снаружи прикрепляют регулирующую пластину, а внутри него располагают разжимное приспособление, при этом среднюю стенку устанавливают так, чтобы в ее окна и пазы вошли внутренние дополнительные пакеты с пластинами для пропрессовки, затем в передней камере размещают другой эластичный мешок, одевают носовые пакеты лонжерона, в комлевой части которого в зонах установки внутренних дополнительных пакетов устанавливают наружные дополнительные пакеты, после укладывания собранной заготовки изделия в замкнутую пресс-форму фиксируют положение средней стенки лонжерона с помощью разжимного приспособления, управляемого снаружи пресс-формы, и регулирующей пластины, при этом в течение первых 30 40 мин окончательного прессования поддерживают давление в эластичном мешке передней камеры на 0,5 1,0 МПа выше, чем в эластичном мешке задней камеры, после чего давление в обоих мешках выравнивают.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 431733, кл | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |

