Изобретение относится к области ракетной техники, а именно к способам бронирования зарядов твердого топлива для ракетных двигателей.
В настоящее время существуют различные способы бронирования зарядов ТРТ: намотка лентой и нитью, смоченными в связующем; свободная заливка в формы; намазка кистью; экструзия; литье под давлением в пресс-формы (в том числе на термопластавтоматах - ТПА).
Все существующие способы не лишены недостатков:
- литьевые технологии требуют специального оборудования (смесители, литьевые машины и термопластавтоматы, тепловые полимеризационные бани и пр.) и сложной оснастки (формы, прессформы), а также настройки и наладки оборудования, сборки (разборки) форм, их очистки, покрытия антиадгезивом и т.д. По существующим технологиям невозможно, с точки зрения безопасности, наносить бронематериалы с высокими термозащитными свойствами, но имеющими высокую температуру расплава:
- экструзия пригодна для бронирования зарядов только простых (цилиндрических) форм;
- намотка и намазка весьма малопроизводительны;
- практически всем существующим способам присущи высокая энергоемкость, в той или иной степени наличие такого вида брака, как захлопывание воздуха, невозможность бронирования зарядов сложной конфигурации (за исключением литья под давлением на ТПА) и невозможность нанесения бронепокрытия малой (и очень малой) толщины с обеспечением строго одинаковой, нормированной по всей поверхности толщины бронепокрытия.
В части обеспечения малой нормированной толщины бронепокрытия может быть использован способ нанесения намазкой кистью, но, как отмечалось выше, он весьма малопроизводителен.
В качестве прототипа патентуемого технического решения принята конструкция по RU 17714 U1.
Недостатком прототипа является необходимость обязательного предварительного нанесения адгезионного подслоя на бронируемую поверхность изделия. Помимо увеличения трудозатрат и длительности технологического цикла бронирования в этом случае (затраты времени на нанесение, сушку, контроль качества подслоя, исправление, удаление подтеков адгезионного лака с небронируемых поверхностей, применения специальной оснастки для нанесения подслоя, приготовление самого состава подслоя), данная операция отличается повышенной вредностью для исполнителей (наличие легколетучих растворителей в адгезионном лаке).
Технической задачей патентуемого способа бронирования является повышение производительности, снижение трудозатрат при бронировании, повышение качества бронирования и улучшение условий труда.
Указанная задача решается за счет исключения операции нанесения адгезионного слоя перед собственно бронированием.
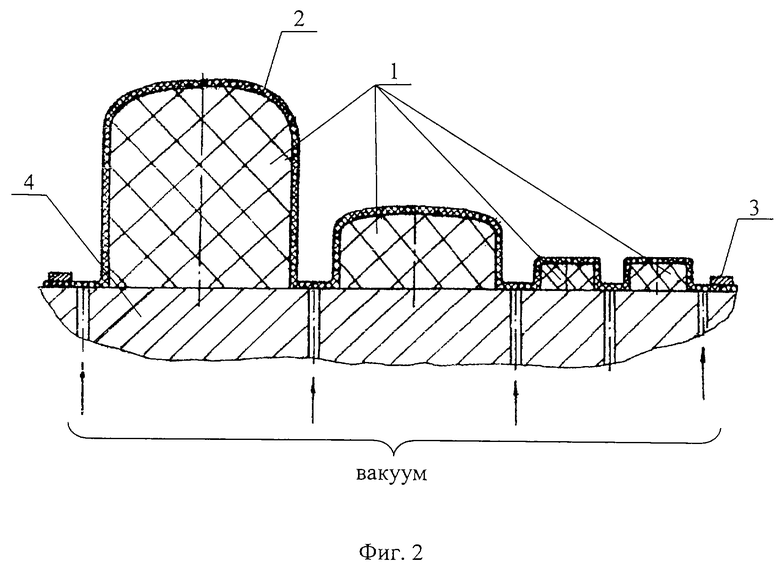
Сущность изобретения заключается (фиг.1) в использовании для бронирования зарядов ТРТ (1) комбинированной двухслойной пленки (бипленки) (2), один слой которой выполнен из термостойкого материала, например полиэтилентерефталата (лавсана), а другой слой обладает адгезией к топливу заряда.
Для обеспечения качественного скрепления с топливом пленку (после покрывания установленного на стол (4) бронируемого заряда и герметизации (3) покрытого объема) прогревают до температуры, близкой к температуре плавления адгезионого (ламинирующего) слоя. При этом температура плавления основного термозащитного (бронирующего) слоя пленки подбирается выше температуры плавления адгезионного слоя. Например, для ацетилцеллюлозы (адгезионный слой) Тпл= 150-160oС, а для лавсана (бронировка) ~ 300oС. При указанных условиях пленка сохраняет свою целостность (монолитность). Нагрев пленки осуществляется потоком горячего воздуха. Учитывая, что толщина пленок мала (не более 1 мм), время прогрева составляет порядка 10-30 с, что исключает отрицательное влияние воздействия повышенной температуры на качество ТРТ. А так как разогреваемый до температуры, близкой к температуре плавления, адгезионный слой локализуется в герметичном объеме, исключается вредное воздействие летучих компонентов на организм работающих.
Новизну способа по сравнению с прототипом характеризует исключение операции нанесения адгезионного слоя непосредственно на топливную шашку перед бронированием, за счет использования бронематериала с "будущим" адгезионным слоем (2-х слойной пленки).
Существенные отличия заявляемого способа от прототипа:
1. Использование двухслойной (ламинированной) пленки в качестве бронематериала, один слой которой используется как адгезионный, другой - собственно бронирующий, при этом температура плавления адгезионного слоя меньше, чем у слоя бронирующего.
2. Нагрев пленки непосредственно перед вакуумированием (бронированием) до температуры, близкой к температуре плавления адгезионного слоя пленки.
Достигаемый технический результат изобретения характеризуется:
1. Повышением производительности и снижением трудозатрат за счет простоты аппаратурного оформления, низких энергозатрат; уменьшением технологического времени бронирования, за счет исключения операции приготовления и нанесения адгезионного слоя; и возможности организации группового бронирования (за один цикл) зарядов различных типоразмеров.
2. Повышением качества бронирования за счет исключения операции нанесения адгезионного слоя, исключения захлопывания воздуха.
3. Повышением культуры производства и исключением вредных условий труда при бронировании.
4. Улучшением эксплуатационных характеристик твердотопливных зарядов за счет использования бронематериалов (пленок) с высокими термозащитными свойствами, но с высокой температурой плавления (300oС и выше), применение которых при традиционных методах ограничено по условиям безопасности проведения работ.
Сущность предложенного способа и его отличия от прототипа поясняются следующими графическими материалами.
Фиг.1. Технология бронирования по заявляемому способу:
а) накрывание шашек пленочным полотном (адгезионный слой обращен к топливной шашке), герметизация покрытого объема, прогрев пленки до температуры Т≈Тпл (адгезионного слоя);
б) вакуум-формование:
1 - топливная шашка;
2 - двухслойная пленка;
3 - герметизирующая рамка;
4 - стол.
Фиг.2. Групповое бронирование зарядов.
1 - топливные шашки;
2 - двухслойная пленка;
3 - герметизирующая рамка;
4 - стол.
Практическая применимость патентуемого способа проверена при бронировании малогабаритных бесканальных зарядов ТРТ торцевого горения при следующих условиях:
- размеры заряда: диаметр 38 мм; длина 25 мм;
- бронирующий материал: бипленка, толщиной 60 мкм (адгезионной подслой - 20 мкм);
- температура обогревающего пленку воздуха - 140-150oС в течение 10-20 с;
Бронированные заряды подвергнуты огневым испытаниям в стендовых камерах (время горения 1,5...2,1 с) обеспечили закономерный режим работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА | 2007 |
|
RU2343069C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259919C1 |
| ЗАЩИТНО-АДГЕЗИОННЫЙ ПОДСЛОЙ ДЛЯ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2001 |
|
RU2217460C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259985C1 |
| ВКЛАДНОЙ ЗАРЯД МЕДЛЕННОГОРЯЩЕГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2215722C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ТЕРМОПЛАСТИЧНОГО ТОПЛИВА | 2002 |
|
RU2215723C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ БАЛЛИСТИТНОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259986C1 |
| СПОСОБ БРОНИРОВАНИЯ КАНАЛА ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2337088C2 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298109C2 |
Изобретение относится к области ракетной техники, а именно к способам бронирования твердого ракетного топлива. Способ бронирования зарядов твердого ракетного топлива включает установку заряда на стол и нанесение на него бронепокрытия с адгезивом. В качестве бронепокрытия используют двухслойную пленку, состоящую из бронирующего и адгезионных слоев. Нанесение бронепокрытия осуществляют путем покрытия заряда двухслойной пленкой, обращенной адгезионным слоем к заряду, герметизации покрытого объема и вакуумирования его, причем перед вакуумированием двухслойную пленку нагревают до температуры, близкой к температуре плавления адгезионного слоя. Техническим результатом изобретения является повышение производительности и качества бронирования зарядов и их эксплуатационных характеристик. 1 з.п. ф-лы, 2 ил.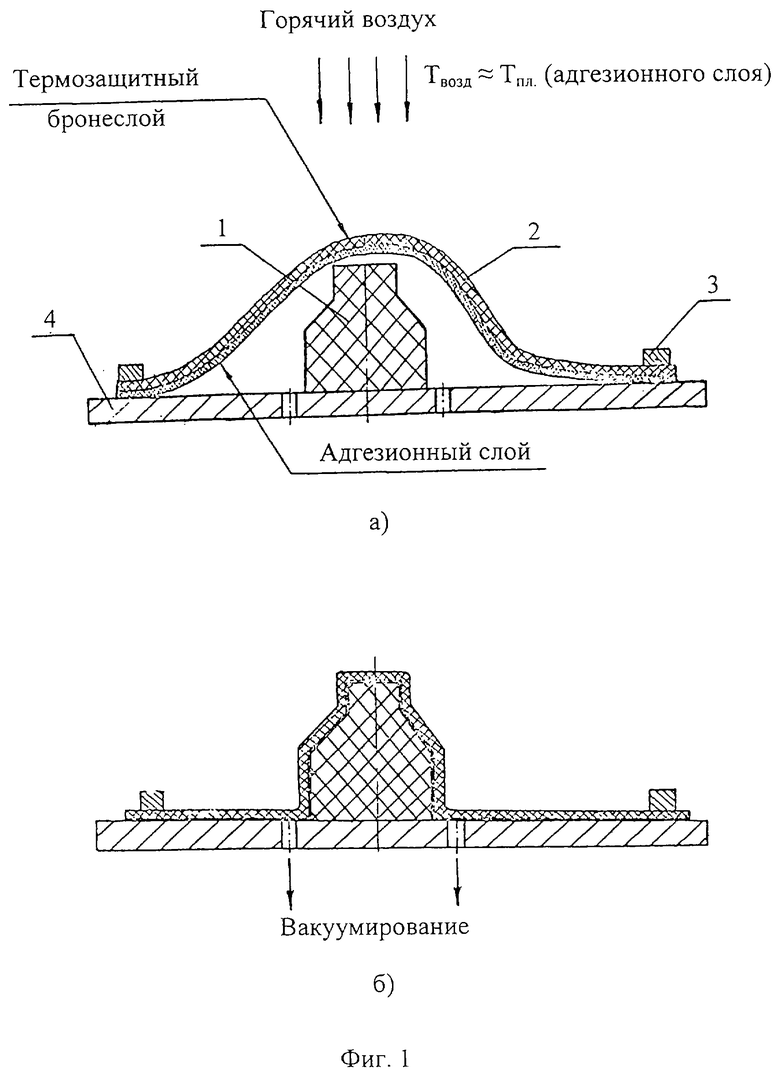
| Электромагнитный прижим для обрабатываемых на станках деревянных частей | 1929 |
|
SU17714A1 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ | 1999 |
|
RU2164616C1 |
| US 3991565, 16.11.1976 | |||
| US 4034676, 12.07.1977. | |||

