Изобретение относится к области обработки металлов давлением, в частности к способам для изготовления прецизионных деталей с регламентированным уровнем эксплуатационных характеристик, и может быть использовано при изготовлении:
- базовых деталей систем управления и контроля летательных аппаратов;
- офтальмологических игл нового поколения;
- державок для огранки и шлифовки драгоценных камней;
- гравитационных фильтров очистки питьевой воды;
- нового поколения базовых элементов биокорректоров-нейтрализаторов энергополя человека;
- нового поколения модулей защиты от электромагнитного поля слуховых аппаратов сотовых телефонов;
- нового поколения модулей-генераторов вихревого торсионного поля картин категории "торосфероэкодизайн".
Известен способ торсионного сферодинамического формообразования материалов, заключающийся в размещении заготовки в матрице на опоре с возможностью спонтанного вращательно-колебательного движения и поочередном приложении к торцам заготовки усилий осадки, обкатывания и ударных пульсаций, осуществляя прямое выдавливание металла заготовки в кольцевой зазор между матрицей и опорным элементом с одновременным воздействием пульсирующего усилия на выдавливаемый металл [1].
Недостаток способа следующий:
- невозможность в процессе пластического деформирования механизмам пластической деформации проникать до микроуровня.
Технической задачей, на решение которой направлено заявленное изобретение, является формирование в материале заготовки структурно-информационного поля, длительно сохраняющего информацию, вносимую в материал при его деформировании.
Для решения поставленной задачи в способе сферодинамической обработки материалов, включающем размещение заготовки на опорном элементе, расположенном с кольцевым зазором относительно матрицы, с возможностью спонтанных вращательно-колебательных движений и поочередное приложение к торцу заготовки усилий осадки и обкатывания с обеспечением прямого выдавливания металла заготовки в упомянутый кольцевой зазор с одновременным воздействием на выдавливаемый металл пульсирующим усилием от опорного элемента, которому сообщают колебания, согласно изобретению пульсирующим усилием воздействуют на кольцевые участки выдавливаемого металла заготовки из условия обеспечения их перевода в режим вынужденных колебаний, резонансных с колебаниями опорного элемента.
Способ сферодинамической обработки материалов представлен графическим материалом, где на чертеже показан процесс формообразования детали на стадии резонансных колебаний.
Способ осуществляется следующим образом.
Заготовку 6 устанавливают на опорном элементе в виде ложемента 4 деформирующего модуля 3 в полости матрицы 2, затем к заготовке 7 подводят обкатной пуансон 7, фиксируя заготовку в полости матрицы 2. После этого производят регламентированную торцевую осадку заготовки 6 и последующее ее обкатывание пуансоном 7 (чертеж), обеспечивая при этом прямое выдавливание металла заготовки 6 в кольцевой зазор между ложементом 4 и матрицей 2, при этом деформирующий модуль 3, переходя в состояние деформационного резонанса, спонтанно переводит ложемент 4 в состояние резонансных пульсаций, что обеспечивает его воздействие на кольцевые участки выдавливаемого металла заготовки 6, переводя их в резонансное состояние, что обуславливает проникновение развитой пластической деформации на атомарный уровень, последующую перестройку исходной кристаллографической решетки металла заготовки.
Таким образом, перевод части металла обрабатываемой заготовки в состояние деформационного резонанса обуславливает реализацию наноэффектов в процессе сферодинамической обработки материалов.
Источник информации
1. Патент РФ 2130353, кл. B 21 J 5/06, B 21 D 37/12, 1998 - (прототип).
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении прецизионных деталей с регламентированным уровнем эксплуатационных характеристик. Заготовку размещают с возможностью спонтанных вращательно-колебательных движений на опорном элементе, который расположен с кольцевым зазором относительно матрицы. К торцу заготовки поочередно прикладывают усилия осадки и обкатывания с обеспечением прямого выдавливания металла заготовки в кольцевой зазор между матрицей и опорным элементом. Одновременно на кольцевые участки выдавливаемого металла воздействуют пульсирующим усилием от опорного элемента. При этом обеспечивают перевод материала заготовки на упомянутых кольцевых участках в режим вынужденных колебаний, резонансных с колебаниями опорного элемента. В результате обеспечивается возможность формирования в материале заготовки структурно-информационного поля, длительно сохраняющего информацию, вносимую в материал при его деформировании. 1 ил.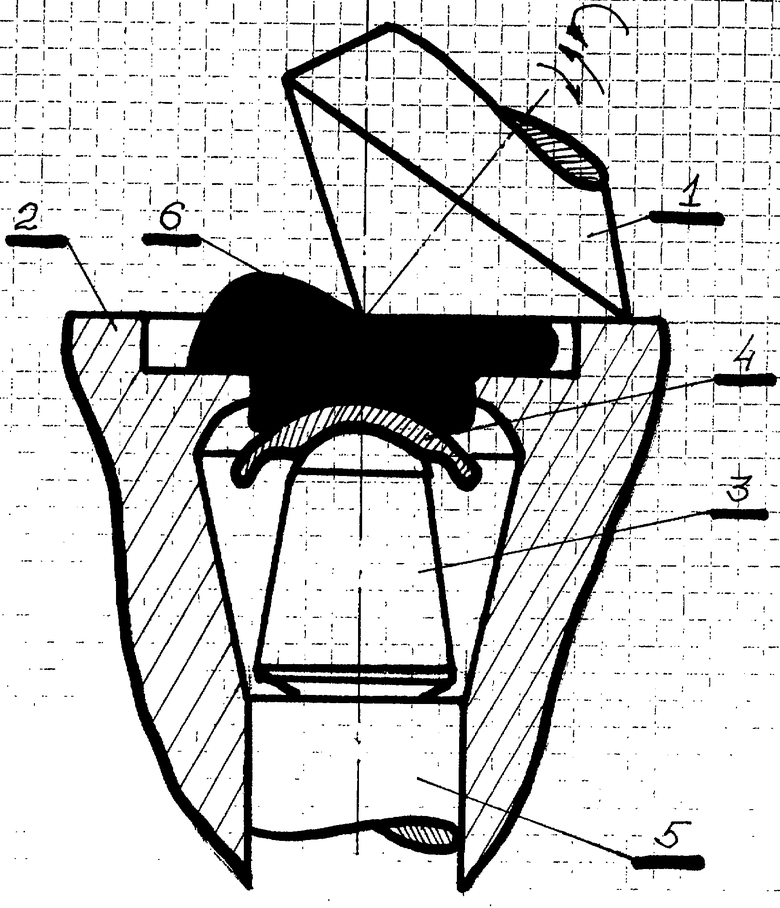
Способ сферодинамической обработки материалов, включающий размещение заготовки на опорном элементе, расположенном с кольцевым зазором относительно матрицы, с возможностью спонтанных вращательно-колебательных движений и поочередное приложение к торцу заготовки усилий осадки и обкатывания с обеспечением прямого выдавливания металла заготовки в упомянутый кольцевой зазор с одновременным воздействием на выдавливаемый металл пульсирующим усилием от опорного элемента, которому сообщают колебания, отличающийся тем, что пульсирующим усилием воздействуют на кольцевые участки выдавливаемого металла заготовки из условия обеспечения их перевода в режим вынужденных колебаний, резонансных с колебаниями опорного элемента.
| СПОСОБ ТОРСИОННОГО СФЕРОДИНАМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ МАТЕРИАЛОВ | 1998 |
|
RU2130353C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ В ПАРАМАГНИТНОМ МАТЕРИАЛЕ АВТОНОМНЫХ ПРОСТРАНСТВЕННЫХ МАССИВОВ МЕТАЛЛА С ДИФФЕРЕНЦИРОВАННЫМИ ФЕРРОМАГНИТНЫМИ СВОЙСТВАМИ | 1994 |
|
RU2063285C1 |
| Устройство для штамповки с обкаткой | 1977 |
|
SU616003A1 |
| СТРОМАЛЬНЫЕ СТВОЛОВЫЕ КЛЕТКИ | 2013 |
|
RU2636551C2 |
| US 3611771, 12.10.1971. | |||

