Изобретение относится к области обработки металлов давлением, в частности к способам для изготовления прецизионных деталей с регламентированным уровнем эксплуатационных характеристик, и может быть использовано при изготовлении:
- базовых деталей систем управления и контроля летательных аппаратов;
- офтальмологических игл нового поколения;
- державок для огранки и шлифовки драгоценных камней;
- гравитационных фильтров очистки питьевой воды;
- нового поколения базовых элементов биокфректоров-нейтрализаторов энергополя человека;
- нового поколения модулей защиты от электромагнитного поля слуховых аппаратов сотовых телефонов;
- нового поколения модулей-генераторов вихревого торсионного поля картин категории "торосфероэкодизайн".
Известен способ торсионного сферодинамического формообразования материалов, включающий размещение металлической заготовки на опоре в матрице, между которыми имеется кольцевой зазор, с возможностью спонтанного качательно-колебательного движения и поочередное приложение к заготовке со стороны одного из ее торцов от обкатного инструмента усилий осадки и обкатки, при этом в процессе осадки на обращенном к обкатному инструменту торце заготовки формируют коническое углубление, а на противоположном торце - сферическую полость, усилие обкатки прикладывают после снятия усилия осадки при сохранении статического контакта обкатного инструмента и опоры с соответствующими торцами заготовки с обеспечением в процессе формообразования перераспределения компонент фазового состава металла заготовки, а в процессе обкатки производят прямое выдавливание материала заготовки в кольцевой зазор между опорой и матрицей с одновременным воздействием на выдавливаемый материал в зоне опорного торца пульсирующим усилием в направлении, перпендикулярном направлению выдавливания, после чего осуществляют холостую обкатку заготовки (RU, патент, 2069115, 20.11.96, В 21 D 37/12).
Недостаток способа следующий:
- невозможность в процессе пластического деформирования механизмам пластической деформации проникать до микроуровня и формировать структурно-информационное поле в материале, длительно сохраняющее информацию, вносимую в материал при его деформировании.
Технической задачей, на решение которой направлено заявленное изобретение, является обеспечение формирования в материале заготовки структурно-информационного поля, длительно сохраняющего информацию, вносимую в материал при его деформировании.
Для решения поставленной задачи в известном способе торсионного сферодинамического формообразования материалов, включающем размещение металлической заготовки на опоре в матрице, между которыми имеется кольцевой зазор, с возможностью спонтанного качательно-колебательного движения и поочередное приложение к заготовке со стороны одного из ее торцов от обкатного инструмента усилий осадки и обкатки, при этом в процессе осадки на обращенном к обкатному инструменту торце заготовки формируют коническое углубление, а на противоположном торце - сферическую полость, усилие обкатки прикладывают после снятия усилия осадки при сохранении статического контакта обкатного инструмента и опоры с соответствующими торцами заготовки с обеспечением в процессе формообразования перераспределения компонент фазового состава металла заготовки, а в процессе обкатки производят прямое выдавливание материала заготовки в кольцевой зазор между опорой и матрицей с одновременным воздействием на выдавливаемый материал в зоне опорного торца пульсирующим усилием в направлении, перпендикулярном направлению выдавливания, после чего осуществляют холостую обкатку заготовки, согласно изобретению в процессе обкатки с опорного торца заготовки периодически снимают усилие опоры.
Способ торсионного сферодинамического формообразования материалов представлен графическими материалами, где:
на фиг. 1 показан процесс формообразования детали на стадии начала обкатки заготовки;
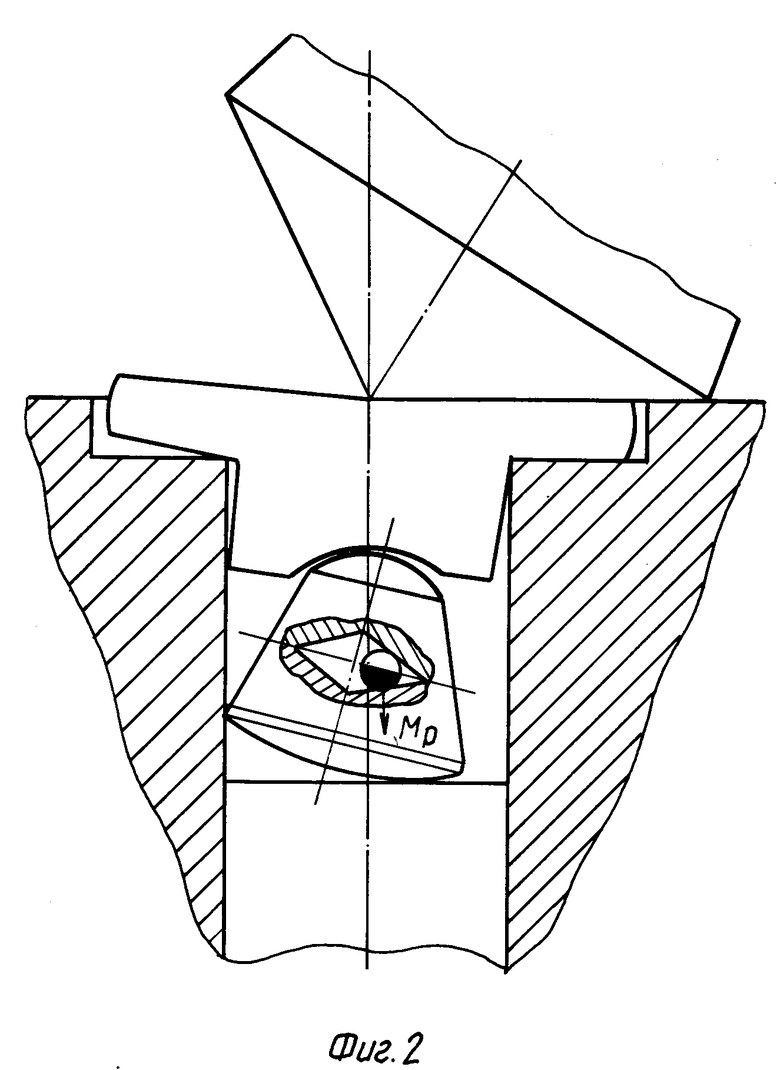
на фиг. 2 - то же, в момент наступления деформационного резонанса.
Способ осуществляют следующим образом.
Металлическую заготовку 1 устанавливают на опоре деформирующего модуля 2 с размещенным в его полости 3 гравитационным резонатором 4, выполненным в виде постоянного магнита. К рабочему торцу заготовки 1 подводят обкатной пуансон 5. Заготовку 1 фиксируют в полости матрицы 6 между пуансоном 5 и модулем 2. Между матрицей и опорой модуля 2 имеется кольцевой зазор. Затем производят регламентированную торцевую осадку и последующую обкатку пуансоном 5 (фиг. 1), обеспечивая при этом перераспределение компонент-фазового состава металла заготовки на кристаллографическом уровне (микроуровне) и обуславливая формирование локальных объемов материала с феноменологическим сочетанием физических структурно- информационных характеристик. Усилие обкатки прикладывают после снятия усилия осадки при сохранении статического контакта обкатного инструмента и опоры с соответствующими торцами заготовки. В процессе обкатки производят прямое выдавливание материала заготовки в кольцевой зазор между опорой и матрицей с одновременным воздействием на выдавливаемый материал в зоне опорного торца пульсирующим усилием в направлении, перпендикулярном направлению выдавливания.
На определенной стадии обкатывания резонатор 4, перемещаясь в полости 3 модуля 2, создает резонирующий момент Мp, который сообщает модулю 2 вынужденные колебания частотой, совпадающей с собственной частотой колебания модуля 2 при обкатке пуансоном 5 заготовки 1, и переводит модуль 2 в состояние деформационного резонанса. Резонирующий модуль 2 сообщает заготовке 1 серию ударных импульсов, снимая периодически тем самым усилие опоры с ее торца, создавая при этом в структуре металла заготовки регламентированное поле напряжений, позволяющее реализовать низкоэнергетические моды ротационной пластичности на стадии сохранения исходного запаса пластичности материала.
Затем осуществляют холостую обкатку заготовки.
В данном способе реализован эффект деформационного резонанса, позволяющий эффективно использовать запас исходной пластичности материала заготовки для получения феноменологического комплекса структурно-информационных эксплуатационных характеристик, а также эффект воздействия торсионного поля постоянного магнита.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении прецизионных деталей с регламентированным уровнем эксплуатационных характеристик. Металлическую заготовку размещают на опоре в матрице, между которыми имеется кольцевой зазор, с возможностью спонтанного качательно-колебательного движения. К заготовке поочередно прикладывают от обкатного инструмента усилия осадки и обкатки. В процессе осадки на обращенном к обкатному инструменту торце заготовки формируют коническое углубление, а на противоположном торце - сферическую полость. После снятия усилия осадки при сохранении статического контакта обкатного инструмента и опоры с торцами заготовки к последней прикладывают усилие обкатки с обеспечением в процессе формообразования перераспределения компонент фазового состава металла заготовки. В процессе обкатки производят прямое выдавливание материала заготовки в кольцевой зазор между опорой и матрицей с одновременным воздействием на выдавливаемый материал пульсирующим усилием в направлении, перпендикулярном направлению выдавливания. При обкатке с опорного торца заготовки периодически снимают усилие опоры. В результате в материале заготовки формируется структурно-информационное поле, длительно сохраняющее информацию, вносимую в материал при его деформировании. 2 ил.
Способ торсионного сферодинамического формообразования материалов, включающий размещение металлической заготовки на опоре в матрице, между которыми имеется кольцевой зазор, с возможностью спонтанного качательно-колебательного движения и поочередное приложение к заготовке со стороны одного из ее торцов от обкатного инструмента усилий осадки и обкатки, при этом в процессе осадки на обращенном к обкатному инструменту торце заготовки формируют коническое углубление, а на противоположном торце - сферическую полость, усилие обкатки прикладывают после снятия усилия осадки при сохранении статического контакта обкатного инструмента и опоры с соответствующими торцами заготовки с обеспечением в процессе формообразования перераспределения компонент фазового состава металла заготовки, а в процессе обкатки производят прямое выдавливание материала заготовки в кольцевой зазор между опорой и матрицей с одновременным воздействием на выдавливаемый материал в зоне опорного торца пульсирующим усилием в направлении, перпендикулярном направлению выдавливания, после чего осуществляют холостую обкатку заготовки, отличающийся тем, что в процессе обкатки с опорного торца заготовки периодически снимают усилие опоры.

