Изобретение относится к технологии получения изделий из специальных материалов с повышенными теплозащитными свойствами с помощью энергии взрывчатых веществ (ВВ) и может быть использовано при изготовлении теплообменной аппаратуры, электроэнергетических установок и т.п.
Известен способ изготовления теплообменных композиционных элементов, в том числе из меди и алюминия, при котором осуществляют разметку заготовки с помощью трафарета, наносят противосварочную краску или пасту на участки, где сварка не предусмотрена, производят сборку пакета из свариваемых пластин и их сварку взрывом, затем при необходимости производят прокатку сваренной заготовки до требуемой толщины, термическую обработку и формование гидравлическим методом в специальном приспособлении проходных внутренних каналов. При этом на межканальных участках при термической обработке возможно формирование в зоне соединения слоев различных материалов сплошной диффузионной прослойки с низким коэффициентом теплопроводности, что в свою очередь способствует существенному снижению теплопередачи на участках изделия, где такие диффузионные прослойки образуются (Трыков Ю.П., Писарев С.П. Изготовление теплообменных композиционных элементов с помощью взрывных технологий/ Сварочное производство. 1998, 6, с.34-35).
Недостатком этого способа является возникновение сплошной хрупкой интерметаллидной прослойки на участках сварных соединений разнородных металлов, что при повышенном давлении рабочей жидкости или газа в каналах изделия или при изгибающих нагрузках может привести к расслоению сваренного соединения на части, а это значительно ограничивает технологические области применения данного способа.
Наиболее близким по техническому уровню и достигаемому результату является способ получения композиционного материала, содержащего слои алюминия и меди при, котором осуществляют сборку заготовок в пакет, нанесение защитного слоя, установку фальшпластины с зарядом взрывчатого вещества и инициирование его, отличающийся тем, что перед установкой фальшпластины с зарядом на пакете в контакте с ним располагают, по меньшей мере, еще один пакет, причем оба пакета устанавливают горизонтально на основании. При осуществлении способа в качестве фальшпластины используют один из пакетов, при этом толщину защитного слоя со стороны заряда увеличивают, а защитный слой получают путем надевания на пакет заготовок оболочки из инертного материала (патент РФ 2074074, М.кл. 6 В 23 К 20/08, опубл. 27.02.1997).
Недостатком данного способа является возникновение при сварке взрывом сплошных хрупких интерметаллидных прослоек на границах соединения слоев разнородных металлов, что при изгибающих нагрузках может приводить к расслоению сварных заготовок, а это существенно ограничивает области применения указанного способа в промышленности.
Данный способ имеет невысокий технический уровень, что обусловлено отсутствием в его технологической схеме операций и режимов, снижающих долю хрупких интерметаллидных составляющих, возникающих при сварке, в результате чего получаемый композиционный материал имеет пониженную прочность на межслойных границах в условиях действия изгибающих нагрузок, а это снижает эффективность использования данного композиционного материала, например, в теплообменной аппаратуре ответственного назначения, особенно в изделиях, где требуется пониженная теплопроводность поперек металлических слоев.
В связи с этим важнейшей задачей является создание нового способа получения композиционного материала алюминий-медь с пониженной теплопроводностью в поперечном направлении и с повышенной теплопроводностью вдоль металлических слоев с обеспечением при этом повышенной прочности соединения на межслойных границах и снижением доли хрупких составляющих в зоне сварки, на базе нового технологического цикла формирования пакета из чередующихся слоев алюминия и меди с заданным соотношением толщин под сварку взрывом, с последующей горячей прокаткой и отжигом, что создает новые технологические условия для образования диффузионных прослоек оптимального состава и толщины в зонах соединения слоев алюминия и меди, с последующим дроблением хрупких диффузионных прослоек при дополнительной прокатке на дискретные частицы с образованием в межчастичных промежутках зон, свободных от хрупких интерметаллидов и с надежной локальной сваркой алюминия с медью, тем самым обуславливается регламентируемая теплопроводность полученного материала вдоль и поперек слоев, причем в поперечном направлении теплопроводность материала значительно ниже, чем у составляющих композиционный материал металлов, а в продольном направлении теплопроводность алюминия и меди сохраняется на прежнем уровне, как в заготовках до сварки взрывом, а это значительно улучшает эффективность изделий из предлагаемого композиционного материала в теплообменной аппаратуре и электроэнергетических установках.
Техническим результатом заявленного способа является создание новой технологии получения композиционного материала на основе оптимального сочетания толщин слоев алюминия и меди в пакете, выбора технологических режимов горячей прокатки сваренного пакета и последующего отжига, а также режимов дополнительной прокатки, нового сочетания структурных элементов в зоне соединения с дроблением хрупких интерметаллидных прослоек на дискретные частицы, с одновременной сваркой алюминия и меди в межчастичных промежутках, что обеспечивает сохранение высокого коэффициента теплопроводности алюминия и меди вдоль слоев и получение низкого коэффициента теплопроводности предлагаемого композиционного материала в поперечном направлении с образованием при этом в межслойных границах зон, свободных от интерметаллидов и с надежной локальной сваркой алюминия с медью.
Указанный технический результат достигается тем, что заявлен способ получения композиционного материала, при котором составляют пакет из чередующихся слоев алюминия и меди, размещают над ним защитную металлическую прослойку с зарядом взрывчатого вещества и осуществляют сварку взрывом, при этом соотношение толщин слоев алюминия и меди в пакете выбирают равным 1: (0,4-0,56) при толщине слоя алюминия, равной 1,8-2,5 мм, и отношении удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, слоев алюминия и меди, равном 0,47-0,92, при этом используют заряд взрывчатого вещества со скоростью детонации, равной 2070-2930 м/с, после сварки пакет подвергают горячей прокатке при температуре 350-500oС с обжатием 50-75%, после чего полученную заготовку подвергают отжигу путем нагрева до температуры 400-500oС в течение 2-3 ч с последующим охлаждением на воздухе, а затем осуществляют дополнительную прокатку при температуре 20-250oС с обжатием 10-30%.
В таких условиях силового и теплового воздействия на пакет из свариваемых материалов происходит сварка взрывом листов алюминия и меди, увеличение длины и ширины сваренного пакета при горячей прокатке с одновременной осадкой пакета по толщине, образование при отжиге сплошной теплозащитной диффузионной прослойки из интерметаллидов в зонах соединения слоев, дробление хрупких интерметаллидных прослоек при дополнительной прокатке на дискретные частицы с одновременной высокопрочной сваркой алюминия и меди в межчастичных промежутках, что обеспечивает низкий коэффициент теплопроводности, а следовательно, и высокие теплозащитные свойства сваренного материала в направлении теплопередачи поперек металлических слоев и сохранение высокой, на уровне исходной, теплопроводности вдоль слоев меди и алюминия, что позволяет использовать новую технологию получения композиционного материала и полученные изделия в промышленных целях для изготовления теплообменной аппаратуры, деталей электроэнергетических установок и т.п.
Новый способ получения композиционного материала имеет существенные отличия по сравнению с прототипом как по внутреннему строению полученного материала, так и по совокупности технологических приемов воздействия на свариваемый пакет и режимов осуществления способа. Так предложено составлять пакет под сварку взрывом из чередующихся слоев алюминия и меди с соотношением их толщин 1: (0,4-0,56) при толщине алюминия, равной 1,8-2,5 мм, что сводит к минимуму неконтролируемые деформации слоев при сварке взрывом, облегчает процесс сварки.
Предложено осуществлять сварку взрывом пакета при отношении удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, слоев алюминия и меди, равной 0,47-0,92, и скорости детонации взрывчатого вещества, равной 2070-2930 м/с, что обеспечивает надежную сварку взрывом всех слоев алюминия и меди в пакете, прочность соединения которых оказывается достаточной, чтобы выдержать без расслоений последующую горячую прокатку.
Предложено сваренный пакет подвергать горячей прокатке при температуре 350-500oС с обжатием 50-75%, что обеспечивает увеличение длины и ширины сваренного пакета с одновременной осадкой по толщине, выравнивает поверхность заготовки, при этом в зонах соединения не возникает расслоений и трещин, а сплошность основного материала не нарушается, кроме того, при этом происходит активация алюминия и меди, способствующая при последующем отжиге ускорению взаимной диффузии металлов на межслойных границах.
Предложено подвергать сваренную, а затем прокатанную заготовку отжигу путем нагрева до температуры 400-500oС в течение 2-3 ч с последующим охлаждением на воздухе, что обеспечивает получение в зонах сварки меди с алюминием, за счет диффузионных процессов, сплошных интерметаллидных прослоек, необходимой толщины, обладающих низкой теплопроводностью, способствующих повышению теплозащитных свойств материала.
В связи с кратковременностью процесса отжига диффузионное взаимодействие наблюдается лишь вблизи зон сварки, толщина получаемых диффузионных прослоек не превышает 8-24 мкм, сквозной диффузии в слоях меди и алюминия не наблюдается, поэтому основные объемы алюминиевых и медных слоев сохраняют исходную высокую теплопроводность.
Предложено дополнительную прокатку осуществлять при температуре 20-250oС с обжатием 10-30%, что обеспечивает дробление хрупких интерметаллидных прослоек в зонах соединения слоев на дискретные частицы с одновременной высокопрочной сваркой меди и алюминия в межчастичных промежутках, что повышает стойкость полученного материала к разрушению при механических испытаниях на изгиб, при этом частично устраняется хрупкий характер разрушения в зонах сварки, способствует получению низкого коэффициента теплопроводности в направлении теплопередачи поперек металлических слоев, с сохранением при этом высоких коэффициентов теплопроводности алюминия и меди при направлении теплопередачи вдоль слоев.
Приведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного решения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков решения позволило выявить совокупность существенных отличительных признаков в заявленном объекте по отношению к усматриваемому заявителем техническому результату, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует требованию "Новизна" по действующему законодательству.
Для проверки заявленного изобретения требованию "Изобретательский уровень" заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение соответствует требованию "Изобретательский уровень".
Предлагаемый способ получения композиционного материала алюминий-медь осуществляется в следующей последовательности. Собирают пакет из предварительно очищенных от окислов и загрязнений чередующихся пластин алюминия и меди, располагающихся параллельно друг над другом на расстоянии технологического сварочного зазора, при этом соотношение толщин слоев алюминия и меди выбирают равным 1:(0,4-0,56) при толщине слоя алюминия, равной 1,8-2,5 мм. Укладывают пакет на основание, размещенное на грунте. На поверхность пакета устанавливают защитную металлическую прослойку, защищающую свариваемый пакет от неконтролируемых деформаций, а на ее поверхности располагают контейнер с зарядом взрывчатого вещества. Осуществляют сварку взрывом с инициированием процесса детонации в заряде взрывчатого вещества с помощью электродетонатора, при этом отношение удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, слоев алюминия и меди выбирается равной 0,47-0,92, а скорость детонации взрывчатого вещества равна 2070-2930 м/с. Затем сваренный пакет подвергают горячей прокатке при температуре 350-500oС с обжатием 50-75%, после чего полученную заготовку подвергают отжигу, например, в электропечи путем нагрева до температуры 400-500oС в течение 2-3 ч с последующим охлаждением на воздухе, а затем осуществляют дополнительную прокатку при температуре 20-250oС с обжатием 10-30%.
В результате получают композиционный материал алюминий-медь с пониженным коэффициентом теплопроводности, а следовательно, и с высокими теплозащитными свойствами при направлении теплопередачи поперек металлических слоев и с сохранением исходной теплопроводности в основном объеме изделия при направлении теплопередачи вдоль слоев меди алюминия, при этом обеспечивается повышенная прочность сцепления слоев меди и алюминия при испытаниях на изгиб.
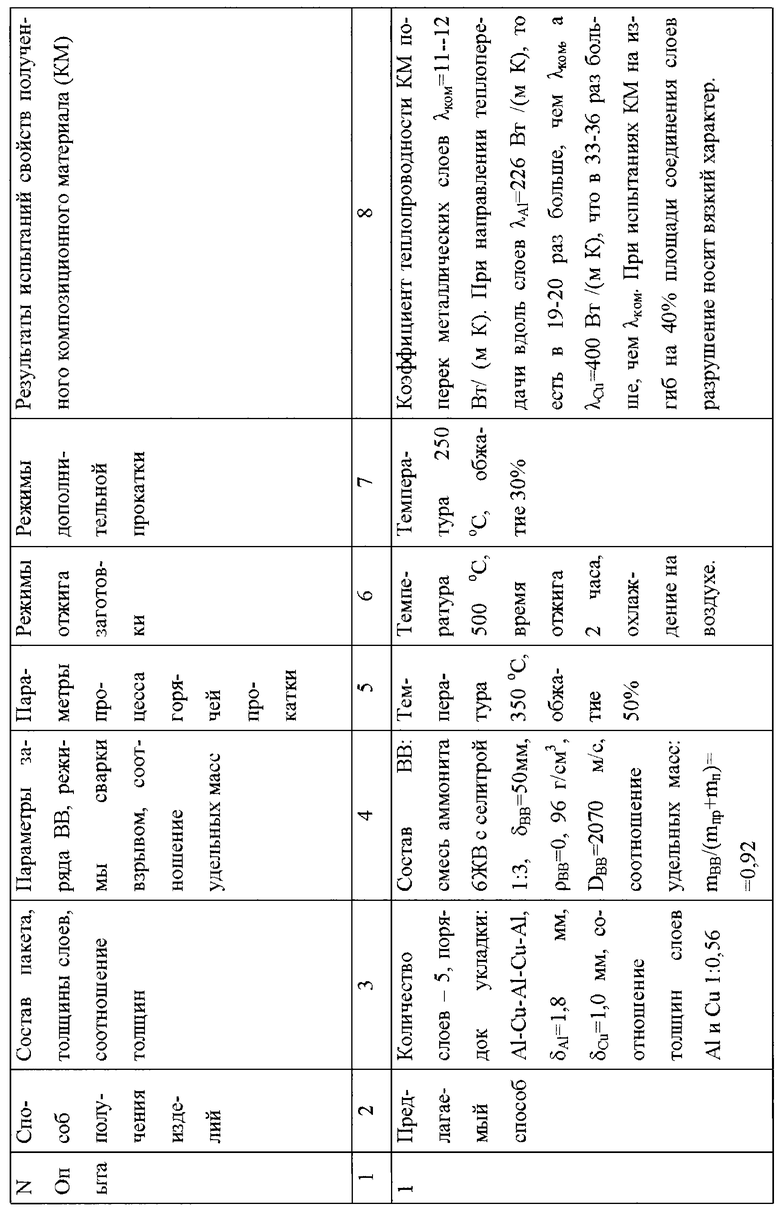
Пример 1 (см. таблицу, опыт 1).
Собирают пятислойный пакет из предварительно очищенных от окислов и загрязнений чередующихся пластин алюминия и меди, располагающихся параллельно друг над другом на расстоянии технологического сварочного зазора. Порядок чередования слоев в пакете следующий: медь марки M1 - алюминий марки АД1 - медь M1 - алюминий АД1 - медь M1. Размеры алюминиевых пластин: длина 300 мм, ширина 210 мм, толщина δAl = 1,8 мм. У медных пластин длина и ширина такие же, как у алюминиевых, а толщина δCu = 1 мм, при этом соотношение толщин слоев алюминия и меди равно 1:0,56. Общая толщина пакета с учетом технологических сварочных зазоров составляет 14,1 мм. Укладывают пакет на основание из древесно-стружечной плиты, размещенное на песчаном грунте. Длина основания 300 мм, ширина 210 мм, толщина 18 мм.
На поверхность пакета устанавливают защитную металлическую прослойку в виде пластины из стели Ст.3. Длина прослойки 340 мм, ширина 250 мм, толщина прослойки δпр = 2 мм. Прослойку устанавливают так, чтобы со всех сторон пакета образовалось нависание шириной по 20 мм. Предварительно верхнюю поверхность пакета смазывают простивосварочной смазкой для предотвращения сварки металлической прослойки с верхней пластиной пакета. На поверхность защитной металлической прослойки устанавливают контейнер с зарядом порошкообразного взрывчатого вещества. Длина и ширина контейнера соответствуют длине и ширине защитной металлической прослойки. Толщина заряда ВВ δBB = 50 мм. В качестве заряда ВВ использовалась смесь аммонита 6ЖВ с аммиачной селитрой с объемным соотношением 1:3. Плотность ВВ ρвв = 0,96 г/см3. Скорость детонации ВВ при выбранной толщине заряда Dвв= 2070 м/с, удельная масса заряда ВВ (произведение толщины на плотность) равна: mвв = δвв• ρвв = 5 см•0,96 г/см3 = 4,8 г/см2. Удельная масса защитной металлической прослойки mпр = δпр•ρпр. У стали Ст. 3 плотность материала δпр = 7,8 г/см3, поэтому mпр = 0,2 см•7,8 г/см3=1,56 г/см2.
В пакете использовано два слоя алюминия и три слоя меди. Плотность алюминия ρAl = 2,7 г/см3, плотность меди ρCu = 8,94 г/см3. Суммарная удельная масса слоев пакета составляет
Отношение удельной массы заряда взрывчатого вещества (mвв) к сумме удельных масс защитной металлической прослойки (mпр), слоев алюминия и меди (mп) равно
mвв:(mпр+mп)=4,8:(1,56+3,654)=0,92.
При сварке взрывом осуществляется инициирование процесса детонации в заряде ВВ с помощью электродетонатора.
После сварки взрывом сваренный пакет подвергают горячей прокатке при температуре 350oС с обжатием 50%, при этом разовое обжатие за проход составляет 10%, конечная толщина заготовки 3,3 мм.
После горячей прокатки полученную заготовку подвергают отжигу путем нагрева в муфельной электропечи до температуры 500oС в течение двух часов с последующим охлаждением на воздухе, а затем осуществляют дополнительную прокатку при температуре 250oС с обжатием 30%. Разовое обжатие за проход 10%.
В результате получают слоистый композиционный материал алюминий-медь толщиной 2,3-2,32 мм, в котором 40% всех границ зон соединения алюминия с медью свободны от интерметаллидов и в этих местах алюминий и медь непосредственно прочно сварены между собой, а интерметаллидные прослойки, образовавшиеся при отжиге, раздроблены на мелкие частицы и способствуют улучшению теплозащитных характеристик полученного материала при направлении теплопередачи поперек металлических слоев. Коэффициент теплопроводности материала в этом направлении λком = 11-12 Вт/(м•К), а при направлении теплопередачи вдоль слоев композиционного материала коэффициент теплопроводности слоев алюминия λAl = 226 Вт/(м•К), то есть в 19-20 раз больше, чем λком, а коэффициент теплопроводности меди λCu = 400 Вт/(м•К), что в 33-36 раз больше λком, при этом при испытаниях композиционного материала на изгиб примерно на 40% площади соединения слоев разрушение носит вязкий характер, что свидетельствует о высоком качестве сварки и высокой прочности сцепления слоев и композиционного материала в целом.
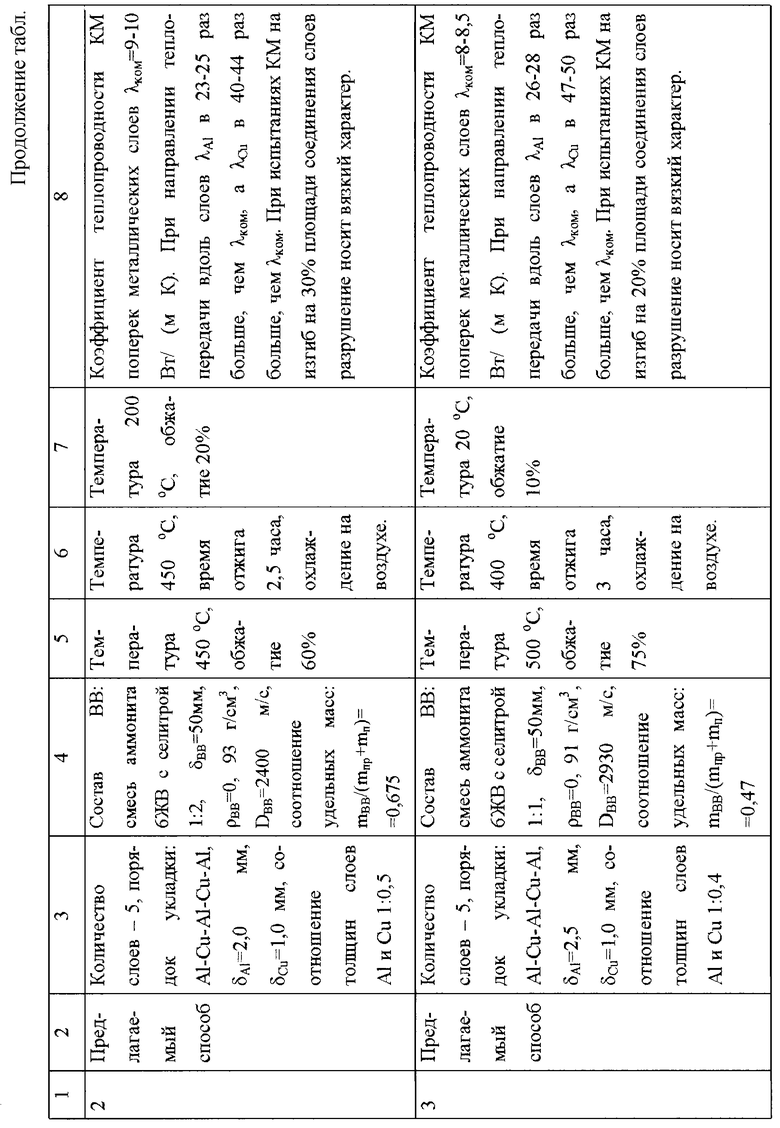
Пример 2 (см. таблицу, опыт 2).
То же, что в примере 1, но внесены следующие изменения. Толщина алюминиевых пластин δAl = 2 мм, соотношение толщин слоев алюминия и меди равно 1: 0,5. Общая толщина пакета с учетом технологических сварочных зазоров составляет 15,6 мм. Толщина защитной металлической прослойки δпр = 4 мм. В качестве заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой с объемным соотношением 1:2. Плотность ВВ ρвв = 0,93 г/см3, скорость детонации ВВ DВВ= 2400 м/с, удельная масса заряда ВВ mвв=5,0•0,93 = 4,65 г/см2. Удельная масса защитной металлической прослойки mпр=0,4•7,8 = 3,12 г/см2. Суммарная удельная масса слоев пакета составляет
Отношение удельной массы взрывчатого заряда вещества (mвв) к сумме удельных масс защитной металлической прослойки (mпр), слоев алюминия и меди (mп) равно
mвв:(mпр+mп)=4,65:(3,12+3,762)=0,675.
После сварки взрывом сваренный пакет подвергают горячей прокатке при температуре 400oС с обжатием 60% на толщину 2,8 мм. После горячей прокатки полученную заготовку подвергают отжигу при температуре 450oС в течение 2,5 ч, а дополнительную прокатку проводят при температуре 200oС с обжатием 20% на толщину 2,20-2,25 мм.
Результаты испытаний полученного материала, как в примере 1, но коэффициент теплопроводности композиционного материала алюминий-медь при направлении теплопередачи поперек металлических слоев λком = 9-10 Вт/(м•К), при этом коэффициент теплопроводности слоев алюминия λAl в 23-25 раз больше, чем λком, а коэффициент теплопроводности слоев меди λCu в 40-44 раза больше, чем λком, при этом примерно на 30% площади соединения слоев интерметаллиды отсутствуют, и в этих местах разрушение при испытаниях на изгиб носит вязкий характер.
Пример 3 (см. таблицу, опыт 3).
То же, что в примере 1, но внесены следующие изменения. Толщина алюминиевых пластин δAl = 2,5 мм, соотношение толщин слоев алюминия и меди равно 1: 0,4. Общая толщина пакета с учетом технологических сварочных зазоров составляет 14,7 мм. Толщина защитной металлической прослойки δпр = 7 мм. В качестве заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой с объемным соотношением 1:1. Плотность ВВ ρвв = 0,91 г/см3, скорость детонации ВВ DВB=2930 м/с, удельная масса заряда ВВ mвв=5,0•0,91 = 4,5 г/см2. Удельная масса защитной металлической прослойки mnp=0,7•7,8 = 5,46 г/см2. Суммарная удельная масса слоев пакета составляет
Отношение удельной массы заряда взрывчатого заряда вещества (mвв) к сумме удельных масс защитной металлической прослойки (mпр), слоев алюминия и меди (mп) равно
mвв:(mпр+mп)=4,5:(5,46+4,032)=0,47.
После сварки взрывом сваренный пакет подвергают горячей прокатке при температуре 500oС с обжатием 75% на толщину 2 мм. После горячей прокатки полученную заготовку подвергают отжигу при температуре 400oС в течение 3 ч, а дополнительную прокатку проводят при температуре 20oС с обжатием 10% на толщину 1,78-1,82 мм.
Результаты испытаний полученного материала, как в примере 1, но коэффициент теплопроводности композиционного материала алюминий-медь в направлении теплопередачи поперек металлических слоев λком = 8,0-8,5 Вт/(м•К), при этом коэффициент теплопроводности слоев алюминия λAl в 26-28 раз больше, чем λком, а коэффициент теплопроводности слоев меди λCu/ в 47-50 раз больше, чем λком, при этом примерно на 20% площади соединения слоев интерметаллиды отсутствуют, и в этих местах разрушение при испытаниях на изгиб носит вязкий характер.
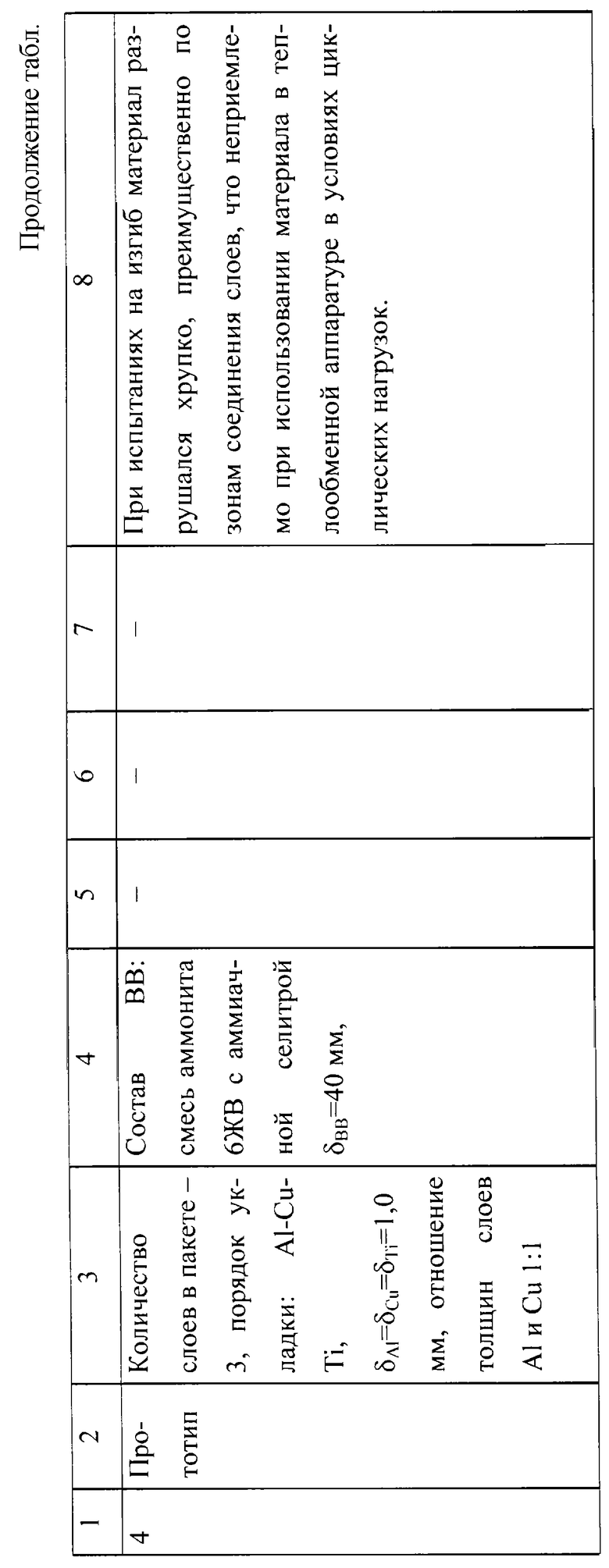
При получении композиционного материала про прототипу (см. таблицу, опыт 4), при испытаниях на изгиб материал разрушается хрупко, преимущественно по зонам соединения слоев, что ограничивает промышленное применение данного материала, особенно в условиях циклических и ударных нагрузок.
Таким образом, вышеуказанные сведения свидетельствуют о выполнении при использовании изобретения следующих условий:
- способ получения композиционного материала, предназначенный для изготовления теплообменной аппаратуры, электроэнергетических установок и т.п. впервые обеспечил получение высококачественного многослойного композиционного материала с пониженным коэффициентом теплопроводности, а следовательно, и с высокими теплозащитными свойствами, при направлении теплопередачи поперек металлических слоев, с сохранением исходной теплопроводности в основном объеме изделия при направлении теплопередачи вдоль слоев алюминия и меди, при этом при испытаниях на изгиб обеспечивается повышенная прочность сцепления слоев алюминия и меди;
- для заявленного изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеизложенных технологических приемов, условий и режимов его реализации;
- способ получения композиционного материала алюминий-медь, воплощенный в заявленном изобретении, при его осуществлении обеспечивает получение усматриваемого заявителем достигаемого технического результата.
Следовательно, заявленное изобретение соответствует требованию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН - СТАЛЬ | 2005 |
|
RU2293004C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ АЛЮМИНИЕВО-НИКЕЛЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399471C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2013 |
|
RU2533508C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2014 |
|
RU2560897C1 |
| Способ получения композиционного материала из меди, титана и стали | 2018 |
|
RU2682742C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН-АЛЮМИНИЙ | 2008 |
|
RU2370350C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2014 |
|
RU2560895C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2008 |
|
RU2373036C1 |
| Способ получения композиционного материала из меди, титана и стали | 2018 |
|
RU2685314C1 |
Изобретение может быть использовано при изготовлении изделий из специальных материалов с повышенными теплозащитными свойствами для теплообменной аппаратуры, электроэнергетических установок и т.п. Составляют пакет из чередующихся слоев алюминия и меди. Размещают над ним защитную металлическую прослойку с зарядом взрывчатого вещества и осуществляют сварку взрывом. Соотношение толщины слоев алюминия и меди в пакете выбирают равным 1: (0,4-0,56) при толщине слоя алюминия, равной 1,8-2,5 мм, и отношении удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, слоев алюминия и меди, равном 0,47-0,92. Используют заряд взрывчатого вещества со скоростью детонации, равной 2070-2930 м/с. После сварки пакет подвергают горячей прокатке при температуре 350-500oС с обжатием 50-75%. Полученную заготовку подвергают отжигу путем нагрева до температуры 400-500oС в течение 2-3 ч с последующим охлаждением на воздухе. Осуществляют дополнительную прокатку при температуре 20-250oС с обжатием 10-30%. Способ позволяет получить композиционный материал с пониженной теплопроводностью в поперечном направлении и повышенной теплопроводностью вдоль металлических слоев при высокой прочности соединения. 1 табл.
Способ получения композиционного материала, включающий составление пакета из чередующихся слоев алюминия и меди, размещение над ним защитной металлической прослойки с зарядом взрывчатого вещества и осуществление сварки взрывом, отличающийся тем, что соотношение толщин слоев алюминия и меди в пакете выбирают равным 1:(0,4-0,56) при толщине слоя алюминия, равной 1,8-2,5 мм, и отношении удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, слоев алюминия и меди, равном 0,47-0,92, при этом используют заряд взрывчатого вещества со скоростью детонации, равной 2070-2930 м/с, после сварки пакет подвергают горячей прокатке при температуре 350-500°С с обжатием 50-75%, после чего полученную заготовку подвергают отжигу путем нагрева до температуры 400-500°С в течение 2-3 ч с последующим охлаждением на воздухе, а затем осуществляют дополнительную прокатку при температуре 20-250°С с обжатием 10-30%.
| СПОСОБ СВАРКИ ВЗРЫВОМ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2074074C1 |
| ТРЫКОВ Ю.П | |||
| и др | |||
| Изготовление теплообменных композиционных элементов с помощью взрывных технологий | |||
| Сварочное производство | |||
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |
| US 4391403, 05.07.1983. | |||

