Изобретение относится к технологии получения композиционных материалов с особыми тепловыми свойствами с помощью энергии взрывчатых веществ и может быть использовано при изготовлении теплообменной аппаратуры, электроэнергетических установок и т.п.
Известен способ получения композиционного материала титан-алюминий, при котором составляют трехслойный пакет с размещением между пластинами титана алюминиевой пластины, в котором соотношение толщин слоев титан-алюминий-титан 1:(0,6-0,8):1 при толщине слоя алюминия 0,8-1,2 мм, сварку осуществляют при скорости детонации взрывчатого вещества (ВВ) 1680-2950 м/с, при этом сварочные зазоры между пластинами пакета и отношение удельной массы заряда взрывчатого вещества к удельной массе верхней титановой пластины выбирают из условия получения скорости соударения верхней титановой пластины с алюминиевой в пределах 560-770 м/с, а алюминиевой пластины с нижней титановой - 420-630 м/с, затем осуществляют горячую прокатку сваренного трехслойного пакета при температуре 550-580°C с обжатием до толщины алюминиевого слоя, составляющей 0,5-0,67 его исходной толщины, после чего полученную заготовку отжигают при температуре, превышающей температуру плавления алюминия в 1,14-1,15 раза, в течение 1,5-3 ч до исчезновения жидкой фазы с полным превращением алюминиевого слоя в твердую теплозащитную интерметаллидную прослойку за счет взаимной диффузии титана и алюминия с последующим охлаждением на воздухе (Патент РФ №2370350, МПК B23K 20/08, опубл. в БИ №29 20.10.2009).
Недостатком данного способа является отсутствие в получаемом по этому способу материале металлических слоев с высокой теплопроводностью (с малым термическим сопротивлением при направлении теплопередачи в продольном направлении), а это весьма ограничивает области применения данного способа.
Наиболее близким по техническому уровню и достигаемому результату является способ получения композиционного материала алюминий-титан, при котором составляют пакет из слоев алюминия и титана, размещают над ним заряд взрывчатого вещества, осуществляют сварку взрывом при отношении удельной массы заряда взрывчатого вещества к удельной массе алюминиевого слоя равном 1,11-5,0, при этом используют заряд взрывчатого вещества со скоростью детонации равной 2250-3300 м/с. После сварки пакет подвергают отжигу путем нагрева до температуры, превышающей температуру плавления алюминия в 1,06-1,14 раза в течение 0,5-2 часов с формированием при этом сплошной теплозащитной интерметаллидной прослойки, с последующим обжатием пакета стальными пуансонами на 20-50% толщины алюминиевого слоя и одновременной его кристаллизацией (Патент РФ №2255849, МПК 7 B23K 20/08, B32B 15/01, опубл. 10.07.05 в БИ №19 - прототип).
Недостатком данного способа является то, что в его технологической схеме имеется операция обжатия пакета стальными пуансонами на 20-50% толщины алюминиевого слоя, что приводит к увеличению доли алюминия, идущей в отходы. Кроме того, при получении композиционного материала данным способом, на стадии высокотемпературного отжига требуется затрачивать много времени на единицу толщины формируемой теплозащитной интерметаллидной прослойки из-за малой скорости ее роста, что приводит к удорожанию получаемой продукции. Толщина получаемой интерметаллидной прослойки по данному способу не превышает 0,026-0,03 мм (26-30 мкм), что при изготовлении ряда изделий из этого композиционного материала не обеспечивает достаточно высокого термического сопротивления при направлении теплопередачи поперек слоев. Теплопроводность композиционного материала вдоль алюминиевого слоя недостаточно высокая, что в ряде теплообменных устройств является крайне нежелательным. Кроме того, в получаемом по этому способу материале повышенное количество дорогостоящего титана, приходящегося на единицу толщины материала, что также приводит к удорожанию композиционного материала алюминий-титан. Все это весьма снижает эффективность композиционного материала алюминий-титан, полученного по данному способу, в теплообменной аппаратуре, где требуется высокое термическое сопротивление слоев в поперечном направлении в сочетании с высокой теплопроводностью ряда слоев в продольном направлении и с пониженными затратами на используемые материалы.
В связи с этим важнейшей задачей является создание нового способа получения композиционного материала медь-титан с более высоким термическим сопротивлением теплозащитных интерметаллидных прослоек в поперечном направлении, с более высокой теплопроводностью отдельных металлических слоев в продольном, за счет использования вместо алюминия металла с более высокой теплопроводностью - меди, значительное сокращение времени формирования единицы толщины теплозащитных интерметаллидных прослоек за счет существенного увеличения скорости их роста, снижение количества дорогостоящего титана на единицу толщины получаемого материала, на базе нового технологического цикла осуществления сварки взрывом титановых слоев с медными, обеспечивающего получение качественных сварных соединений между титановыми и медными слоями, с повышением эффективности отжига сваренной заготовки для образования сплошных теплозащитных интерметаллидных прослоек между титаном и медью при температуре, превышающей температуру их контактного плавления, что обеспечит значительное сокращение времени на образование единицы толщины каждой прослойки с одновременным повышением их термического сопротивления за счет образования прослоек оптимальной толщины, с применением в составе композиционного материала металлических слоев как с пониженной, так и с повышенной теплопроводностью, а это весьма существенно расширяет возможные области его применения и повышает эффективность изделий из предлагаемого композиционного материала в теплообменной аппаратуре специального назначения.
Техническим результатом заявленного способа является создание нового технологического цикла получения композиционного материала медь-титан, обеспечивающего с помощью одновременной сварки взрывом на оптимальных режимах четырех разнородных металлических слоев (двух титановых и двух медных) и последующего кратковременного отжига сваренной заготовки при температуре, превышающей температуру контактного плавления меди и титана, получение композиционного материала медь-титан с более высоким, чем у прототипа, термическим сопротивлением теплозащитных интерметаллидных прослоек, с более высокой теплопроводностью отдельных металлических слоев, значительное сокращение времени формирования единицы толщины теплозащитных интерметаллидных прослоек за счет существенного увеличения скорости их роста, снижение количества дорогостоящего титана на единицу толщины получаемого материала.
Указанный технический результат достигается тем, что заявлен способ получения композиционного материала медь-титан, включающий составление пакета из металлических слоев под сварку взрывом, размещение над ним заряда взрывчатого вещества, осуществление сварки взрывом и отжиг сваренной заготовки с формированием сплошной теплозащитной интерметаллидной прослойки между разнородными металлами, составляют трехслойный пакет с размещением между пластинами из титана медной пластины с соотношением толщин слоев титан-медь-титан 1:(0,75-1,0):1 при толщине слоя титана равной 1,0-1,2 мм и устанавливают его со сварочным зазором над нижней медной пластиной, располагают на поверхности верхней титановой пластины заряд ВВ и осуществляют сварку взрывом полученной сборки при скорости детонации заряда ВВ 1970-2400 м/с, при этом высоту заряда ВВ, а также сварочные зазоры между свариваемыми пластинами выбирают из условия получения скорости соударения верхней титановой пластины с медной в пределах 560-715 м/с, медной пластины с нижней титановой - 535-640 м/с, нижней титановой пластины с нижней медной - 410-470 м/с, отжиг сваренной заготовки для образования сплошных интерметаллидных прослоек между титаном и медью проводят при температуре, превышающей на 25-125°C температуру контактного плавления меди и титана, в течение 1-5 мин, с последующим охлаждением на воздухе.
В таких условиях силового и теплового воздействия на металлы происходит надежная сварка слоев из разнородных металлов по всем поверхностям контакта. Последующий отжиг сваренной многослойной заготовки на предложенных режимах обеспечивает возникновение и ускоренный рост сплошных теплозащитных интерметаллидных прослоек из меди и титана необходимой толщины за счет взаимной диффузии меди и титана, со значительным сокращением при этом времени на образование единицы толщины каждой прослойки. Титановые слои, совместно с теплозащитными интерметаллидными прослойками, обеспечивают повышенное термическое сопротивление при направлении теплопередачи поперек слоев с одной стороны композиционного материала, а медные слои, обладающие высокой теплопроводностью, обеспечивают пониженное термическое сопротивление материала в продольном направлении. Кроме того, титановые слои, совместно с медными слоями, снижают вероятность хрупкого разрушения интерметаллидных слоев при эксплуатации изделий из предлагаемого материала.
Предлагаемый способ получения композиционного материала медь-титан имеет существенные отличия в сравнении с прототипом как по внутреннему строению полученного материала и его теплофизическим характеристикам, так и по совокупности технологических приемов воздействия на свариваемые пластины и режимов осуществления способа. Так предложено составлять трехслойный пакет с размещением между пластинами из титана медной пластины с соотношением толщин слоев титан-медь-титан 1:(0,75-1,0):1 при толщине слоя титана равной 1,0-1,2 мм и устанавливать его со сварочным зазором над нижней медной пластиной, что создает необходимые условия для получения качественных сварных соединений титановых слоев с медными, а также экономный расход металлов в расчете на одно изделие. При толщине каждого слоя титана менее 1,0 мм происходит недопустимое снижение прочности получаемого материала при изгибающих нагрузках, затруднено обеспечение необходимых сварочных зазоров между ними и медной пластиной, что может привести к снижению качества сварных соединений титановых слоев с медными. Толщина титановых слоев выше предлагаемого предела является избыточной, поскольку в этом случае происходит излишний расход дорогостоящего титана в расчете на единицу массы получаемого материала.
Предложенное соотношение толщин слоев титан-медь-титан в трехслойном пакете 1:(0,75-1,0):1 является оптимальным, поскольку при таком соотношении толщин при сварке взрывом обеспечивается качественная сварка на всех межслойных границах. При отношении толщины каждого слоя титана к толщине медного в трехслойном пакете ниже нижнего предлагаемого предела возможно появление непроваров в зонах соединения слоев. При отношении толщины каждого слоя титана к толщине медного в трехслойном пакете выше верхнего предлагаемого предела толщина слоя меди становится избыточной, поскольку это приводит к излишнему расходу меди и затрудняет получение качественных сварных соединений между нижней титановой пластиной и смежными с ней медными слоями.
Предложено располагать на поверхности верхней титановой пластины заряд взрывчатого вещества и осуществлять сварку взрывом полученной сборки при скорости детонации заряда взрывчатого вещества 1970-2400 м/с, при этом высоту заряда взрывчатого вещества, а также сварочные зазоры между свариваемыми пластинами выбирать из условия получения скорости соударения верхней титановой пластины с медной в пределах 560-715 м/с, медной пластины с нижней титановой - 535-640 м/с, нижней титановой пластины с нижней медной - 410-470 м/с, что обеспечивает качественную сварку всех разнородных металлических слоев в пакете без нарушений сплошности и неконтролируемых деформаций, снижающих качество получаемых заготовок. При скорости детонации ВВ и скоростях соударения между свариваемыми металлическими слоями ниже нижних предлагаемых пределов возможно появление непроваров в зонах соединения слоев, снижающих качество получаемой продукции. При скорости детонации ВВ и скоростях соударения свариваемых пластин выше верхних предлагаемых пределов возможны неконтролируемые деформации металлических слоев с нарушениями их сплошности, что может привести к невозможности дальнейшего использования сваренных заготовок.
Предложено отжиг сваренной заготовки для образования сплошных теплозащитных интерметаллидных прослоек между титаном и медью проводить при температуре, превышающей на 25-125°C температуру контактного плавления меди и титана, в течение 1-5 мин, с последующим охлаждением на воздухе. При этом происходит ускоренное формирование между медными и титановыми слоями сплошных теплозащитных интерметаллидных прослоек оптимальной толщины, обладающих высокими теплозащитными свойствами. При температуре и времени отжига ниже нижнего предлагаемого предела толщина получаемых теплозащитных интерметаллидных прослоек оказывается недостаточной для обеспечения у них высокого термического сопротивления, а это значительно сужает возможные области применения получаемого материала.
Температура и время отжига выше верхнего предлагаемого предела являются избыточными, поскольку при этом толщина получаемых теплозащитных интерметаллидных прослоек оказывается чрезмерной, при этом повышается вероятность хрупкого разрушения получаемого материала при его эксплуатации в условиях циклических нагрузок.
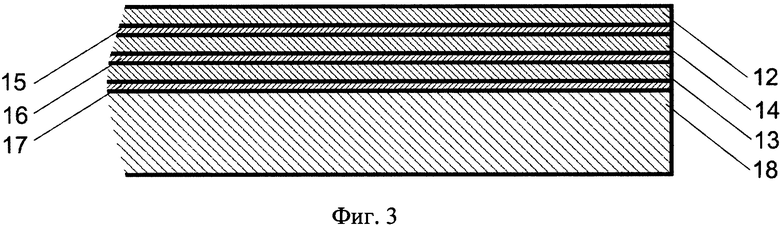
На фиг. 1 изображена схема сварки взрывом металлических пластин (вид сбоку), на фиг. 2 - вид по стрелке А на фиг. 1 (вид сверху), на фиг. 3 - поперечное сечение полученного материала по предлагаемому способу.
Предлагаемый способ получения композиционного материала медь-титан осуществляется в следующей последовательности. Очищают от окислов и загрязнений пластины из титана и меди, из которых сначала составляют трехслойный пакет с размещением между пластинами из титана 1, 2 медной пластины 3. Пластины в пакете располагают параллельно друг над другом на расстоянии технологических сварочных зазоров, при этом соотношение толщин слоев титан-медь-титан в пакете выбирают равным 1:(0,75-1,0):1 при толщине слоя титана равной 1,0-1,2 мм. Устанавливают трехслойный пакет со сварочным зазором над нижней медной пластиной 4. Сварочные зазоры фиксируют с помощью упоров 5. Полученную сборку располагают на основании 6, размещенном на грунте 7.
На поверхность верхней титановой пластины 1 укладывают защитную прослойку из высокоэластичного материала 8, защищающую поверхность верхней титановой пластины от локальных повреждений продуктами детонации ВВ, а на ее поверхности располагают контейнер, содержащий заряд ВВ 9 с генератором плоской детонационной волны 10. Сварку взрывом осуществляют с инициированием процесса детонации в заряде ВВ 9 с помощью электродетонатора 11 и генератора плоской детонационной волны 10. Направление детонации в заряде ВВ осуществляется вдоль свариваемых пластин. При сварке взрывом используют ВВ со скоростью детонации 1970-2400 м/с, при этом высоту заряда ВВ, а также сварочные зазоры между свариваемыми пластинами выбирают с помощью компьютерной технологии из условия получения скорости соударения верхней титановой пластины с медной в пределах V1=560-715 м/с, медной пластины с нижней титановой - V2=535-640 м/с, нижней титановой пластины с нижней медной - V3=410-470 м/с.
После сварки, например, на фрезерном станке обрезают боковые кромки с краевыми эффектами у сваренного пакета, на поверхности титановых слоев наносят технологическую обмазку для защиты от воздействия воздушной атмосферы, после чего полученную заготовку отжигают для образования сплошных интерметаллидных прослоек между титаном и медью, например, в электропечи, при температуре, превышающей на 25-125°C температуру контактного плавления меди и титана, в течение 1-5 мин, с последующим охлаждением на воздухе. После охлаждения удаляют с поверхности титана защитную обмазку и полученный композиционный материал медь-титан используют по назначению. Материал состоит из семи слоев (см. фиг. 3) и содержит с одной стороны наружный слой из титана 12, внутренний слой из титана 13, внутренний слой из меди 14, расположенный между титановыми слоями 12, 13 и теплозащитными интерметаллидными прослойками 15, 16, три сплошные теплозащитные интерметаллидные прослойки из титана и меди 15, 16, 17, а с другой стороны материал содержит наружный слой из меди 18. Слои из титана 12, 13 совместно с теплозащитными интерметаллидными прослойками 15, 16, 17 создают высокое термическое сопротивление материала при направлении теплопередачи в поперечном направлении, а внутренний слой из меди 14 и наружный слой из меди 18, обладающие высокой теплопроводностью, способствуют высокоэффективной теплопередаче вдоль и поперек этих слоев.
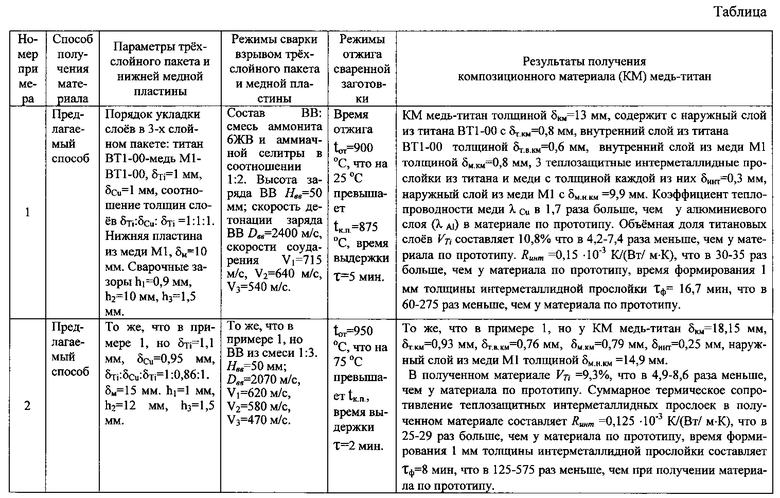
Пример 1 (см. таблицу, опыт 1)
Очищают от окислов и загрязнений пластины из титана марки ВТ1-00 и меди марки M1, из которых сначала составляют трехслойный пакет с размещением между пластинами из титана медной пластины. Пластины в пакете располагают параллельно друг над другом на расстоянии технологических сварочных зазоров. Устанавливают трехслойный пакет со сварочным зазором над пластиной из меди марки M1, расположенной на плоском основании длиной 270 мм, шириной 220 мм, толщиной 15 мм, например, из древесно-стружечной плиты, размещенном на грунте. Длина и ширина всех свариваемых пластин: длина 270 мм, ширина 220 мм. Толщина титановых пластин δTi=1 мм, толщина медной пластины в трехслойном пакете δCu=1 мм, толщина нижней медной пластины δм =10 мм, при этом соотношение толщин слоев титан-медь-титан в трехслойном пакете δCu:δTi:δCu равно 1:1:1. Толщина нижней медной пластины может быть 1 мм и более по усмотрению заказчика материала. При сборке пакета предварительно, с помощью компьютерной технологии, определяют величину необходимых сварочных зазоров h1, h2 и h3, где h1 - зазор между верхней титановой пластиной и расположенной под ней медной пластиной, h2 - зазор между медной пластиной и расположенной под ней нижней титановой пластиной, h3 - зазор между титановой пластиной и расположенной под ней нижней медной пластиной. Сварочные зазоры фиксируют с помощью упоров. Для сварки взрывом пакета из пластин выбираем ВВ из рекомендуемого диапазона со скоростью детонации Dвв=2400 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 33% порошкообразного аммонита 6ЖВ и 67% аммиачной селитры (соотношение 1:2). Взрывчатое вещество помещают в контейнер с обеспечением высоты заряда ВВ Hвв=50 мм, длиной 280 мм, шириной 230 мм. Размещают на поверхности верхней титановой пластины защитную прослойку из высокоэластичного материала - резины длиной 270 мм, шириной 220 мм, толщиной 1 мм, защищающую поверхность верхней титановой пластины от локальных повреждений продуктами детонации взрывчатого вещества, а на ее поверхности располагают контейнер с зарядом ВВ. Для получения скоростей соударения между собой металлических слоев в пакете в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величины сварочных зазоров равны: h1=0,9 мм, h2=10 мм, h3=1,5 мм, что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах свариваемого пакета: V1=715 м/с, V2=640 м/с, V3=540 м/с, где V1 - скорость соударения верхней титановой пластины с расположенной под ней медной, V2 - медной пластины с нижней титановой, V3 - нижней титановой пластины с нижней медной. Инициирование процесса детонации в заряде ВВ осуществляют с помощью электродетонатора.
После правки сваренного многослойного пакета на гидравлическом прессе и обрезки боковых кромок с краевыми эффектами на поверхность титанового слоя наносят удаляемую технологическую обмазку для защиты от воздействия воздушной атмосферы, например смесь жидкого стекла с оксидом хрома, устанавливают многослойный пакет в электропечи и производят отжиг при температуре 900°C, что на 25°C превышает температуру контактного плавления меди и титана tк.п=875°C в течение 5 мин, с последующим охлаждением на воздухе.
В результате получают композиционный материал медь-титан длиной 250 мм, шириной 200 мм, толщиной δкм=13 мм, содержащий с одной стороны наружный слой из титана ВТ1-00 толщиной δт.км=0,8 мм, внутренний слой из титана ВТ1-00 толщиной δт.в.км=0,6 мм, внутренний слой из меди M1 толщиной δм.км=0,8 мм, расположенный между титановыми слоями и теплозащитными интерметаллидными прослойками, три сплошные теплозащитные интерметаллидные прослойки из титана и меди с толщиной каждой из них δинт=0,3 мм, а с другой стороны КМ содержит наружный слой из меди M1 толщиной δм.н.км=9,9 мм.
В полученном материале объемная доля титановых слоев составляет 10,8%, что в 4,2-7,4 раза меньше, чем у материала по прототипу, у которого эта доля 45,4-80%. Суммарное термическое сопротивление теплозащитных интерметаллидных прослоек (отношение толщины прослоек к коэффициенту теплопроводности) Rинт в полученном материале составляет 0,15·10-3 К/(Вт/м·К), что в 30-35 раз больше, чем у материала по прототипу, время формирования 1 мм толщины теплозащитной интерметаллидной прослойки τф составляет 16,7 мин, что в 60-275 раз меньше, чем при получении материала по прототипу. Полученный материал содержит два медных слоя, у которых коэффициент теплопроводности в 1,7 раза больше, чем у алюминиевого слоя в материале по прототипу, что способствует высокой теплопроводности предлагаемого материала в продольном направлении.
Пример 2 (см. таблицу, опыт 2)
То же, что в примере 1, но внесены следующие изменения. Толщина титановых пластин δTi=1,1 мм, толщина медной пластины в трехслойном пакете δCu=0,95 мм, толщина нижней медной пластины δм=15 мм, при этом соотношение толщин слоев титан-медь-титан в трехслойном пакете δCu:δTi:δCu равно 1:0,86:1.
Для сварки взрывом пакета из пластин выбираем ВВ из рекомендуемого диапазона со скоростью детонации Dвв=2070 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 25% порошкообразного аммонита 6ЖВ и 75% аммиачной селитры (соотношение 1:3). Взрывчатое вещество помещают в контейнер с обеспечением высоты заряда ВВ Hвв=50 мм. Для получения скоростей соударения между собой металлических слоев в пакете в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величины сварочных зазоров равны: h1=1 мм, h2=12 мм, h3=1,5 мм, что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах свариваемого пакета: V1=620 м/с, V2=580 м/с, V3=470 м/с.
Отжиг сваренного многослойного пакета производят при температуре 950°C, что на 75°C превышает температуру контактного плавления меди и титана, в течение 2 мин.
В результате получают композиционный материал медь-титан длиной 250 мм, шириной 200 мм, толщиной δкм=18,15 мм, содержащий с одной стороны наружный слой из титана ВТ1-00 толщиной δт.км=0,93 мм, внутренний слой из титана ВТ1-00 толщиной δт.в.км=0,76 мм, внутренний слой из меди M1 толщиной δм.км=0,79 мм, расположенный между титановыми слоями и теплозащитными интерметаллидными прослойками, три сплошные теплозащитные интерметаллидные прослойки из титана и меди с толщиной каждой из них δинт=0,25 мм, а с другой стороны КМ содержит наружный слой из меди M1 толщиной δм.н.км=14,9 мм.
В полученном материале объемная доля титановых слоев составляет 9,3%, что в 4,9-8,6 раза меньше, чем у материала по прототипу. Суммарное термическое сопротивление теплозащитных интерметаллидных прослоек в полученном материале составляет Rинт=0,125·10-3 К/(Вт/м·К), что в 25-29 раз больше, чем у материала по прототипу, время формирования 1 мм толщины интерметаллидной прослойки составляет τф=8 мин, что в 125-575 раз меньше, чем при получении материала по прототипу.
Пример 3 (см. таблицу, опыт 3)
То же, что в примере 1, но внесены следующие изменения. Толщина титановых пластин δTi=1,2 мм, толщина медной пластины в трехслойном пакете δCu=0,9 мм, толщина нижней медной пластины δм=20 мм, при этом соотношение толщин слоев титан-медь-титан в трехслойном пакете δCu:δTi:δCu равно 1:0,75:1.
Для сварки взрывом пакета из пластин выбираем ВВ из рекомендуемого диапазона со скоростью детонации Dвв=1970 м/с. Такую скорость обеспечивает взрывчатое вещество, представляющее собой смесь из 20% порошкообразного аммонита 6ЖВ и 80% аммиачной селитры (соотношение 1:4). Взрывчатое вещество помещают в контейнер с обеспечением высоты заряда ВВ Hвв=60 мм. Для получения скоростей соударения между собой металлических слоев в пакете в пределах предлагаемого диапазона, при выбранных параметрах заряда ВВ, величины сварочных зазоров равны: h1=0,9 мм, h2=6 мм, h3=0,5 мм, что обеспечивает скорости соударения слоев при сварке взрывом на соответствующих межслойных границах свариваемого пакета: V1=560 м/с, V2=535 м/с, V3=410 м/с.
Отжиг сваренного многослойного пакета производят при температуре 1000°C, что на 125°C превышает температуру контактного плавления меди и титана, в течение 1 мин.
В результате получают композиционный материал медь-титан длиной 250 мм, шириной 200 мм, толщиной δкм=23,3 мм, содержащий с одной стороны наружный слой из титана ВТ1-00 толщиной δт.км=1,07 мм, внутренний слой из титана ВТ1-00 толщиной δт.в.км=0,94 мм, внутренний слой из меди M1 толщиной δм.км=0,76 мм, расположенный между титановыми слоями и теплозащитными интерметаллидными прослойками, три сплошные теплозащитные интерметаллидные прослойки из титана и меди с толщиной каждой из них δинт=0,2 мм, а с другой стороны КМ содержит наружный слой из меди M1 толщиной δм.н.км=19,9 мм.
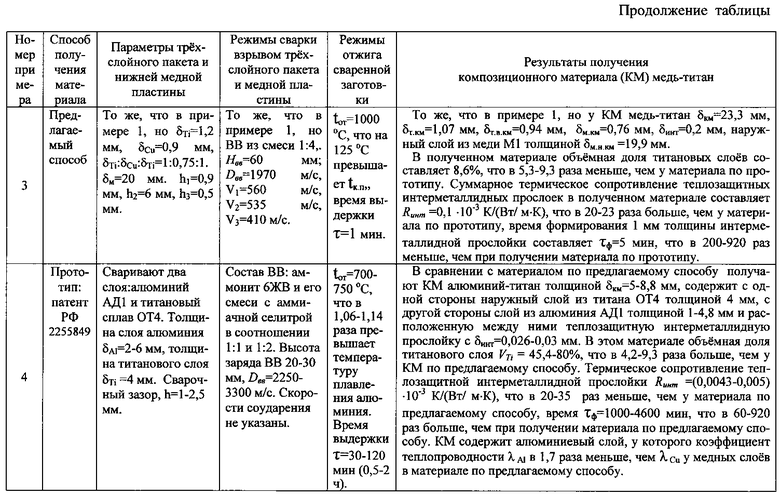
В полученном материале объемная доля титановых слоев составляет 8,6%, что в 5,3-9,3 раза меньше, чем у материала по прототипу. Суммарное термическое сопротивление теплозащитных интерметаллидных прослоек в полученном материале составляет Rинт=0,1·10-3 К/(Вт/м·К), что в 20-23 раза больше, чем у материала по прототипу, время формирования 1 мм толщины интерметаллидной прослойки составляет τф=5 мин, что в 200-920 раз меньше, чем при получении материала по прототипу.
При получении композиционного материала по прототипу (см. таблицу, пример 4) в сравнении с материалом по предлагаемому способу получают композиционный материал алюминий-титан толщиной δкм=5-8,8 мм, содержащий с одной стороны наружный слой из титана ОТ4 толщиной 4 мм, с другой стороны слой из алюминия АД1 толщиной 1-4,8 мм и расположенную между ними теплозащитную интерметаллидную прослойку толщиной δинт=0,026-0,03 мм. В этом материале объемная доля титанового слоя составляет 45,4-80%, что в 5,3-9,3 раза больше, чем у материала по предлагаемому способу. Термическое сопротивление теплозащитной интерметаллидной прослойки в этом материале составляет Rинт=(0,0043-0,005)·10-3 К/(Вт/м·К), что в 20-35 раз меньше, чем у материала по предлагаемому способу, время формирования 1 мм толщины теплозащитной интерметаллидной прослойки τф=1000-4600 мин, что в 60-920 раз больше, чем при получении материала по предлагаемому способу. Материал по прототипу содержит алюминиевый слой, у которого коэффициент теплопроводности в 1,7 раза меньше, чем у наружного и внутреннего медных слоев в материале по предлагаемому способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2014 |
|
RU2560897C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2563407C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2013 |
|
RU2533508C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2560896C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2574179C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2574177C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН-АЛЮМИНИЙ | 2008 |
|
RU2370350C1 |

Изобретение может быть использовано для получения сваркой взрывом композиционных материалов с особыми тепловыми свойствами, например, при изготовлении теплообменной аппаратуры, электроэнергетических установок и т.п. Между пластинами из титана размещают медную пластину с заданным соотношением толщин слоев. Осуществляют сварку взрывом полученной сборки при скорости детонации заряда ВВ 1970-2400 м/с. Высоту заряда ВВ и величину сварочных зазоров между свариваемыми пластинами выбирают из условия получения скорости соударения верхней титановой пластины с медной в пределах 560-715 м/с, медной пластины с нижней титановой - 535-640 м/с, нижней титановой пластины с нижней медной - 410-470 м/с. Проводят отжиг сваренной заготовки для образования сплошных интерметаллидных прослоек между титаном и медью при температуре, превышающей на 25-125°C температуру контактного плавления меди и титана, в течение 1-5 мин с последующим охлаждением на воздухе. Полученный композиционный материал медь-титан обладает высоким термическим сопротивлением теплозащитных интерметаллидных прослоек и теплопроводностью отдельных металлических слоев при сокращении времени на формирование единицы толщины теплозащитных интерметаллидных прослоек за счет высокой скорости их роста в процессе изготовления композиционного материала. 3 ил., 1 табл., 3 пр.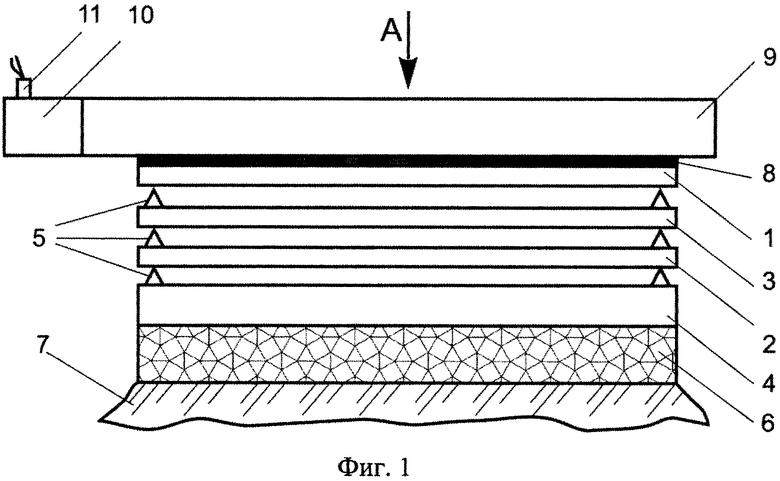
Способ получения композиционного материала медь-титан, включающий составление пакета из металлических слоев под сварку взрывом, размещение над ним заряда взрывчатого вещества, осуществление сварки взрывом и отжиг сваренной заготовки с формированием сплошной теплозащитной интерметаллидной прослойки между разнородными металлами, отличающийся тем, что составляют трехслойный пакет с размещением между пластинами из титана медной пластины с соотношением толщин слоев титан-медь-титан 1:(0,75-1,0):1 при толщине слоя титана равной 1,0-1,2 мм и устанавливают его со сварочным зазором над нижней медной пластиной, располагают на поверхности верхней титановой пластины заряд взрывчатого вещества и осуществляют сварку взрывом полученной сборки при скорости детонации заряда взрывчатого вещества 1970-2400 м/с, при этом высоту заряда взрывчатого вещества, а также сварочные зазоры между свариваемыми пластинами выбирают из условия получения скорости соударения верхней титановой пластины с медной в пределах 560-715 м/с, медной пластины с нижней титановой - 535-640 м/с, нижней титановой пластины с нижней медной - 410-470 м/с, отжиг сваренной заготовки для образования сплошных теплозащитных интерметаллидных прослоек между титаном и медью проводят при температуре, превышающей на 25-125°C температуру контактного плавления меди и титана, в течение 1-5 мин с последующим охлаждением на воздухе.
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2202456C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА АЛЮМИНИЙ-ТИТАН | 2004 |
|
RU2255849C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2074074C1 |
| Способ плакирования титана медью | 1981 |
|
SU1034864A1 |
| WO2010036139 A1, 01.04.2010 | |||

