Изобретение относится к технологии получения изделий с внутренними полостями с помощью энергии взрыва и может быть использовано при изготовлении, например, теплозащитных экранов, деталей термического и химического оборудования, теплорегуляторов и т.п.
Известен способ получения композиционных теплозащитных элементов с внутренней полостью с основой из титанового сплава ОТ4, плакированного медью М3 или алюминием АД1 с помощью энергии взрыва, при котором для формирования активной теплозащиты на поверхность заготовок заданной формы наносят противосварочную пасту по трафарету, соответствующему форме каналов хладоносителя, сваркой взрывом соединяют плакирующую заготовку с плакируемой, а затем осуществляют операцию формообразования (раздувания) внутреннего канала путем закачки в места, где отсутствует сварка между металлическими слоями жидкости высокого давления. Формирование пассивной теплозащиты происходит за счет создания на границе соединения металлов интерметаллидной прослойки заданной толщины при последующей термической обработке сваренных заготовок (Трыков Ю.П., Шморгун В.Г., Проничев Д.В. Комплексные технологии изготовления композиционных теплозащитных элементов /Сварочное производство. 2000, №6, с.40-43).
Недостатком данного способа является то, что теплозащитный интерметаллидный слой не является сплошным и образуется лишь на межканальных (плоских) участках изделия, а на участках металлических слоев, примыкающих к внутренним полостям изделия, теплозащитный слой отсутствует, внутренние полости изделия окружены разнородными материалами, поэтому теплообмен с окружающей средой неодинаков на разных участках изделия. Кроме того, полученные по этому способу изделия обладают повышенной склонностью к расслоению при динамических нагрузках, а это весьма ограничивает применение изделий, полученных данным способом в теплообменной аппаратуре.
Наиболее близким по техническому уровню и достигаемому результату является способ изготовления теплообменных композиционных элементов с внутренними полостями, в том числе с использованием слоев из алюминия, с помощью взрывных технологий, при котором на плакируемую заготовку, например из меди, наносят с помощью трафарета противосварочную пасту или краску на участки, где сварка не предусмотрена, сваркой взрывом приваривают плакирующий слой из другого металла, например из алюминия, проводят термическую обработку для снятия взрывного упрочнения металлов и повышения их деформационной способности, затем в специальном приспособлении формируют под действием гидравлического давления проходные каналы заданного сечения. Теплозащитные интерметаллидные слои на межканальных промежутках формируют высокотемпературной диффузионной термической обработкой полученных заготовок (Трыков Ю.П., Писарев С.П. Изготовление теплообменных композиционных элементов с помощью взрывных технологий / Сварочное производство. 1998, №6, с.34-37 - прототип).
Недостатком данного способа является то, что теплозащитные слои формируются лишь на межканальных участках изделия и отсутствуют на участках металлических слоев, контактирующих с внутренними каналами, термическое сопротивление на таких участках при направлении теплопередачи поперек слоев неодинаковое, при резких перепадах давления в жидкости-теплоносителе, пропускаемой через внутренние каналы изделия, возможно разрушение изделия по хрупкой интерметаллидной прослойке, повышенная склонность металлических слоев к коррозионному разрушению, поскольку внутренние полости изделия контактируют с разнородными металлами, что весьма ограничивает возможные области использования таких изделий в теплообменной аппаратуре.
В связи с этим важнейшей задачей является создание нового способа получения композиционных алюминиево-никелевых изделий с внутренними полостями сваркой взрывом со сплошными теплозащитными интерметаллидными прослойками между слоями алюминия и никеля, обеспечивающими его повышенные теплозащитные свойства, с одинаковым термическим сопротивлением при направлении теплопередачи поперек слоев, с однородным металлом, контактирующим с внутренними полостями изделия, с повышенной стойкостью к разрушению при резких перепадах давления во внутренней полости изделия, на базе нового технологического цикла формирования импульсов давления в свариваемых металлах с последующей термообработкой на оптимальных режимах, формированием внутренних полостей под действием гидравлического давления с последующим отжигом полученной заготовки для образования в изделии сплошных интерметаллидных прослоек с повышенными теплозащитными свойствами.
Техническим результатом заявленного способа является создание новой технологии получения композиционных алюминиево-никелевых изделий с внутренними полостями со сплошными интерметаллидными прослойками между слоями алюминия и никеля, обеспечивающими повышенные теплозащитные свойства, обеспечение одинакового термического сопротивления при направлении теплопередачи поперек слоев, однородность материала, контактирующего с каждой внутренней полостью изделия, повышение стойкости изделия к разрушению при резких перепадах давления в его внутренних полостях, повышение коррозионной стойкости металлических слоев, контактирующих с внутренними полостями изделия, на основе оптимального выбора толщин слоев в свариваемом четырехслойном пакете, оптимального размещения на одном из его металлических слоев противосварочных полос из высокоэффективного материала, выбора оптимальных режимов сварки взрывом, термической обработки, обеспечивающих целостность металлических слоев при последующем формировании внутренних полостей, отжига, обеспечивающего образование между слоями алюминия и никеля сплошных теплозащитных интерметаллидных прослоек.
Указанный технический результат достигается тем, что заявлен способ получения композиционных алюминиево-никелевых изделий с внутренними полостями сваркой взрывом, включающий разметку металлического слоя с помощью трафарета, нанесение противосварочного вещества на участки, где сварка не предусмотрена, составление пакета из металлических слоев, размещение над ним защитной металлической прослойки с зарядом взрывчатого вещества, осуществление сварки взрывом, термическую обработку для повышения деформационной способности сваренных металлических слоев, формирование гидравлическим давлением внутренних полостей, отжиг для формирования диффузионных теплозащитных интерметаллидных прослоек, отличающийся тем, что составляют пакет из четырех металлических слоев с размещением между алюминиевыми пластинами одинаковых никелевых пластин, в котором соотношение толщин слоев алюминия и никеля составляет 1:(0,4-0,67) при толщине каждого слоя никеля 0,8-1 мм, предварительно на верхнюю поверхность нижней никелевой пластины наносят слои из противосварочного вещества в виде полос с расстоянием между ними не менее 12 мм, при этом в качестве противосварочного вещества предложено использовать сверхвысокомолекулярный полиэтилен, сварку взрывом пакета осуществляют при скорости детонации заряда взрывчатого вещества 2200-2770 м/с, отношение удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, алюминиевой и никелевых пластин, а также сварочные зазоры между слоями пакета выбирают из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-430 м/с, никелевых пластин - 450-470 м/с, нижней никелевой с нижней алюминиевой - 400-440 м/с, термообработку сваренной заготовки проводят при температуре 400-430°С в течение 0,3-0,5 часов, отжиг для образования сплошных диффузионных теплозащитных интерметаллидных прослоек проводят при температуре 480-520°С в течение 1,5-3 часов с охлаждением на воздухе, с получением цельносварного композиционного изделия с внутренними полостями со сплошными диффузионными теплозащитными интерметаллидными прослойками между слоями алюминия и никеля.
В таких условиях силового и теплового воздействия на металлы происходит надежная сварка всех слоев пакета по всем поверхностям контакта без оплавов, непроваров и других дефектов, а в тех местах, где на никелевый слой нанесены полосы из противосварочного вещества, сварка между слоями никеля полностью отсутствует. Термическая обработка на предложенных режимах обеспечивает повышенную деформационную способность всех слоев сваренного пакета при формировании внутренних полостей гидравлическим давлением, а в процессе отжига происходят возникновение и рост сплошных теплозащитных интерметаллидных прослоек необходимой толщины, придающих полученному изделию повышенные теплозащитные свойства.
Новый способ получения композиционных алюминиево-никелевых изделий с внутренними полостями сваркой взрывом имеет существенные отличия по сравнению с прототипом как по построению схемы сварки взрывом многослойного пакета, так и по совокупности технологических приемов и режимов при осуществлении способа.
Так, предложено составлять пакет из четырех металлических слоев с размещением между алюминиевыми пластинами одинаковых никелевых пластин, в котором соотношение толщин слоев алюминия и никеля составляет 1:(0,4-0,67) при толщине каждого слоя никеля 0,8-1 мм. При толщине каждого слоя никеля менее 0,8 мм из-за низкой прочности никеля на изгиб затруднено обеспечение постоянных сварочных зазоров между слоями пакета, что может приводить к снижению качества сварных соединений между алюминием и никелем, а также между никелевыми слоями. Толщина пластин никеля более 1 мм является избыточной, поскольку это приводит к повышенному расходу дорогостоящего никеля в расчете на одно изделие, затрудняет деформирование внутренних полостей. Никелевые пластины в пакете предложено использовать одинаковыми, что обеспечивает одинаковые условия деформирования металлов при получении в изделии внутренних полостей. Соотношение толщин слоев алюминия и никеля 1:(0,4-0,67) является оптимальным, поскольку при этом создаются благоприятные условия для образования качественных сварных соединений при сварке взрывом при минимальном расходе дорогостоящего никеля, в расчете на одно изделие. При величине этого соотношения ниже нижнего предлагаемого предела толщина алюминиевых пластин оказывается недостаточной, при сварке взрывом у этих пластин возможны неконтролируемые деформации, что ухудшает качество полученных изделий. Величина соотношения толщин слоев алюминия и никеля выше верхнего предлагаемого предела является избыточной, поскольку это приводит к созданию неоправданно высокой объемной доли малопрочных алюминиевых слоев в объеме композиционного изделия, излишнему расходу алюминия в расчете на одно изделие.
Предложено перед составлением пакета на верхнюю поверхность нижней никелевой пластины наносить слои из противосварочного вещества в виде полос с расстоянием между ними не менее 12 мм. При ширине промежутков между противосварочными полостями менее 12 мм возможно получение некачественных малогерметичных соединений между пластинами никеля при сварке взрывом. Ширина промежутков между противосварочными полостями более 12 мм на качестве сварных соединений не отражается и может изменяться в большую сторону без ограничений.
Предложено сварку взрывом пакета осуществлять при скорости детонации заряда взрывчатого вещества 2200-2770 м/с, отношение удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, алюминиевой и никелевых пластин, а также сварочные зазоры между слоями пакета предложено выбирать из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-430 м/с, никелевых пластин - 450-470 м/с, нижней никелевой с нижней алюминиевой - 400-440 м/с, что обеспечивает надежную сварку слоев пакета по всем поверхностям контакта без непроваров, оплавленных участков и других дефектов. При скорости детонации взрывчатого вещества и скоростях соударения ниже нижних предлагаемых пределов возможно появление в зонах сварки слоев непроваров, что снижает качество получаемого изделия. При скорости детонации взрывчатого вещества и скоростях соударения свариваемых пластин выше верхних предлагаемых пределов повышается вероятность появления оплавов в зонах соединения слоев, а также вероятность частичного нарушения сплошности металлов, что делает полученные заготовки непригодными для последующих технологических операций получения изделия.
Предложено термообработку сваренной заготовки проводить при температуре 400-430°С в течение 0,3-0,5 часов, что обеспечивает необходимую пластичность всех металлических слоев перед операцией формирования внутренних полостей изделия гидравлическим давлением. Температура термообработки и время выдержки выше верхнего предлагаемого предела являются избыточными, поскольку при этом может происходить нежелательное образование интерметаллидных прослоек между слоями алюминия и никеля, что может приводить к расслоениям заготовки при деформировании металлических слоев в процессе последующего формирования внутренних полостей.
Предложено операцию отжига для образования сплошных диффузионных теплозащитных интерметаллидных прослоек проводить при температуре 480-520°С в течение 1,5-3 часов с охлаждением на воздухе, что способствует получению теплозащитных интерметаллидных прослоек оптимальной толщины, обеспечивающих достаточно высокое и одинаковое термическое сопротивление при направлении теплопередачи поперек слоев. Температура и время отжига ниже нижнего предлагаемого предела приводят к тому, что толщина интерметаллидной прослойки может оказаться недостаточной, что снижает теплофизические свойства получаемого изделия. Температура и время отжига выше верхнего предлагаемого предела являются избыточными, поскольку это может привести к образованию слишком толстых интерметаллидных прослоек, склонных к хрупкому разрушению при резких перепадах давления во внутренних полостях изделия. Охлаждение с температур отжига предложено осуществлять на воздухе, поскольку такой режим является наиболее экономичным, обеспечивающим целостность материала и отсутствие расслоений на межслойный границах.
В результате получают цельносварное композиционное изделие с внутренними полостями со сплошными диффузионными теплозащитными интерметаллидными прослойками между слоями алюминия и никеля.
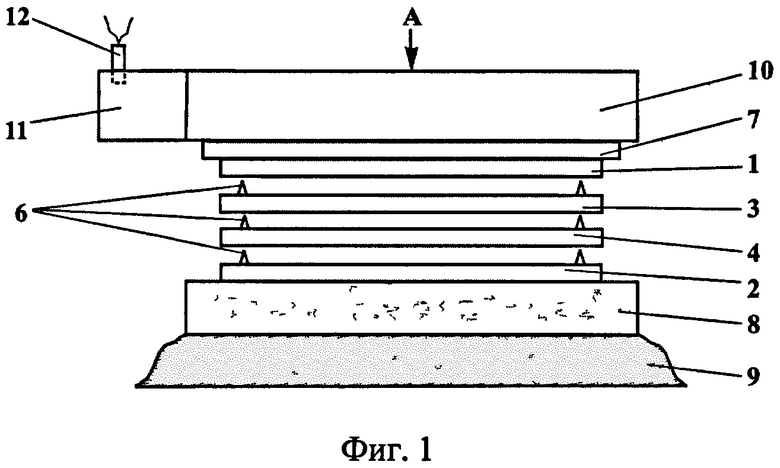
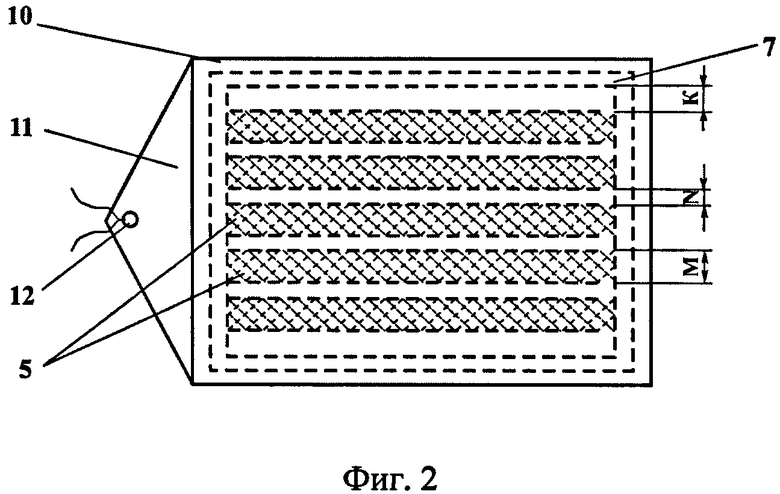
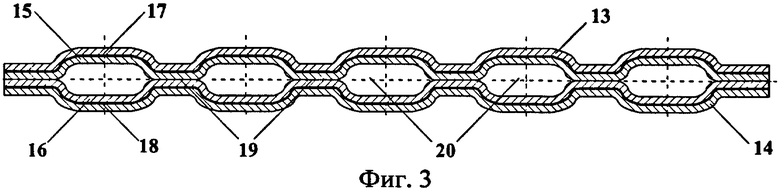
На фиг.1 изображена схема сварки взрывом (вид сбоку), на фиг.2 - вид по стрелке А на фиг.1, на фиг.3 - поперечное сечение сваренного изделия с внутренними полостями, где 13 и 14 - сдеформированные алюминиевые пластины, 15 и 16 - сдеформированные никелевые пластины, 17, 18 - диффузионные теплозащитные интерметаллидные прослойки, 19 - зоны сварки никелевых пластин между собой, 20 - внутренние полости изделия.
Предлагаемый способ получения алюминиево-никелевых изделий с внутренними полостями сваркой взрывом осуществляется в следующей последовательности. Очищают соединяемые металлические поверхности от окислов и загрязнений, составляют пакет из четырех металлических слоев с размещением между алюминиевыми пластинами 1, 2 верхней 3 и нижней 4 никелевых пластин с одинаковыми размерами. Предварительно на верхнюю поверхность нижней никелевой пластины 4 наносят слои противосварочного вещества в виде полос 5, шириной, равной М, минимальное расстояние между противосварочными полосами N=12 мм. Пластины в пакете располагают параллельно друг над другом с помощью упоров 6 на расстоянии сварочных зазоров. На поверхность верхней алюминиевой пластины 1 пакета укладывают защитную металлическую прослойку 7, защищающую наружную поверхность верхней алюминиевой пластины от повреждений при детонации взрывчатого вещества (ВВ). Устанавливают полученный пакет на плоское основание 8, размещенное на грунте 9, устанавливают на поверхность защитной металлической прослойки контейнер с зарядом взрывчатого вещества 10 со скоростью детонации 2200-2770 м/с, с генератором плоской детонационной волны 11. Отношение удельной массы (произведение толщины на плотность) заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, алюминиевой 1 и никелевых пластин 3, 4, а также сварочные зазоры между слоями пакета выбирают из условия получения скорости соударения верхней алюминиевой пластины 1 с никелевой 3 V1=370-430 м/с, никелевых пластин между собой V2=450-470 м/с, нижней никелевой пластины 4 с нижней алюминиевой 2 - V3=400-440 м/с. Инициирование процесса детонации в зарядах взрывчатого вещества осуществляют с помощью электродетонатора 12.
Термообработку сваренной заготовки проводят при температуре 400-430°С в течение 0,3-0,5 часов. После термообработки осуществляют формирование в специальной оснастке с помощью гидравлического давления внутренних полостей необходимого профиля, а затем производят отжиг полученной заготовки при температуре 480-520°С в течение 1,5-3 часов с последующим охлаждением на воздухе.
В результате получают цельносварное композиционное изделие с внутренними полостями со сплошными диффузионными теплозащитными прослойками между слоями алюминия и никеля, при этом обеспечиваются одинаковое термическое сопротивление при направлении теплопередачи поперек слоев, а также однородность материала слоев, контактирующих с внутренними полостями изделия, что способствует повышению коррозионной стойкости, полученное изделие обладает также повышенной стойкостью к разрушению при резких перепадах давления в его внутренних полостях.
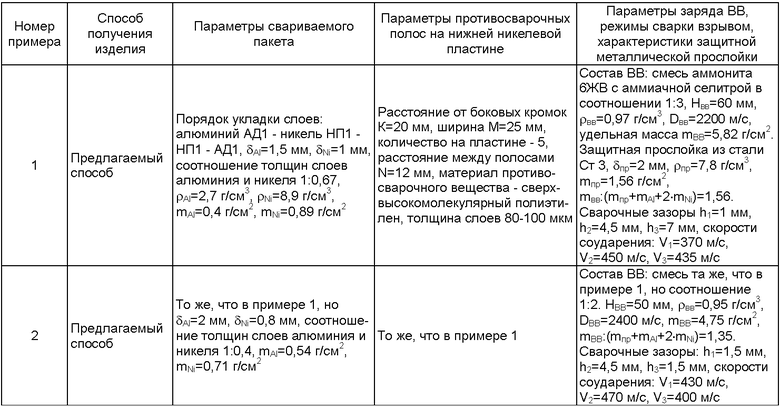
Пример 1 (см. таблицу, пример 1)
Очищают соединяемые металлические поверхности от окислов и загрязнений, составляют пакет под сварку взрывом. Порядок чередования слоев в пакете: алюминий АД1 - никель НП1-НП1-АД1. Размеры алюминиевых пластин: длина 300 мм, ширина 215 мм, толщина каждой пластины δAl=1,5 мм. Длина и ширина никелевых пластин такие же, как у алюминиевых, но толщина каждой пластины δNi =1 мм, соотношение толщин слоев алюминия и никеля 1:0,67. Плотность алюминия ρAl=2,7 г/см3, удельная масса каждой алюминиевой пластины mAl=δAl·ρAl=0,15·2,7=0,405 г/см2. Плотность никеля ρNi=8,9 г/см3, удельная масса каждой никелевой пластины mNi=δNi·ρNi=0,1·8,9=0,89 г/см2. Предварительно на верхнюю поверхность нижней никелевой пластины наносят слои противосварочного вещества, например сверхвысокомолекулярный полиэтилен, толщиной 80-100 мкм по патенту РФ №2171149, в соответствии с которым активированный взрывом порошок сверхвысокомолекулярного полиэтилена наносят, например, пневматическим напылением на предварительно нагретое изделие. Такое покрытие обладает повышенной прочностью сцепления полимера с металлом и весьма надежно защищает никелевые слои от сваривания или схватывания в процессе сварки взрывом. Ширина противосварочных полос М выбирается с учетом необходимых размеров площади поперечного сечения каждой внутренней полости. В данном примере M=25 мм, расстояние от боковых кромок пластины до краев противосварочных полос K=20 мм. Расстояние между противосварочными полосами N=12 мм, что соответствует минимально допустимому значению. Пластины в пакете располагают параллельно друг над другом, сварочные зазоры между пластинами фиксировали с помощью упоров, например из алюминия. Поверхность верхней алюминиевой пластины смазывали противосварочной смазкой, например литолом, и укладывали на нее защитную металлическую прослойку, например из стали Ст3. Ширина прослойки 225 мм, длина 310 мм, толщина δпр=2 мм. Плотность материала прослойки ρпр=7,8 г/см3, ее удельная масса mпр=δпр·ρпр=0,2·7,8=1,56 г/см2. Устанавливают полученный пакет на плоское основание, например из древесностружечной плиты, размещенное на песчаном грунте. Длина и ширина плиты соответствуют размерам алюминиевой пластины, а толщина равна 20 мм. Устанавливают на наружную поверхность металлической прослойки контейнер с основным зарядом взрывчатого вещества и вспомогательным зарядом-генератором плоской детонационной волны, например из аммонита 6ЖВ. В качестве основного заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 1:3. Высота заряда ВВ HВВ=60 мм, его длина 350 мм, ширина 270 мм, его плотность ρвв=0,97 г/см3, удельная масса заряда ВВ mВВ=HВВ·ρвв=6·0,97=5,82 г/см2. Скорость детонации DВВ=2200 м/с. При выбранных параметрах схемы сварки взрывом отношение удельной массы заряда ВВ к сумме удельных масс защитной металлической прослойки, алюминиевой и никелевых пластин равно mВВ:(mпр+mAl+2·mNi)=5,82:(1,56+0,4+2·0,89)=1,56. С учетом этого соотношения удельных масс, с помощью компьютерных технологий определяли сварочные зазоры, обеспечивающие необходимые для надежной сварки скорости соударения пластин. В данном примере сварочный зазор между верхней алюминиевой и верхней никелевой пластиной составлял h1=1 мм, зазор между никелевыми пластинами h2=4,5 мм, между нижней никелевой и нижней алюминиевой пластинами h3=7 мм. Сварку взрывом осуществляли инициированием процесса детонации в зарядах ВВ с помощью электродетонатора. При выбранных режимах скорость соударения верхней алюминиевой пластины с верхней никелевой составляла V1=370 м/с, скорость соударения никелевых пластин V2=450 м/с, скорость соударения нижней никелевой пластины с нижней алюминиевой V3=435 м/с. Термообработку сваренной заготовки производили в муфельной электропечи при температуре tт=400°С в течение τт=0,5 часа. После термообработки, например, с помощью абразивного инструмента удаляли боковые кромки заготовки с краевыми эффектами на ширине 5 мм по всему ее периметру. После этого производили формирование внутренних полостей, имеющих форму, как на фиг.3, с помощью специальной оснастки методом их раздувания под действием гидравлического давления. Ширина каждой внутренней полости составляла 25 мм, высота - 4 мм.
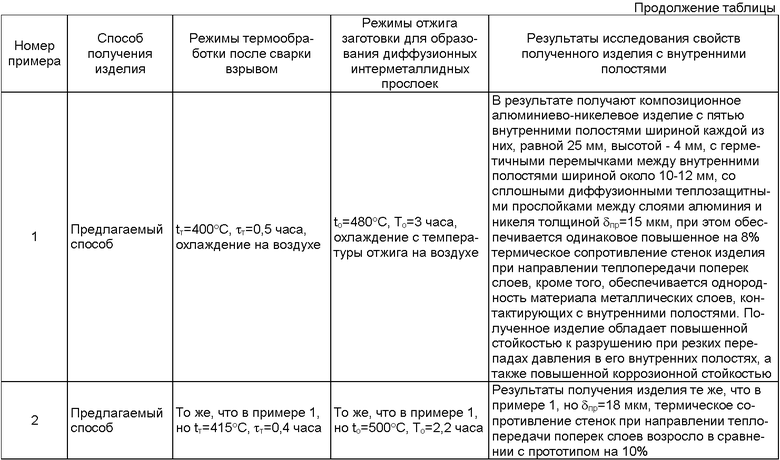
После формирования (раздувания) внутренних полостей производят отжиг полученной заготовки при температуре to=480°С в течение τо=3 часов с последующим охлаждением на воздухе. В процессе отжига получают сплошные интерметаллидные прослойки между слоями алюминия и никеля толщиной δпр=15 мкм. Коэффициент теплопроводности материала прослоек λпр=7,5 Вт/(м·К), термическое сопротивление Rпр=δпр:λпр=0,000015:7,5=2-10-6 К/(Вт/м2). Коэффициент теплопроводности алюминия АД1 λAl=230 Вт/(м·К), термическое сопротивление каждого алюминиевого слоя RAl=δAl:λAl=0,0015:230=6,5·10-6 К/(Вт/м2). Коэффициент теплопроводности никеля λNi=62 Вт/(м·К), термическое сопротивление каждого никелевого слоя RNi=δNi:λNi=0,001:62=16,1·10-6 К/(Вт/м2). Термическое сопротивление каждой стенки композиционного изделия, отделяющей внутреннюю полость от окружающей среды, при направлении теплопередачи поперек слоев с учетом вклада интерметаллидной прослойки Rком=RAl+Rпр+RNi=6,5·10-6+2·10-6+16,1·10-6=24,6·10-6 К/(Вт/м2). Таким образом, благодаря сплошным интерметаллидным прослойкам между слоями алюминия и никеля термическое сопротивление каждой стенки изделия Rком возросло на 8%, что способствует снижению потерь тепла в окружающую среду при прокачивании жидкостей-теплоносителей через внутренние полости изделия. Материал противосварочного вещества - сверхвысокомолекулярный полиэтилен - в процессе отжига деструктирует и самопроизвольно удаляется из внутренних полостей. Его остатки легко удаляются путем пропускания через внутренние полости жидкости повышенного давления, в качестве которой, например, можно использовать воду, содержащую частицы абразивного порошка.
В результате получают композиционное алюминиево-никелевое изделие с пятью внутренними полостями шириной каждой из них, равной 25 мм, высотой - 4 мм, с герметичными перемычками между внутренними полостями шириной около 12 мм, со сплошными диффузионными теплозащитными прослойками между слоями алюминия и никеля, при этом обеспечивается одинаковое, повышенное на 8% термическое сопротивление стенок изделия при направлении теплопередачи поперек слоев, а также обеспечивается однородность материала металлических слоев, контактирующих с внутренними полостями. Никелевые слои образуют вокруг полостей замкнутые контуры. Никель обладает повышенной коррозионной стойкостью, что позволяет пропускать через внутренние полости изделия жидкости-теплоносители, обладающие повышенной химической активностью. Полученное изделие обладает повышенной стойкостью к разрушению при резких перепадах давления в его внутренних полостях.
Пример 2 (см. таблицу, пример 2)
То же, что в примере 1, но внесены следующие изменения. Толщина каждой алюминиевой пластины δAl=2 мм, каждой никелевой - δNi=0,8 мм, соотношение толщин слоев алюминия и никеля 1:0,4. Удельная масса каждой алюминиевой пластины mAl=δAl·ρAl=0,2·2,7=0,54 г/см2. Удельная масса каждой никелевой пластины mNi=δNi·ρNi=0,08·8,9=0,71 г/см2. В качестве основного заряда ВВ использовали смесь аммонита 6ЖВ с аммиачной селитрой в соотношении 1:2. Высота заряда ВВ HВВ=50 мм, плотность ρвв=0,95 г/см3, удельная масса mВВ=HВВ·ρвв=5·0,95=4,75 г/см2. Скорость детонации ВВ DBB=2400 м/с. Отношение удельной массы ВВ к сумме удельных масс защитной металлической прослойки, алюминиевой и никелевых пластин равно: mВВ:(mпр+mAl+2·mNi)=4,75:(1,56+0,54+2·0,71)=1,35. Сварочный зазор между верхней алюминиевой и верхней никелевой пластинами h1=1,5 мм, скорость соударения этих пластин при сварке взрывом V1=430 м/с. Сварочный зазор между никелевыми пластинами h2=4,5 мм, скорость соударения этих пластин при сварке взрывом V2=470 м/с. Сварочный зазор между нижней никелевой и нижней алюминиевой пластинами h3=1,5 мм, скорость соударения этих пластин V3=400 м/с.
Термообработку сваренной заготовки производили при температуре tт=415°С в течение τт=0,4 часа. Отжиг заготовки после формирования внутренних полостей методом раздувания проводили при температуре to=500°C в течение τо=2,2 часов. Средняя толщина полученных в результате отжига диффузионных теплозащитных интерметаллидных прослоек между слоями алюминия и никеля δпр=18 мкм. Термическое сопротивление каждой прослойки Rпр=δпр:λпр=0,000018:7,5=2,4·10-6 К/(Вт/м2). Термическое сопротивление алюминиевой пластины RAl=δAl:λAl=0,002:230=8,7·10-6 К/(Вт/м2). Термическое сопротивление каждого никелевого слоя RNi=δNi:λNi=0,0008:62=12,9·10-6 К/(Вт/м2). Термическое сопротивление каждой трехслойной стенки композиционного изделия Rком=RAl+Rпр+RNi=8,7·10-6+2,4·10-6+12,9·10-6=24·10-6 К/(Вт/м2). Таким образом, благодаря образованию сплошных диффузионных интерметаллидных прослоек термическое сопротивление каждой стенки изделия, отделяющей каждую внутреннюю полость изделия от окружающей среды, возросло на 10%.
Результаты получения изделия те же, что в примере 1, но термическое сопротивление стенок при направлении теплопередачи поперек слоев возросло в сравнении с прототипом на 10%.
Пример 3 (см. таблицу, пример 3)
То же, что в примере 1, но внесены следующие изменения. Толщина каждой алюминиевой пластины δAl=1,8 мм, каждой никелевой - δNi=0,9 мм, соотношение толщин слоев алюминия и никеля 1:0,5. Удельная масса каждой алюминиевой пластины mAl=δAl·ρAl=0,18·2,7=0,49 г/см2. Удельная масса каждой никелевой пластины mNi=δNi·ρNi=0,09·8,9=0,8 г/см2. В качестве основного заряда ВВ использовали смесь аммонита 6ЖВ и аммиачной селитры в соотношении 1:1. Высота заряда ВВ HВВ=40 мм, его плотность ρВВ=0,9 г/см3. Удельная масса mВВ=НВВ·ρВВ=4·0,9=3,6 г/см2. Скорость детонации ВВ DBB=2770 м/с. Соотношение удельных масс составляет mВВ:(mпр+mAl+2·mNi)=3,6:(1,56+0,49+2·0,8)=0,99. Сварочный зазор h1=0,8 мм, скорость соударения V1=390 м/с. Сварочный зазор h2=3,5 мм, скорость соударения V2=460 м/с. Сварочный зазор h3=3 мм, скорость соударения V3=410 м/с.
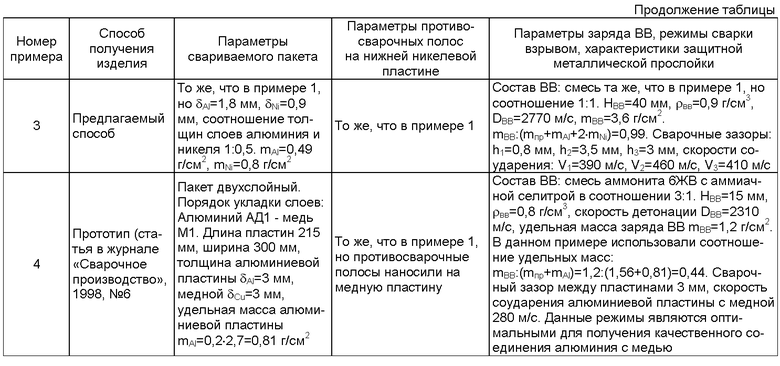
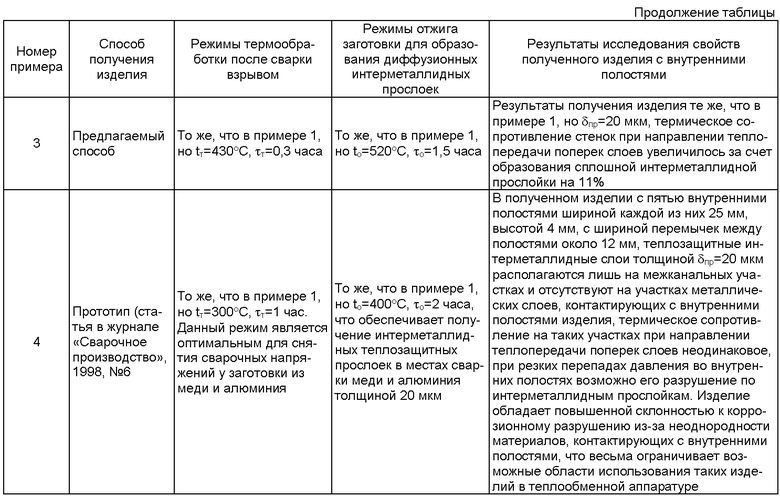
Температура термообработки сваренной заготовки tт=430°С, время выдержки τт=0,3 часа. Отжиг заготовки после формирования внутренних полостей проводили при температуре to=520°С в течение 1,5 часов. Средняя толщина полученных в результате отжига диффузионных интерметаллидных прослоек δпр=20 мкм. Термическое сопротивление каждой прослойки Rпр=δпр:λпр=0,00002:7,5=2,7·10-6 К/(Вт/м2). Термическое сопротивление алюминиевой пластины RAl=δAl:λAl=0,0018:230=7,8·10-6 К/(Вт/м2). Термическое сопротивление каждого никелевого слоя RNi=δNi:λNi=0,0009:62=14,5·10-6 К/(Вт/м2). Термическое сопротивление каждой стенки композиционного изделия Rком=RAl+RNi+Rпр=7,8·10-6+14,5 ·10-6+2,7·10-6=25-10-6 К/(Вт/м2). Благодаря образованию диффузионной интерметаллидной прослойки Rком каждой стенки повысилось на 11%.
Результаты получения изделия те же, что в примере 1, но термическое сопротивление стенок при направлении теплопередачи поперек слоев за счет образования сплошной интерметаллидной прослойки увеличилось на 11%.
При получении композиционных изделий с внутренними полостями по прототипу (см. таблицу, пример 4) теплозащитные интерметаллидные слои располагаются лишь на межканальных участках изделия и отсутствуют на участках металлических слоев, контактирующих с внутренними полостями изделия, термическое сопротивление на таких участках при направлении теплопередачи поперек слоев неодинаковое, при резких перепадах давления во внутренних полостях изделия возможно его разрушение по интерметаллидным прослойкам. Изделие обладает повышенной склонностью к коррозионному разрушению из-за неоднородности материалов, контактирующих с внутренними полостями изделия, что весьма ограничивает возможные области использования таких изделий в теплообменной аппаратуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2488469C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2486042C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2488468C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2486043C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2563407C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2014 |
|
RU2560896C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
Изобретение может быть использовано при изготовлении, например, теплозащитных экранов, деталей термического и химического оборудования, теплорегуляторов и т.п. Составляют пакет из четырех металлических слоев с размещением между алюминиевыми пластинами одинаковых никелевых пластин с заданным соотношением толщин слоев алюминия и никеля. Предварительно на верхнюю поверхность нижней никелевой пластины наносят слои из противосварочного вещества, в качестве которого используют сверхвысокомолекулярный полиэтилен. Осуществляют сварку взрывом пакета при скорости детонации заряда взрывчатого вещества 2200-2770 м/с и регламентированных скоростях соударения свариваемых пластин. Проводят термообработку сваренной заготовки и формируют внутренние полости посредством гидравлического давления. Проводят отжиг для образования сплошных диффузионных теплозащитных интерметаллидных прослоек с охлаждением на воздухе. В результате получают композиционное алюминиево-никелевое изделие с внутренними полостями, обладающее высоким термическим сопротивлением стенок изделия при направлении теплопередачи поперек слоев, повышенной стойкостью к разрушению при резких перепадах давления в его внутренних полостях, а также более высокой коррозионной стойкостью. 1 з.п. ф-лы, 3 ил., 1 табл.
1. Способ получения композиционных алюминиево-никелевых изделий с внутренними полостями сваркой взрывом, включающий разметку металлического слоя с помощью трафарета, нанесение противосварочного вещества на участки, в которых сварка не предусмотрена, составление пакета из металлических слоев, размещение над ним защитной металлической прослойки с зарядом взрывчатого вещества, осуществление сварки взрывом, термическую обработку для повышения деформационной способности сваренных металлических слоев, формирование гидравлическим давлением внутренних полостей и отжиг для формирования диффузионных теплозащитных интерметаллидных прослоек, отличающийся тем, что составляют пакет из четырех установленных со сварочными зазорами металлических слоев с размещением между алюминиевыми пластинами одинаковых никелевых пластин, в котором соотношение толщин слоев алюминия и никеля составляет 1:(0,4-0,67) при толщине каждого слоя никеля 0,8-1 мм, при этом слои из противосварочного вещества предварительно наносят на верхнюю поверхность нижней никелевой пластины в виде полос с расстоянием между ними не менее 12 мм, сварку взрывом пакета осуществляют при скорости детонации заряда взрывчатого вещества 2200-2770 м/с, отношение удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, алюминиевой и никелевых пластин, а также сварочные зазоры между слоями пакета выбирают из условия получения скорости соударения верхней алюминиевой пластины с никелевой в пределах 370-430 м/с, никелевых пластин - 450-470 м/с, нижней никелевой с нижней алюминиевой - 400-440 м/с, термообработку сваренной заготовки проводят при температуре 400-430°С в течение 0,3-0,5 ч, отжиг для образования сплошных диффузионных теплозащитных интерметаллидных прослоек проводят при температуре 480-520°С в течение 1,5-3 ч с охлаждением на воздухе и с получением композиционного изделия с внутренними полостями со сплошными диффузионными теплозащитными интерметаллидными прослойками между слоями алюминия и никеля.
2. Способ по п.1, отличающийся тем, что в качестве противосварочного вещества используют сверхвысокомолекулярный полиэтилен.
| ТРЫКОВ Ю.П | |||
| и др | |||
| Изготовление теплообменных композиционных элементов с помощью взрывных технологий, Сварочное производство | |||
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРКОЙ ВЗРЫВОМ ИЗДЕЛИЙ С ВНУТРЕННИМИ КАНАЛАМИ | 1999 |
|
RU2152859C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА АЛЮМИНИЙ-ТИТАН | 2004 |
|
RU2255849C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 2003 |
|
RU2243871C1 |
| DE 3528494 A1, 12.02.1987. | |||

