Этот недостаток особенно сильно проявляется при изготовлении Конических обечаек из листов большой толщины (более 20 мм) , а также ц3 металлов и сплавов с высоким .пределом текучести, когда возникают значительные осевые усилия. Кроме того, эти усилия приводят кскручиванию корпуса f даже к его разрушению. Целью изобретения является исключение повреждений рабочих поверхностей Ю валков.
С этой целью в приспособлении к четырехвалковым вальцам для изготов ления конических обечаек, содержащем установленный На верхнем валке корпус 5 с двумя щеками и закрепленными на них упорами, корпус снабжен самоустанавливающимися опорами и вьтолнен в виде кольца, свободно охватьтаюа1его валок и имеющего четыре расположенные сим- 2п метрично по окружности прилива с окнами, в которых смонтированы самоустанавливающиеся опоры, а в средней части каждой щеки с нижней стороны смонтировано по одному ограничителю 45 поворота корпуса вокруг верхнего валка, которыми снабжено приспособление.
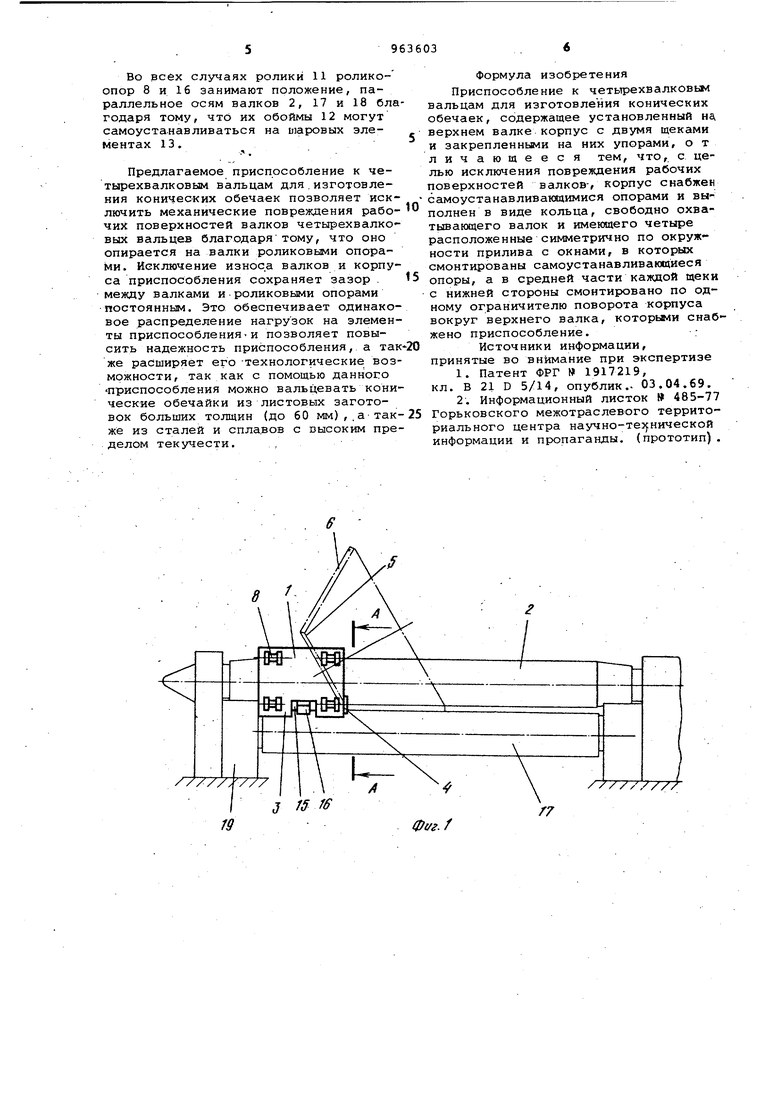
На фиг. 1 изображено предлагаемое приспособление, устанавливаемое на
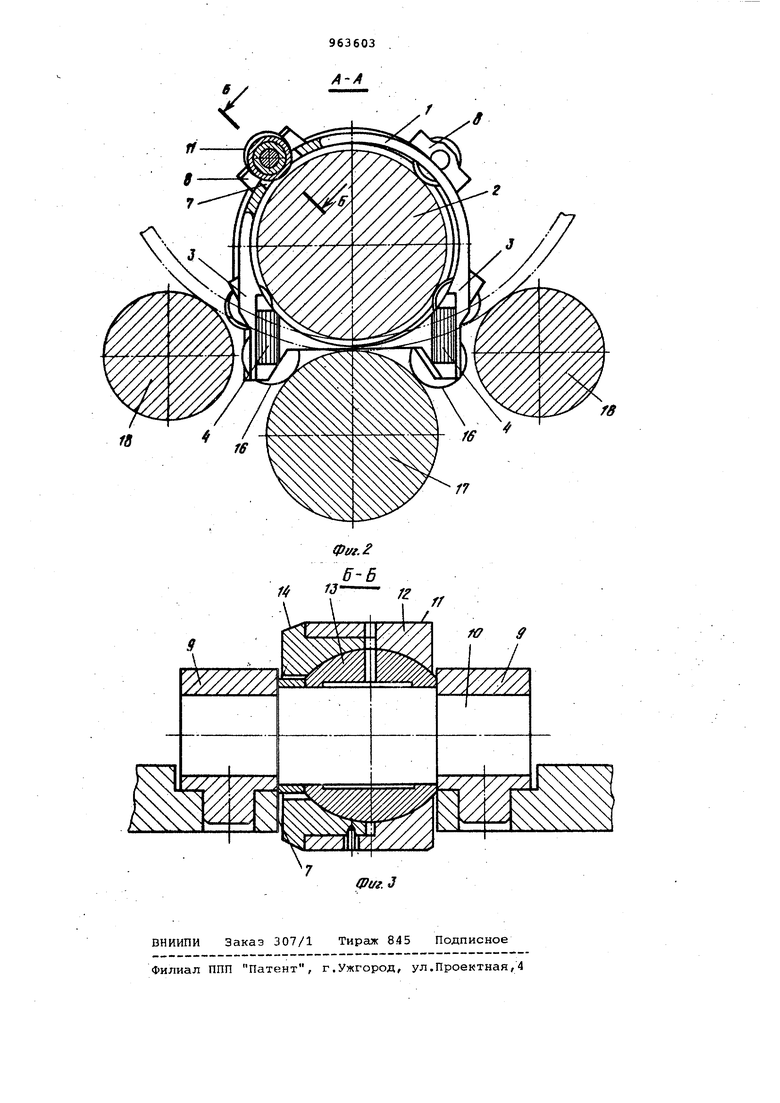
,верхний валок четырехвалковых валь цев; на фиг. 2 - разрез А-А на. фиг.1 в увеличенном масштабе; на фиг. 3 - сечение Б-Б на фиг. 2.
Предлагаемое приспособление содержит корпус 1, охватывающий верхний валок 2 четырехвалковых вальцев, с двумя щеками, ограничивающими поворот корпуса .1 вокруг верхнего валка 2. На торцах щек 3 корпуса 1 симметрично относительно вертикальной оси закреплены два упора 4- для короткой кромки 5 заготовки конической обечайки 6 Упоры 4 выполнены съемньми (не показано) , а их рабочие поверхности выполне.ны из износостойкого матегриала.
В соответствии с изобретением в корпусе 1 приспособления в сквозных окнах 7 (см. фиг. 2) установлены роликовые опоры 8 для верхнего валка 2 четырехвалковых вальцев. Роликовые опоры 8 расположены по краям корпуса и симметрично относительно вертикальной оси корпуса. Целесообразно устанавливать по четыре .роликоопоры с каждбго края корпуса 1 .о
Каждая роликовая опора 8 содержит две стойки 9, жестко закрепленные на корпусе 1, ось 10 и ролик 11. Ролик 11 (см. фиг. 3) выгюлнен самоустанавливающимся. Для этого его обойма 12 установлена на шаровом элементе 13. Ролики 11 проходят сквозь окна 7 корпуса 1 (см. фиг. 2) и касаются цилиндрической поверхности валка 2 четырехвалковых вальцев.
Для облегчения надевания приспособ;7ения на верхний валок четырехвалковых вальцев ролики 11 имеют заходные конуса 14 (см. фиг. 3). Каждая щека 3 корпуса 1 имеет выемку 15 (фиг 1), в которой установлена роликовая опора. 16 для .нижнего валка 17 или боковых гибочных валков 18 четырехвалковых вальцев, являквдаяся. ограничителем поворота корпуса.
Роликовые опоры 16 выполнены само,устанавливающимися и имеют конструк.ВДю, аналогичную роликовым опорам 8. . Приспособление работает следующим образом.
Для изготовления конических обечаек из листовых заготовок приспособление надевают на верхний валок 2 четырехвалковых вальцев, у которых боковые гибочные валки наклонены на защанный угол и опущены в нижнее положение При этом приспособление опирается на рабочую поверхность верхнего валка 2 чет.ырьмя верхними роликоопорами 8, один торец приспособления с упорами 4 обращен к середине четырехвалковых вальцев,. а другой торец приспособления упирается в заднюю неподвижную стойку 19 станины вальцев.
Листовую заготовку, имеющую форму кольцевого сектора, заводят в зазор между верхним 2 и нижним 17 валками и зажимают ее. .Враще-нием приводного валка протаскивают заготовку между валками 2 и 17 до касания передней кромки заготовки бокового гибочного валка 18. После этого постепенньтм под ниманием боковых гибочных валков 18 и возвратно-поступательным прокатыванием заготовки производится формообразование конической обечайкой 6. При этом, короткая дуговая кромка 5 листовой заготовки упирается то в один, то в другой упор 4 в зави.симости от направления перемещения заготовки, а корпус 1. приспособления рс1зворачивается на верхнем валке 2 четырехвалковых вальцев на величину зазоров между валком 2 и роликоопорами 8. Если заготовка упирается в прав.ый упор 4 (см. фиг. 2), то корпус 1 опирается на валок 2 двумя левыми передними и двумя правыми задними роликоопорами 8, а также на нижний валок 17 левой роликовой опорой 16. Если заготовка упирается в левый упор 4, то корпус 1 опирается на валок 2 двумя правыми передними и двумя левыми задними роликоопорами 8, а также на нижний валок 17 правой роликовой опорой 16.
В зависимости от размеров конической обечайки и положения боковых гибочных валков 18 по высоте корпус 1 может опираться одной из своих роликовых опор 16 на один из боковых гибочных валков 18. Во всех случаях ролики 11 роликоопор 8 и 16 занимают положение, параллельное осям валков 2, 17 и 18 бла годаря тому, что их обоймы 12 могут самоустанавливаться на шаровых элементах 13. Предлагаемое приспособление к четырехвалковым вальцам для.изготовления конических обечаек позволяет исключить механические повреждения рабочих поверхностей валков четырехвалковых вальцев благодаря тому, что оно опирается на валки роликовыми опорами. Исключение износа валков и корпуса приспособления сохраняет зазор между валками и роликовыми опорами постоянным. Это обеспечивает одинаковое распределение нагрузок на элементы приспособления-и позволяет повысить надежность приспособления, а так же расширяет его -технологические воз можности, так как с помощью данного Приспособления можно вальцевать кони ческие обечайки из листозых заготовок больших толщин (до 60 мм),.а так же из сталей и сплавов с высоким пре делом текучести. Формула изобретения Приспособление к четырехвалковьм вальцам для изготовления конических обечаек, содержащее установленный нд верхнем валке корпус с двумя щеками и закрепленными на них упорами, о т личающееся тем, что,, с целью исключения повреждения рабочих поверхностей валков-, корпус снабжен самоустанавливающимися опорами и выполнен в виде кольца, свободно охватывающего валок и имеющего четыре расположенные симметрично по окружности прилива с окнами, в которых смонтированы самоустанавливаюииеся опоры, а в средней части каждой щеки с нижней стороны смонтировано по одному ограничителю поворота корпуса вокруг верхнего валка, которыми снабжено приспособление. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ 1917219, кл. В 21 D 5/14, опублик.. 03.04 69. 2.Информационный листок Горьковского межотраслевого территориального центра научно-тез нической информации и пропаганды, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2015771C1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2224611C2 |
| Приспособление для изготовления конических обечаек на валковых листогибочных машинах | 1986 |
|
SU1382534A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1993 |
|
RU2063283C1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
| МАШИНА ЛИСТОГИБОЧНАЯ ВАЛКОВАЯ | 2001 |
|
RU2224610C2 |
| Устройство для отбортовки | 1982 |
|
SU1057145A2 |
W//////.
fff ff
1
,.
