Изобретение относится к способу рекондиционирования в бочку, закрывающуюся крышкой, использованной синтетической, формованной раздувом втулочной бочки.
Известные из патента ФРГ 9110012.7 U1 втулочные бочки и закрывающиеся крышками бочки согласно патенту ФРГ 29521283 U1 с верхним, выполненным для установки устройства захвата бочки опорным кольцом, которое имеет в поперечном сечении L-образный профиль, изготавливаются машинами для формования изделий раздувом, оснащенными фурмой, сконструированной соответственно применительно к изготавливаемому типу бочки. Такое производство связано с высокими инвестициями в соответствующее число машин для формования изделий раздувом.
Кроме того, существует возможность изготовления обоих типов бочек одной машиной для формования изделий раздувом. Однако это требует переналадки машины на соответствующий тип бочки. Наряду с чистыми издержками производства переналадка машины сопряжена с дополнительными затратами, которые образуются из-за простоя машины и монтажных работ.
Строгие законодательные акты охраны окружающей среды требуют перехода с однооборотной бочкотары на многооборотную, например, синтетическую или стальную бочкотару, перестройку технологии на производство бочкотары большего объема с целью сокращения отходов и разработку новой многооборотной бочкотары, которую можно рекондиционировать с целью уменьшения загрязнения окружающей среды вредными веществами, а также оптимального опорожнения и легкого очищения от остаточных материалов с целью надлежащей утилизации путем уничтожения без выброса вредных веществ, например, путем сжигания или переработки производственного материала.
Разработка рекондиционируемой и утилизируемой, защищенной от загрязнения вредными веществами твердой бочкотары, в основном синтетических и стальных бочек, привела к созданию известных из патента ФРГ 3539656 А1 закрывающихся крышками втулочных бочек, которые частично заменяют ранее использованные, закрывающиеся крышками втулочные бочки. В случае необходимости эти бочки снабжаются гибкой внутренней оболочкой или мешком из синтетической пленки, например, из полиэтиленовой пленки, либо из стойкой к воздействию диффузии экструдированной комбинированной пленки, состоящей из металла и синтетического материала, например, из алюминиевой фольги с припрессованным с двух сторон полиэтиленом. Бочки с внутренней оболочкой известны, например, из патента ФРГ 8810760 U1. Внутренние оболочки находят применение в синтетических и стальных бочках, если они заполняются такими проблематичными для утилизации дисперсионными веществами, как краски, которые после высыхания не удаляются со стенок бочки. Внутренняя оболочка синтетической бочки из стойкой к воздействию диффузии комбинированной пленки предотвращает диффузию заполняемого материала, содержащего растворитель, в стенку бочки и возможную обратную диффузию растворителя из стенки бочки. Внутренняя оболочка стальной бочки позволяет сэкономить на внутреннем лаковом покрытии, которое использовалось прежде для защиты стального листа от агрессивной среды и коррозии.
Из европейской заявки на патент ЕР-А-0703064 известен способ рекондиционирования стандартных формованных раздувом цельных втулочных бочек для повторного использования в качестве втулочных или закрывающихся крышками бочек.
В этом способе рекондиционирования сначала механически отрезается верхнее днище, имеющее одну загрузочную и разгрузочную втулку и одну вентиляционную и вытяжную втулку, вместе с выполненным для установки устройства захвата бочки опорным кольцом, имеющим в поперечном сечении L-образный профиль, поперечно к продольной оси корпуса втулочной бочки. Затем образованная при отрезании верхнего днища кольцеобразная кромка корпуса бочки гладко зачищается или фрезеруется. После очистки корпуса бочки осуществляется калибровка его кромки. С этой целью корпус бочки с кромкой, подготовленной для сварки, насаживается на калибровочную оправку и нагревается в зоне кромки так, что в процессе последующего охлаждения корпус бочки с кромкой точно запрессовывается на калибровочную оправку. Затем корпус бочки снимается с калибровочной оправки и на калиброванную кромку корпуса бочки с помощью нагревательного элемента наплавляется изготовленное литьем под давлением синтетическое горловое кольцо с выступающим наружу на нижней кромке в радиальном направлении вращающимся бордюром для изготовления широкогорлой закрывающейся крышкой бочки. После разравнивания сварочного шва между корпусом бочки и горловым кольцом с помощью фрезы или шевера и проверки герметичности корпуса бочки на горловом кольце зажимным кольцом, которое сверху захватывает приформованный к нижней кромке крышки бочки фланец крышки, а снизу - бордюр горлового кольца, крепится изготовленная литьем под давлением крышка широкогорлой бочки.
В процессе рекондиционирования втулочных бочек с целью последующего использования в качестве втулочных бочек после отрезания верхнего днища от корпуса бочки на калибровочную кромку корпуса бочки наплавляется новое верхнее днище с одной загрузочной и разгрузочной втулкой и одной вентиляционной и вытяжной втулкой, а также с одним опорным кольцом.
С технической точки зрения, эти известные способы рекондиционирования при массовом производстве таких изделий, как бочки, связаны со сравнительно высокими затратами и являются соответственно дорогостоящими.
Из международных заявок на патенты WO-A-9303971 и WO-A-9608416 известны способы рекондиционирования использованных готовых втулочных бочек в закрывающиеся крышками бочки, причем верхнее днище втулочной бочки вырезают из ее корпуса в виде концентричного к оси бочки круглого выреза так, что верхнее опорное кольцо сохраняется и образует кромку отверстия на горловине корпуса закрывающейся крышкой бочки, а затем зажимным кольцом на кромке отверстия в корпусе закрывающейся крышкой бочки закрепляют простую крышку или втулочную крышку с уплотнением.
Задача, решаемая с помощью настоящего изобретения, заключается в указании способа рекондиционирования использованных втулочных бочек, снабженных отверстием или несколькими отверстиями для стока воды.
Согласно изобретению, эта задача решается способом рекондиционирования с признаками и технологическими операциями согласно формуле изобретения.
Способ рекондиционирования согласно изобретению, в котором использованные втулочные бочки с отверстиями для стока воды после вырезания верхнего днища превращаются в закрывающиеся крышками бочки, с технической точки зрения является очень простым и соответственно весьма экономичным.
Способ изготовления и способ рекондиционирования синтетических бочек согласно изобретению поясняется ниже с помощью чертежей, где:
- на фиг.1 показан частичный вид и частичный разрез формованной раздувом втулочной бочки,
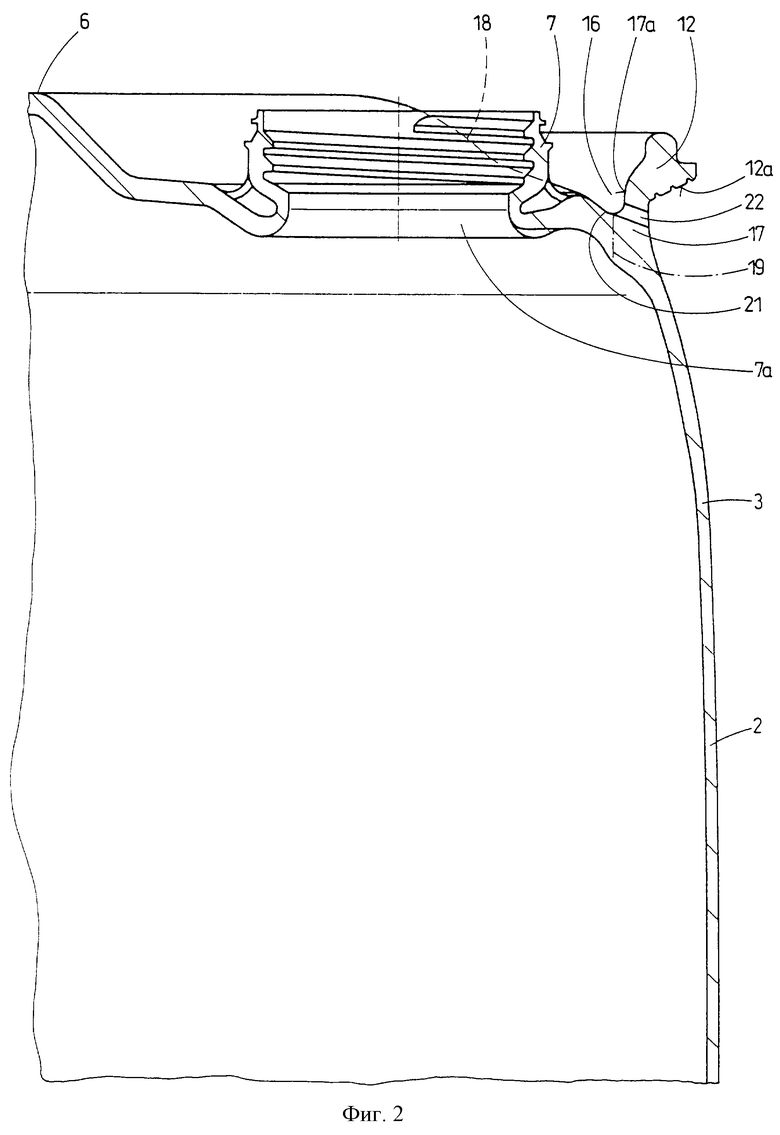
- на фиг.2 показан увеличенный разрез верхнего днища втулочной бочки с загрузочной и разгрузочной втулкой,
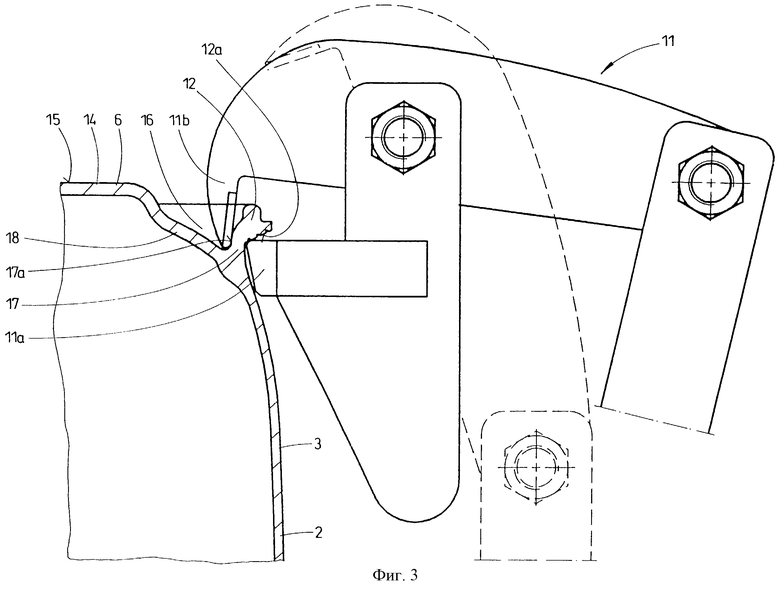
- на фиг.3 показан увеличенный разрез верхнего днища втулочной бочки с устройством захвата бочки, установленным на опорном кольце,
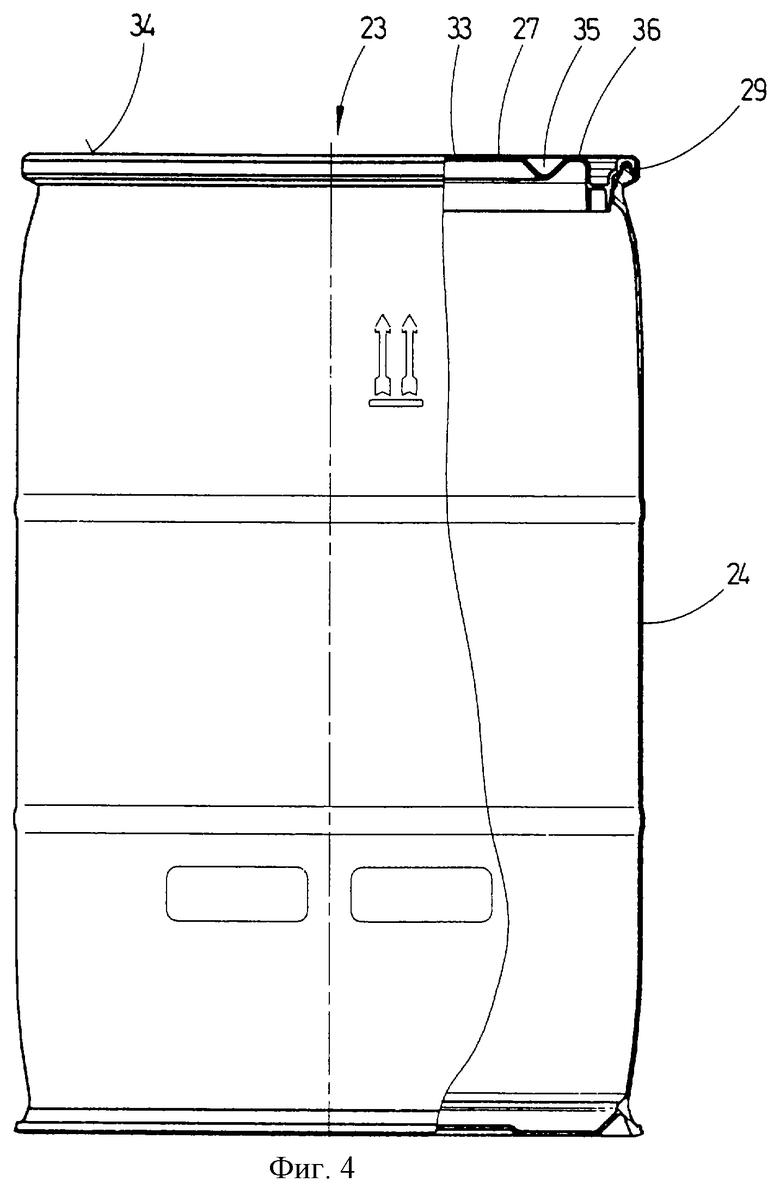
- на фиг.4 показан частичный вид и частичный продольный разрез изготовленной из втулочной бочки согласно фиг.1-3 закрывающейся крышкой бочки и
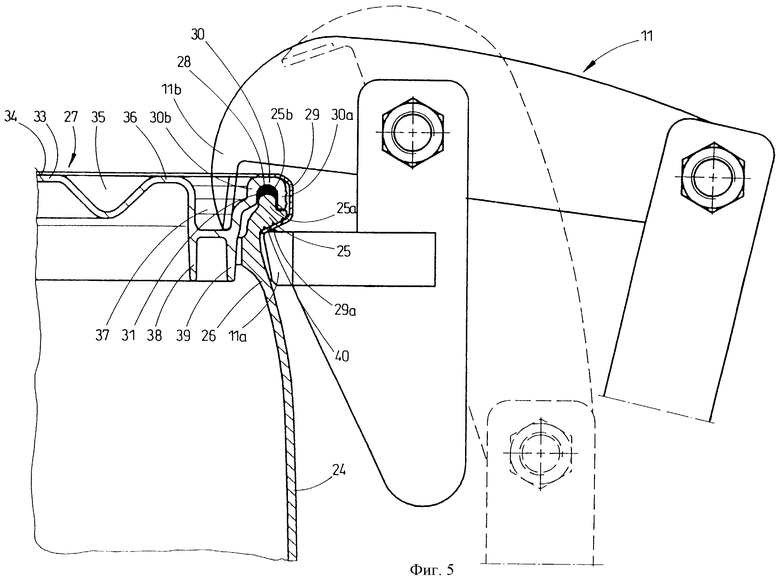
- на фиг. 5 показан увеличенный разрез верхней области закрывающейся крышкой бочки согласно фиг. 4 с закрепленной крышкой и установленным устройством захвата бочки.
Цельноформованная раздувом синтетическая втулочная бочка 1 согласно фиг. 1-3 состоит из корпуса 2 с цилиндрическим кожухом 3, нижним днищем 4, опорным кольцом 5, верхним днищем 6 с загрузочной и разгрузочной втулкой 7, вентиляционной и вытяжной втулкой 8, которые утоплены в верхнем днище 6, а отверстия которых закрываются выполненными в виде резьбовых пробок заглушками 9, 10, а также с верхним изготовленным для установки устройства 11 захвата бочки опорным кольцом 12, которое в поперечном сечении имеет L-образный профиль.
Верхнее днище 6 имеет вытянутую вверх через опорное кольцо 12 в направлении оси 13-13 бочки пластину 14 с площадкой 15 для штабелирования, а также концентричный к оси 13-13 бочки кольцевой канал 16. Кольцевой канал 16 образован, с одной стороны, опорным кольцом 12 и переходной зоной 17 между опорным кольцом 12 и кожухом 3 бочки и, с другой стороны, выпуклым участком 18 верхнего днища 6, который переходит в центральную пластину 14 днища.
В процессе изготовления втулочной бочки после охлаждения формованного раздувом корпуса 2 втулочной бочки из дна 21 кольцевого канала 16 через переходную зону 17 между опорным кольцом 12 и кожухом 3 бочки наклонно к внешней стороне корпуса 2 втулочной бочки просверливается одно отверстие 22 или просверливаются несколько отверстий для стока воды.
Прихватом 11а устройство захвата 11 бочек захватывает нижнюю кромку 12а опорного кольца 12, направленную наклонно вниз к кожуху 3 бочки, а другим прихватом 11b входит в зацепление с кольцевым каналом 16, причем прихват 11b прилегает к внутренней стороне 17а переходной зоны между опорным кольцом 12 и кожухом 3 бочки.
Для изготовления закрывающихся крышками бочек 23 верхнее днище 6 вырезается из охлажденного корпуса 2 втулочной бочки в виде концентричного к оси 13-13 бочки круглого выреза 19 так, что верхнее опорное кольцо 12 сохраняется и образует кромку 25 отверстия на горловине 26 корпуса 24 закрывающейся крышкой бочки.
Затем на кромке 25 отверстия корпуса 24 закрывающейся крышкой бочки зажимным кольцом 29 закрепляется обычная крышка 27 или втулочная крышка с уплотнением 28.
Изготовленная литьем под давлением синтетическая крышка 27 бочки имеет буртик 30, образованный внешней кромкой 30а и внутренней кромкой 30b, ограничивающими открытую вниз кольцевую канавку 31, в которую впрыскивается в виде пены или вставляется уплотнение 28 крышки. Центральная крышки 27 бочки образуется пластиной 33 крышки с площадкой для штабелирования, вокруг которой выполнена кольцевая канавка 35, к которой примыкает кольцо 36 крышки. Между буртиком 30 и кольцом 36 крышки выполнен кольцевой канал 37, имеющий в поперечном сечении U-образный профиль. На нижней стороне крышки 27 бочки под кольцевым каналом 37 выполнены две концентричные к оси 13-13 бочки кольцевые перемычки 38, 39 для жесткого крепления крышки 27 бочки.
При установке крышки 27 бочки на кромку 25 отверстия корпуса 24 закрывающейся крышкой бочки кольцевая перемычка 25а кромки 25 отверстия, выступающая вверх в направлении оси 13-13 бочки, входит в кольцевую канавку 31 крышки 27 бочки. При затягивании зажимного кольца 29, которое захватывает сверху буртик 30 крышки, а снизу - нижний край 40 кромки 25 отверстия в корпусе 24 закрывающейся крышкой бочки, уплотнение 28 крышки прижимается к уплотнительной поверхности 25b кольцевой перемычки 25а кромки 25 отверстия.
При поднятии закрывающейся крышкой бочки 23 устройством 11 захвата один его прихват 11а зацепляется за нижнюю кромку 29а зажимного кольца 29, а другой прихват 11b устройства 11 захвата входит в кольцевой канал 37 крышки 27 бочки и прилегает к внутренней кромке 30b буртика 30 крышки.
Использованные втулочные бочки 1 можно рекондиционировать таким образом, что верхнее днище 6 вырезают из корпуса 2 втулочной бочки в виде концентричного к оси 13-13 бочки круглого выреза 19 так, что верхнее опорное кольцо 12 сохраняется и образует кромку 25 отверстия на горловине 26 корпуса 24 закрывающейся крышкой бочки, после чего в зоне кромки 25 отверстия в корпусе 24 бочки заваривают отверстие или отверстия 22 для стока воды, а затем зажимным кольцом 29 на кромке 25 отверстия в корпусе 24 закрывающейся крышкой бочки закрепляют обычную крышку 27 или втулочную крышку с уплотнением 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИКОВАЯ БОЧКА И СПОСОБ ИЗГОТОВЛЕНИЯ БОЧКИ | 2003 |
|
RU2258003C2 |
| ПЛАСТИКОВАЯ БОЧКА | 2003 |
|
RU2268210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОГОРЛЫХ БОЧЕК ИЗ ТЕРМОПЛАСТИЧЕСКОЙ ПЛАСТМАССЫ | 2005 |
|
RU2295478C2 |
| БОЧКА СО СЪЕМНОЙ КРЫШКОЙ | 2005 |
|
RU2327618C2 |
| Бочка с пробкой | 1990 |
|
SU1774929A3 |
| РЕЗЕРВУАР ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ЖИДКОСТЕЙ | 1994 |
|
RU2089477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТА БОЧОНКОВ С ШПУНТОВАННЫМИ КРЫШКАМИ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТА ШИРОКОГОРЛЫХ БОЧОНКОВ И УСТАНОВКИ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2040401C1 |
| ШИРОКОГОРЛАЯ ЕМКОСТЬ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2050309C1 |
| БОЧКА С ГОРЛОВИНОЙ | 1990 |
|
RU2049022C1 |
| ШПУНТОВАЯ БОЧКА | 2005 |
|
RU2301766C1 |
Изобретение относится к области упаковки, а именно к способу рекондиционирования использованных синтетических втулочных бочек. Для изготовления закрывающейся крышкой бочки из корпуса использованной синтетической втулочной бочки концентрично к ее оси вырезается верхнее днище так, что верхнее опорное кольцо образует кромку отверстия в корпусе закрывающейся крышкой бочки и сохраняется, и в зоне указанной кромки заваривают отверстие для стока воды. Затем зажимным кольцом на кромке отверстия в корпусе закрывающейся крышкой бочки закрепляется крышка с уплотнением. Обеспечивается уменьшение загрязнения окружающей среды вредными веществами за счет обеспечения многооборотности бочкотары, а также оптимальное опорожнение и легкое очищение бочки от остаточных материалов для надлежащей утилизации путем уничтожения без выброса вредных веществ. 5 ил.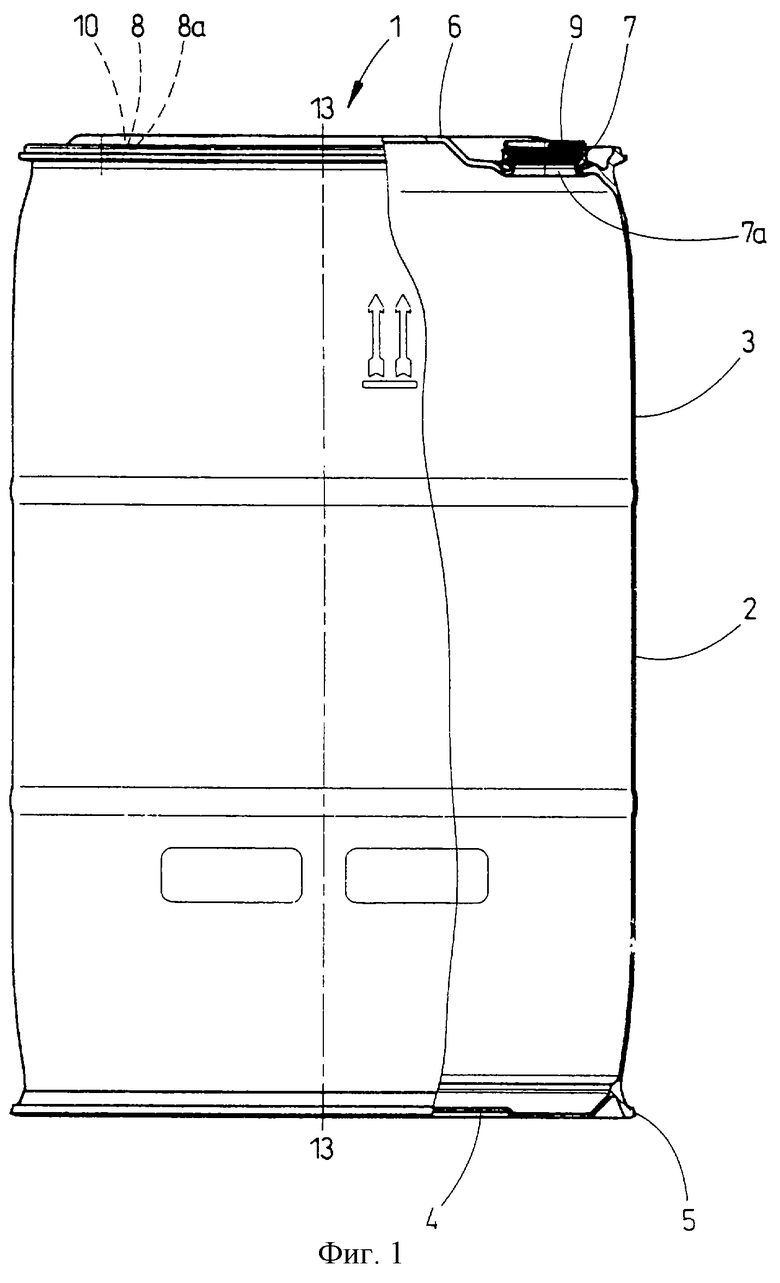
Способ рекондиционирования в бочку, закрывающуюся крышкой использованной синтетической втулочной бочки (1), формованной раздувом и содержащей цилиндрический корпус (3) с нижним днищем (4), верхним днищем (6), имеющим, по меньшей мере, одну втулку (7), и с верхним опорным кольцом (12), поперечное сечение которого имеет L-образный профиль для установки устройства (11) для захвата, причем в зоне опорного кольца наклонно к внешней стороне корпуса выполнено, по меньшей мере, одно отверстие (22) для стока воды, предусматривающий вырезание из корпуса (2) бочки верхнего днища (6) с образованием горловины (26) бочки с круглым отверстием, центр которого расположен на оси бочки, и закрепление на кромке (25) отверстия крышки (27) с уплотнением (28) посредством зажимного кольца (29), отличающийся тем, что верхнее днище (6) вырезают таким образом, что верхнее опорное кольцо (12) сохраняется и образует кромку (25) отверстия на горловине (26), затем в зоне указанной кромки заваривают отверстие или отверстия (22) для стока воды.
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| DE 4437748 A1, 28.03.1996 | |||
| Бочка с горловиной | 1988 |
|
SU1581212A3 |
| Бочка из термопластичного материала | 1988 |
|
SU1662347A3 |
| БОЧКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 0 |
|
SU317190A1 |

