Для производства известных из документа EP 0781234 B1 широкогорлых бочек из термопластической пластмассы со съемной крышкой и кольцевым зажимным замком применяется экструзионно-дутьевой формовочный способ, при котором на первом этапе из шлангообразующей головки экструдируют пластмассовый рукав, а на втором этапе в состоящей из двух частей дутьевой форме предварительно формуют рукав в полуфабрикат, который при заключительной формовке раздувом превращают в готовый закрытый корпус бочки, который затвердевает при контакте с охлажденными формообразующими стенами дутьевой формы. Затем для изготовления отверстия бочки верхнее днище корпуса бочки посредством режущего инструмента вырезается из корпуса бочки проведенным концентрически к продольной оси корпуса бочки пропилом. Запорные крышки широкогорлых бочек изготавливаются с помощью машины для литья под давлением. Производство широкогорлых бочек с крышками требует машины дутьевой формовки и машины литья под давлением с высокими расходами на приобретение.
В основе изобретения лежит задача на базе известного экструзионно-дутьевого формовочного способа для изготовления широкогорлых бочек создать способ, который делает формование крышек с помощью машины для литья под давлением излишним. Кроме того, предлагаемый способ усовершенствован в направлении изготовления электрически заземленных широкогорлых бочек из термопластической пластмассы.
Эта задача решена согласно изобретению посредством способа изготовления широкогорлых бочек из термопластической пластмассы с признаками п.п.1 и 2 формулы изобретения.
Зависимые пункты формулы содержат предпочтительные и целесообразные варианты выполнения изобретения.
Способ согласно изобретению изготовления широкогорлых бочек из термопластической пластмассы, который основывается на описанном в EP 0781234 B1 экструзионно-дутьевом формовочном способе изготовления широкогорлых бочек, делает излишним необходимое до сих пор формование крышек для бочек с помощью машины для литья под давлением и делает возможным изготовление широкогорлых пластмассовых бочек с обширным электрическим заземлением, которое отводит в землю как электрические заряды, возникающие в жидком содержимом и на внутренней поверхности бочек, так и электрические заряды, которые могут возникнуть за счет трения на поверхности бочки, - посредством встроенных в корпус, днище и крышку бочек электрически проводящих контактных полос и электропроводного или долговременного антистатического наружного слоя бочек. Электрическое заземление поверхности бочек и внутреннего объема бочек, а также транспортируемых и, соответственно, хранимых в них жидкостей и сыпучих грузов делает возможным применение изготовленных согласно изобретению бочек в качестве контейнеров для опасных материалов, для огнеопасных жидкостей, эмульсий, растворителей, красок и лаков с точкой воспламенения <61°C, а также для легко воспламеняющихся сыпучих грузов и использование бочек в производственных помещениях, в которых газами, парами или туманом может создаваться взрывоопасная атмосфера.
Способ согласно изобретению изготовления широкогорлых бочек поясняется ниже с привлечением схематических чертежей, которые представляют следующее:
Фиг.1 - продольное сечение тела бочки, извлеченного из машины для дутьевой формовки после формования раздувом и охлаждения, с подошвенным кольцом и цельной крышкой.
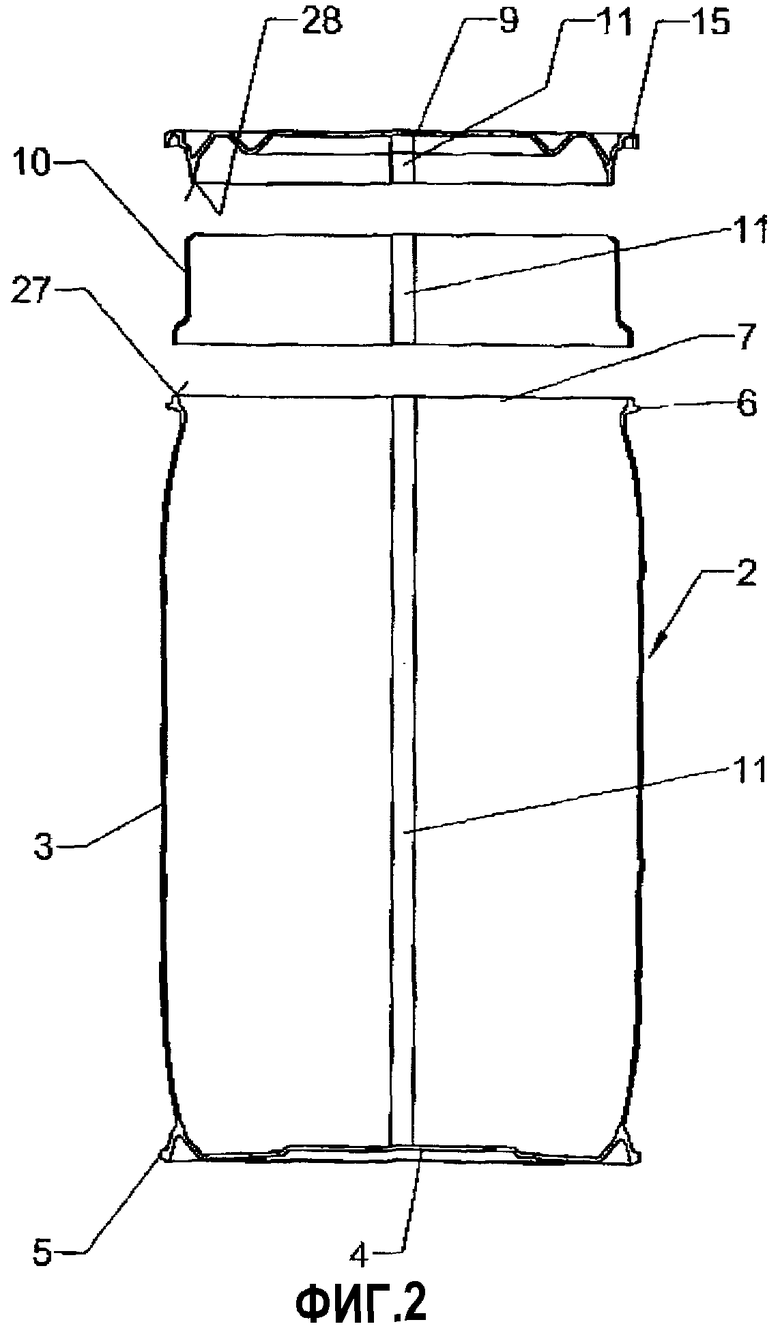
Фиг.2 - продольное сечение корпуса бочки и крышки бочки после вырезания из тела бочки по фиг.1 промежуточного кольца, необходимого для введения инжекционного стержня для раздува,
Фиг.3 - вид сбоку в сборе широкогорлой бочки с подошвенным кольцом и цельной крышкой,
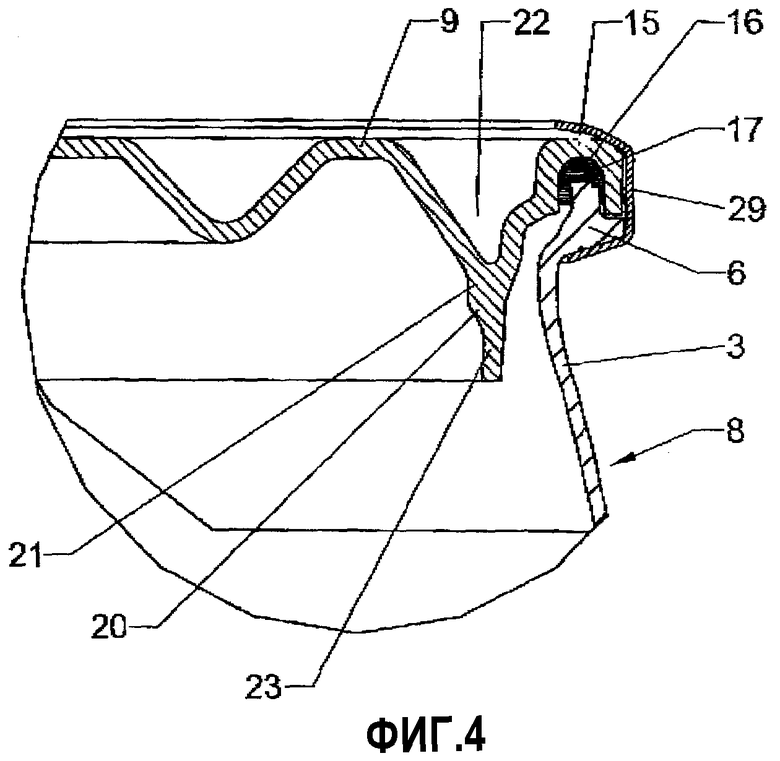
Фиг.4 - увеличенное изображение вырыва области крышки широкогорлой бочки по фиг.3,
Фиг.5 - увеличенное частичное поперечное сечение стенки широкогорлой бочки по фиг.3, которая имеет трехслойную структуру,
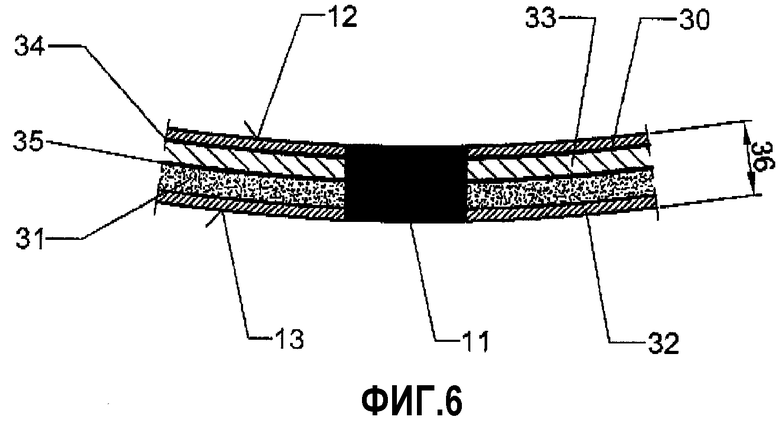
Фиг.6 - соответствующий фиг.5 вырыв стенки широкогорлой бочки с шестислойной структурой,
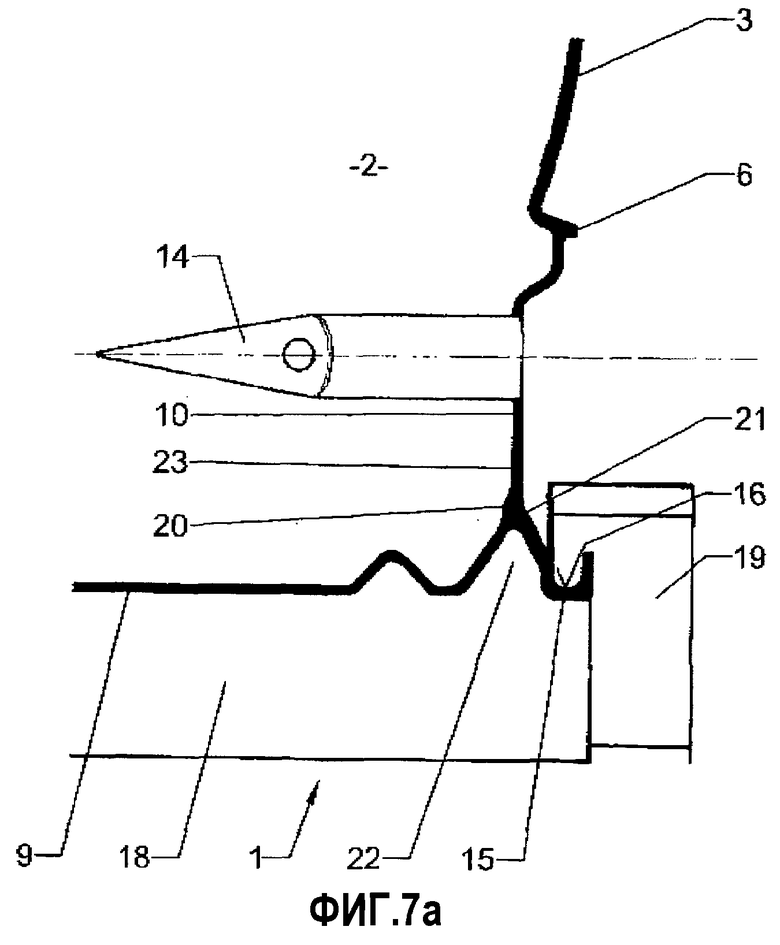
Фиг.7a и 7b - увеличенные схематические изображения вырывов закрытой и открытой дутьевой формы с отформованным раздувом телом бочки,
Фиг.8 - продольное сечение извлеченного из формы тела бочки с подошвенным кольцом и шпунтовой крышкой, а также промежуточным кольцом для введения инжекционного стержня,
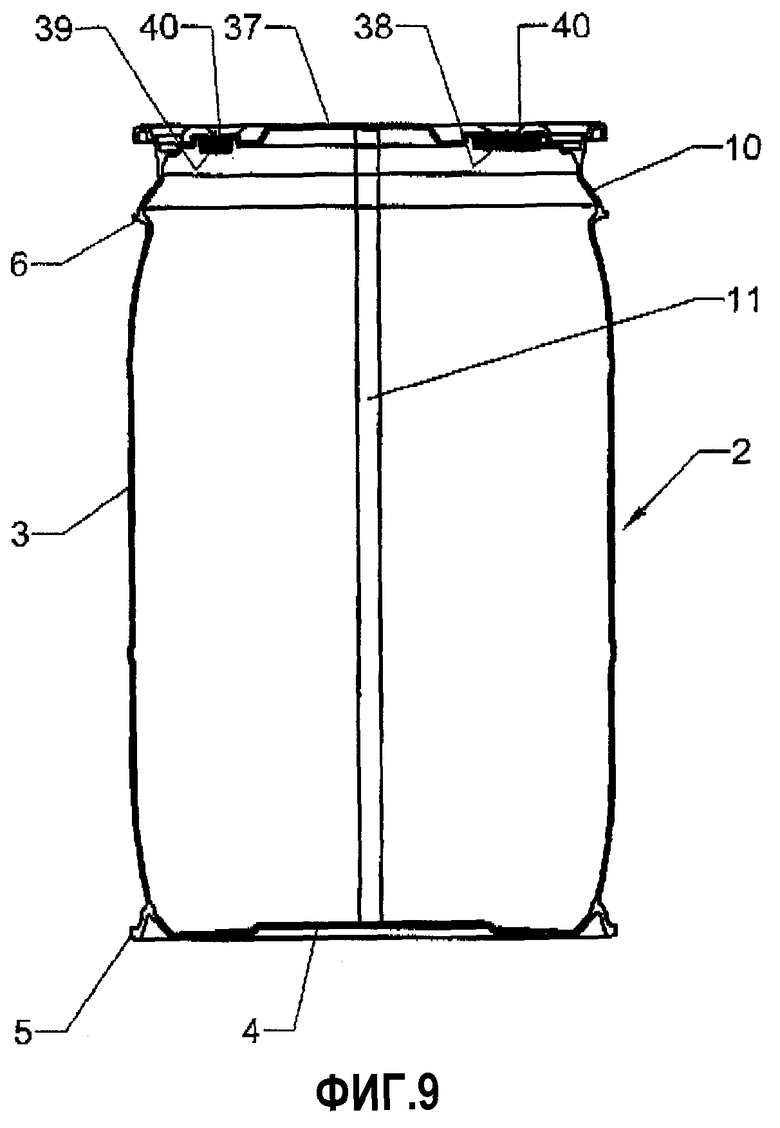
Фиг.9 - продольное сечение извлеченного из формы тела бочки с подошвенным кольцом и шпунтовой крышкой, а также с узким промежуточным кольцом, причем тело бочки было отформовано раздувом посредством инжекционного стержня, введенного в шпунтовое отверстие шпунта для впуска и выпуска воздуха,
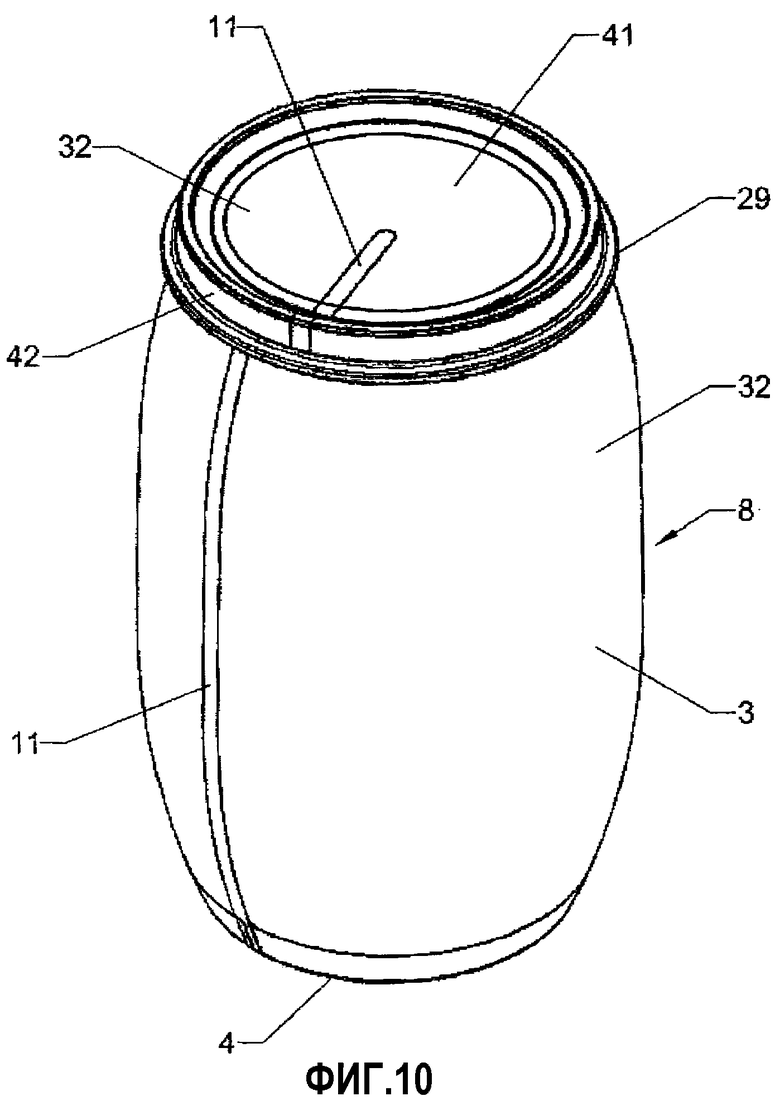
Фиг.10 - вид в перспективе собранной широкогорлой бочки с другой формой выполнения цельной крышки и
Фиг.11 - увеличенное изображение вырыва области крышки широкогорлой бочки по фиг.10.
При экструзионно-дутьевой формовке для изготовления широкогорлых бочек из термопластической пластмассы на первом этапе способа через экструзионную головку машины для дутьевой формовки экструдируют многослойный, в частности трехслойный, пластмассовый рукав из не проводящего электрический ток основного материала, который состоит из внутреннего слоя, среднего слоя, электропроводного или долговременно антистатического наружного слоя, а также, по меньшей мере, одной, расположенной по периметру, контактной полосы из электрически проводящего полимерного материала. Экструдированный многослойный пластмассовый рукав после закрытия верхнего конца рукава запорным приспособлением предварительно раздувается до полуфабриката посредством струи воздуха, которая впускается через введенный в нижний конец рукава инжекционный стержень.
Далее, после закрытия нижнего конца рукава возникает возможность предварительно раздуть до предварительной профильной заготовки экструдированный рукав посредством струи воздуха, подведенной через форсунку в экструзионной головке.
Затем, после сдавливания нижнего конца предварительной профильной заготовки посредством замыкающего блока и закрытия обеих полуформ составной дутьевой формы 1, которая представлена на фиг.7a и 7b на втором этапе способа заготовка раздувается в представленное на фиг.1 тело 2 бочки с корпусом 3 бочки, днищем 4 с подошвенным кольцом 5, отбортовкой 6 в корпусе 3 бочки на высоте кромки 7 отверстия изготавливаемой широкогорлой бочки 8, цельной крышкой 9, промежуточным кольцом 10 между отбортовкой 6 и крышкой 9, а также со встроенной в крышку 9, промежуточное кольцо 10, корпус 3 бочки и днище 4 бочки электрически проводящей контактной полосой 11, которая образует электрическое соединение между внутренней поверхностью 12 и внешней поверхностью 13 тела 2 бочки и прочность которой соответствует прочности стенок тела бочки. Струя воздуха подводится через один или несколько инжекционных стержней 14, который или которые вставляется или вставляются на участке заготовки, которая формуется дутьем как промежуточное кольцо 10 тела 2 бочки.
При коэкструдировании многослойного пластмассового рукава в дутьевую форму материал рукава, непрерывно или прерывисто выходящий из экструзионной головки, по меньшей мере, в одном месте на периметре расщепляется, и в пространство щели впрыскивается электрически проводящий полимерный материал для образования контактной полосы, которая гомогенно сваривается с заготовкой.
При изготовлении бочки по фиг.1-4 отформовывается раздувом тело 2 бочки с цельной крышкой 9, которая имеет открытый вниз U-оразный наружный край 15 с уплотнительным углублением 16 для укладки уплотнения 17 крышки. При окончательной формовке тела 2 бочки край 15 крышки и его уплотнительное углубление 16 прессуются в дутьевой форме 1 двумя перемещающимися навстречу подвижными элементами 18, 19 формы (фиг.7a). За счет прессования края крышки формуется раздувом стабильная по форме крышка с безупречным, не требующим никакой дополнительной обработки уплотнительным углублением без мешающего утолщения в области разделительной плоскости формы.
При окончательной формовке тела 2 бочки в дутьевой форме 1 для придания жесткости крышке бочки формуется проходящее по окружности, повышающее жесткость утолщение 20 на переходном участке 21 между примыкающим к наружному краю 15 крышки 9 захватным пазом 22 для бочечного захвата и отформованной ниже захватного паза 22 кольцевой перегородкой 23.
После охлаждения тела 2 бочки с цельной крышкой 9, U-оразный наружный край 15 которой охлаждается изнутри и снаружи подвижными элементами 18, 19 формы, дутьевая форма раскрывается, и тело 2 бочки извлекается (фиг.7b) из дутьевой формы.
Затем, в соответствии с фиг.1, 2 и 7b из тела бочки вырезается промежуточное кольцо 10 вдоль заданных разделительных линий 24, 25 двумя проведенными перпендикулярно продольной оси 26-26 тела 2 бочки пропилами, и кромки 27, 28 распила корпуса 3 бочки и крышки 9 оплавляются горячим воздухом для удаления грата.
Затем корпус 3 бочки и крышка 9 проходят через участок охлаждения.
Теперь в уплотнительное углубление 16 крышки 9 укладывается кольцевое уплотнение 17 и затем при заключительной сборке широкогорлой бочки 8 крышка 9 посредством зажимного кольца 29 закрепляется на отбортовке 6 корпуса 3 бочки (фиг.3 и 4).
На фиг.5 показана трехслойная структура корпуса 3, днища 4 и крышки 9 широкогорлой бочки 8 с внутренним слоем 30, средним слоем 31 и электропроводным или долговременно антистатическим наружным слоем 32, который может содержать, например, в качестве компонента токопроводящую сажу.
Для изготовления среднего слоя 31 используется рециркулированный гранулят или молотый материал из чистого полиэтилена и/или полиэтилена с токопроводящей сажей и как исходный материал для внутреннего и наружного слоев 30, 32 служит новообразованный гранулят полиэтилена.
На фиг.6 показана шестислойная структура широкогорлой бочки 8 с внутренним слоем 30 из чистого полиэтилена высокой плотности (HDPE), запирающим слоем 33 из полиамида (PA) или этилен-винилацетатного сополимера (ЕВА) против проникновения кислорода и углеводородов, который уложен между двумя повышающими прочность сцепления слоями 34, 35 из полиэтилена низкой плотности (LLDPE), средним слоем 31 из рециркулированного гранулята или молотого материала из чистого полиэтилена высокой плотности и/или полиэтилена высокой плотности с токопроводящей сажей, а также с электропроводящим или долговременно антистатическим наружным слоем 32 из полиэтилена высокой плотности с токопроводящей сажей.
В корпус 3 бочки, днище 4 и крышку 9 широкогорлой бочки 8 встраивается, по меньшей мере, одна электрически проводящая контактная полоса 11 из полиэтилена высокой плотности с токопроводящей сажей, образующая электрическое соединение между внутренней поверхностью 12 и внешней поверхностью 13 широкогорлой бочки 8 и по прочности соответствующая прочности стенок 36 бочки. Электрически проводящая контактная полоса 11 проходит параллельно продольной оси бочки 26-26 по цилиндрическому корпусу 3 бочки и радиально по днищу 4 и цельной крышке 9 широкогорлой бочки 8.
Широкогорлая бочка 8 электрически заземлена электрической контактной полосой 11 и электропроводящим или долговременно антистатическим наружным слоем 32, так что электрические заряды, которые возникают на внутренней поверхности 12 бочки 8 и в загружаемом жидком или сыпучем грузе, а также на внешней поверхности 13 бочки, отводятся в днище.
Посредством вышеописанного способа могут также изготовляться широкогорлые бочки 8 без подошвенного кольца, с закругленным переходом между корпусом 3 бочки и днищем 4 бочки (фиг.10).
Далее существует возможность изготовлять по вышеописанному способу широкогорлые бочки со шпунтовой крышкой 37, которая имеет наполнительный и разгрузочный шпунт 38 и шпунт 39 для впуска и удаления воздуха (фиг.8 и 9). При изготовлении широкогорлых бочек со шпунтовой крышкой 37 струя воздуха для окончательного выдувания замкнутой заготовки подается через шпунтовое отверстие 40 одного из двух шпунтов 38, 39 посредством инжекционного стержня. Через пропущенный или пропущенные в промежуточное кольцо 10 тела бочки инжекционный стержень или инжекционные стержни 14 может подаваться струя воздуха в готовое раздутое тело бочки для его охлаждения в дутьевой форме 1. При подаче струи воздуха через один или оба шпунта 39, 40 шпунтовой крышки 37 готового раздутого тела 2 бочки больше не требуются вставные инжекционные стержни в промежуточном кольце 10, так что промежуточное кольцо может выполняться более узким (фиг.9).
На фиг.10 и 11 показана изготовленная вышеописанным способом широкогорлая бочка 8 с цельной или шпунтовой крышкой 41, которая имеет наружный край 42 и внутренний край 43 с открытой вниз кольцевой полостью 44 с уплотнительным углублением 16 для укладки уплотнения 17 крышки, причем укрепленная на корпусе 3 бочки крышка 41 своим наружным краем 42 окружает горловину 45 бочки и своим внутренним краем 43, который выступает над днищем 46 крышки, расположенным ниже кромки 7 отверстия бочки, утапливается в горловину 45 бочки, причем крышка 41 закрепляется на корпусе 3 бочки зажимным кольцом 29, которое захватывает отформованную на некотором расстоянии ниже кромки 7 отверстия отбортовку 47 корпуса 3 бочки и кольцевой фланец 48 наружного края 42 крышки.
В угловой области между нижней стороной 49 днища 46 крышки и внутренним краем 43 крышки 41 бочки сформировано проходящее по окружности, повышающее прочность утолщение 50, и на нижнем конце внутреннего края 43 крышки 41 бочки расположено коническое упрочняющее кольцо 51.
Вышеописанный способ может применяться для изготовления широкогорлых бочек, которые электрически не заземлены. В этом случае экструдированный в дутьевую форму одно- или многослойный пластмассовый рукав не снабжается электрически проводящим полимерным материалом.





Изобретение относится к изготовлению широкогорлых бочек из термопластической пластмассы, которые могут быть электрически заземлены. В способе изготовления широкогорлых бочек из термопластической пластмассы со съемной крышкой и зажимным кольцевым замком одно- или многослойный пластмассовый рукав экструдируют в дутьевую форму и выдувают из него тело бочки. Раздувным формованием изготовляют тело бочки с корпусом бочки, днищем с подошвенным кольцом или без него, отбортовкой на корпусе бочки для установки крышки с зажимным кольцевым замком. Отбортовку формуют на высоте кромки или на некотором расстоянии ниже кромки отверстия изготовляемой широкогорлой бочки на корпусе бочки. Бочку изготовляют с цельной крышкой или шпунтовой крышкой и с промежуточным кольцом между отбортовкой и крышкой или кромкой отверстия бочки и крышкой. Струю воздуха для завершающего раздува замкнутой заготовки в тело бочки с цельной крышкой подают, по меньшей мере, через один введенный в промежуточное кольцо вставной инжекторный стержень. Причем струю воздуха для завершающего раздува замкнутой заготовки в тело бочки со шпунтовой крышкой подают через шпунтовое отверстие, по меньшей мере, одного шпунта шпунтовой крышки посредством инжекционного стержня и/или, по меньшей мере, одного введенного в промежуточное кольцо инжекционного стержня. После охлаждения тела бочки в дутьевой форме и извлечения тела бочки из формы корпус бочки и крышку посредством вырезания промежуточного кольца из тела бочки отделяют друг от друга и после вкладывания кольцевого уплотнения в уплотнительное углубление крышки ее закрепляют посредством зажимного кольца на отбортовке корпуса бочки. Способ обеспечивает получение широкогорлых бочек, герметично закрытых крышками и имеющих антистатический наружный слой. 12 з.п. ф-лы, 11 ил.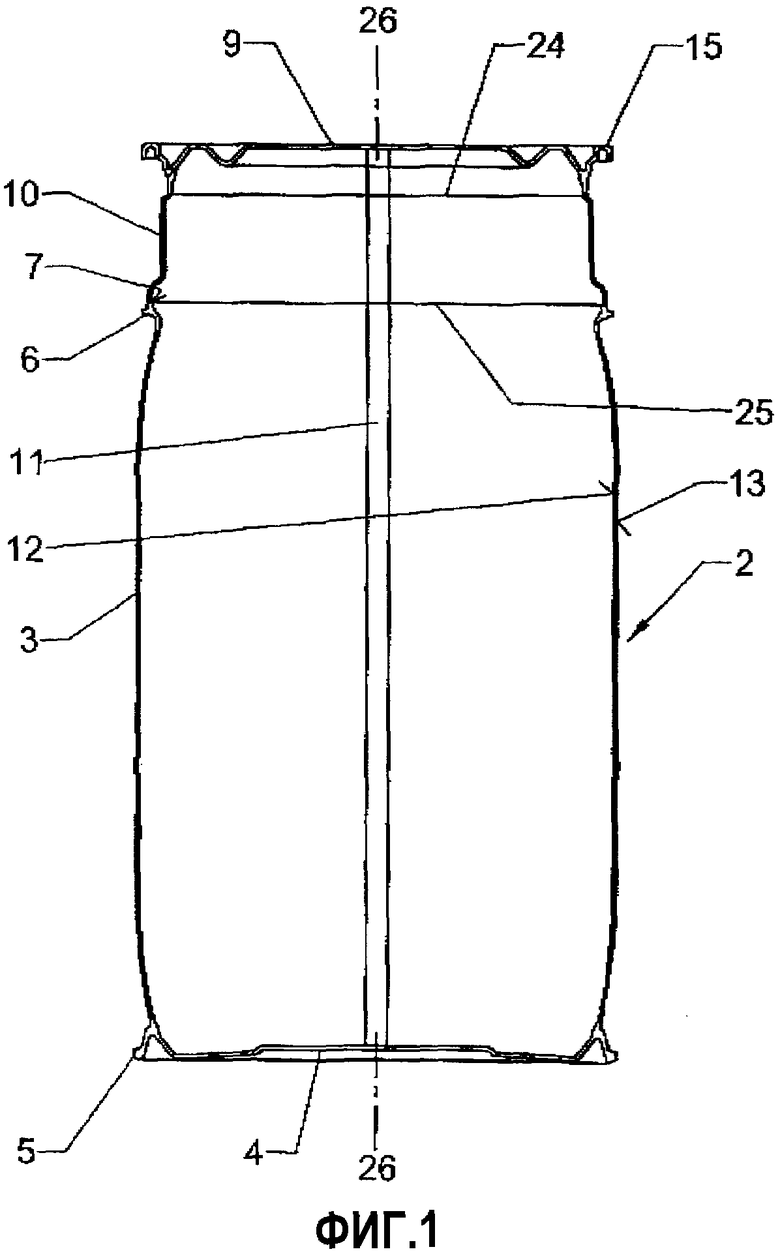
| ШИРОКОГОРЛАЯ ЕМКОСТЬ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛАСТМАССЫ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2050309C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для выдувания полого изделия из термопластичной пластмассы | 1990 |
|
SU1819222A3 |
| Привод игловодителя швейной машины | 1979 |
|
SU781234A1 |
| 0 |
|
SU158347A1 | |
| Бочка из термопластичного материала | 1979 |
|
SU934904A3 |
| СПОСОБ РЕКОНДИЦИОНИРОВАНИЯ ИСПОЛЬЗОВАННОЙ СИНТЕТИЧЕСКОЙ, ФОРМОВАННОЙ РАЗДУВОМ ВТУЛОЧНОЙ БОЧКИ В ЗАКРЫВАЮЩУЮСЯ КРЫШКОЙ БОЧКУ | 1999 |
|
RU2222481C2 |

