Изобретение относится к шинной промышленности и предназначено для ремонта местных повреждений пневматических шин различных транспортных средств и других резинотехнических изделий методом вулканизации и может быть использовано в условиях мастерских автосервиса.
Известно "Устройство для ремонта местных повреждений пневматических шин транспортных средств и других резинотехнических изделий методом вулканизации" по описанию изобретения к патенту РФ 2149757, МПК В 29 С 73/30, опубликовано в БИ 15 27.05.2000 г. (1).
Недостатком данного вулканизатора является то, что при подаче давления сжатого воздуха в пневмопривод на вулканизируемую заготовку сразу же оказывается максимальное давление пневмопривода при достаточно высоком рабочем давлении непосредственно из магистрали сжатого воздуха. Практически общее давление или усилие прижима от пневмопривода на заготовку достигает 1000 кг и более.
При этом не исключены ошибки оператора и случайный зажим и травмирование пальцев оператора между верхним прижимом-нагревателем и заготовкой. Последствия могут быть самыми печальными.
Целью предлагаемого изобретения является обеспечение травмобезопасности вулканизатора. Эта цель достигается за счет усовершенствования пневматической системы вулканизатора за счет предварительного прижима вулканизируемой заготовки между прижимами-нагревателями при минимальном давлении сжатого воздуха, подаваемого в пневмопривод, а после этого через определенный промежуток времени производится подача сжатого воздуха под рабочим давлением в пневмопривод и опрессовочные диафрагмы, укрепленные на прижимах-нагревателях.
Это исключит случаи тяжелого травмирования пальцев рук оператора, так как при предварительном зажиме заготовки используют сжатый воздух с очень низким давлением за счет одновременной подачи сжатого воздуха в обе полости пневмопривода, при этом в рабочую полость подается сжатый воздух с небольшим превышением давления, чем в полость обратного хода штока с поршнем.
Следовательно, общее усилие прижимания заготовки будет также минимальным. И если даже пальцы оператора случайно попадут между заготовкой и прижимом-нагревателем, ущерб от последствий будет минимальным.
Указанная цель достигается следующим образом.
Пневматическая система известного вулканизатора содержит пневмопривод с подсоединенными к нему электропневмоклапанами и, соединенный с магистралью сжатого воздуха и атмосферой; электропневмоклапаны подсоединены к управляющему устройству; укрепленные на прижимах-нагревателях опрессовочные диафрагмы, подсоединенные к электропневмоклапану управления, который, в свою очередь, соединен с магистралью сжатого воздуха и атмосферой и подключен к управляющему устройству вулканизатора.
Предлагаемая пневмосистема управления вулканизатором содержит дополнительно подсоединенный к обеим магистралям подвода сжатого воздуха в две полости пневмопривода и одновременно к управляющему устройству датчик давления, который предназначен для регулирования давления воздуха по меньшей мере в одной полости пневмопривода в соответствии с заданной циклограммой крепления заготовки на вулканизаторе и технологического процесса ее вулканизации.
При этом регулирование давления в двух полостях пневмопривода осуществляется по заданной программе посредством управляющего устройства.
Предлагаемый вулканизатор содержит также дополнительно соединенный с управляющим устройством, тензометрический датчик измерения усилия прижима на штоке пневмопривода. Тензодатчик может быть установлен под одним из прижимов-нагревателей.
Наиболее близким аналогом предлагаемому "Вулканизатору с пневмоприводом прижимов-нагревателей" можно принять вулканизатор по патенту РФ 2149757 (1).
На фиг.1 изображена пневматическая система предлагаемого вулканизатора.
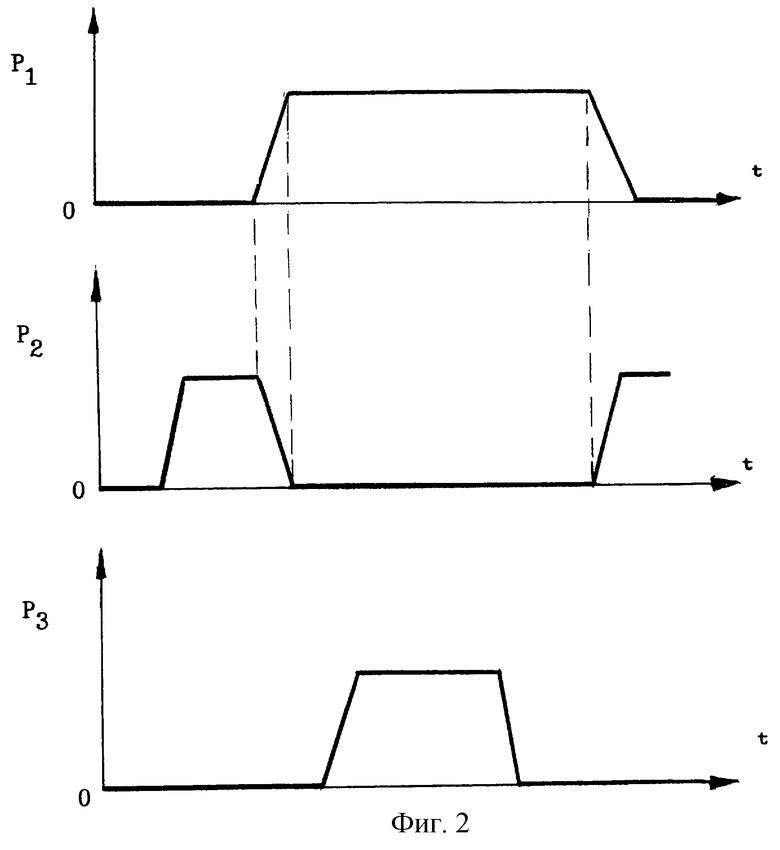
На фиг.2 изображена циклограмма техпроцесса вулканизации известного вулканизатора.
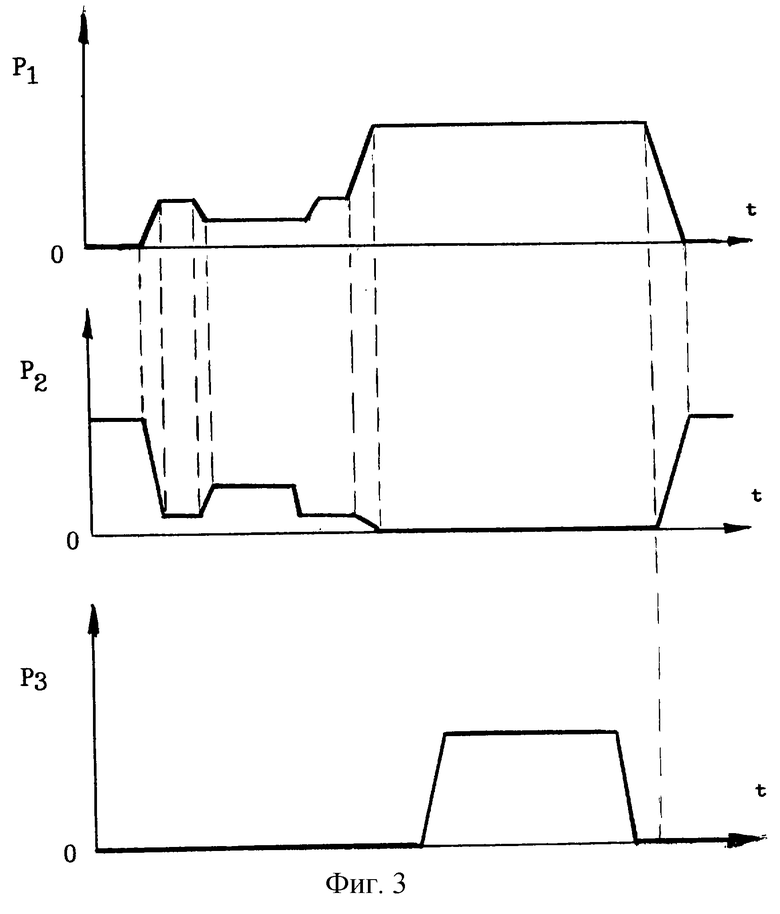
На фиг. 3 изображена циклограмма техпроцесса вулканизации предлагаемого вулканизатора.
Предлагаемый вулканизатор с пневмоприводом прижимов-нагревателей содержит следующие агрегаты, узлы и блоки.
К магистрали сжатого воздуха 1 подсоединены электропневмоклапаны ЭПК 1 и ЭПК 2, соответственно ЭПК 1 соединен с рабочей (верхней) полостью пневмопривода 2, давление в этой полости равно P1. А ЭПК 2 соединен с нижней полостью пневмопривода 2, давление в которой равно Р2. Электропневмоклапаны ЭПК 1 и ЭПК 2 соединены с устройством управления 4.
Между магистралями подвода сжатого воздуха в верхнюю и нижнюю полости пневмопривода 2 установлен датчик давления 3, соединенный с устройством управления 4. С магистралью подачи сжатого воздуха в рабочую полость пневмопривода 2 соединен электропневмоклапан ЭПК 3, через который подается сжатый воздух в две опрессовочные диафрагмы 5, укрепленные соответственно на верхнем и нижнем прижимах-нагревателях. Давление в опрессовочных диафрагмах 5 равно Р3. ЭПК 3 также соединен с управляющим устройством 4.
Под нижним прижимом-нагревателем укреплен тензометрический датчик 6, предназначенный для измерения усилия прижима на штоке пневмопривода.
Предлагаемый вулканизатор с пневмоприводом прижимов-нагревателей работает следующим образом.
На опрессовочную диафрагму нижнего прижима-нагревателя оператор устанавливает вулканизируемую заготовку. В этот момент поршень со штоком пневмопривода 2 находится в верхнем положении.
Для того чтобы предварительно прижать заготовку верхним прижимом-нагревателем пользователь посредством управляющего устройства 4 подает команду на электропневмоклапаны ЭПК 1 и ЭПК 2 в соответствии с заданной программой, встроенной в управляющее устройство. При этом сжатый воздух сначала подается посредством электроклапанов в рабочую полость пневмопривода. Одновременно обратная полость пневмопривода соединяется с атмосферой. Датчик давления 3 отслеживает изменение давления, и управляющее устройство в зависимости от разности давлений P1 и Р2 либо продолжает данную операцию (движение поршня вниз), либо наоборот соединяет рабочую полость с атмосферой, а обратная полость соединяется с магистралью сжатого воздуха. Так как управляющее устройство 4 по заданной программе стремится сделать разницу между P1 и P2 минимальной, сила прижимания заготовки будет также минимальной. Давление Р1 превышает давление Р2 на очень незначительную величину, а поэтому поршень со штоком и верхним прижимом-нагревателем прижимают заготовку предварительно с очень небольшим усилием прижима.
Затем по заданной программе управляющим устройством подается команда на подачу через ЭПК 1 из магистрали сжатого воздуха под рабочим давлением в рабочую полость пневмопривода. а после прижатия заготовки через ЭПК 3 подается также под рабочим давлением сжатый воздух в опрессовочные диафрагмы 5. Таким образом вулканизатор готов к техпроцессу вулканизации заготовки.
Пневмосистема предлагаемого вулканизатора работает следующим образом (фиг.1 и 3).
Изначально давление сжатого воздуха в нижней полости пневмопривода равно P2 и близко к сетевому давлению. Полости Р1 и Р3 соединены с атмосферой.
Оператор запускает специальную программу в управляющем устройстве 4 и производит предварительную фиксацию заготовки путем нажатия клавиш "вверх-вниз" на управляющем устройстве. Управляющее устройство отслеживает изменение давления на дифференциальном датчике давления 3 и запрещает изменение давления выше заданного предварительного давления зажима заготовки.
При P1>P2 поршень пневмопривода движется вниз, при P2>P1 поршень движется вверх, при |P1-P2|•K<Fтр поршень стоит на месте.
где К - коэффициент пропорциональности;
Fтр - сила трения поршня и штока о стенки пневмоцилиндра.
За счет отслеживания управляющим устройством 4 минимальной разницы |P1-P2|, но меньшей Р заданной (заданное давление) осуществляется предварительный прижим (фиксация) заготовки.
При этом вследствие того, что усилие прижима на заготовку является минимальным, то даже при неосторожном зажиме пальца оператора между верхним прижимом-нагревателем и заготовкой травма может произойти, но последствия ее будут минимальными по сравнению с существующим положением на современных вулканизаторах.
Далее, по прошествии определенного промежутка времени (от 30 до 120 секунд) в соответствии с заданной программой включается подача рабочего давления P1 через ЭПК 1 в рабочую полость пневмопривода из магистрали сжатого воздуха и тем самым производится окончательный прижим заготовки.
Затем, по прошествии определенного промежутка времени (от 15 до 20 секунд) также по заданной программе от управляющего устройства через ЭПК 3 подается рабочее давление Р3 в опрессовочные диафрагмы 5 и тем самым завершается окончательная фиксация заготовки под рабочим давлением перед техпроцессом вулканизации. Затем по заданной программе производится вулканизация заготовки.
После завершения процесса вулканизации съем заготовки с вулканизатора производится следующим образом.
Управляющее устройство также по заданной программе сначала снимает давление Р3 из опрессовочных диафрагм 5. Затем через ЭПК 2 под давлением P2 отводится поршень со штоком вверх в нерабочее положение вместе с верхним прижимом-нагревателем и оператор снимает заготовку с вулканизатора.
Управляющее устройство предлагаемого вулканизатора может обеспечить построение систем управления работой вулканизатора по трем видам.
1. Бездатчиковая система - здесь регулирование давления в пневмосистеме вулканизатора производится за счет широтно-импульсной модуляции (ШИМ) электропневмоклапанов.
Недостатком данного способа регулирования является то, что частота ШИМ довольно большая (не менее 10 Гц), а это приводит к преждевременному износу электропневмоклапанов.
2. Система регулирования давления посредством датчика давления. Данная система наиболее точная и имеет наибольший ресурс работы. Возможно построение системы с дифференциальным датчиком давления, включенного между прямой и обратной линиями подачи сжатого воздуха в пневмопривод или обыкновенного датчика давления, подсоединенного к линии прямой подачи сжатого воздуха.
Принцип стабилизации давления по этому способу основывается на сравнении текущего давления с заданным давлением и воздействия управляющего устройства на электропневмоклапаны в зависимости от знака сравнения с заданной точностью.
3. Система регулирования давления в пневмосистеме, оснащенной датчиком давления и тензодатчиком измерения усилия прижима на штоке пневмопривода. Эта система наиболее точно стабилизирует давление в пневмосистеме, а точность достигается за счет исключения (компенсации) силы трения поршня и штока пневмопривода о стенки пневмоцилиндра.
Информация о давлении на вулканизируемую заготовку снимается управляющим устройством с тензодатчика и управляющее устройство в моменты, когда нет контакта прижимов-нагревателей с заготовкой, производит перемещение штока с учетом рассчитанной силы трения.
Таким образом, в случае построения системы регулирования давления по этому варианту гарантируются минимальные предварительные усилия прижима заготовки. А это является главной целью при разработке предлагаемого вулканизатора.
Литература
1. "Устройство для ремонта местных повреждений пневматических шин транспортных средств и других резинотехнических изделий методом вулканизации" по описанию изобретения к патенту РФ 2149757, МПК В 29 С 73/30, опубликовано в БИ 15 27.05.2000 г.
Изобретение относится к шинной промышленности и может быть использовано при ремонте местных повреждений пневматических шин различных транспортных средств. Вулканизатор с пневмоприводом прижимов-нагревателей содержит пневмопривод, соединенный с магистралью сжатого воздуха и атмосферой через электропневмоклапаны, которые подсоединены к управляющему устройству. Вулканизатор содержит укрепленные на прижимах-нагревателях опрессовочные диафрагмы, подсоединенные к электропневмоклапану управления. Электропневмоклапан управления подсоединен к магистрали сжатого воздуха, и к атмосфере, и к управляющему устройству. Пневмосистема управления вулканизатором содержит подсоединенный к обеим магистралям подвода сжатого воздуха в две полости пневмопривода и одновременно к управляющему устройству датчик давления. Датчик давления предназначен для регулирования давления воздуха, по меньшей мере, в одной полости пневмопривода в соответствии с заданной циклограммой крепления заготовки на вулканизаторе и технологического процесса ее вулканизации. Регулирование давления пневмопривода осуществляется по заданной программе посредством управляющего устройства. Устройство травмобезопасно, обеспечивает минимальные предварительные усилия прижима заготовки. 1 з.п.ф-лы, 3 ил.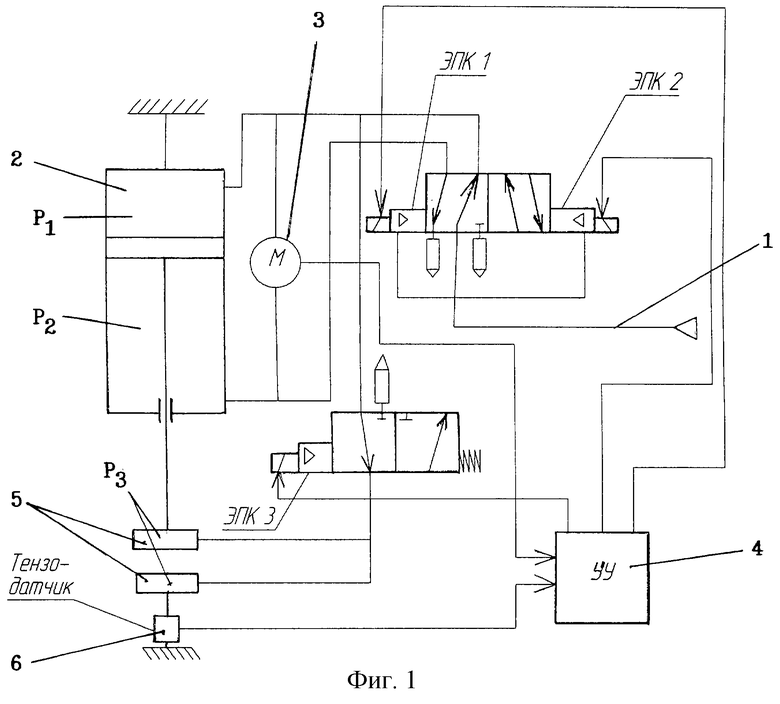
| УСТРОЙСТВО ДЛЯ РЕМОНТА МЕСТНЫХ ПОВРЕЖДЕНИЙ ПНЕВМАТИЧЕСКИХ ШИН ТРАНСПОРТНЫХ СРЕДСТВ И ДРУГИХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ МЕТОДОМ ВУЛКАНИЗАЦИИ | 1998 |
|
RU2149757C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ РЕМОНТА ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2089393C1 |
| Устройство для подачи теплоносителя в полость диафрагмы вулканизационного оборудования | 1980 |
|
SU912531A1 |
| Система управления режимом вулканизации изделий | 1983 |
|
SU1140979A1 |
| Система регулирования продолжительности вулканизации изделий | 1980 |
|
SU903187A1 |
| Устройство для регулирования продол-жиТЕльНОСТи ВулКАНизАции РЕзиНОВыХиздЕлий | 1979 |
|
SU852622A1 |
| US 4022555 А, 10.05.1977. | |||

