Изобретение относится к оборудованию для изготовления резиновых технических изделий методом компрессионного прессования и вулканизации в съемных пресс-формах.
Известно устройство для изготовления резиновых изделий, состоящее из основания с центрирующим калибровочным стержнем и резьбовым хвостовиком, нажимной плиты и формообразующих элементов, создающих в сборе рабочие полости. На резьбовом хвостовике размещена стяжная гайка, воздействующая на нажимную плиту. Устройство дополнительно снабжено средством для передачи усилия от пресса на пресс-форму. Оно выполнено в виде установленного на нажимной плите с возможностью поворота съемного стакана. Стакан охватывает стяжную гайку, имеющую грани на внутренней поверхности, по ее боковым поверхностям [1]. Недостатком этого устройства является то, что пресс-форму приходится вручную закреплять на прессе. Вулканизация изделия производится на другом устройстве.
Известен вулканизатор с пневмоприводом прижимов-нагревателей. Пневмопривод соединен через электропневматические клапаны с магистралью сжатого воздуха и атмосферой, а клапаны подсоединены к управляющему устройству. Укрепленные на прижимах-нагревателях опрессовочные диафрагмы подсоединены к электропневматическому клапану управления. Электропневматические клапаны управления подсоединены к магистрали сжатого воздуха, атмосфере и управляющему устройству. Пневматическая система управления дополнительно содержит датчик давления, подсоединенный к обеим магистралям подвода сжатого воздуха в две полости пневмопривода и одновременно к управляющему устройству. С помощью датчика давления в соответствии с заданной циклограммой регулируется давление воздуха в полостях пневмопривода. Также контролируется крепление заготовки на вулканизаторе и технологический процесс ее вулканизации. Регулирование давления пневмопривода осуществляется по заданной программе посредством управляющего устройства. Вулканизатор дополнительно содержит соединенный с управляющим устройством тензометрический датчик измерения усилия прижима на штоке пневмопривода, который установлен под одним из прижимов-нагревателей [2]. Недостатком этого устройства является то, что оно предназначено для ремонта и вулканизации поврежденных пневматических шин, а не изготовления новых изделий. Нагреватель вулканизатора имеет сложную систему компенсации тепловых потерь.
Известно устройство для термоформования изделий. Оно содержит опорное основание с установленными на нем колоннами. Колонны скреплены в верхней части траверсой, с прикрепленной к ней верхней неподвижной нагревательной плитой. Нижняя подвижная нагревательная плита жестко связана со штоком гидроцилиндра подъемным столом. Над траверсой пресса смонтирована аппаратура управления и контроля. Траверса и нижняя часть подвижной плиты включают наборы теплоизоляционных и металлических пластин. Каждая из пластин имеет глухие выемки, в которые помещен материал с более высокими теплоизоляционными свойствами. По периметру корпуса нагревательных плит пресс снабжен системой компенсации тепловых потерь, также выполненной в виде теплоизоляционных пластин [3]. Недостатком этого устройства является сложная конструкция термостата, а наличие гидропресса вызывает необходимость его подключения к гидростанции. Также недостатком конструкции является ручная установка пресс-формы под пресс на нагревательную нижнюю плиту и ручное раскрытие горячей пресс-формы для выемки готового изделия, что требует от работников особой осторожности. Все приведенные выше устройства не обеспечивают одновременно высокоточного изготовления мелких деталей прессованием и их вулканизации. В этих устройствах не обеспечивается плоскопараллельное позиционирование с жесткой фиксацией пресс-формы на прессе.
Технический эффект от предлагаемого изобретения заключается в том, что конструкция вулканизационного пресса позволяет получать мелкие изделия с большой степенью точности за счет конструктивного обеспечения плоскопараллельного закрепления стакана с пресс-формой. На заявляемом устройстве одновременно с прессованием производится и вулканизация резинотехнического изделия. Конструкция обеспечивает повышение техники безопасности работы на заявляемом вулканизационном прессе за счет того, что загрузка и выемка пресс-формы из нагревателя, в котором пресс-форма размещается, производится вне зоны воздействия пресса и нагревателя. Кроме того, для разборки пресс-формы используется толкатель пневматического цилиндра, управляемый электропневматическими клапанами. Конструкция обеспечивает сбережение технологического тепла благодаря простому и надежному термостату, выполненному из набора жаростойких негорючих теплоизоляционных материалов, заполняющего полость между нагревателем и кожухом. Контроль и управление технологическим процессом изготовления изделий из резины ведется с помощью дисплея, подключенного к ЭВМ. На основе конструкции заявляемого пресса возможно создание роботизированного участка по производству резинотехнических изделий, объединяющего несколько прессов в систему, управляемого ЭВМ.
На фиг.1, 2 и 3 изображено устройство для изготовления резиновых изделий. На фиг.1 - его фронтальный вид; на фиг.2 - вид сбоку; на фиг.3 - вид сверху. На фиг.4 представлен вулканизатор с термостатом.
На рисунках приняты следующие обозначения: 1 - стойка; 2 - пресс; 3 - верхняя неподвижная плита пресса; 4 - нижняя подвижная плита пресса; 5 - стакан с пресс-формой; 6 - электронагревательный элемент с керамическим изолятором; 7 - ЭВМ с дисплеем; 8 - электропневматические вентили; 9 - воздухораспределитель; 10 - блок управления; 11 - шток пневмоцилиндра для перемещения стакана с пресс-формой для загрузки и выгрузки; 12 - пневмоцилиндр для перемещения стакана с пресс-формой; 13 - пневмоцилиндр для перемещения нижней плиты пресса; 14 - пневмоцилиндр для раскрытия пресс-формы; 15 - скоба на нижней плите пресса для закрепления стакана с пресс-формой; 16 - датчик давления; 17 - вулканизатор; 18 - корпус нагревателя; 19 - датчик температуры; 20 - прокладка из жаропрочного материала; 21 - теплоизолятор; 22 - кожух термостата.
Устройство имеет следующую конструкцию. На стойке 1 размещен пресс 2, имеющий верхнюю неподвижную плиту 3 и нижнюю подвижную плиту 4 круглой формы со скобой 15 для неподвижной фиксации стакана с пресс-формой 5. Верхняя плита пресса 3 тоже имеет круглую форму и служит для ограничения движения сдавливаемой нижней плитой пресса 4 пресс-формы. Стенки стакана для размещения пресс-формы на нижней плите пресса 4 служат направляющими для движения пресс-формы (не показана). Верхняя неподвижная плита 3 совместно с электронагревателем образует вулканизатор 17. В устройстве имеется механизм подачи пресс-формы под вулканизационный пресс с помощью пневматического привода. Привод состоит из пневматических цилиндров 12, 13 и 14, управляемых электропневматическими вентилями 8 и воздухораспределителем 9 по командам, подаваемым с блока управления 10. Осевое усилие от нижней подвижной плиты 4 пресса 2 на пресс-форму передается сквозь полый цилиндр с размещенной в нем пресс-формой 5. Для интенсивного нагрева пресс-формы 5 до температуры вулканизации резиновых изделий в вулканизаторе 17 используется электронагреватель. Он представляет собой спиральный электронагревательный элемент 19 с керамическим изолятором, многократно навитый вокруг цилиндрообразного корпуса 18, изготовленного из теплопроводного материала. Вулканизатор 17 окружен по периферии термостатом, выполненным из набора жаростойких негорючих (например, асбеста) и теплоизоляционных (например, каолиновой ваты) материалов и защищенным кожухом 22. Для возможности раскрытия загрузки и выгрузки пресс-форм вне зоны воздействия пресса и электронагревателя устройство снабжено пневматическим цилиндром 12, перемещающим стакан с пресс-формой 5 из-под пресса 2 в зону загрузки и выгрузки пресс-форм. Для раскрытия горячей пресс-формы с готовым резиновым изделием служит пневматический цилиндр 14. Пневматические цилиндры 12, 13 и 14 управляются с помощью электропневматических вентилей 8 и воздухораспределителя 9. Контроль давления воздуха в пневматическом цилиндре 13 осуществляется датчиком давления 16. Внутри электронагревателя установлен измеритель температуры, представляющий собой датчик температуры 19. Весь процесс изготовления резинового изделия управляется командами, поступающими с блока управления 10, и отображается на дисплее 7.
Устройство работает следующим образом. Пресс-форма загружается в стакан 5 толкателем 11 пневматического цилиндра 12, перемещается в зону действия пресса, где она разогревается в вулканизаторе 17. Затем пресс-форма с помощью штока пневматического цилиндра 14 опускается, а штоком 11 пневматического цилиндра 12 перемещается в зону загрузки и выгрузки пресс-форм. Оператор загружает резиновое сырье в пресс-форму и закрывает ее. Пневматическим цилиндром 12 пресс-форма снова перемещается в зону действия пресса 2. Здесь осуществляется прессование резиновой заготовки на прессе 2 и ее вулканизация в вулканизаторе 17. По командам, поступающим из блока управления 10, несколько раз производится подпрессовка резинового изделия. После завершения процесса термического прессования пресс-форма с помощью пневматического цилиндра 14 опускается и с помощью пневматического цилиндра 12 перемещается в зону выгрузки. Штоком пневматического цилиндра 14 пресс-форма раскрывается, из нее вынимается готовое резиновое изделие.
Представленная конструкция вулканизационного пресса позволяет достигнуть указанного выше технического результата. С помощью предложенного вулканизационного пресса можно изготавливать мелкие резиновые изделия с высокой точностью. Вулканизационный пресс имеет малые габариты, может выполняться в настольном варианте, имеет низкое энергопотребление и рассчитан на малые партии изделия для опытного производства. Конструкция обеспечивает безопасность обслуживающего персонала при работе на этом устройстве, хорошо экономит тепловую энергию, необходимую для процесса вулканизации резины. Контроль температуры нагрева вулканизационного пресса позволяет уменьшить вероятность выхода его из строя из-за перегрева устройства, повысить его работоспособность. Запись и хранение в памяти ЭВМ информации о проведении термоформования каждого резинового изделия позволяет контролировать и анализировать технологию изготовления изделий, повышать качество изготавливаемых изделий.
Конструкция устройства позволяет в дальнейшем роботизировать весь процесс производства резиновых изделий, объединив управление несколькими прессами с помощью ЭВМ.
Источники информации
1. Патент России на изобретение RU №2082608, МКИ В29С 35/02, В29С 33/20, заявлено 1994.06.01.
2. Патент России на изобретение RU №2223858, МКИ В29С 35/02, В29К 21/00, B29L 30/00, заявлено 2002.08.13.
3. Патент России на изобретение RU №2266200, МКИ В29С 51/26, В29С 35/02, В29К 101:00, B29L 31:00, заявлено 2004.07.26.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВУЛКАНИЗАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2053120C1 |
| ВУЛКАНИЗАТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1992 |
|
RU2053119C1 |
| Устройство для подачи теплоносителя в диафрагму форматора-вулканизатора | 1981 |
|
SU979157A1 |
| Вулканизационный дорн | 1983 |
|
SU1106676A1 |
| Устройство для непрерывной вулканизации резиновых изделий | 1984 |
|
SU1326432A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ СЛОЖНОЙ КОНФИГУРАЦИИ НА ВУЛКАНИЗАТОРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2169076C1 |
| ПОДПРЕССОВОЧНОЕ УСТРОЙСТВО К ВУЛКАНИЗАЦИОННОМУ ПРЕССУ | 2005 |
|
RU2293017C1 |
| Вулканизатор для ремонта пневматических камер | 1983 |
|
SU1073125A1 |
| УСТАНОВКА ДЛЯ УСАДКИ РПЗИНОВЫХ ПЛАСТИН | 1967 |
|
SU196296A1 |
| ВУЛКАНИЗАТОР С ПНЕВМОПРИВОДОМ ПРИЖИМОВ-НАГРЕВАТЕЛЕЙ | 2002 |
|
RU2223858C1 |
Изобретение относится к оборудованию для изготовления резиновых технических изделий методом компрессионного прессования и вулканизации в съемных пресс-формах. Техническим результатом заявленного изобретения является создание вулканизационного пресса, позволяющего получать мелкие изделия с большой степенью точности с одновременным прессованием и вулканизацией резинотехнического изделия. Кроме того, обеспечивается повышение техники безопасности работы на вулканизационном прессе и сбережение технологического тепла, а также возможность создания роботизированного участка по производству резинотехнических изделий. Технический результат обеспечивается устройством, которое состоит из пресса, имеющего верхнюю неподвижную плиту и нижнюю подвижную плиту. Верхняя плита ограничивает движение сдавливаемой нижней плитой пресса пресс-формы и совместно с электронагревателем образует вулканизатор. Пресс-форма размещается в полом стакане, который посредством выемки крепится к скобе, закрепленной на нижней части пресса. Через полый цилиндрический стакан с размещенной в нем пресс-формой осевое усилие передается от нижней подвижной плиты пресса на пресс-форму. Электронагреватель вулканизатора, нагревающий пресс-форму до температуры вулканизации, представляет собой электронагревательный элемент с керамическим изолятором, спирально навитый вокруг корпуса цилиндрической формы. Температура нагревателя контролируется датчиком температуры. В устройство входит термостат, который выполнен из набора жаростойких негорючих теплоизоляционных материалов и закрыт кожухом. Для загрузки и выгрузки пресс-форм в стакан вне зоны воздействия пресса и нагревателя, а также для раскрытия горячей пресс-формы устройство снабжено пневматическими цилиндрами. Все пневматические цилиндры управляются электропневматическими вентилями и воздухораспределителем по командам, поступающим из блока управления. Контроль величины давления воздуха в прессе осуществляется датчиком давления. Весь технологический процесс изготовления резинового изделия отображается на дисплее и записывается в памяти ЭВМ. 4 ил.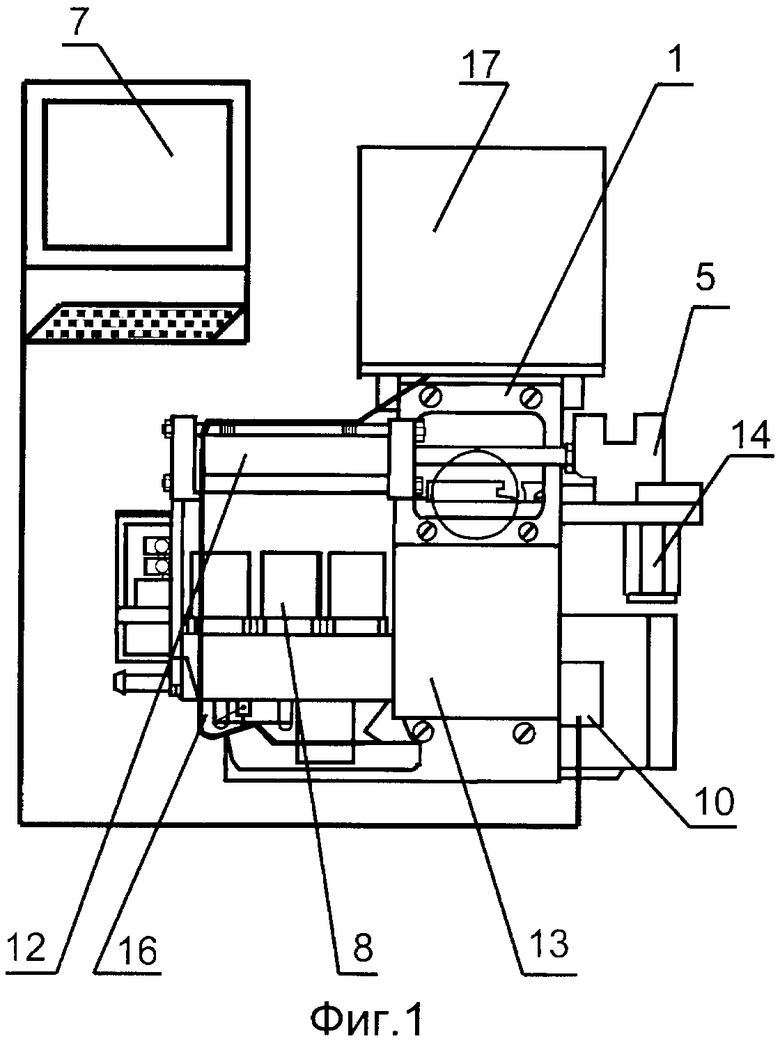
Устройство для изготовления резиновых изделий, содержащее пресс вулканизационный пневматический с электроподогревом для термического формования, закрытую компрессионную съемную пресс-форму, размещаемую в стакане, который с помощью механизма крепления и перемещения пресс-формы подается под пресс; вулканизатор с электроподогревом, температура которого контролируется с помощью датчика температуры; пневматическую систему управления прессом и вулканизатором, которая содержит датчик давления, с помощью которого контролируется процесс прессования; блок управления регулирует давление пневматического привода и температурный режим в соответствии с заданной программой проведения процесса термического прессования резиновых изделий, отличающееся тем, что пресс смонтирован на стойке с возможностью передачи осевого усилия нижней плите пресс-формы посредством штока пневматического цилиндра, воздействующего сквозь полый стакан, в котором располагается пресс-форма; верхняя неподвижная плита пресса находится внутри вулканизатора; загрузка сырья в пресс-форму осуществляется вне зоны действия пресса и нагревателя вулканизатора; пневматические приводы механизмов перемещения и подачи пресс-формы под пресс, воздействия нижней плиты пресса на пресс-форму и раскрытия пресс-формы управляются электропневматическими вентилями и воздухораспределителем по командам, поступающим из блока управления; нагреватель вулканизатора представляет собой полый цилиндрический корпус из теплопроводного материала с навитым на него электронагревательным элементом с керамическим электрическим изолятором; нагреватель вулканизатора по периферии защищен от потерь тепла термостатом, выполненным из набора жаростойких негорючих и теплоизоляционных материалов и закрытым кожухом; датчик температуры установлен в корпусе нагревателя; каждый технологический процесс термоформования записывается в памяти ЭВМ.
| ПРЕСС ДЛЯ ТЕРМОФОРМОВАНИЯ ИЗДЕЛИЙ | 2004 |
|
RU2266200C1 |
| JP 7171835 A, 11.07.1995 | |||
| ВУЛКАНИЗАТОР С ПНЕВМОПРИВОДОМ ПРИЖИМОВ-НАГРЕВАТЕЛЕЙ | 2002 |
|
RU2223858C1 |
| Способ вулканизации восстанавливаемых покрышек и устройство для его осуществления | 1987 |
|
SU1549761A1 |

