Изобретение относится к области электротехники и может быть использовано при изготовлении химических источников тока, например никель-водородных аккумуляторных батарей.
Известно, что заряд никель-водородных аккумуляторных батарей сопровождается выделением на положительных электродах кислорода, что может при недостаточной его рекомбинации привести к взрывоопасной концентрации кислорода в водороде и, в конечном итоге, к выходу из строя аккумуляторной батареи. С другой стороны, за счет выхода кислорода в общую газовую полость и последующего его взаимодействия с водородом с образованием воды, происходит перераспределение электролита между электрически последовательно соединенными аккумуляторными элементами. Этот процесс приводит к тому, что одни аккумуляторные элементы работают с избытком электролита, а другие с недостатком, что в свою очередь ведет к неидентичности характеристик этих элементов и к снижению мощности аккумуляторной батареи.
Одним из способов улучшения процесса рекомбинации выделяющегося кислорода является опрессовка периметра электрода полимерным материалом.
Известен литиевый химический источник тока (патент РФ 2076401, Н 01 М 2/20, 6/14, дата приоритета 27.04.95), в котором подложки электродов окантованы диэлектрическим материалом, лепестки-токовыводы выступают из окантовки и сварены между собой в соответствии с полярностью. Хотя в описании изобретения не указана цель такой окантовки, но, исходя из конструкции, можно предположить, что таким образом исключается замыкание разнополюсных электродов, поскольку лепестки-токовыводы загибаются у основания перпендикулярно плоскости электрода.
Наиболее близким к заявляемому решению и потому принятому за прототип является аккумуляторная батарея (патент РФ 2153211, Н 01 М 10/34, 12/08, дата приоритета 15.07.98), с улучшенным процессом рекомбинации кислорода, что достигается уплотнением спрессованных окружностей (кантов) комплектующих электрохимического пакета. Такая плотная сборка батареи может быть получена при точном соотношении толщины кантов и пористых слоев, всех комплектующих электрохимического пакета, в том числе, и оксидно-никелевого электрода.
Недостатком данной конструкции и способа формирования кантов оксидно-никелевого электрода является тот факт, что в качестве механического и токоведущего каркаса оксидно-никелевого электрода выступает сетка и для заполнения междоузлий этой сетки опрессовка может происходить только при расплавлении полисульфона, температура плавления которого составляет от 250 до 300oС. А, как известно, гидроксид никеля, являющийся активной массой оксидно-никелевого электрода, при этой температуре разлагается и переходит в неактивную форму - оксид никеля. Вследствие этого опрессовку можно проводить только до стадии внесения активной массы. А при проведении операции внесения активной массы и последующих формировочных зарядно-разрядных циклов с целью стабилизации структуры электрода и отмывки его от нитрат-ионов и карбонатов, происходит изменение геометрических размеров пористой части электрода (набухание), из-за чего толщина пористых слоев становится больше толщины спрессованной части, что ведет к браку. К тому же набухание пористой части электрода приводит к его неплоскостности (чашеобразная форма), что вызывает определенные трудности при сборке аккумуляторной батареи. Дополнительно необходимо отметить, что полисульфон при его затвердевании из-за усадки плохо воспроизводит требуемые геометрические размеры. Невоспроизводимость геометрических размеров полисульфона приводит на стадии формирования кантов к большому браку из-за необходимости точного соблюдения толщины кантов и пористой части.
Задачей заявляемого технического решения является создание такой конструкции оксидно-никелевого электрода и способа его изготовления, которые позволили бы значительно сократить количество брака при его изготовлении.
Поставленная задача достигается за счет конструкции оксидно-никелевого электрода, которая состоит из каркаса, уплотнительных прокладок кантов и пористых слоев с активной массой, расположенных по обеим сторонам каркаса, причем каркас согласно заявляемому техническому решению выполнен из металлической ленты с пазами для уплотнительных прокладок канта, и способа изготовления окисно-никелевого электрода, включающего изготовление каркаса из металлической ленты с пазами для уплотнительных прокладок канта, изготовление уплотнительных прокладок, изготовление пористых слоев с внесением в них активной массы, и проведении формировочных заряд-разрядных циклов, получением после этого пористых слоев необходимой геометрической конфигурации, и последующей сборки изготовленных деталей оксидно-никелевого электрода в единое целое.
Заявляемый оксидно-никелевый электрод иллюстрируется чертежами, представленными на фиг.1-3.
На фиг.1 показан каркас оксидно-никелевого электрода.
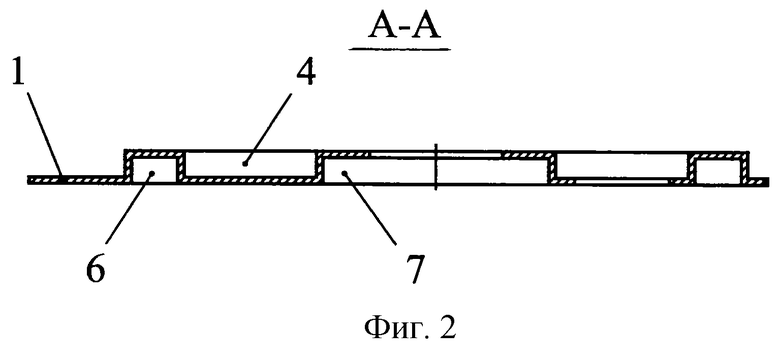
На фиг. 2 изображен поперечный разрез каркаса оксидно-никелевого электрода.
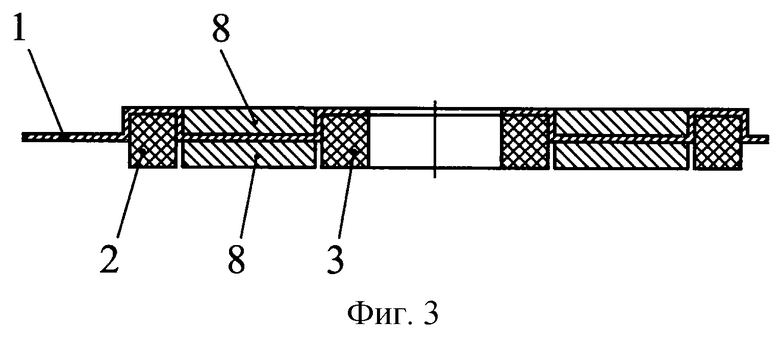
На фиг.3 показан поперечный разрез оксидно-никелевого электрода в сборе.
Каркас оксидно-никелевого электрода 1 (фиг. 1, 2), например, круглой конфигурации, изготовленный из металлической ленты, имеет паз 6 для наружной уплотнительной прокладки канта 2 (фиг.3) и паз 7 для внутренней уплотнительной прокладки канта 3 (фиг.3), токовыводы 5, например, в количестве двух штук и места для пористых слоев 4 (фиг.2).
На поперечном разрезе каркаса оксидно-никелевого электрода (фиг.2) показано, что пазы 6 и 7 для наружной уплотнительной прокладки канта 2 и внутренней уплотнительной прокладки канта 3 могут быть, например, прямоугольного сечения.
На фиг.3 показан поперечный разрез оксидно-никелевого электрода в сборе. Он состоит из каркаса оксидно-никелевого электрода 1, установленных в соответствующие пазы на каркасе наружной уплотнительной прокладки канта 2 и внутренней уплотнительной прокладки канта 3, и пористых слоев 8.
Заявляемый способ изготовления оксидно-никелевого электрода осуществляется следующим образом. Из металлической ленты, например никелевой, толщиной 30-60 мкм методом, например, электроэрозионной обработки или фрезерованием изготавливается каркас определенной конфигурации, например круглой с отверстием по середине. Полученная заготовка каркаса подвергается операции штамповки, в результате которой получают, например, кольцеобразные пазы прямоугольного сечения под наружную и внутреннюю уплотнительные прокладки кантов. Уплотнительные прокладки кантов могут быть изготовлены, например, из полисульфона методом термопрессования. В заготовки для пористых слоев вносится активная масса, проводятся формировочные зарядно-разрядные циклы и из таких заготовок вырубаются пористые слои оксидно-никелевого электрода необходимой конфигурации, например, в виде колец. Затем происходит операция сборки всех деталей оксидно-никелевого электрода в единое целое.
Заявляемый способ изготовления оксидно-никелевого электрода позволяет исключить неплоскостность электрода и путем индивидуальной подборки толщины уплотнительных прокладок канта и пористых слоев в пределах технологических допусков повысить выход годной продукции.
Заявляемая конструкция оксидно-никелевого электрода и способ его изготовления позволяет снизить брак на 30-50% и значительно упростить технологию сборки батареи в целом.
Источники информации
1 Патент РФ 2076401, Н 01 М 2/20, 6/14, дата приоритета 27.04.95.
2 Патент РФ 2153211, Н 01 М 10/34, 12/08, дата приоритета 15.07.98.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАРТЕРНАЯ БАТАРЕЯ | 2024 |
|
RU2831045C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ | 1998 |
|
RU2153211C2 |
| ИСТОЧНИК ТОКА СИСТЕМЫ ДИОКСИД МАРГАНЦА - ЛИТИЙ | 2021 |
|
RU2779506C1 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 2016 |
|
RU2628567C1 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА СИСТЕМЫ ДИОКСИД МАРГАНЦА - ЛИТИЙ | 2004 |
|
RU2293401C2 |
| ЛИТИЙ-УГЛЕРОДНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ КОНДЕНСАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2581849C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ СВИНЦОВОГО АККУМУЛЯТОРА | 2000 |
|
RU2168804C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НИКЕЛЬ-КАДМИЕВЫХ АККУМУЛЯТОРОВ ПЕРЕМЕННЫМ АСИММЕТРИЧНЫМ ТОКОМ | 2012 |
|
RU2527937C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАДМИЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1998 |
|
RU2140121C1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ И ВОССТАНОВЛЕНИЯ ЕМКОСТИ НИКЕЛЬ-КАДМИЕВЫХ АККУМУЛЯТОРОВ ПЕРЕМЕННЫМ АСИММЕТРИЧНЫМ ТОКОМ | 2012 |
|
RU2521607C1 |
Изобретение относится к области электротехники и может быть использовано при изготовлении химических источников тока. Техническим результатом изобретения является снижение брака при изготовлении. Согласно изобретению оксидно-никелевый электрод состоит из каркаса, выполненного из металлической ленты с пазами для уплотнительных прокладок канта, уплотнительных прокладок канта, пористых слоев с активной массой, расположенной по обеим сторонам каркаса. Каркас оксидно-никелевого электрода изготавливают из металлической ленты толщиной 30-60 мкм определенной конфигурации. В этом каркасе штампуют пазы для уплотнительных прокладок кантов. В пористые слои вносится активная масса, проводят формировочные зарядно-разрядные циклы, после чего пористые слои вырубают с требуемыми диаметрами. На завершающей стадии уплотнительные прокладки кантов, пористые слои и каркас собирают в электрод. 2 с. и 4 з.п. ф-лы, 3 ил.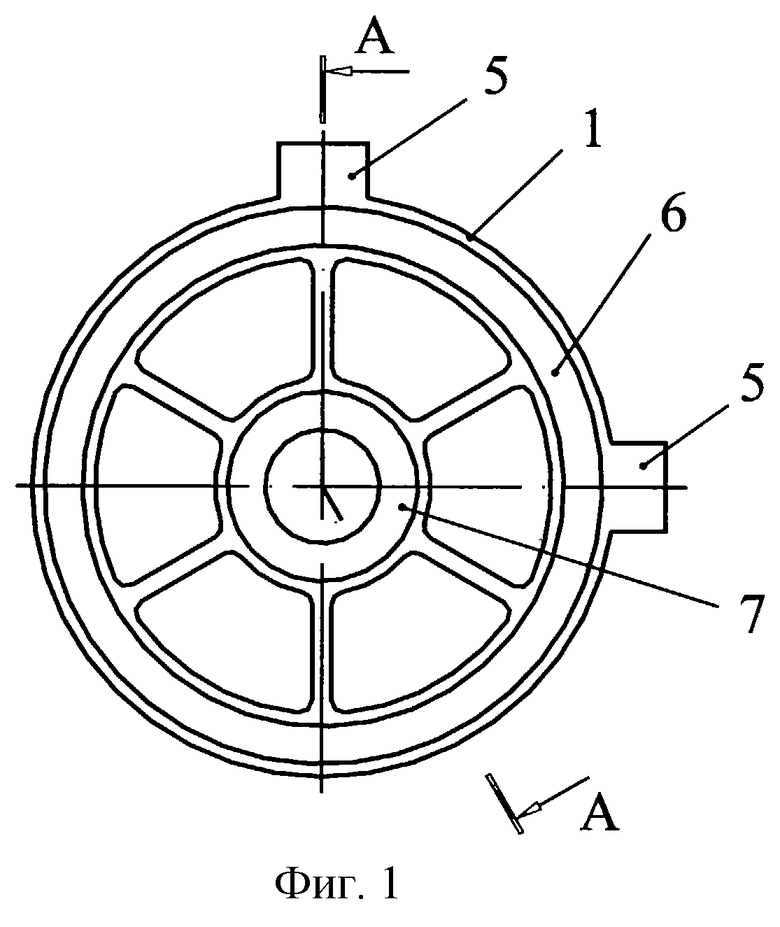
| АККУМУЛЯТОРНАЯ БАТАРЕЯ | 1998 |
|
RU2153211C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1990 |
|
RU1695788C |
| US 4283844 А, 18.08.1981 | |||
| US 4751153 А, 14.06.1988. | |||

