Изобретение относится к литейному производству и может быть использовано для изготовления литейных форм, стержней и элементов литниковой системы из жидкостекольных смесей. Смесь отверждается тепловой сушкой или продувкой СО2.
Известны смеси для изготовления форм и стержней на жидкостекольном связующем, содержащие в качестве огнеупорного наполнителя кварцевый песок, различные органические и неорганические материалы с низкой температурой воспламенения [1].
Известная смесь требует повышенной податливости и облегченной выбивки из отливок за счет применения в составе смеси органических материалов, которые, выгорая при взаимодействии с расплавленным металлом, разупрочняют стержни.
Известна смесь на основе жидкостекольного связующего, едкого натра, феррохромового шлака, пиранта - порошкообразного продукта на основе фосфорного ангидрида, сульфата амония, кварцевого песка [2].
Смесь имеет неудовлетворительные прочностные свойства и многокомпонентный состав, затрудняющий технологический процесс ее приготовления. Кроме того, данная смесь не используется для изготовления элементов литниково-питающей системы литейной формы.
Наиболее близкой к изобретению по физико-химическому составу и достигающему технологическому результату является смесь на основе жидкостекольного связующего, едкого натра, каолина, огнеупорного наполнителя [3].
Однако смесь данного состава имеет неудовлетворительные физико-механические свойства, в частности малую прочность на сжатие, что отрицательно сказывается на качестве литейной формы и, как следствие, на качестве литья, что практически не допускает использования смеси данного состава для изготовления стержней, оформляющих элементы литниковой системы для литейной формы.
Заявляемое изобретение направлено на создание смеси для изготовления форм и стержней на жидкостекольном связующем, расширяющей ассортимент средств данного назначения.
Техническим результатом, достигаемым при реализации заявляемого состава, является расширение ассортимента формовочных смесей для изготовления литейных форм и стержней с улучшенными физико-механическими показателями.
Технический результат достигается тем, что смесь для изготовления форм и стержней, содержащая жидкое стекло и кварцевый песок, согласно изобретению дополнительно содержит в своем составе отход производства керамических изделий при следующем соотношении ингредиентов, мас.%:
Жидкое стекло - 5-14
Отход производства керамических изделий - 7-26
Кварцевый песок (огнеупорный наполнитель) - Остальное
Отличием заявляемого изобретения является использование в составе отхода производства керамических изделий, который оказывает влияние на повышение прочности смеси, уменьшение шероховатости рабочих поверхностей формы за счет дисперсной структуры отхода при достаточной газопроницаемости и низкой газотворной способности. Отход производства керамических изделий содержит в своем составе глину, которая служит для дополнительного упрочнения формовочной и стержневой смеси. За счет мелкодисперсности отхода после помола и достаточного количества жидкостекольного связующего, переводящего смесь из сыпучего состояния в пластичное, при минимальной работе уплотнения смеси получаем более прочную литейную форму. Высокая прочность смеси на сжатие после прокаливания позволяет использовать ее для изготовления стержней элементов литниково-питающей системы для литейной формы. При этом не происходит разрушение стержней и форм из данной смеси во время заливки жидким металлом. Тем самым использование данного состава смеси снизит брак отливок из стали и чугуна, а также сплавов цветных металлов по засорам и другим дефектам, связанным с разрушением форм, стержней, а также каналов литниково-питающей системы литейной формы в процессе заливки.
Стержневую смесь приготавливают следующим образом.
В бегуны загружают формовочный песок - отход производства керамических изделий и перемешивают до получения однородной массы в течение 3-7 минут. Затем вводится жидкое стекло и перемешивание проводят еще 5-10 минут, после чего смесь готова к формовке.
Изготовленные из смеси стержни и элементы литниково-питающей системы для литейных форм подвергают сушке при температуре 180-220oС в течение 2-3 часов и более в зависимости от размера стержня.
Свойства смеси оценивались на стандартных образцах (⊘=50 мм и Н=50 мм), изготовленных в стержневом ящике модели 037 М на копре модели 031 или 2М030 тремя ударами груза массой 6,35±0,015 кг, падающего с высоты 50±0,25 мм.
Для сравнения были изготовлены образцы из смеси известного состава [3].
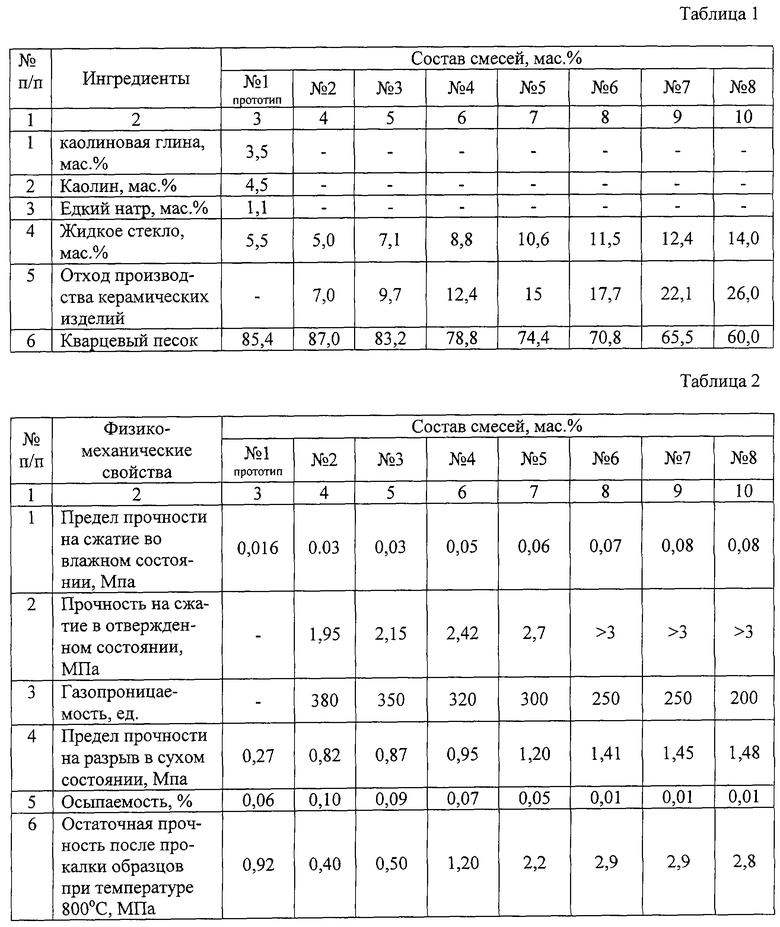
Состав смесей и их физико-механические свойства в сыром состоянии, после сушки и после прокаливания при температуре 800oС в течение 1 часа приведены в табл. 1 и 2.
Для приготовления смеси используют следующие материалы: стекло натриевое жидкое - ГОСТ 13078-67; песок кварцевый К02А или Б К02 - ГОСТ 2138-84. Отход производства керамических изделий имеет следующий химический состав, мас.%: суммарное содержание кварцевого песка и полевого шпата 84,6%; содержание влаги 10,3%; содержание глинистых веществ 15,1%; кремний двуокись - 88,3; алюминий двуокись - 10,7; калий - 0,5; натрий - 0,5; железо - 0,1.
Из табл. 2 видно, что предлагаемая смесь имеет более высокие прочностные свойства при хорошей для стержневых смесей газопроницаемости.
Оптимальное содержание отхода производства керамических изделий в смеси находится в пределах 20-25%. При содержании отходов в смеси меньше 20% снижается плотность упаковки, прочность на сжатие как в сыром, так в отвержденном и прокаленном состоянии. Теряются требуемые физико-механические свойства смеси.
Увеличение содержания мелкодисперсного отхода производства керамических изделий приводит к неоправданному увеличению количества связующего в составе смеси при практически неувеличивающихся требуемых физико-механических свойствах.
Таким образом, введение отходов производства керамических изделий в смесь в указанных выше количествах позволит получить формовочную, стержневую смесь с оптимальными физико-механическими и технологическими свойствами, обеспечивающими изготовление качественных стержней и элементов литниково-питающей системы для литейной формы, сводящих к минимуму возможность их разрушения при заливке формы расплавленным металлом.
При этом уменьшается стоимость формовочной стержневой смеси за счет того, что вместо глины или других дорогостоящих добавок, улучшающих требуемые физико-механические свойства, в состав смеси вводим отход керамических изделий по технологии, требующей утилизации и, как следствие, затрат определенных средств.
Качество отливок, полученных в формах, стержнях, литниково-питающая система которых оформлена элементами, изготовленными из данной смеси, повышается за счет исключения засоров, которые, как принято считать, являются продуктами разрушения литниково-питающей системы.
Повышение качества отливок ведет к уменьшению припусков на механическую обработку, тем самым увеличивая выход годного. При этом достигается одна из главных задач литейного производства.
Кроме того, дальнейшее использование отходов производства керамических изделий способствует уменьшению загрязнения окружающей среды и организации безопасной технологии.
Источники информации
1. Могилев В. К., Лев О.И. Справочник литейщика. - М.: Машиностроение, 1988, с.216.
2. Авторское свидетельство СССР 1260102 А1, кл. В 22 С 1/18, 1/02.
3. Авторское свидетельство СССР 1369848 А1, кл. В 22 С 1/18.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2009 |
|
RU2405648C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2010 |
|
RU2425732C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 2010 |
|
RU2445185C1 |
| Смесь для изготовления литейных форм и стержней | 2022 |
|
RU2793659C1 |
| Смесь для изготовления легковыбиваемых литейных форм и стержней | 2024 |
|
RU2841429C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2820616C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2012 |
|
RU2495731C1 |
| Смесь для изготовления литейных форм и стержней и способ её приготовления | 2023 |
|
RU2813028C1 |
| Жидкостекольная смесь для изготовления литейных форм и стержней и способ ее приготовления | 2017 |
|
RU2688322C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
Изобретение может быть использовано в литейном производстве для изготовления форм, стержней и элементов литниковой системы. Смесь содержит, мас. %: жидкое стекло 5-14, отход производства керамических изделий, содержащий глину, 7-26, кварцевый песок - остальное. Отход производства керамических изделий позволяет повысить прочностные свойства смеси. Обеспечивается расширение ассортимента формовочных смесей. 2 табл.
Смесь для изготовления литейных форм и стержней, содержащая жидкое стекло и кварцевый песок, отличающаяся тем, что она дополнительно содержит отход производства керамических изделий при следующем соотношении ингредиентов, мас.%:
Жидкое стекло 5-14
Отход производства керамических изделий, содержащий глину 7-26
Кварцевый песок Остальное
| Смесь для изготовления литейных форм и стержней | 1986 |
|
SU1369848A1 |
| Смесь для изготовления литейных форм и стержней по @ -процессу | 1985 |
|
SU1260102A1 |
| ЛЕГКОВЫБИВАЕМАЯ ЖИДКОСТЕКОЛЬНАЯ СМЕСЬ ТЕПЛОВОГО ОТВЕРЖДЕНИЯ | 1993 |
|
RU2069596C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2012549C1 |

