Изобретение относится к области ядерной энергетики и может быть использовано для контроля герметичности тепловыделяющих элементов (твэлов) с оболочками из сплавов циркония на стадии их производства.
Известен способ контроля герметичности изделий [1], согласно которому изделие, содержащее пробный газ, помещают в вакуумную камеру и перед подключением течеискателя нагревают до необходимой для вскрытия микродефектов температуры (300-400oС) и выдерживают при этой температуре необходимое время.
Недостатками способа являются:
- искажение результатов контроля, связанное с интенсивным газоотделением из материала оболочек и концевых деталей твэлов при их нагреве до указанных температур, сопровождающееся существенным увеличением сигналов течеискателя и приводящее к ложной забраковке изделий;
- возможность пропуска негерметичных изделий в результате откачки пробного газа через крупные дефекты;
сложность его автоматизации и вследствие этого нетехнологичность в условиях массового производства.
Известен наиболее близкий к предлагаемому способ непрерывного контроля герметичности тепловыделяющих элементов [2 - прототип] и устройство для его осуществления, согласно которым твэлы непрерывно и без зазора между собой движутся вдоль собственной оси, проходя последовательно форвакуумную и высоковакуумную камеры снижения остаточного давления, камеру контроля и камеры повышения остаточного давления. Для вскрытия потенциальных микродефектов зоны сварных швов твэлов предварительно нагревают до необходимой температуры.
Недостатками способа и устройства являются:
- высокая газовая нагрузка на откачные средства форвакуумной камеры снижения остаточного давления, что снижает надежность их работы;
- высаживание пылевидных частиц и других поверхностных загрязнений с твэла на элементы лабиринтных уплотнений с образованием растущих во времени микроагломератов, попадание в такой агломерат частиц повышенной твердости вызывает образование царапин на поверхности контролируемых твэлов;
- достаточно высокие и нестабильные фоновые сигналы, вызванные миграцией гелия от установок, выполняющих предыдущие технологические операции с использованием гелия (опрессовка гелием, герметизация твэлов);
- при контроле изделий с крупной течью в масс-спектрометр течеискателя попадает настолько большое количество гелия, что даже после выхода места течи из камеры контроля падение сигнала до фонового значения растягивается во времени, что влечет за собой ложную забраковку нескольких последующих изделий;
- при появлении сигнала течеискателя, обусловленного выявлением негерметичного изделия с мелкой течью, возникает неопределенность в месторасположении течи - в сварном соединении либо уходящего из камеры контроля, либо входящего в нее твэла, в любом случае бракуются оба, после чего требуется дополнительная разбраковка.
Настоящее техническое решение направлено на:
1. Совершенствование технологии контроля герметичности тепловыделяющих элементов, заключающееся в устранении ложных забраковок и расширении диапазона выявляемых течей в сторону наиболее мелких.
2. Предотвращение механических повреждений поверхности твэлов при их касании элементов контрольной установки.
3. Снижение газовой нагрузки на форвакуумную ступень снижения остаточного давления и, как следствие, повышение надежности работы установки в целом.
Поставленная задача решается тем, что в способе непрерывного контроля герметичности тепловыделяющих элементов перед форвакуумной зоной ступенчатого снижения остаточного давления производится обдув поверхности твэла эжектирующей кольцевой газовой струей, создающей предварительное разрежение на входе в форвакуумную зону, в процессе движения последовательно проводится контроль на крупные и мелкие течи, контроль на крупные течи осуществляется по повышению давления в высоковакуумной зоне ступенчатого снижения остаточного давления, контроль на мелкие течи осуществляется по появлению сигнала течеискателя, подключенного к камере контроля, при этом негерметичный твэл определяется путем останова двух следующих друг за другом твэлов таким образом, чтобы концевой участок предыдущего изделия находился в высоковакуумной зоне ступенчатого повышения остаточного давления, а начальный участок последующего твэла в камере контроля, при этом камера контроля изолируется от высоковакуумной зоны, течеискатель при определении изделия с крупной течью сразу после регистрации повышения давления в высоковакуумной зоне снижения остаточного давления отсекается от камеры контроля и подключается через дроссель к высоковакуумной зоне повышения остаточного давления с одновременным переключением высоковакуумных средств откачки с высоковакуумной зоны повышения остаточного давления на камеру контроля, что на входе в модуль контроля герметичности установлен струйный газовый эжектор, кольцевое сопло которого концентрично поверхности твэла и направлено противоположно его движению, а зона разрежения эжектора герметично сообщается с входным участком форвакуумной камеры снижения остаточного давления, течеискатель дополнительным вакуумпроводом соединен через клапан и дроссель с высоковакуумной камерой повышения остаточного давления, камера контроля соединена через клапан с высоковакуумными средствами откачки, при этом между высоковакуумной камерой повышения остаточного давления и камерой контроля установлен нормально открытый вакуумный затвор, а на исходной позиции для продольного перемещения на расстоянии, равном длине твэла от выхода из камеры контроля, установлен датчик наличия твэла, соединенный через контроллер с приводом, расположенным после выхода твэла из модуля контроля герметичности.
Для автоматизации процесса отбраковки негерметичных твэлов на выходе из модуля контроля герметичности установлен транспортный модуль, снабженный накопителем брака и исполнительным механизмом для перекладывания забракованных твэлов с транспортного модуля на накопитель брака, связанного через контроллер с течеискателем и датчиком наличия твэла, установленного на конечной позиции продольного перемещения.
Оптимизация конструкции автоматизированной установки, реализующей способ контроля герметичности, достигается тем, что модуль сушки снабжен дополнительными щелевыми нагревателями, установленными на исходной позиции для продольного перемещения твэла, а сами щелевые нагреватели снабжены равномерно распределенными по их поперечному сечению вводами инертного газа.
Реализация заявляемых технических решений позволяет проводить непрерывный, индивидуальный для каждого твэла, полностью автоматизированный контроль как на крупные, так и на мелкие течи при любой заданной температуре, а также исключить вероятность ложных забраковок годных твэлов.
На фиг. 1 изображена принципиальная схема автоматизированной установки контроля герметичности тепловыделяющих элементов.
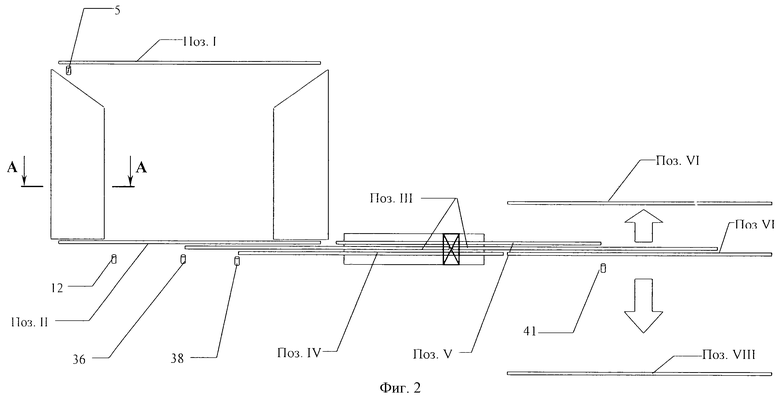
На фиг. 2. показаны основные позиции твэла в процессе его прохождения через установку.
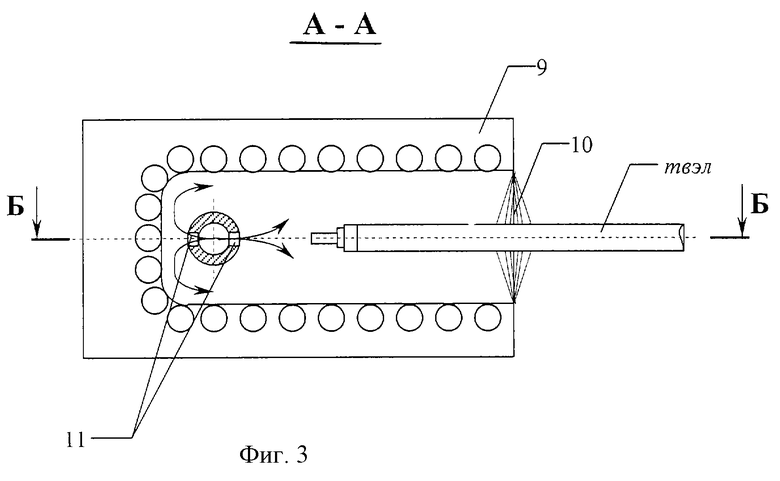
На фиг.3 показан разрез А-А щелевого нагревателя.
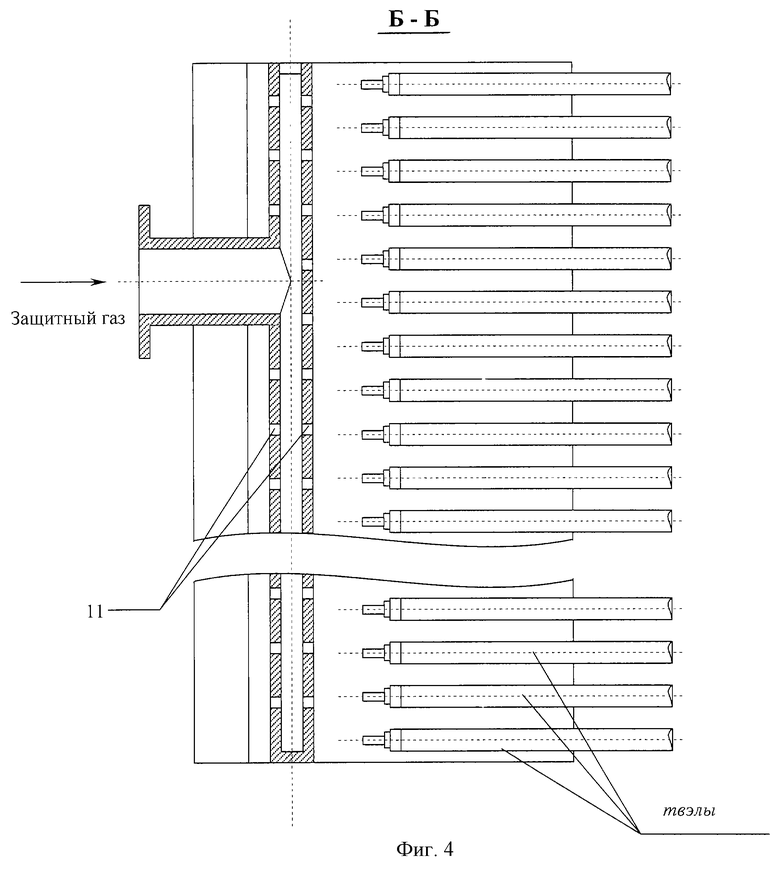
На фиг.4 показан разрез Б-Б щелевого нагревателя.
Предлагаемый способ непрерывного контроля герметичности и автоматизированная установка для его реализации заключаются в следующем.
Автоматизированная установка контроля герметичности состоит из трех модулей - транспортного модуля сушки 1, модуля контроля герметичности 2, модуля дальнейшей транспортировки 3 и системы управления 4. Предназначенные для контроля герметичности твэлы подаются на исходную позицию I транспортного модуля 1. При этом, как только первый твэл поступает на транспортный модуль, датчик 5 наличия твэла на позиции I подает сигнал на контроллер 6 системы управления 4, который включает привод 7 устройства поперечного перемещения 8. При этом поступивший твэл передвигается в поперечном (относительно его оси) направлении на одну позицию, освобождая исходную. На нее поступает следующий твэл и описанный цикл повторяется. Таким образом, твэлы движутся по транспортному модулю сушки с ритмом, определяемым производительностью установки. При движении твэлов в поперечном направлении их концевые участки входят в щелевые нагреватели 9, полости которых отделены от атмосферы защитными экранами 10 и заполнены инертным газом, например аргоном, который подается через равномерно распределенные по продольному сечению полостей вводы 11. Такая конструкция вводов инертного газа обеспечивает в начальный момент времени полное вытеснение, а в процессе работы - невозможность подсоса воздуха в полости щелевых нагревателей 9, что в свою очередь препятствует воздействию кислорода воздуха на окисную пленку, которой покрыты тепловыделяющие элементы с оболочками из сплавов циркония, и соответственно исключает возможность снижения ее защитных свойств. Необходимое время нахождения концевых частей твэлов в зоне нагрева (реально составляющее 40-60 мин - время, необходимое для вскрытия микродефектов, характеризующихся минимально допустимыми потоками гелия) и ритм движения определяют количество одновременно находящихся на транспортном модуле 1 твэлов. По окончании времени сушки твэл поступает на позицию II, являющуюся исходной для продольного транспорта. При этом датчик 12 наличия твэла на позиции II подает сигнал на контроллер 6, который включает привод 13, сдвигая приводные ролики 14 и перемещая твэл в продольном направлении. Передний конец твэла доходит до имитатора твэла 15 и начинает проталкивать его через транспортный канал, образованный форвакуумной 16 и высоковакуумной 17 камерами снижения остаточного давления, камерой контроля 18, высоковакуумной 19 и форвакуумной 20 камерами повышения остаточного давления, перед и после которых установлены лабиринтные уплотнения 21. Форвакуумные камеры 16 и 20 откачиваются через клапаны 22 форвакуумными насосами 23, высоковакуумные камеры 17 и 19 - через клапаны 24 высоковакуумными насосами 25. Имитатор 15 устанавливается в модуле контроля герметичности 2 для выхода всех вакуумных насосов на рабочий режим при запуске установки и ее выключении. На входе в модуль контроля герметичности установлен струйный газовый эжектор 26, кольцевое сопло которого направлено против движения твэла и концентрично его поверхности. Зона разрежения эжектора герметично сообщается с входным участком лабиринтного уплотнения 21, установленного перед форвакуумной камерой 16. При прохождении твэла внутри эжектора 26 кольцевой газовой струей создается предварительное разрежение на входе в лабиринтное уплотнение, что резко снижает газовую нагрузку на форвакуумный насос 23. Помимо этого, газовая струя:
- сдувает с поверхности твэла пылевидные частицы, осевшие на нее при проведении предшествующих операций и во время межоперационного хранения, что предотвращает образование отложений между элементами лабиринтного уплотнения;
- препятствует проникновению гелия (попадающего в окружающую среду при выполнении предыдущей технологической операции заполнения полости твэла гелием и его герметизации) извне в транспортный канал установки и, тем самым, снижает и стабилизирует фоновые показания течеискателя на минимально возможном уровне. Это, в свою очередь, позволяет расширить диапазон выявляемых дефектов в сторону мелких течей.
При прохождении твэлом лабиринтного уплотнения элементы последнего охватывают наружную поверхность твэла, обеспечивая динамическую герметизацию. Для предотвращения радиального биения твэлов при их продольном перемещении по ходу транспортного канала установлены центрирующие устройства 27. В форвакуумной камере 16, откачиваемой насосом 23, достигается остаточное давление Рост < 13,3 Па (1•10-1 мм рт.ст.), в высоковакуумной камере 17, откачиваемой насосами 25 - Рост < 1,3•10-3 Па (1•10-5 мм рт.ст.), которое замеряется датчиком давления 28, связанным с контроллером 6. Камера контроля 18 через клапан 29 и камера 19 дополнительным вакуумпроводом 30 через клапан 31 и дроссель 32 соединена с гелиевым течеискателем 33. Высоковакуумный насос 25, откачивающий камеру 19, через клапан 34 соединен с камерой контроля 18, а между нею и камерой 19 установлен нормально открытый вакуумный затвор 35. В рабочем режиме камера контроля 18 откачивается только насосной группой течеискателя 33, который всегда находится в режиме регистрации сигнала по гелию. Контроль герметичности на крупные течи (через которые гелий может откачиваться за достаточно короткие промежутки времени) проводится в высоковакуумной камере 17, контроль на мелкие течи - в камере 18. Контролю в каждый момент времени подвергаются те участки твэла, которые находятся в соответствующих камерах. Критерием появления твэла с крупной течью является повышение остаточного давления, регистрируемое датчиком 28, по превышению определенной величины которого контроллер 6 перекрывает клапан 29, отсекая течеискатель 33 от камеры контроля 18. Одновременно с закрытием клапана 29 открываются клапаны 31 и 34, подключая течеискатель к высоковакуумной камере 19, а высоковакуумный насос 25 к камере контроля 18 соответственно. Это необходимо, поскольку при проходе твэла с крупной течью через камеру контроля с подключенным к ней течеискателем в его масс-спектрометр попадает настолько большое количество гелия, что даже после выхода места течи из камеры контроля падение сигнала до фонового значения (полная откачка вытекшего через дефект гелия) растягивается во времени, что влечет за собой ложную забраковку нескольких последующих изделий.
Контроль на мелкие течи (при отсутствии крупных) проводится по показаниям течеискателя 33, подключенного к камере контроля.
При выявлении негерметичного твэла с крупной или мелкой течью всегда существует неопределенность - сварное соединение какого твэла негерметично - входящего в камеру 18 или выходящего из нее? Для разрешения указанной неопределенности необходимо провести разбраковку. Режим разбраковки включается контроллером 6 сразу после получения соответствующего сигнала: либо датчика 28, либо течеискателя 33, при этом активируется датчик 36 положения твэла на позиции разбраковки III. Порядок работы установки в режиме разбраковки следующий.
По срабатыванию датчика 36, установленного перед модулем контроля герметичности на расстоянии, равном длине твэла от выхода из камеры контроля, отключается привод 13 с разведением роликов 14, при этом твэл останавливается. Далее кратковременно включается привод 39, вращая ролики 40 и отводя предыдущий (уходящий из камеры контроля) твэл на некоторое расстояние от последующего с образованием зазора между ними. После остановки твэлов их обращенные друг к другу концевые участки находятся по разные стороны от затвора 35 - предыдущий в камере 19, последующий - в камере 18. По команде с контроллера 6 закрывается затвор 35, изолируя камеру контроля 18 от высоковакуумной камеры 19. Указанное взаиморасположение твэлов составляет позицию разбраковки III.
Если причиной разбраковки стало повышение давления в камере 17, фиксируемое датчиком 28, то контроллер включает режим разбраковки (поиска твэла) с крупной течью. В этом случае течеискатель, как указывалось выше, отсекается клапаном 29 от камеры контроля 18 и через клапан 31 и дроссель 32 дополнительным вакуумпроводом 30 соединяется с высоковакуумной камерой 19. Дроссель 32 предварительно отрегулирован таким образом, чтобы резко сократить поток гелия, поступающий от негерметичного твэла в масс-спектрометрическую камеру течеискателя. Высоковакуумный насос 25 в это время через клапан 34 интенсивно откачивает камеру контроля 18.
По показаниям течеискателя, подключенного к высоковакуумной камере 19, судят о наличие течи в одном из двух остановленных твэлах:
- если сигнал течеискателя непрерывно нарастает или, нарастая, достигает стабильного значения - негерметичен первый по ходу твэл (только что вышедший из камеры контроля);
- если сигнал падает или пропадает вовсе - негерметичен второй твэл (только что вошедший в камеру контроля).
Если причиной разбраковки стал сигнал течеискателя, подключенного к камере контроля, то контроллер включает режим поиска изделия с мелкой течью. В этом случае о наличие негерметичного изделия судят по характеру изменения сигнала после закрытия затвора 35:
- если сигнал падает или пропадает вовсе - негерметичен первый по ходу твэл;
- если сигнал стабилен или продолжает нарастать - негерметичен второй твэл.
По окончании режима разбраковки контроллер 6 запоминает негерметичный твэл для его последующей отбраковки, открывает затвор 35, отключает датчик 36, включает привод 13, который сводит ролики 14. При этом твэлы продолжают движение по транспортному каналу установки.
Если при прохождении твэла через высоковакуумную камеру 17 остаточное давление не изменилось, а при прохождении камеры контроля 18 сигнал течеискателя не превысил определенного значения, установленного в качестве браковочного признака, то датчик 36 положения твэла на позиции разбраковки контроллером 6 не активируется и твэл последовательно проходит камеры ступенчатого повышения остаточного давления - высоковакуумную 19 и форвакуумную 20 и выводится из модуля контроля герметичности 2. В то время когда передний конец твэла проходит модуль контроля герметичности, задний его конец находится в полости дополнительного нагревателя 37, установленного на исходной позиции для продольной транспортировки. Указанный нагреватель необходим для поддержания необходимой температуры, которая в противном случае успеет снизиться и выйти за нижний предел, установленный в технологическом процессе.
Когда передний конец твэла полностью прошел все камеры, а задний конец достиг датчика 38, по его сигналу контроллер 6 отключает привод 13 с приводными роликами 14, твэл останавливается на промежуточной позиции IV. Одновременно с этим включается привод 39, сдвигая ролики 40, которые перехватывают твэл с противоположной стороны и продолжают его транспортировку до позиции V, которая является исходной для бесприводной транспортировки и характеризуется тем, что передний конец твэла достиг датчика 41, по сигналу которого контроллер 6 отключает привод 39 с разведением роликов 40. На позиции V твэл находится до тех пор, пока следующее изделие, перемещаясь с позиции II на позицию III, не начнет выталкивать его. Бесприводная транспортировка необходима для предотвращения возможных аварийных ситуаций, связанных с отсутствием твэла в транспортном канале установки, и, как следствие, прорывом атмосферы в форвакуумные и высоковакуумные насосы камер и течеискателя. Когда проконтролированный твэл полностью выходит из всех камер и останавливается в позиции VI (что происходит из-за остановки последующего твэла на позиции IV), по команде контроллера 6 в зависимости от результатов проведенного контроля герметичности твэл направляется либо на накопитель брака 42 (поз-VII), либо на модуль дальнейшей транспортировки 3 (поз. VIII). Имитатор 15, идущий первым, направляется на накопитель 42 в любом случае.
Итак, твэлы, двигаясь непрерывно друг за другом, проходят как подготовку к контролю (нагрев и выдержку при заданной температуре в течение заданного времени), так и непосредственно контроль герметичности и, если это необходимо, разбраковку (определение негерметичного). Когда все предназначенные для контроля твэлы поступили на транспортный модуль сушки 1, последним укладывается имитатор 15, который, дойдя до позиции V (исходной для бесприводной транспортировки), перекрывает собой сквозной канал для прохода изделий в модуле контроля герметичности 2 и находится на этой позиции до тех пор, пока работа установки не будет возобновлена, и первое контролируемое изделие не начнет выталкивать имитатор.
Таким образом, использование способа и автоматизированной установки непрерывного контроля герметичности позволяет:
1. Предотвратить ложную забраковку герметичных твэлов, контроль которых проводится сразу после забраковки твэла с крупной течью.
2. Расширить диапазон выявляемых дефектов в сторону мелких течей за счет снижения и стабилизации фоновых сигналов. Реальный предел выявления мелких течей становится на уровень порога чувствительности течеискателя (ПЧТ) - 1•10-11-1•10-12 м3Па/с.
3. Полностью автоматизировать и объединить в единый комплекс операции подготовки к контролю, контроля, разбраковки (определение негерметичного твэла) и отбраковки последних.
4. Повысить надежность работы вакуумного оборудования, входящего в состав установки, за счет резкого снижения газовой нагрузки на форвакуумную ступень откачки.
5. Предотвратить механические повреждения поверхности контролируемых твэлов.
В настоящее время на предприятии создана автоматизированная установка непрерывного контроля герметичности в составе модульной линии изготовления твэлов ВВЭР-440.
Литература
1. Авторское свидетельство СССР 647570, G 01 M 3/04, БИ 6, 1979.
2. Патент России 2164672, G 01 M 3/04, G 21 C 21/02, 17/07, БИ 9, 2001 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164672C1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ СПЕЦИАЛЬНОЙ ГЕОМЕТРИИ | 2009 |
|
RU2401468C1 |
| Способ контроля герметичности незамкнутых изделий | 1989 |
|
SU1631336A1 |
| СПОСОБ ПОИСКА ТЕЧЕЙ | 1999 |
|
RU2164359C2 |
| СПОСОБ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ И ВАКУУМНАЯ СИСТЕМА ТЕЧЕИСКАТЕЛЯ, РЕАЛИЗУЮЩАЯ ЕГО | 2002 |
|
RU2239807C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 1986 |
|
RU1402046C |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТОПЛИВНОГО БАКА САМОЛЕТА | 2016 |
|
RU2624618C1 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2261489C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1991 |
|
RU2025681C1 |
Способ непрерывного контроля герметичности тепловыделяющих элементов (твэл) и автоматизированная установка для его осуществления предназначены для использования в области ядерной энергетики. Способ непрерывного контроля герметичности твэлов включает в себя обдув поверхности твэла эжектирующей кольцевой газовой струей перед форвакуумной зоной ступенчатого снижения остаточного давления. Газовая струя создает предварительное разрежение на входе в форвакуумную зону. В процессе движения последовательно проводится контроль на крупные и мелкие течи. Контроль на крупные течи осуществляется по повышению давления в высоковакуумной зоне ступенчатого снижения остаточного давления. Контроль на мелкие течи осуществляется по появлению сигнала течеискателя. Автоматизированная установка для осуществления способа непрерывного контроля герметичности тепловыделяющих элементов включает модуль контроля герметичности. На входе в последний установлен струйный газовый эжектор. Кольцевое сопло последнего концентрично поверхности твэла и направлено противоположно его движению. Камера контроля соединена через клапан с высоковакуумными средствами откачки. Обеспечивается предотвращение механических повреждений поверхности твэлов при их касании элементов контрольной установки. 2 с. и 2 з. п.ф-лы, 4 ил.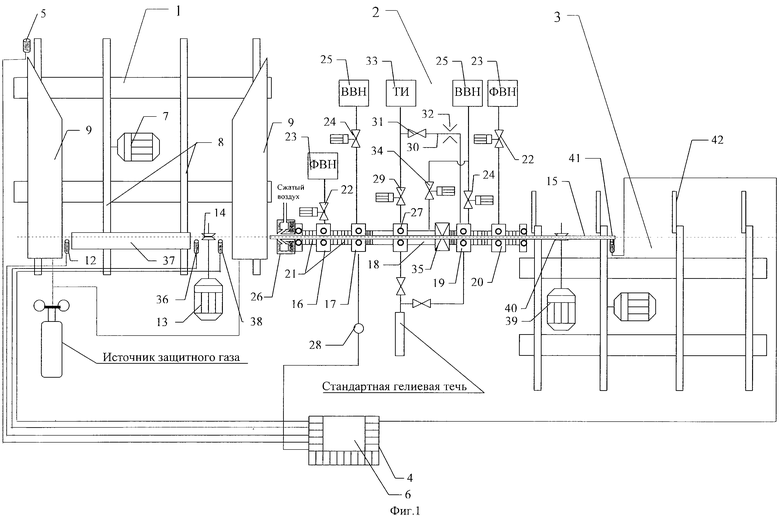
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164672C1 |
| RU 94037637 A1, 20.09.1996 | |||
| Устройство для загрузки сыпучего ядерного топлива в оболочку тепловыделяющего элемента и дозатор для загрузки сыпучего ядерного топлива в оболочку теплобыделяющего элемента | 1986 |
|
SU1428077A1 |
| Устройство для намотки раздаточных шлангов | 1987 |
|
SU1433889A1 |
