Изобретение относится к технике испытания незамкнутых изделий и может быть использовано в машиностроительных отраслях промышленности.
Цель изобретения - повышение точности и производительности контроля путем увеличения диапазона выявляемых грубых течей и уменьшения постоянной времени измерения сигнала от течи.
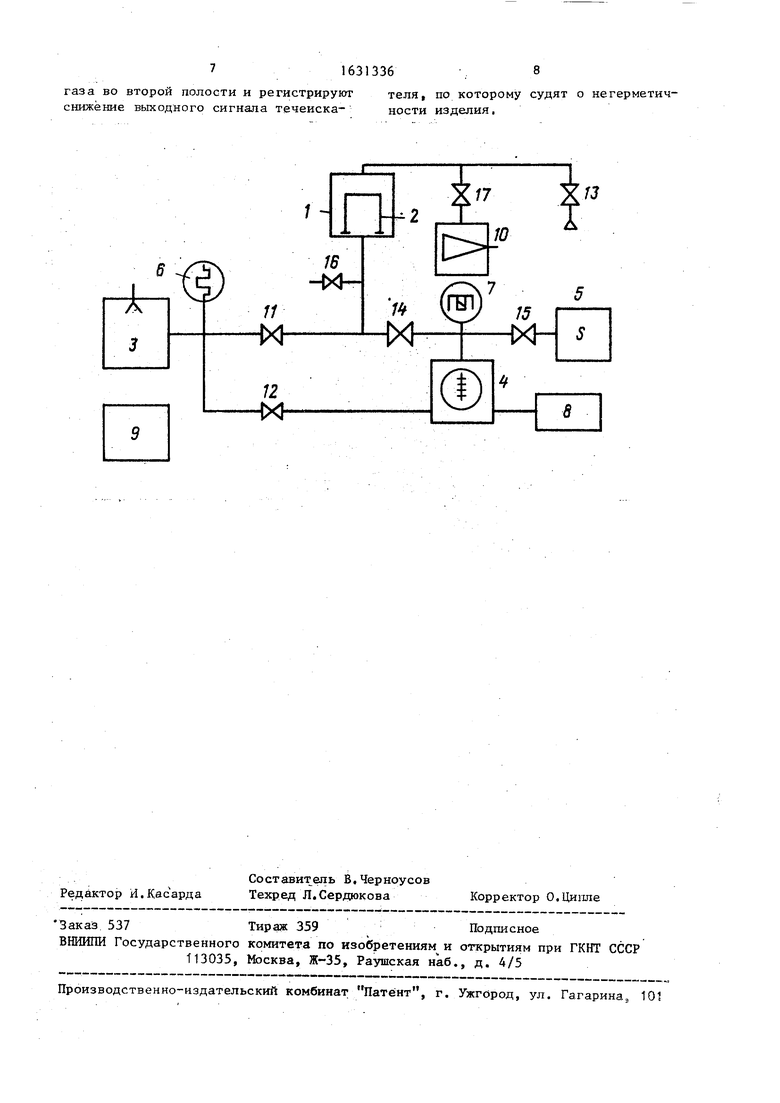
На чертеже приведена принципиальная схема устройства для контроля герметичности незамкнутых изделий.
Устройство содержит камеру I, в которую помещают контролируемое изделие 2, форвакуумный насос 3, обеспечивающий откачку полости изделия 2 и поддержание рабочего давления на выходе турбомолекулярного насоса 4, ч который, в свою очередь, обеспечивает рабочее давление камеры масс-спек- трометрического течеискателя 5. Вак- куумметры 6 и 7 контролируют.соответственно форвакуумное и высоковакуум- нОе давления. Преобразователь 8 частоты обеспечивает заданную частоту вращения ротора турбомолекулярного на-1- coca 4. -.Контроллер 9 осуществляет управление процессом контроля герметичности. Устройство имеет вакуумный нась
СО
00 00 ОЬ
сое 10, предназначенный для откачки пробного газа из камеры 1, и совокупность клапанов, обеспечивающих коммутацию пневмовакуумной системы. Клапан I1 служит для подключения изделия 2 к вакуумному насосу 3. С помощью клапана 12 выход турбомолекулярного насоса 4 соединяется с механическим насосом 3. Подача пробного газа (гелия) в камеру 1 производится клапаном 13. Клапаны 14 и 15 осуществляют подключение входа турбомолекулярного насоса
4соответственно к изделию 2 и к камере масс-спектрометрического тече- искателя 5. Напуск атмосферы в изделие 2 производится клапаном 16. Снятие опрессовочного давления пробного газа в камере 1 производится через клапан 17.
Способ осуществляется следующим образом.
Изделие 2 помещают в камеру 1. В этот момент клапаны 11, 13, 14, 16, 17 должны находиться в закрытом по- ложении, а клапаны 12 и 15 - в открытом.
Первый этап контроля состоит в отбраковке изделий по несозданию форвакуума. При этом клапан 12 закрывают, а клапан 11 открывают. Тем самым происходит откачка изделия до давления
5ч1СГ2мм.рт .ст. (6.65 Па). С помощью .вакуумметра 6 контролируют форвакуумное давление, и если за заданный промежуток1 времени в полости изделия 2 не создается давление, соответствующее порогу отбраковки по несозданию форвакуумного давления, то изделие 2 бракуется и в дальнейших операциях контроля не участвует.
В противоположном случае, для поиска менее грубых течей изделие 2 подвергают масс-спектрометрическому контролю, реализуя противоточную ис- питательную схему. С этой целью увеличивают степень обжатия турбомолекулярного насоса 4, доводя частоту вращения его ротора до максимальной, открывают клапан 12, компенсируют зна- чение фонового сигнала, подают в камеру 1 пробный газ под избыточным давлением путем открытия клапана 13 и по возрастанию сигнала с течеиска- теля 5 судят о наличии грубых течей. На этой стадии контроля обраковывают- ся течи от . Па/с и более.
Если изделие 2 не имеет грубых течей, то производят контроль (поиск)
тонких течей. Для этого закрывают клапаны И и 15 и открывают клапан 14. Тем самым осуществляют высоковакуумную откачку изделия 2. При достижении в изделии 2 давления, соответствующего рабочему давлению масс-спектр оме три чес кой камеры (5 .рт.ст Па), открывают клапан 15 и подключают испытуемое изделие к масс- спектрометрическому течеискателю 5.
После этого снижают частоту враще- 1ния ротора турбомолекулярного насоса 4 до величины, обеспечивающей заданный порог чувствительности течеиска- теля. Получаемый с течеискателя 5 сигнал компенсируют на нуль. Снимают испытательное давление пробного газа путем закрытия клапана 13 и открытия клапана 17, в результате чего камера 1 откачивается насосом 10.
С момента снятия опрессовочного давления пробного газа фиксируют спадание сигнала от негерметичности изделия 2, по результатам измерения которого производят отбраковку изделия.
Достижение цели подтверждается результатами двух серий примеров. Первая серия призеров реализует способ- прототип, а вторая серия - предлагаемый способ. Испытания проводятся на тест-образцах, представляющих собой цилиндрический сосуд с объемом внутренней полости 500 см . В стенки сосуда встраиваются калиброванные течи, которые изготавливаются из медной трубки с внутренним диаметром 0,3 мм и наружным диаметром 2 мм. Трубка сдавливается в двух местах. Причем в зависимости от расстояния между ними получаются течи с разными значениями постоянной времени прохождения пробного газа через их канал,
-Таким образом получены 12 изделий с течами от 3 10 9м3Па/с, Одновременно в партии имеются 18 годных изделий.
Из партии изделий случайным образом извлекается изделие и контролируется вначале согласно способу-прототипу, а затем согласно предлагаемому способу. Результаты оцениваются по величине I) достоверности контроля
(«+(3),
где к. - вероятность ошибки первого рода (забракование годных изделий);
ft - вероятность ошибки второго рода (пропуск негерметичных изделий в партию годных) .
Длительность операций способа-прототипа составляет : форвакуумная откачка с последующей разбраковкой изделий по несозданию форвакуума - 20 cj высоковакуумная откачка с отбраковкой по несозданию высокого вакуума - 35 с; контроль с помощью масс спектрометрического метода путем подачи анализируемой пробы масс-спек- трометрическую камеру и отбраковка изделия по нарастанию сигнала - 25 с. Время всего цикла контроля с учетом загрузки и выгрузки изделий - 110 с. Достоверность контроля при данной длительности операций и всего цикла Не превышает 0,96. Сокращение длительности операций приводит к- снижению достоверности контроля.
Длительность операций предлагаемого способа контроля составляет: форвакуумная откачка с последующей разбраковкой изделий - 20 с; разбраковка изделий масс-спектрометрическим методом по нарастанию сигнала - 12 с; высоковакуумная бткачка - 15 с; разбраковка изделий масс-спектрометри- ческим методом по спаду сигнала - 15 с. Длительность всего цикла контроля с учетом загрузки и выгрузки изделия из камеры составляет 90 с. Достоверность контроля при данной циклограмме составляет 0,98,
Проводя сопоставительный анализ способа-прототипа с длительностью цикла контроля ПО с,достоверностью контроля 0,96 и предлагаемого способа с длительностью цикла 90 с и достоверностью контроля 0,98, можно сделать вывод, что предлагаемый способ позволяет повысить производительность и точность контроля.
Таким образом, данная последовательность операций позволяет повысить точность и производительность контроля, что достигается следующими мероприятиями: во-первых, увеличением диапазона выявляемых грубых течей, что надежно исключает попадание изделий с грубыми течами на масс-спектрометри ческий контроль, это не допускает попадания большого количества гелия в высоковакуумную систему,.следовательно, отсутствует необходимость .в длительной операции её восстановления;
во-вторых, заменой длительной высоко- вакуумнЬй откачки- и отбраковки изде-- лий по несозданию высокого вакуума на контроль масс-спектррметрическим методом по противоточной схеме; в-третьих, отбраковка по измерению спада сигнала от негерметичного изделияч 2 уменьшает длительность контроля за
счет меньшего значения .постоянной
времени измеряемого сигнала по сравнению с измерением по нарастанию сигнала.
С уменьшением постоянной времени
5 сигнала от негерметичности изделия 2 происходит увеличение его крутизны, что позволяет более точно отделить полезный сигнал от фонового. Уменьшение постоянной времени связано с тем, что дополнительно к оттоку пробного газа из полости течи в вакуумную систему происходит его отток в полость испытуемого изделия после снятия в нем опрессовочного давления.
5
Формула изобретения
Способ контроля герметичности не- 0 замкнутых изделий, заключающийся в том, что герметизируют изделие, размещенное в камере, вакуумируют первую полость с одной стороны стенки изделий с помощью форвакуумного на
coca, контролируют герметичность по
значению созданного в этой полости форвакуумного давления за заданный промежуток времени, заполняют вторую полость с другой стороны стенки изделия пробным газом, вакуумируют первую полость с помощью высоковакуумного насоса и на его входе регистрируют возрастание выходного сигнала масс-спектрометрического течеискателя, по которому судят о негерметич- . ности изделий, отличающий- с я тем, что, с целью повышения точности и производительности контроля, после контроля герметичности изделия
по значению созданного форвакуумного давления увеличивают степень сжатия высоковакуумного насоса по пробному газу и соединяют первую полость- с выходом высоковакуумного насоса, а пос ле регистрации возрастания выходного,
сигнала снижают скорость, вакуумирова- ния первой полости до величины, обес4 печивающей заданный порог чувствител - ности, сбрасывают давление пробного
газа во второй полости и регистрируют теля, по которому судят о негерметич- снижёние выходного сигнала течеиска-ности изделия,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2225048C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1991 |
|
RU2025681C1 |
| СПОСОБ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ И ВАКУУМНАЯ СИСТЕМА ТЕЧЕИСКАТЕЛЯ, РЕАЛИЗУЮЩАЯ ЕГО | 2002 |
|
RU2239807C2 |
| Способ контроля герметичности изделий | 1989 |
|
SU1651119A1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164672C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2589941C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2003 |
|
RU2313772C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2014 |
|
RU2570119C1 |
| Способ масс-спектрометрического контроля герметичности изделий | 1991 |
|
SU1816973A1 |
| СПОСОБ ИСПЫТАНИЯ НА ГЕРМЕТИЧНОСТЬ | 1998 |
|
RU2174675C2 |
Изобретение относится к технике испытания незамкнутых изделий и позволяет повысить точность и производительность контроля герметичности путем увеличения диапазона выявляемых грубых течей и уменьшения постоянной времени измерения сигнала от течи. Предварительный контроль герметичности изделий проводят по возрастанию сигнала течеискателя с применением противоточной схемы отбора анализируемой пробы в условиях повышенной степени сжатия высоковакуумного насоса. Окончательный контроль герметичности проводят с использованием прямоточной схемы контроля по спаду величины сигнала от течи после снятия оп- рессовки изделия пробным газом. 1 ил. (Л
J3
| Сажин С.Г., Мясников В.М., Тара- ненко Е | |||
| В., Фадеев М.А., Юрченко А.Н | |||
| и Неволин Б.М | |||
| Схемные и конструктивные решения масс-спектрометрических автоматизированных установок контроля герметичности - Дефектоскопия, 1987, № 4, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
