Изобретение относится к области ядерной энергетики и может быть использовано для контроля герметичности тепловыделяющих элементов (твэлов) на стадии их производства.
Известен способ контроля герметичности замкнутых изделий [1], согласно которому изделия предварительно либо заваривают в атмосфере, содержащей пробный газ, либо опрессовывают, помещая изделие в пробный газ под давлением. Затем переносят изделие в вакуумную камеру и определяют утечку пробного газа из него с помощью масс-спектрометрического течеискателя.
Недостатком способа является возможность пропуска негерметичных изделий в годную продукцию в случаях, если микродефекты перекрыты атмосферной влагой.
Известен способ контроля герметичности изделий [2-прототип], согласно которому изделие перед подключением течеискателя нагревают до необходимой для вскрытия микродефектов температуры (300...400oC) и выдерживают при этой температуре необходимое время.
Недостатками способа являются:
искажение результатов контроля, связанное с интенсивным газоотделением из материала оболочек и концевых деталей тепловыделяющих элементов при их нагреве до указанных температур, сопровождающееся существенным увеличением сигналов течеискателя и приводящее к их ложной забраковке;
возможность пропуска негерметичных твэлов в результате откачки пробного газа через крупные дефекты;
сложность его автоматизации и вследствие этого нетехнологичность в условиях массового производства.
Известен наиболее близкий к предлагаемому устройству автомат контроля герметичности изделий [3-прототип].
Недостатком автомата является то, что при использовании его для контроля длинномерных изделий (какими являются тепловыделяющие элементы) контролю подвергаются только концевые участки твэлов, при этом вся поверхность оболочек твэлов остается непроконтролированной. Кроме этого, большим неудобством является то, что нагрев и выдержку (40...60 мин) при температурах 300...400oC необходимо проводить непосредственно в камере контроля, что в условиях производства с ритмом 1 шт/мин приводит:
либо к необходимости разработки автоматов контроля с огромным количеством микрокамер, что резко снижает ресурс безотказной работы (так как сбой в герметизации хотя бы одной микрокамеры вследствие единой вакуумной системы приводит к разгерметизации всего автомата). Кроме этого, длительная выдержка под вакуумом снижает порог выявляемости крупных течей, через которые гелий из изделий может быть полностью откачан, а изделие квалифицировано как герметичное;
либо к резкому снижению времени выдержки изделий при высокой температуре, что создает предпосылки для пропуска изделий с наиболее мелкими течами в годную продукцию.
Настоящее техническое решение направлено на:
совершенствование технологии контроля герметичности тепловыделяющих элементов, заключающееся в расширении диапазона выявляемых течей при контроле всей поверхности твэла (а не только концевых его участков);
полную автоматизацию операции контроля и ее осуществление в ритме автоматизированной линии.
Поставленная задача решается тем, что в способе непрерывного контроля герметичности тепловыделяющих элементов, твэлы непрерывно и без зазора между собой движутся вдоль собственной оси, проходя последовательно зоны ступенчатого снижения остаточного давления, камеру непрерывного контроля, соединенную с масс-спектрометрическим течеискателем, зоны ступенчатого повышения остаточного давления, при этом выполняются условия:
P1 >> P2 < Pк > P3 << P4,
где P1, P2 - остаточное давление в ступенях снижения остаточного давления до камеры контроля;
Pк - остаточное давление в камере контроля;
P3, P4 - остаточное давление в ступенях повышения остаточного давления после камеры контроля,
W < L/ τ,
где W - скорость продольного перемещения твэла,
L - длина камеры контроля,
τ - время стабилизации сигнала течеискателя от предельно допустимой течи,
lnV1/lnVми > 3,
где V1 - откачиваемый объем первой ступени снижения остаточного давления;
Vми - конструктивный объем на стыке двух твэлов, образованный за счет отличия конструкции концевых деталей тепловыделяющего элемента от его оболочки,
где Vкд - объем концевых деталей на стыке двух следующих друг за другом твэлов,
l - суммарная длина концевых деталей на стыке двух твэлов,
d - диаметр оболочки твэла;
а зоны ступенчатого понижения и повышения остаточного давления, непосредственно сообщающиеся с камерой контроля, снабжены высокомолекулярными средствами откачки с повышенной откачной способностью по пробному газу (гелию).
Получение наиболее оптимальных условий проведения контроля достигается тем, что согласно изобретению:
продольное движение каждого предыдущего твэла осуществляется за счет проталкивания его последующим твэлом;
перед подачей твэлов в первую ступень снижения остаточного давления производится их нагрев и выдержка при заданной температуре для вскрытия потенциальных микродефектов;
нагрев твэлов производится либо в вакууме, либо в защитной атмосфере инертного газа и только тех частей твэла, появление микродефектов в которых наиболее вероятно, например сварные и паяные соединения,
что камера контроля снабжена с противоположных сторон дополнительными камерами, имеющими собственные средства откачки и установленные между ними, а также на входе в устройство и выходе из него, лабиринтные уплотнения, при этом все камеры расположены соосно и образуют единый канал для прохода контролируемого твэла, причем первая и последняя по ходу твэла дополнительные камеры снабжены форвакуумными средствами откачки, дополнительные камеры, расположенные непосредственно до и сразу после камеры контроля, снабжены высоковакуумными средствами откачки, имеющими повышенную скорость откачки по пробному газу (гелию), например турбомолекулярными насосами; каждая дополнительная камера и камера контроля снабжены центрирующими устройствами, обеспечивающими соосность контролируемого твэла и канала для его прохода; лабиринтные уплотнения выполнены в виде набора элементов, имеющих центральное отверстие с цилиндрической частью, и гофр, выполненный коаксиально центральному отверстию; перед входом в первую и после выхода из последней дополнительной камеры установлены приводы для продольной транспортировки твэлов, перед входом в первую дополнительную камеру установлен транспортный модуль с поперечным перемещением твэлов, снабженный по торцам щелевыми нагревателями, полость которых отделена от атмосферы защитными экранами, представляющими собой два взаимоперекрывающихся ряда упругих теплоизносостойких элементов.
Для полной автоматизации устройство снабжено системой автоматизированного управления, включающей микропроцессорный контроллер и датчики наличия твэла, установленные на входе в транспортный модуль со щелевыми нагревателями, на исходной позиции для продольной транспортировки, на промежуточной позиции, на позиции бесприводной транспортировки и на исходной позиции для дальнейшей транспортировки, связанные через контроллер с приводами, при этом датчик, установленный на входе в транспортный модуль, связан с приводом транспортного модуля, датчик, установленный на исходной позиции для продольной транспортировки, связан с приводом твэлов, расположенным перед первой по ходу твэла дополнительной камерой, датчик, установленный на промежуточной позиции, связан с обоими приводами продольной транспортировки твэла, датчик, установленный на позиции бесприводной транспортировки, связан с приводом, расположенным после выхода твэла из последней дополнительной камеры, датчик, установленный на исходной позиции для дальнейшей транспортировки, связан с приводом дальнейшей транспортировки.
Для получения оптимальной конструкции, реализующей способ непрерывного контроля герметичности, согласно изобретению предлагается:
устанавливать количество экранов, отделяющих полости торцевых нагревателей от атмосферы, не менее двух;
элементы лабиринтного уплотнения выполнять из термостойкого материала с низким коэффициентом трения, например, тефлона;
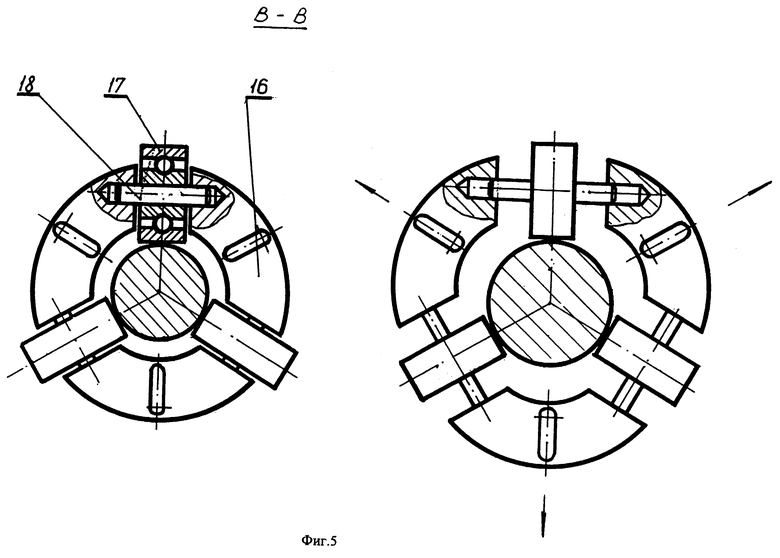
каждое устройство для центровки твэлов выполнить из трех секций, каждая из которых представляет собой кольцевой сектор, между которыми под углом 120o друг к другу установлены центрирующие ролики, при этом секции связаны между собой осями, свободно вставленными в торцы соседних секций и являющимися опорами центрирующих роликов, а сами секции имеют возможность радиального перемещения и фиксации в любом промежуточном положении.
Реализация заявляемых технических решений позволяет проводить непрерывный, индивидуальный для каждого твэла, полностью автоматизированный контроль герметичности, как при комнатной, так и при повышенной температурах.
Это позволяет сделать вывод, что заявляемые технические решения связаны с единым изобретательским замыслом.
В настоящее время контроль герметичности тепловыделяющих элементов при производстве их на автоматизированных линиях производится на автоматах, которые не позволяют в полной мере реализовать технологию контроля и гарантировать полное отсутствие сквозных микродефектов в готовой продукции.
Особенностью технологии контроля твэлов являются следующие принципиальные моменты:
контроль герметичности проводится на заключительной стадии изготовления твэлов после проведения всех изменяющих форму и геометрию операций, могущих служить причиной образования или развития потенциальных микродефектов;
контроль герметичности проводится после операций, связанных с контактом с технологическими жидкостями, которые могут привести к перекрытию микродефектов. Поэтому перед контролем необходима операция сушки (термического вскрытия микродефектов);
эксплуатация твэлов в энергоблоках ядерных реакторов производится при температурах их оболочек T > 300oC, поэтому контроль на стадии изготовления также необходимо проводить при указанных температурах;
контролю должна подвергаться вся поверхность твэла, при этом нагретыми могут быть только те участки, появление микродефектов в которых наиболее вероятно;
в условиях массового производства особо важных по назначению изделий, каковыми являются тепловыделяющие элементы, контроль необходимо проводить индивидуально, что, во-первых, позволяет зафиксировать и сохранить результаты контроля конкретного твэла, а во-вторых, в случае появления брака избежать последующей разбраковки.
операция контроля герметичности, как одна из основных подтверждающих качество продукции, должна быть независимой от субъективных факторов и полностью автоматизированной.
Реализация указанных требований обуславливает новые подходы, как к технологическим режимам, так и к созданию принципиально нового оборудования для контроля герметичности твэлов.
На фиг. 1 изображена принципиальная схема установки для непрерывного контроля герметичности тепловыделяющих элементов.
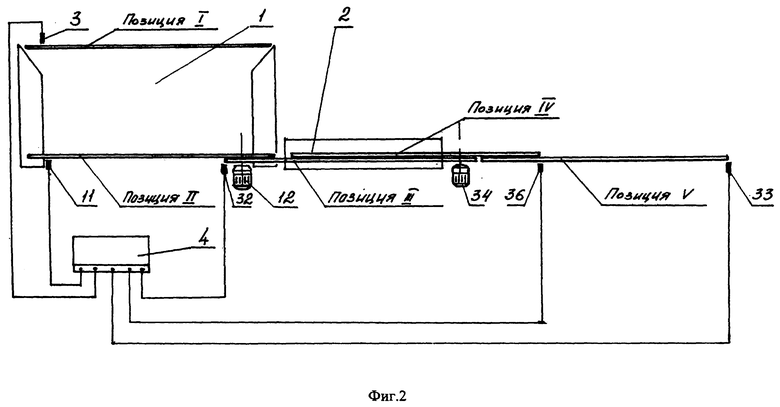
На фиг. 2 - основные позиции твэлов в процессе его прохождения через установку.
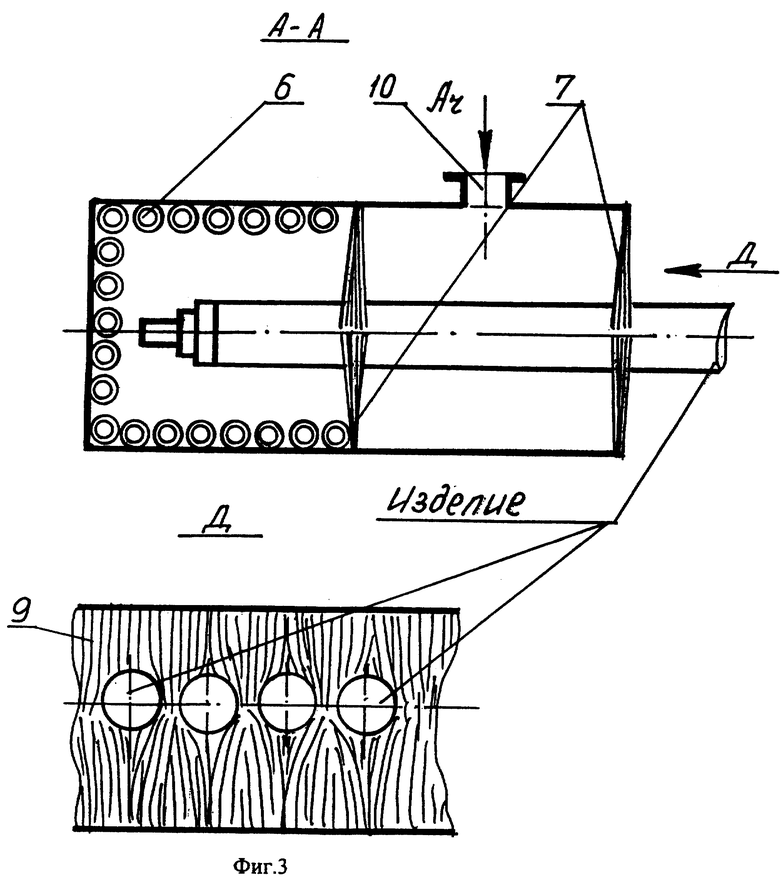
На фиг. 3 разрез А-А - щелевого нагревателя.
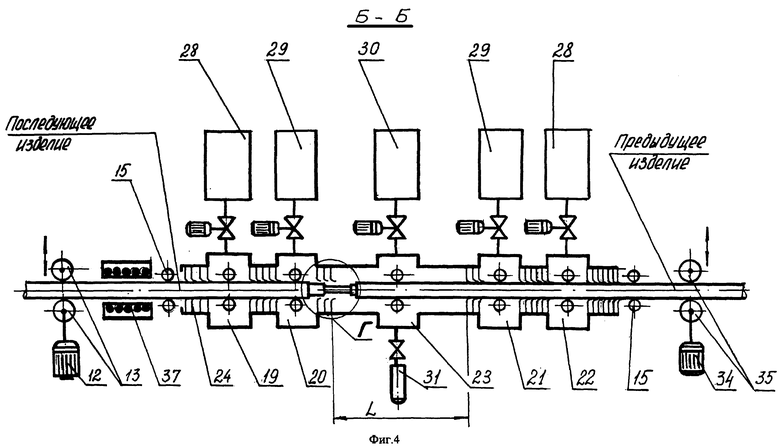
На фиг. 4 разрез Б-Б - модуля контроля герметичности.
На фиг. 5 разрез В-В - устройства для центровки твэла.
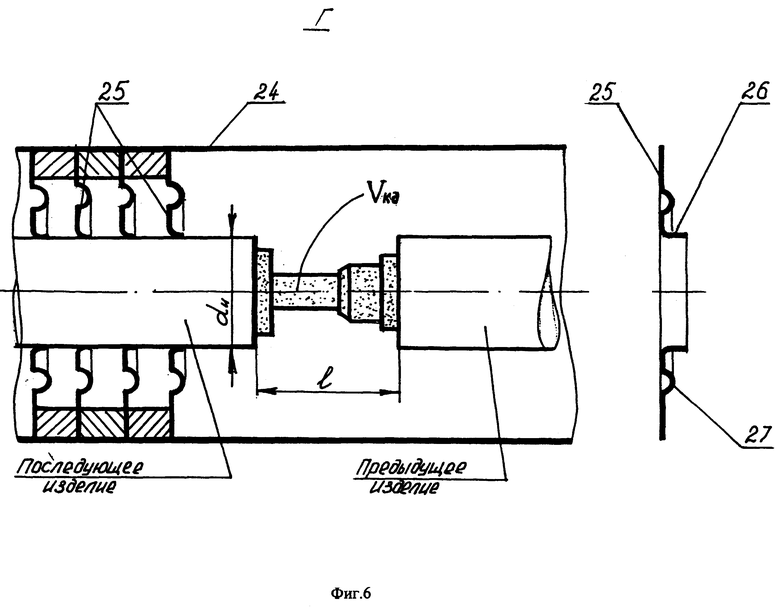
На фиг. 6 разрез Г-Г - лабиринтного уплотнения.
Предлагаемый способ непрерывного контроля герметичности тепловыделяющих элементов заключается в следующем.
Установка для контроля герметичности состоит из двух модулей - транспортного модуля сушки 1 и модуля контроля герметичности 2. Предназначенные для контроля герметичности твэлы подаются на исходную позицию - позицию I транспортного модуля 1. При этом, как только первый твэл поступает на транспортный модуль, датчик 3 наличия твэла на позиции I подает команду на контроллер 4, который включает привод 5 транспортного модуля, и твэлы начинают двигаться в поперечном (относительно их оси) направлении с ритмом, определяемым производительностью установки. При движении в поперечном направлении концевые части твэлов входят в щелевые нагреватели 6, полости которых отделены от атмосферы защитными экранами 7 и заполнены инертным газом, например аргоном, через вводы аргона 8. Для гарантированного создания инертной среды в полостях нагревателей 6 установлено не менее двух экранов 7, представляющих собой два взаимоперекрывающихся ряда упругих теплоизносостойких элементов 9, а между рядами через ввод 10 производится подача дополнительного количества инертного газа, что обеспечивает нераспространение нагрева на части твэла, не защищенные инертным газом. Необходимое время нахождения концевых частей твэлов в зоне нагрева (реально составляющее 40...60 мин - время, необходимое для вскрытия микродефектов, характеризующихся минимально допустимыми потоками гелия) и ритм их движения (в условиях массового производства ~1 шт/мин) определяют количество одновременно находящихся на транспортном модуле 1 твэлов. По окончании времени сушки твэл поступает на позицию II, являющуюся исходной для продольного транспорта твэла. При этом датчик 11 наличия твэла на позиции II через контроллер 4 включает привод 12 (приводные ролики 13 сдвигаются), и твэл перемещается в продольном направлении. При этом передний его конец доходит до имитатора твэла 14 и начинает проталкивать его через транспортный канал. Имитатор 14 устанавливается в модуле контроля герметичности 2 для выхода всех вакуумных насосов на рабочий режим при запуске установки и при ее выключении. На входе в модуль 2 твэл центрируется устройством 15, состоящим из трех секций 16, каждая из которых представляет собой кольцевой сектор, между которыми под углом 120o друг к другу установлены центрирующие ролики 17. Секции 16 связаны между собой осями 18, свободно вставленными в торцы соседних секций и являющимися опорами центрирующих роликов 17, а сами секции имеют возможность радиального перемещения и фиксации в любом промежуточном положении, что обеспечивает точную центровку, а также возможность переналадки на другой типоразмер твэлов. Центрирующие устройства 15 обеспечивают точную центровку твэлов на протяжении всего транспортного канала, что необходимо для сведения к минимуму радиальных зазоров между поверхностью твэла и элементами транспортного канала. Последнее обеспечивает динамическую герметизацию твэла в процессе его движения и соответственно оптимальные условия для вакуумирования. Устройства 15 установлены по всей длине транспортного канала - во всех дополнительных камерах 19, 20, 21, 22 и в камере контроля 23, а также на выходе из модуля контроля. На входе в модуль контроля твэл проходит лабиринтное уплотнение 24, выполненное в виде набора элементов 25, имеющих центральное отверстие с цилиндрической частью 26, и гофр 27, выполненный коаксиально центральному отверстию. Элементы 25 выполнены из термостойкого материала с низким коэффициентом трения, например, тефлона. При прохождении лабиринтного уплотнения цилиндрические части 26 охватывают наружную поверхность твэла, обеспечивая динамическую герметизацию. В первой и последней по ходу твэла дополнительных камерах, соответственно 19 и 22, которые откачиваются форвакуумными насосами 28, достигается начальное разрежение - остаточное давление PОСТ < 13,3 Па (1 · 10-1 мм рт.ст.). Соотношение откачиваемого объема камеры 19 V1 к конструктивному объему на стыке двух твэлов, образованному за счет отличия конструкции концевых деталей твэла от его оболочки VМИ является одним из параметров, влияющих на режимы контроля. Указанное соотношение должно отвечать условию:
lnV1/lnVМИ > 3
Невыполнение данного условия приводит к повышению остаточного давления на входе во вторую дополнительную камеру 20, а через нее и в камере контроля 23, что резко увеличивает сигнал течеискателя от проходящего в это время по камере контроля участка твэла, искажая результаты контроля.
Во второй 20 и следующей за камерой контроля камере 21, которые отделены соответственно от камер 19 и 22 лабиринтным уплотнением 24 и откачиваются высоковакуумным насосом 29, достигается разрежение, характеризующееся остаточным давлением PОСТ < 13,3 · 10-3 Па (1 · 10-5 мм рт.ст.). Камера контроля 23 в рабочем режиме откачивается только насосной группой гелиевого течеискателя 30, который всегда находится в режиме регистрации сигнала по гелию. При этом контролю в каждый момент времени подвергается та часть твэла, которая находится в пределах длины камеры контроля 23. Скорость продольного движения твэла выбирается из условия:
W < L/ τ,
что гарантирует отбраковку твэлов с течами, характеризующимися минимально допустимыми потоками по гелию. Величина τ определяется экспериментально или расчетным путем и представляет собой время выхода на стабильный уровень сигнала от предельно (минимально) допустимой течи. Для экспериментального определения используется стандартная гелиевая течь типа "Гелит" 31 с величиной гелия, меньше или равной величине допустимой утечки гелия из твэла. Экспериментально установлено, что время стабилизации сигнала течеискателя на предлагаемой установке составляет 8...15 с (в зависимости от объема камеры контроля). При таком времени нахождения каждой точки твэла в камере контроля невозможна полная откачка гелия через какую бы то ни было крупную течь, поэтому данный способ контроля снимает ограничение по величине выявляемых крупных течей.
Режимные параметры проведения контроля отвечают следующим требованиям:
P1 >> P2 < PК > P3 << P4
а высоковакуумные насосы 29 имеют более высокую откачную способность по пробному газу (гелию), чем высоковакуумный насос течеискателя 30. Выполнение этих условий обеспечивает минимизацию и стабильный уровень фоновых сигналов, регистрируемых течеискателем от заведомо герметичных твэлов.
Когда передний конец твэла полностью прошел все камеры, а задний конец достиг датчика 32, по его команде через контроллер 4 отключается привод 12 (разводятся тянущие приводные ролики 13), твэл останавливается на промежуточной позиции III, а выталкиваемый твэлом имитатор 14 на позиции V, являющейся исходной для дальнейшей транспортировки твэлов по автоматизированной линии. В этой позиции имитатор замыкает датчик 33, по команде которого через контроллер 4 включается привод дальнейшей транспортировки (на чертежах не показан), и имитатор 14 покидает позицию V. Одновременно с этим включается привод 34 - сводятся приводные ролики 35, которые перехватывают твэл с противоположной стороны и продолжают его транспортировку до позиции IV, которая является исходной для бесприводной транспортировки и характеризуется тем, что передний конец твэла достиг датчика 36, который через контроллер 4 подает команду на отключение привода 34 (разведение роликов 35). В позиции IV твэл находится до тех пор, пока следующий подаваемый на контроль твэл, перемещаясь с позиции II на позицию III, не начнет выталкивать его. Бесприводная транспортировка необходима для предотвращения возможных аварийных ситуаций, связанных с отсутствием твэла по всей длине дополнительных и контрольной камер, что приводит к прорыву атмосферы в форвакуумные и высоковакуумные насосы камер и течеискателя. Кроме того, остановка на позиции IV необходима для восстановления температуры на заднем конце твэла, которая снижается за время транспортировки. С этой целью перед входом в камеру 19 установлен нагреватель 37. Когда контролируемый твэл полностью выходит из всех камер и останавливается в позиции V, на контроллер 4 от течеискателя поступает команда, определяющая дальнейшую транспортировку твэла. В случае, если сигнал течеисателя при контроле твэла не превысил уровня забраковки, осуществляется транспортировка (продольная или поперечная) твэла к следующей технологической операции. В противном случае твэл направляется на накопитель брака (на чертежах не показан).
Итак, твэлы, двигаясь непрерывно друг за другом, проходят как подготовку к контролю (напрев и выдержку при заданной температуре в течение заданного времени), если таковая необходима, так и непосредственно контроль герметичности. Когда все предназначенные для контроля твэлы поступили на транспортный модуль сушки 1, последним укладывают имитатор твэлов 14, который, дойдя до позиции IV (исходной позиции для бесприводной транспортировки), перекрывает собой сквозной канал для прохода твэлов в камерах 19...23 и находится на этой позиции до тех пор, пока работа установки не будет возобновлена, и первый контролируемый твэл не начнет выталкивать имитатор. В случаях, когда подготовка (предварительная сушка) к проведению контроля не требуется, нагреватели 6 транспортного модуля 1 могут быть отключены и контроль будет проведен при комнатной температуре.
Таким образом, использование способа и устройства для непрерывного контроля герметичности позволяет:
1. Обеспечить индивидуальный контроль каждого твэла с максимальной чувствительностью, что является наиболее предпочтительным вариантом контроля таких ответственных по назначению изделий, как тепловыделяющие элементы. При этом максимальная чувствительность контроля создается достижением минимальных значений отношения фонового сигнала к браковочному признаку и позволяет существенно расширить диапазон выявляемых дефектов в сторону мелких течей (вплоть до 1 · 10-10 м3 Па/с).
2. Полностью снять ограничение по величине выявляемых крупных течей, так как промежутка времени нахождения каждой точки твэла под вакуумом (8...15 с) недостаточно для полной откачки пробного газа (гелия) из-под оболочки твэла.
3. Объединить в единое целое комплексы подготовки к контролю и непосредственно контроля, обеспечив при этом полностью идентичные условия проведения этих операций для каждого твэла.
4. Создать полностью автоматизированный комплекс контроля, работающий в ритме автоматизированной линии (1 шт/мин), что особенно важно в условиях массового производства.
В настоящее время на предприятии создан автоматизированный переналаженный комплекс контроля герметичности в составе автоматизированной линии производства твэл типа ВВЭР-1000.
Литература
1. Барышникова Н.Г. и др. "Масс-спектрометрический метод контроля герметичности". "Электронная техника", сер. 8, N 7, 1972.
2. Авторское свидетельство СССР N 647570, G 01 M 3/04, Б.И. N 6, 1979.
3. Л. Е.Левина, В.В.Пименов. Методы и аппаратура контроля герметичности вакуумного оборудования и изделий приборостроения. М.: Машиностроение, 1985, стр. 60.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2225048C2 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ СПЕЦИАЛЬНОЙ ГЕОМЕТРИИ | 2009 |
|
RU2401468C1 |
| СПОСОБ ПОИСКА ТЕЧЕЙ (ВАРИАНТЫ) | 2005 |
|
RU2322655C2 |
| СПОСОБ ПОИСКА ТЕЧЕЙ | 1999 |
|
RU2164359C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 1986 |
|
RU1402046C |
| УСТРОЙСТВО ЗАГРУЗКИ, РАЗГРУЗКИ И ТРАНСПОРТИРОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2243875C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2261489C2 |
| АГРЕГАТ ДЛЯ СВАРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2243869C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
Изобретение относится к ядерной энергетике. Техническим результатом изобретения является повышение надежности контроля герметичности тепловыделяющих элементов на стадии их производства. Это обеспечивается за счет того, что при проведении контроля твэлы непрерывно и без зазора между собой перемещаются вдоль собственной оси, проходя последовательно зоны ступенчатого снижения остаточного давления, камеру контроля, соединенную с масс-спектрометрическим течеискателем, и зоны ступенчатого повышения давления. При этом выполняются условия, определенные математическими зависимостями, приведенными в материалах заявки согласно изобретению. Устройство, с помощью которого реализуется способ, обеспечивает полностью автоматизированный контроль герметичности твэлов на стадии их производства. 2 с. и 8 з.п.ф-лы, 6 ил. t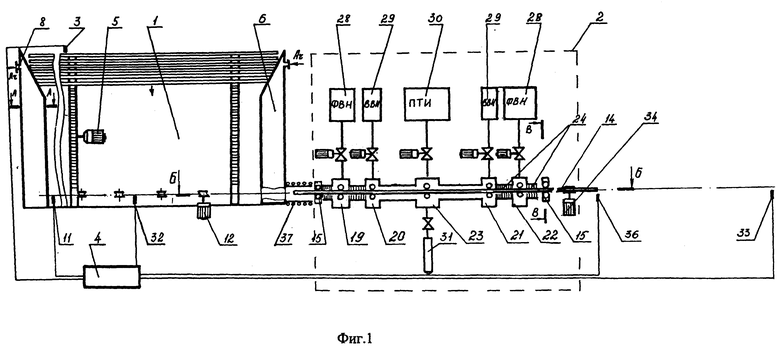
P1 > > P2 < Pк > P3 < < P4,
где P1, P2 - остаточное давление в ступенях снижения остаточного давления до камеры контроля;
Pк - остаточное давление в камере контроля;
P3, P4 - остаточное давление в ступенях повышения остаточного давления после камеры контроля;
W < L/τ,
где W - скорость продольного перемещения твэла;
L - длина камеры контроля;
τ - время стабилизации сигнала течеискателя от предельно допустимой течи;
ln V1 / ln Vми > 3,
где V1 - откачиваемый объем первой ступени снижения остаточного давления;
Vми - конструктивный объем на стыке двух твэлов, образованный за счет отличия конструкции концевых деталей твэла от его оболочки;
где Vкд - объем концевых деталей на стыке двух следующих друг за другом твэлов;
l - суммарная длина концевых деталей на стыке двух твэлов;
d - диаметр оболочки твэла,
а зоны ступенчатого понижения и повышения остаточного давления, непосредственно сообщающиеся с камерой контроля, снабжены высоковакуумными средствами откачки с повышенной откачной способностью по пробному газу (гелию).
| СПОСОБ ОБНАРУЖЕНИЯ НЕГЕРМЕТИЧНЫХ ТВЭЛОВ | 1994 |
|
RU2094861C1 |
| А.Г.Самойлов и др | |||
| Дисперсионные тепловыделяющие элементы ядерных реакторов | |||
| - М.: Атомиздат, 1969, с.434-437 | |||
| Сырьевая шихта для изготовления магнизиально-кварцевого проппанта | 2017 |
|
RU2646910C1 |
| US 3486365 A, 30.12.1969. | |||
