Изобретение относится к машиностроительной, приборостроительной промышленности и камнеобработке.
Известен способ виброобработки [1], когда в рабочий контейнер вибрационного станка засыпают абразив, обрабатываемые детали и подают рабочую жидкость. Абразив в процессе обработки изменяет свою зернистость, что обеспечивает выполнение без замены рабочей среды последовательность стадий обработки от грубой до тонкой шлифовки и полировки. На последующих стадиях после завершения грубой шлифовки, в суспензию добавляют гранулированный полимерный наполнитель. Сохранение качества поверхности на операции тонкой шлифовки и полировки происходит за счет снижения режущих свойств абразивной среды.
Авторы способа [2] в вибрирующий контейнер с деталями и комбинированными гранулами с различными по объему абразивными свойствами, изменяющимися послойно, последовательно вводят разные по составу жидкости. Это позволяет проводить операции без смены абразива, остановки оборудования. Недостатком указанных способов является дорогой абразив, используемый в них.
Известны способы обработки, когда существенное влияние на шероховатость и внешний вид поверхности оказывают различные химически-активные добавки, ПАВ [3, 4] . При этом добавки, ПАВ, могут не только изменять высоту микронеровностей, но и придавать обрабатываемой поверхности различную степень блеска и оттенка. Небольшой недостаток способов заключается в использовании экологически вредных химических веществ.
Наиболее близким техническим решением, принятым в качестве прототипа, является способ вибрационной обработки [5]. Он заключается в следующем. В контейнере вибрационной установки с неподвижными стенками и эластичным дном, заполненным обрабатываемыми деталями, абразивным зерном и рабочей жидкостью, вызывается колебательное движение массы загрузки. При постоянной циркуляции устанавливают уровень рабочей жидкости выше высоты подъема абразивных зерен, а слив жидкости с отходами производят с верхней отметки ее уровня.
К недостаткам прототипа относится невозможность без остановки оборудования, разгрузки и новой загрузки контейнера, замены абразива проводить операции от средней шлифовки до тонкой (или от грубой до средней), что сужает технологические возможности процесса и его производительность.
Задачей изобретения является расширение технологических возможностей, повышение производительности и качества способа для вибрационной обработки путем добавления абразивного зерна в контейнер и увеличения плотности загрузки.
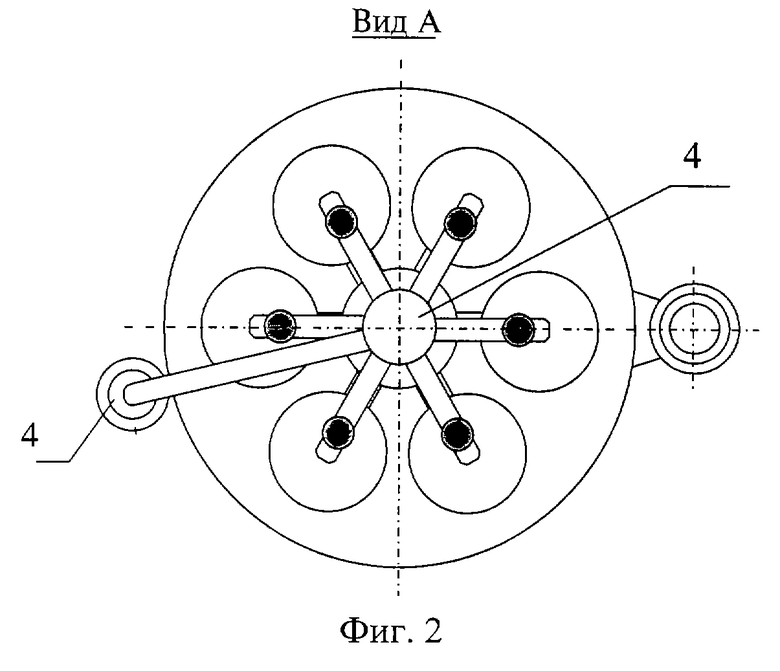
Предлагаемый способ реализуется на вибрационной установке (см. фиг.1). На фиг.1 - схема шестиконтейнерной вибрационной установки. На фиг.2 показан вид А на фиг. 1. Установка имеет шесть контейнеров 1 емкостью по 2,5 дм3, жестко закрепленных в верхней плите установки с возможностью вертикального перемещения. Дно 2 каждого контейнера выполнено эластичным и обкатывается при работе роликами 3. Установка снабжена системой циркуляции 4 рабочей жидкости. В контейнер засыпаны детали и абразивные зерна. При вращении роликов от электродвигателя 5 колебательные движения дна передаются массе загрузки, происходит процесс обработки. Наибольшая интенсивность обработки происходит в придонной зоне.
Для достижения указанного технического результата поступают следующим образом. В контейнер 1 вибрационной установки засыпают обрабатываемые детали и абразивные зерна (например, в соотношении 5:1), заливают рабочую жидкость и проводят процесс обработки. Через определенное время после завершения процесса грубой шлифовки (средней шлифовки) в контейнер еще добавляют абразивные зерна (шлифзерно, шлифпорошок, микропорошок, субмикропорошок), доведя концентрацию, например, до (5:4)-(5:5). Увеличение количества абразивных зерен позволяет увеличить плотность загрузки и тем самым уменьшить силу соударений деталей и абразива. Это также приводит к снижению собственной амплитуды колебаний загрузки, более щадящему режиму обработки и, как следствие, снижению шероховатости поверхности. Можно добавлять абразивные зерна той же или меньшей зернистости. Абразив, который был засыпан на первой стадии обработки, со временем теряет свою режущую способность и на конечной стадии не ухудшает качество поверхности.
Анализ уровня техники показал отсутствие в нем существенных признаков, изложенных в формуле изобретения. Таким образом заявляемый способ соответствует критерию изобретения "новизна".
Сравнение заявляемого способа вибрационной обработки не только с прототипом, но и с другими техническими решениями не позволило выявить в них признаков, отличающих заявляемое решение от прототипа и влияющих на достижение поставленного технического результата, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Заявляемым способом проводили обработку лазурита (камней для ожерелий) после операции грубой шлифовки на описанной ранее виброустановке. Для этого использовали шлифпорошок зернистостью - 7. В контейнер на 1 кг лазурита (размер деталей - 15•15 мм) засыпали 200 г шлифпорошка карбида кремния зеленого, заполняли водой и проводили обработку. Вода непрерывно циркулировала через зону обработки. Через 9 часов в контейнер добавляли еще 600 г шлифпорошка М28 и шлифовали детали еще 5 часов. Во время обработки исходная шероховатость, составлявшая - Ra=7 мкм, за 9 часов снизилась до 2,5 мкм, а еще через 5 часов достигла Ra=1 мкм, что соответствует тонкой шлифовке. Подача жидкости в контейнер была 1,5 л/мин, амплитуда колебаний - 4 мм, частота 15 Гц.
Эффективность заявляемого способа, по сравнению с прототипом не вызывает сомнений, так как без изменения режима колебаний, остановки оборудования были проведены операции средней и тонкой шлифовки. Производительность обработки достигается за счет сокращения времени на вспомогательные операции (разгрузка и новая загрузка контейнера, полная замена абразива). Повышение качества поверхности происходит за счет увеличения плотности загрузки и, как следствие, снижение ее шероховатости.
Источники информации
1. А. с. 967778 СССР, МКИ3 В 24 В 31/06. Способ вибрационной обработки /Кружков А. К., Маслов С.П., Евстишенков B.C. (СССР). - Опубл. в 1982, Бюл. 39.
2. А. с. 1313663 СССР, МКИ3 В 24 В 31/06. Способ вибрационной обработки/Киреев Ю. Л. , Лубенская Л.М., Ворошилова М.М. (СССР). - Опубл. в 1987, Бюл. 20.
3. Бабичев А. П. Вибрационная обработка деталей. - М.: Машиностроение, 1974.-136 с.
4. Кулаков Ю. М., Хрульков В.А. Отделочно-зачистная обработка деталей. -М.: Машиностроение, 1979. - 216 с.
5. Патент 1826367 РФ, МКИ3 В 24 В 31/073. Способ вибрационной обработки/ Кольцов В.П., Филиппов К.Е. (РФ) 4850326/08; Заяв. 12.07.90.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННЫЙ ОБРАБОТКИ | 2013 |
|
RU2542915C2 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1990 |
|
SU1826367A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ОБРАБОТКИ АКТИВИРОВАННЫХ ЕВРОПИЕМ МОНОКРИСТАЛЛОВ ИОДИДА ЛИТИЯ | 1988 |
|
SU1609315A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Притирочная суспензия | 1990 |
|
SU1763468A1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| СПОСОБ УТИЛИЗАЦИИ И РЕГЕНЕРАЦИИ ТЕХНОЛОГИЧЕСКОЙ СРЕДЫ В ПРОЦЕССАХ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2000 |
|
RU2181659C2 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2022 |
|
RU2793666C1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
Изобретение может быть использовано в машино-, приборостроении и в камнеобработке. Способ включает заполнение контейнера вибрационной установки обрабатываемыми деталями, абразивным зерном и рабочей жидкостью. Уровень последней устанавливают выше высоты подъема абразивных зерен. В процессе обработки добавляют абразивное зерно, увеличивая плотность загрузки. Изобретение позволяет повысить технологические возможности и производительность способа. 2 ил.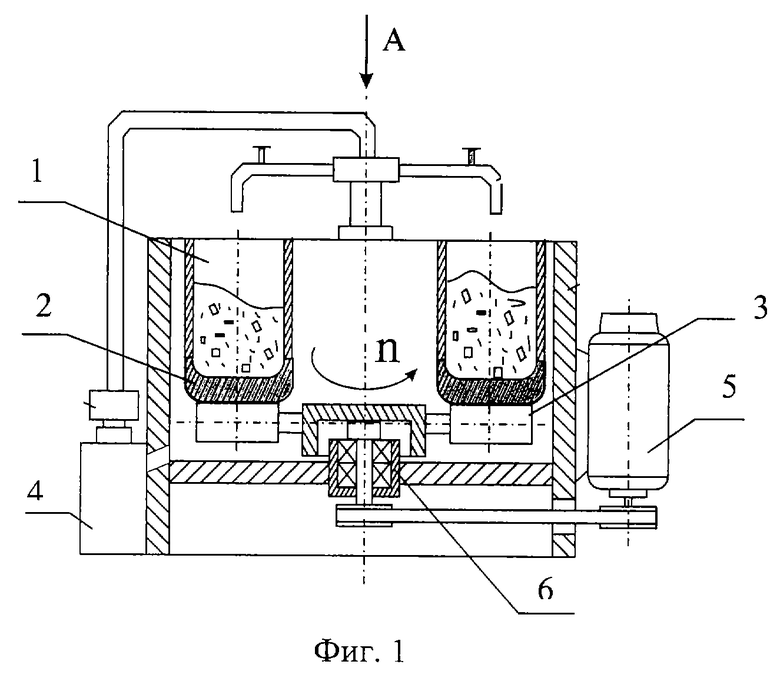
Способ вибрационной обработки, включающий операцию грубой или средней шлифовки в контейнере вибрационной установки, заполненном обрабатываемыми деталями, абразивным зерном и рабочей жидкостью, уровень которой устанавливается выше высоты подъема абразивных зерен, отличающийся тем, что после завершения процесса грубой или средней шлифовки увеличивают плотность загрузки контейнера путем добавления абразивного зерна.
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1990 |
|
SU1826367A1 |
| RU 94011858 A1, 10.04.1997 | |||
| Способ шлифования | 1986 |
|
SU1404277A1 |
| Способ обработки незакрепленным абразивным зерном | 1947 |
|
SU71711A1 |

