Изобретение относится к области струйно-абразивной обработки полуфабрикатов и изделий преимущественно из сплавов на основе титана и может быть использовано в металлургии и машиностроении для операций гидроабразивной резки, шлифовки, текстуирования, матирования, сатинирования, обработки поверхности с целью нагартовки, удаление покрытий, загрязнений, очистки и т.п.
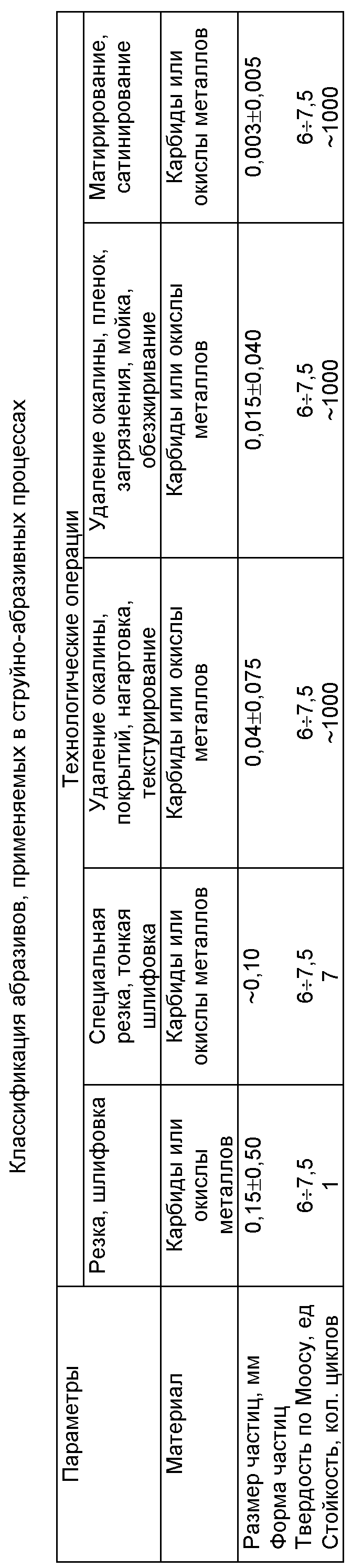
В перечисленных процессах используют материалы технологической среды с идентичными химическими и физико-механическими свойствами - абразивы на основе карбидов или окислов металлов. Основными отличиями являются размеры, которые варьируются в пределах от 0,5 мм до 0,003 мм, и форма используемых частиц. Оптимизация процесса струйно-абразивной обработки по характеристикам качества обрабатываемой поверхности и производительности требует конкретной формы и размера частичек абразива и установления необходимой скорости их движения. Абразивные частицы в процессе ударного взаимодействия с обрабатываемым материалом изнашиваются, уменьшаются в размере, режущие кромки сглаживаются. Требования к специфическим свойствам абразивного зерна, особенно к геометрии режущих кромок, достаточно индивидуальны. Они во многом определяют критерии стойкости применяемого материала. Количество циклов использования абразива варьируется в достаточно широких пределах: от одного - при резке, до нескольких тысяч раз - при удалении окалин, пленок, матировании и т.п. (см. таблицу). Наиболее рациональной формой абразивного зерна является изометрическая или близкая к ней. В ряде случаев перед использованием абразивные материалы рекомендуют обкатать в течение 4-6 ч в барабанной установке для скругления режущих кромок частиц. Эффективность процессов зависит также от однородности фракционного состава.
Струйно-абразивные методы получили широкое применение для обработки (очистки) полуфабрикатов и изделий. (В.А. Шманев. Струйная гидроабразивная обработка деталей ГТД.- М.: Машиностроение, 1995-1996 г.).
Недостатком известного способа является высокий расход абразивного материала, малая цикличность использования технологического материала при процессах гидроабразивной резки и шлифовки металла. Кроме того, при данных способах обработки возникают проблемы с утилизацией отходов производства.
Наиболее близким к заявленному изобретению по технической сущности и достигаемому результату является способ гидроабразивной обработки поверхности (пат. USA 4872293) - прототип.
Струя воды высокого давления эжектирует водную суспензию абразивных частиц. Система циркуляции раствора позволяет многократно вовлекать абразив в технологический процесс резки, предусматривает в ходе регенерации и отделения из суспензии частиц размерами меньше 0,003 мм контролировать весовой и фракционный состав суспензии. Известный процесс повышает стойкость инструмента, улучшается качество резки (равномерность ширины пропила, отсутствие заусенцев). Как правило, в подобных процессах абразив используют однократно. Рециркуляция невозможна в силу значительного изменения размеров и форм абразивных частиц (пат. USA 4872293). Режущая способность частиц резко ухудшается. Отмечается раскалывание абразивных частиц.
Недостатками прототипа являются ограниченная возможность процесса (толщина резки не более 5 -15 мм), высокий расход абразивного материала - более 2 кг/мин, не решена проблема с утилизацией отходов.
Задачей, на решение которой направлено данное изобретение, является повышение качества обрабатываемых поверхностей полуфабрикатов и изделий, уменьшение расхода абразивных материалов за счет рационального их использования в различных видах струйно-абразивной обработки, а также повышение эффективности утилизации отходов при уменьшении загрязнения окружающей среды и снижения затрат на утилизацию.
Поставленная задача решается тем, что в способе утилизации и регенерации технологической среды в процессах струйно-абразивной обработки, включающем подачу технологической среды при непрерывной замкнутой рециркуляции воды и классифицирование технологической среды после окончания обработки на отходы в виде опилок обрабатываемого материала и абразивных частиц, которые рециркулируют, в процессах струйно-аброзивной обработки используют абразивные частицы размером 0,5-0,003 мм, которые классифицируют по размеру и однородности фракций абразивных частиц в пределах ±10% в ходе каждой операции с обеспечением рециркуляции указанных частиц в этой же или в последующих операциях, в каждой из которой используют абразивные частицы, удовлетворяющие по размеру и форме режущих кромок требованиям других процессов струйно-абразивной обработки, причем частицы абразива и опилок обрабатываемого материала размером менее 0,003 мм, получаемые после каждой классификации, сепарируют и совместно утилизируют в качестве сырья в порошковой металлургии.
В соответствии с предлагаемой схемой в качестве исходного материала используются абразивные частицы с режущими кромками размером 0,5-0,15 мм. Такой материал используется в процессах, связанных со съемом металла (резка, шлифовка). После первого цикла основная масса абразивных частиц имеет размер ~ 0,1 мм и притупленные режущие кромки. Такой материал целесообразно использовать для прецизионных процессов резки материалов абразивной суспензией и тонкой шлифовки поверхности. В этих процессах разрушение и износ зерен замедляется, и абразивные частицы выдерживают десятки рабочих циклов. В системе циркуляции суспензии предусмотрены классификаторы (гидроциклоны), отделяющие изношенные частицы и опилки обрабатываемого материала менее 0,003 мм преимущественно.
После использования в двух вышеперечисленных операциях абразивные частицы приобретают форму, близкую к изометрической с размерами, равными или меньше 0,075 мм (устраняется операция предварительной подготовки (обкатки) абразива для скругления кромок). Полученные геометрические размеры и форма зерна абразива являются оптимальными для обработки поверхности изделий без снятия основы металла. В дальнейшем абразив используется последовательно в зависимости от размера частиц:
- 0,075-0,040 мм - удаление окалины, покрытий, нагартовка, текстурирование;
- 0,040-0,015 мм - удаление окалины, пленок, загрязнения, мойка, обезжиривание;
- 0,015-0,005 мм - матирование, сатинирование.
Для данных операций характерны минимальное удаление основного металла, допускаемое уменьшение диаметра абразивных зерен в процессе работы до 50%, длительность эксплуатации до десяти тысяч циклов. Система циркуляции суспензии на всех переделах предусматривает классификаторы (гидроциклоны), отделение изношенных частиц и осколков металл размером менее 0,003 мм. Тонкодисперсные отходы в виде опилок обрабатываемого материала и абразивных частиц размером, равным или меньше 0,003 мм, утилизируются в процессах порошковой металлургии, после проведения соответствующих операций сепарации и очистки.
Пример.
Предлагаемый способ применяется в процессе гидроабразивной резки титановых полуфабрикатов (лист толщиной 25,4 мм) на установке модели 9XD фирмы Flow. Материал абразива: PASER 80, гранат (Fe3Al2(SiO4)3), диаметр зерен 180 мкм, плотность 4,32 г/см3, твердость по Моосу 6-7,5. Скорость резания - 80 мм/мин, расход материала 600 г/мин.
Отходы абразивных частиц после гидроабразивной резки использовали в установке для удаления с поверхности плит из сплавов титана окалины и газонасыщенного слоя. Абразивная пульпа непрерывно циркулировала, периодически в пульпу подавался абразив (~50 кг каждые 24 ч). Шероховатость обрабатываемой поверхности менее Ra 1,2 мкм. Производительность установки ~250 м2/смену. Посредством гидроциклона абразивные частицы размером менее 0,04 мм удалялись.
Отработанный материал в виде тонкой суспензии с размером абразивных частиц 0,04 мм применялся на установке струйно-абразивной очистки поверхности листов из титановых сплавов толщиной 0,5-4,75 мм. В ходе очистки удаляли с поверхности тонкую окисную пленку без повреждении основы металла. Шероховатость обрабатываемой поверхности менее Ra 1,2 мкм. Параметры и состав установки аналогичен установке, рассмотренной выше. Результаты проведения промышленных испытаний показали возможность многократной пооперационной циркуляции технологической среды в системах струйно-абразивной обработки.
Предлагаемый способ позволяет снизить затраты абразивного материала за счет его рационального использования, улучшить качество обработки поверхности изделий, уменьшить затраты на утилизацию отходов и техногенную нагрузку на окружающую среду, кроме того, отходы в виде тонкодисперсных порошков можно использовать в качестве сырья в порошковой металлургии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПОЛУФАБРИКАТОВ | 2000 |
|
RU2174461C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1999 |
|
RU2152865C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБОВ | 1998 |
|
RU2145982C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ПОЛУФАБРИКАТОВ | 1999 |
|
RU2165812C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1996 |
|
RU2108903C1 |
| СПОСОБ УТИЛИЗАЦИИ И ОБЕЗВРЕЖИВАНИЯ ОТХОДОВ ТРАВЛЕНИЯ ТИТАНОВОГО ПРОИЗВОДСТВА | 2000 |
|
RU2176288C1 |
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2263721C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТЫ ИЗ ПОРОШКОВ НА ЖЕЛЕЗНОЙ ОСНОВЕ | 2000 |
|
RU2190669C2 |
Изобретение относится к области струйно-абразивной обработки полуфабрикатов и изделий и может быть использовано в металлургии и машиностроении. Технический результат: повышение качества обрабатываемых поверхностей полуфабрикатов и изделий, уменьшение расхода абразивных материалов, выделение из отходов технологической среды тонкодисперсных абразивных частиц и опилок обрабатываемого материала, которые являются ценным сырьем для порошковой металлургии, снижение затрат на утилизацию отходов, снижение загрязнения окружающей среды. В ходе каждой операции обработки абразивные частицы отделяются от опилок обрабатываемого материала, классифицируются по размеру и в зависимости от размера частиц и формы режущих кромок рециркулируют как в рамках одной операции, так и пооперационно, причем абразивные зерна, изменившие свои геометрические размеры и форму режущих кромок в процессе технологической операции и не отвечающие ее требованиям, последовательно и адресно используют в технологических средах, где их параметры оптимальны для других струйно-абразивных операций. 1 табл.
Способ утилизации и регенерации технологической среды в процессах струйно-абразивной обработки, включающий подачу технологической среды при непрерывной замкнутой рециркуляции воды и классифицирование технологической среды после окончания обработки на отходы в виде опилок обрабатываемого материала и абразивных частиц, которые рециркулируют, отличающийся тем, что в процессах струйно-абразивной обработки используют абразивные частицы размером 0,5-0,003 мм, которые классифицируют по размеру и однородности фракций абразивных частиц в пределах ±10% в ходе каждой операции с обеспечением рециркуляции указанных частиц в этой же или в последующих операциях, в каждой из которой используют абразивные частицы, удовлетворяющие по размеру и форме режущих кромок требованиям других процессов струйно-абразивной обработки, причем частицы абразива и опилок обрабатываемого материала размером менее 0,003 мм, получаемые после каждой классификации, сепарируют и совместно утилизуют в качестве сырья в порошковой металлургии.
| US 4872293, 10.10.1989 | |||
| 0 |
|
SU156869A1 | |
| Дробеметная камера с воздушной сепарацией дроби | 1971 |
|
SU476152A1 |
| КЛАССИФИКАТОР ДЛЯ ОЧИСТКИ ШЛИФОВОЧНОЙ ПУЛЬПЫ от КРУПНЫХ ФРАКЦИЙ ЗАГРЯЗНЕНИЙ | 0 |
|
SU358138A1 |
| US 4941295, 17.07.1990 | |||
| US 4958466, 25.09.1990 | |||
| US 3455062, 15.07.1969 | |||
| US 3559351, 02.02.1971. | |||

