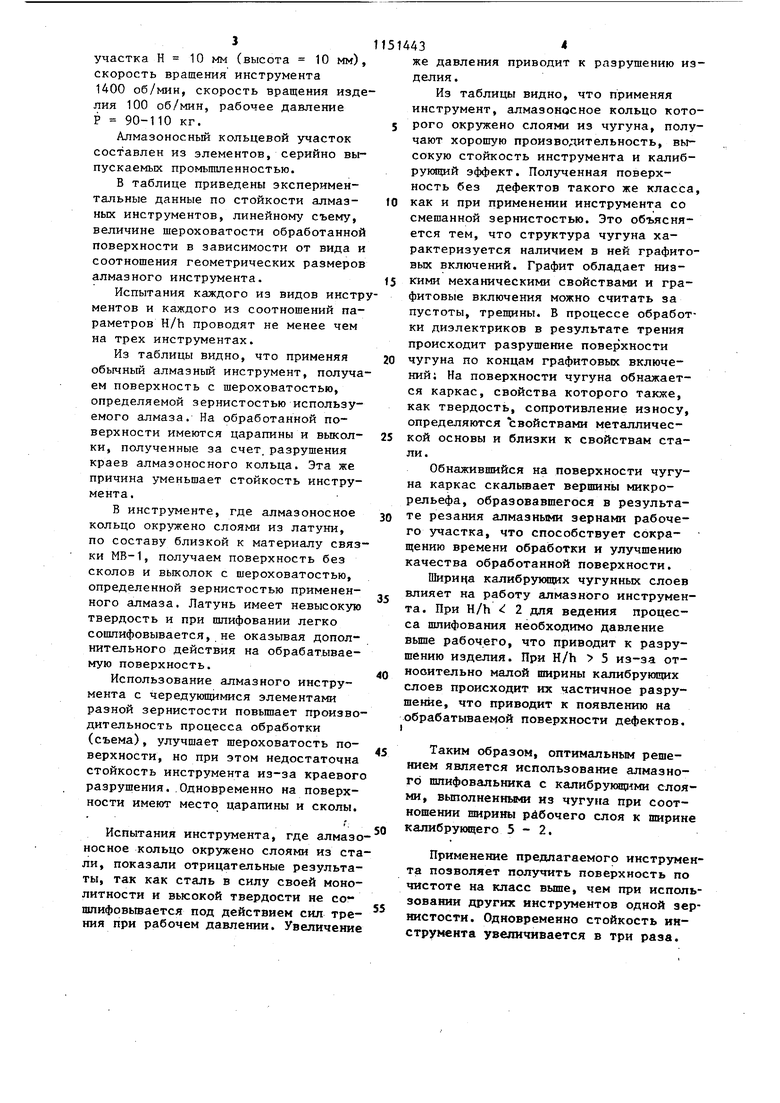
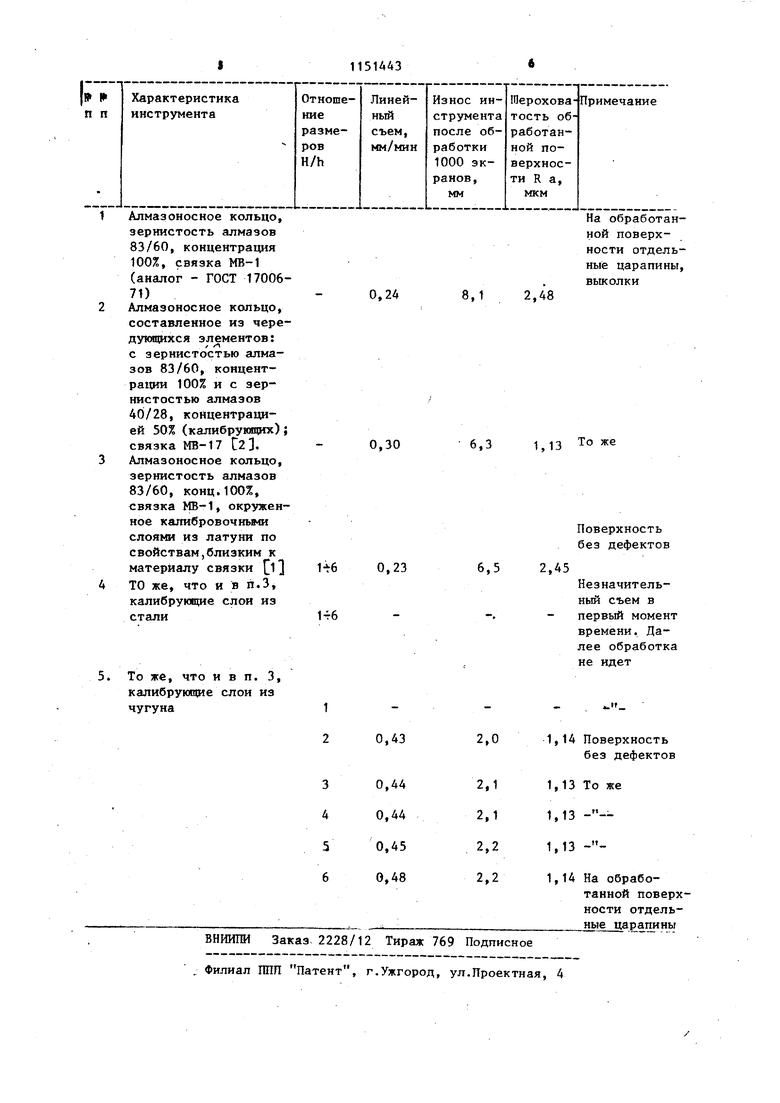
Изобретение относится к области алмазно-абразивного шлифевания, в частности к обработке диэлектриков, например экранов электронно-лзгчевьк трубок, изделий из ситалла, кварца, деталей для оптических приборов. Известно устройство для шлифования стеклоизделий, в котором совмещены операции предварительной и окон чательной шлифовки. В качестве пшифовальников в нем использованы каблуки из чугуна и органического материала. Работа производится со с вобод ным абразивом - суспензиями электрокорунда, карбида бора, карбида кремния. Разрушение стекла происходит под действием абразивных зерен, пере даюп(их вибрационно-ударным действием кинематическую знергию инструмента на обрабатываемую прверхность.Инстру мент же, изготовленный из более вязкого материала, чем стекло, изнашива ется Ti J. Однако применение устройства не позволяет увеличить производительность процесса шлифования из-за частой правки рабочей зоны инструмента переналадки инструмента на разные виды шлифования и требует большого расхода дефицитных шлифпорошков. Известно устройство для шлифования, вьтолненное в виде алмазосодержащего участка, ограниченного с обеих сторон кромками, изготовленными из материала связки 2. Однако производительность процесса обработки стеклоизделий рассмотренными инструментами и получаемая шероховатость поверхности зависят от зернистости алмаза, применяемого в инструменте. Для повышения производительности процесса шлифования необходимо увеличить зернистость алмазов, при этом шероховатость обработанной поверхности увеличивается Известен алмазньй инструмент, которь|й состоит из рабочего алмазоносного слоя и калибрукяцего алмазоносного слоя, расположенного концентрично рабочему слою и внутри него. Рабочий и калибрующие слои имеют раз личную зернистость и концентрацию алмазов, что позволяет получить хоро шее качество поверхности и увеличить производительность процесса З. Однако при обработке стеклоизделий, имеющих обычно большие припуски под действием сил трения происходит выкрашивание или образование заусенцев по внутреннему или наружному диаметру алмазоносных участков, что приводит к преждевременному износу инструмента и появлению на обработанной поверхности дефектов в виде царапин и выколок. Цель изобретения - увеличение стойкости алмазного инструмента и повьшгение чистоты обработанной поверхности при использовании алмазов только одной зернистости. Указанная цель достигается тем, что алмазный инструмент снабжен дополнительным калибрующим слоем, расположенным снаружи алмазоносного слоя, при этом калибрующие слои выполнены из чугуна, а соотношение ширины алмазоносного и ширины каждого калибрукщего слоев составляет 2-5. На чертеже изображен предлагаемый инструмент, разрез. Алмазный инструмент может быть использован для обработки сферических и плоских поверхностей. В зависимости от типа поверхности выбивают диаметр инструмента и ширину алмазоносного участка. Инструмент состоит из корпуса 1, на котором жестко закреплены алмазосодержащий слой 2 и калибрующие чугун ные слои .3. Соотношение ширины (Н) алмазонос- ного слоя к ширине (Ь) калибрукнцего слоя H/h 2-5. Работа инструмента осуществляется следующим образом. Алмазный инструмент устанавливают на шпинделе шлифовально-полировального станка таким образом, чтобы центр рабочей зоны инструмента проходил через центр обрабатываемого изделия. Инструменту и изделию сообщают вращательное движение с определенными скоростями, подводят инструмент к изделию и, установив рабочее давление, осуществляют обработку. В зону контакта инструмента и изделия подают смазочно-охлаждающую жидкость. Инструмент испытьгоают на операции грубой шлифовки наружной поверхности сферы экрана кинескопа 61ЛЕЗЦ с применением станка Б2105М (работа по методу жестких осей), наружный диаметр шлифовального инструмента 320 мм, ширина алмазосодержащего участка Н 10 мм (высота 10 мм), скорость вращения инструмента 1400 об/мин, скорость вращения изде лия 100 об/мин, рабочее давление Р 90-110 кг. Алмазоносньм кольцевой участок составлен из элементов, серийно выпускаемых промьшшенностью. В таблице приведены экспериментальные данные по стойкости алмазных инструментов, линейному съему, величине шероховатости обработанной поверхности в зависимости от вида и соотношения геометрических размеров алмазного инструмента. Испытания каждого из видов инстр ментов и каждого из соотношений параметров H/h проводят не менее чем на трех инструментах. Из таблицы видно, что применяя обычный алмазный инструмент, получа ем поверхность с шероховатостью, определяемой зернистостью используемого алмаза. На обработанной поверхности имеются царапины и выколки, полученные за счет, разрушения краев алмазоносного кольца. Эта же причина уменьшает стойкость инструмента. В инструменте, где алмазоносное кольцо окружено слоями из латуни, по составу близкой к материалу связ ки МВ-1, получаем поверхность без сколов и вьгколок с шероховатостью, определенной зернистостью примененного алмаза. Латунь имеет невысокую твердость и при шлифовании легко сошлифовывается, не оказьгеая дополнительного действия на обрабатываемую поверхность. Использование алмазного инструмента с чередующимися элементами разной зернистости повьштает произво дительность процесса обработки (съема), улучшает шероховатость поверхности, но при этом недостаточна стойкость инструмента из-за краевог разрушения..Одновременно на поверхности имеют место царапины и сколы. Испытания инструмента, где алмаз носное кольцо окружено слоями из ст ли, показали отрицательные результа ты, так как сталь в силу своей моно литности и высокой твердости не сошлифовьгоается под действием сил трения при рабочем давлении. Увеличени же давления приводит к разрушению изделия . Из таблицы видно, что применяя инструмент, алмазоносное кольцо которого окружено слоями из чугуна, получают хорошую производительность, высокую стойкость инструмента и калибрукяций эффект. Полученная поверхность без дефектов такого же класса, как и при применении инструмента со смешанной зернистостью. Это объясняется тем, что структура чугуна характеризуется наличием в ней графитовых включений. Графит обладает низкими механическими свойствами и графитовые включения можно считать за пустоты, трещины, В процессе обработки диэлектриков в результате трения происходит разрушение поверхности чугуна по концам графитовых включений; На поверхности чугуна обнажается каркас, свойства которого также, как твердость, сопротивление износу, определяются свойствами металлической основы и близки к свойствам стали. Обнажившийся на поверхности чугуна каркас скальшает вершины микрорельефа, образовавшегося в результате резания алмазными зернами рабочего участка, что способствует сокращению времени обработки и улучшению качества обработанной поверхности. Ширина калибрукяцих чугунных слоев влияет на работу алмазного инструмента. При H/h 2 для ведения процесса шлифования необходимо давление выше рабочего, что приводит к разрушению изделия. При H/h 5 из-за относительно малой ширины калибрукяцих слоев происходит их частичное разрушение, что приводит к появлению на обрабатываемой поверхности дефектов. Таким образом, оптимальным решением является использование алмазного шлифовальника с калибрукнцими слоя ми, выполненными из чугуна при соотношении Ешрины рабочего слоя к ширине калибрующего 5-2. Применение предлагаемого инструмента позволяет получить поверхность по чистоте на класс выше, чем при использовании других инструментов одной зернистости. Одновременно стойкость инструмента увеличивается в три раза.
Алмазоносное кольцо, зернистость алмазов 83/60, концентрация 100%, связка МВ-1 (аналог - ГОСТ 1700671)
Алмазоносное кольцо,
составленное из чередующихся элементов:
/ /
с зернистостью алмазов 83/60, концентрации 100% и с зернистостью алмазов 40/28, концентрацией 50% (калибрующих); связка MB-17 С2. Алмазоносное кольцо, зернистость алмазов 83/60, конц.100%, связка МВ-1, окруженное калибровочньми слоями из латуни по свойствам,близким к материалу связки ТО же, что и в п.З, калибрующие слои из стали
То же, что и в п. 3,
5. калибрующие слои из чугуна
На обработанной поверхности отдельные царапины, выколки
2,48
8,1
0,24
То же
6,3
1,13
0,30
Поверхность без дефектов
2,45
6,5
,23
Незначительный съем в первый момент времени. Далее обработка не идет
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки оптических деталей | 1982 |
|
SU1039697A1 |
| Способ изготовления рабочего слоя абразивного инструмента | 1985 |
|
SU1234177A2 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1028493A2 |
| Способ изготовления алмазного инструмента | 1989 |
|
SU1662820A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2103154C1 |
| Масса для изготовления алмазно-абразивного инструмента | 1987 |
|
SU1463460A1 |
| Связка на основе меди для изготовления алмазного инструмента | 2017 |
|
RU2644225C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| Каучуковая связка абразивногоиНСТРуМЕНТА | 1979 |
|
SU812550A1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
АЛМАЗНЫЙ ИНСТРУМЕНТ для обработки стеклоизделий, содержащий корпус, на котором концентрично расположены алмазоносный и внутри него калибрукщий слои, о т л и ю щ и йс я тем, что, с целью увеличения стойкости инструмента и снижения Шероховатости обработки, он снабжен дополнительным калибрующим слоем, расположенньм снаружи алмазоносного слоя, при этом калибрующие слои выполнены из чугуна, а соотношение ширины алмазоносного и ширины каждого калибрукидего слоев составляет 2-5. ч СП о:) СО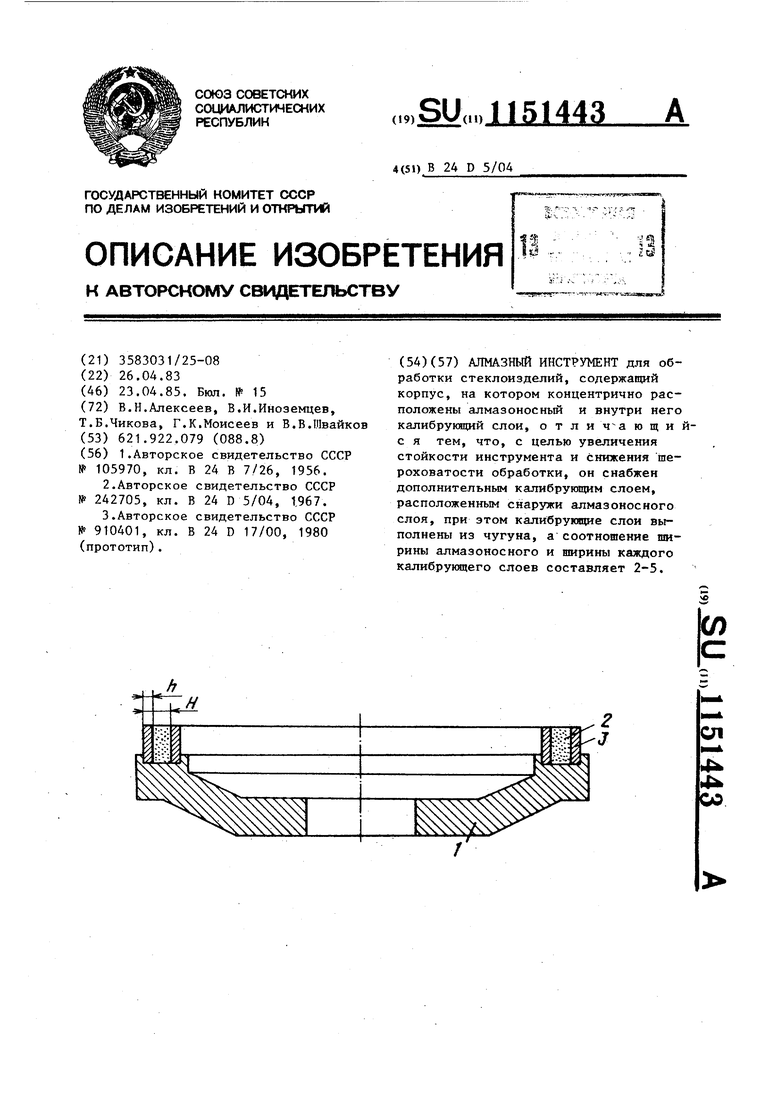
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| -J я % |Л It | |||
