Изобретение относится к технике и технологии режущих инструментов, а именно к конструкции и способу изготовления бритвы, предназначенной для удаления волос с кожи человека.
Известна конструкция лезвия бритвы [1], представляющая собой стальную подложку с заостренной режущей кромкой. Недостатком данной конструкции является то, что при эксплуатации происходит окисление металла и, как следствие, затупление режущей кромки. Кроме того, для изготовления бритвы с двумя и более режущими кромками необходимы два и более отдельных лезвий и дополнительные элементы конструкции картриджа-держателя лезвий, так как каждое лезвие имеет лишь одну режущую кромку.
Известен способ изготовления лезвия бритвы [2], при котором из листового материала изготавливают лезвие с по меньшей мере одним отверстием и производят заострение кромки отверстия до образования кольцевой режущей кромки с острием. После заострения кромки осуществляют механическое смещение кольцевой кромки, непосредственно прилегающей к острию до выступания последнего в диапазоне 0,01-0,1 мм с образованием угла бритья 15-35°. Недостатком данного способа является то, что для изготовления лезвия по этому способу, требуется несколько механических операций, включая вырубку необходимой формы устройства, заточку, выдавливание режущей кромки специальным пуансоном. Кроме того, лезвие, полученное данным способом, обеспечивает качественное бритье только очень коротких волос (щетины), поскольку волос перед сбриванием должен попасть в отверстие с режущей кромкой.
Наиболее близким техническим решением является лезвие бритвы [3], содержащее стальную подложку с клинообразной режущей кромкой, на которую для увеличения твердости и предотвращения ее окисления нанесен промежуточный слой, выбранный из группы, включающей молибден, ниобий, тантал, ванадий и их сплавы, включая ниобиево-молибденовый сплав, и слой алмазоподобного углеродного материала.
Недостатком данной конструкции является необходимость введения дополнительных элементов для увеличения срока службы лезвия. Кроме того, для изготовления бритвы с двумя и более режущими кромками, необходимы соответственно два или более отдельных лезвий и дополнительные элементы конструкции картриджа-держателя лезвий, так как каждое лезвие имеет лишь одну режущую кромку.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления вышеописанной конструкции, при котором формируют подложку с клинообразной заостренной кромкой, наносят на нее промежуточный и дополнительный слой. При этом материал промежуточного слоя выбирают из группы, включающей молибден, ниобий, тантал, ванадий и их сплавы, включая ниобиево-молибденовый сплав, а в качестве дополнительного слоя выбирают алмазный или алмазоподобный углеродный материал [3].
Недостатком указанного способа является необходимость нанесения на лезвие промежуточных и дополнительных слоев, а также невозможность данным способом получать лезвия с несколькими режущими кромками.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является увеличение срока службы и возможность получения на единой подложке нескольких режущих кромок, что позволит упростить конструкцию держателя лезвий.
Для достижения указанного технического результата в известном лезвии бритвы, содержащем подложку с клинообразной режущей кромкой, подложка выполнена из твердого монокристаллического материала и содержит n рабочих областей, в каждой из них имеется клинообразная режущая кромка. Каждая из режущих кромок расположена в разных плоскостях друг над другом, причем каждая последующая рабочая область увеличивается по толщине на величину Δh=d/n, где d - толщина подложки. Число режущих кромок n может быть 2, 3 и т.д. Кроме того, каждая последующая кромка параллельно сдвинута относительно предыдущей в горизонтальном направлении в одну сторону.
Для достижения указанного технического результата в известном способе, заключающемся в формировании подложки с заостренными клинообразными режущими кромками, подложку формируют из твердого монокристаллического материала, на котором методом анизотропного (селективного) травления по кристаллографическим плоскостям через всю толщину подложки d в специально сформированных n окнах на обратной ее стороне получают в них n режущих кромок. При этом режущие кромки расположены на одной плоскости и параллельны друг другу. Затем методом изотропного (неселективного) травления через окна, расположенные над верхней поверхностью с каждой режущей кромкой, кроме последней, формируют ступенчато возрастающие по толщине рабочие области, причем увеличение по толщине каждой последующей рабочей области соответствует величине Δh=d/n, где d - толщина подложки, а n=2, 3 и т.д.
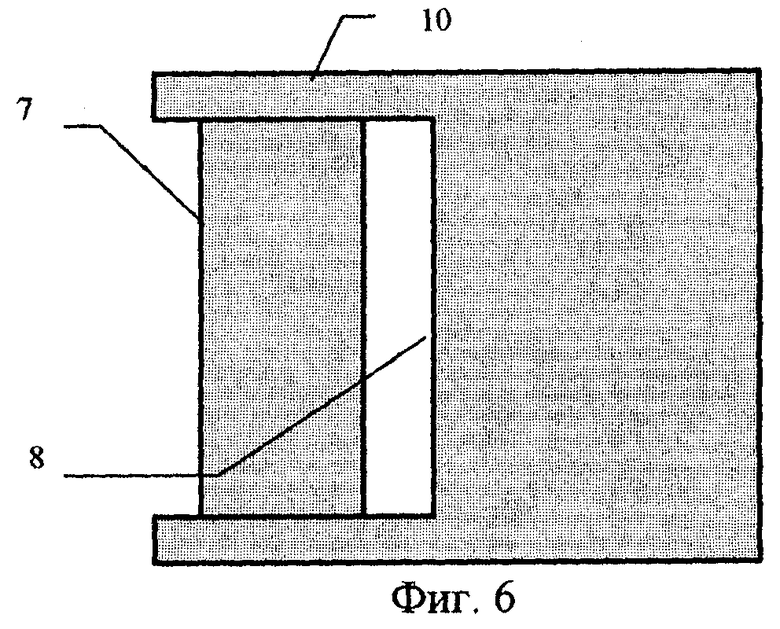
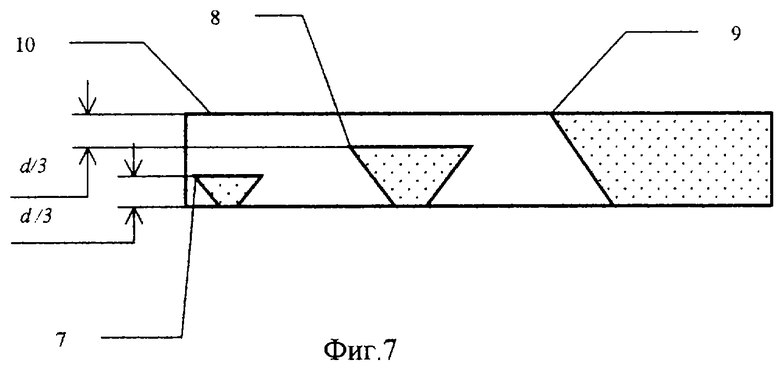
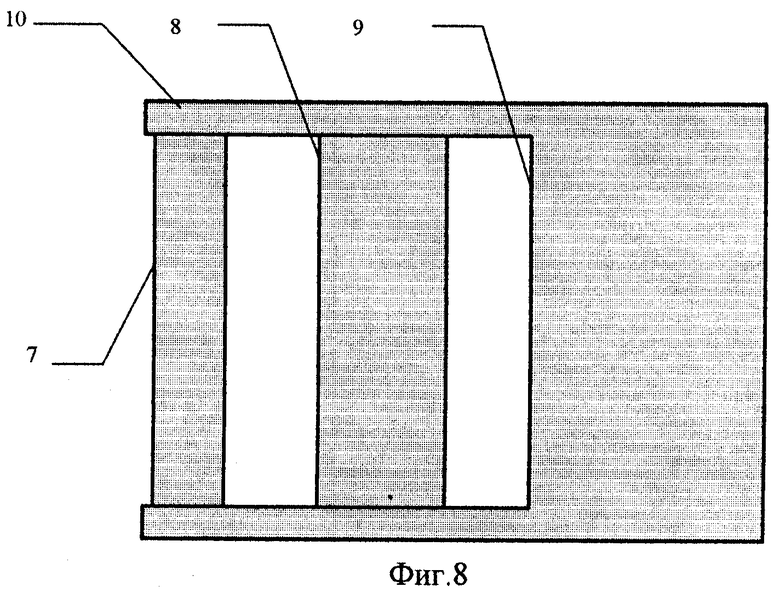
На Фиг.1-5 приведена иллюстрация этапов изготовления лезвия для определенности с двумя режущими кромками (n=2) предлагаемым способом. На Фиг.6 показан вид сверху полученной при этом предлагаемой конструкции лезвия. Аналогично может быть изготовлена конструкция с тремя режущими кромками, представленная видом в разрезе - Фиг.7 и видом сверху - Фиг.8, либо с другим числом n.
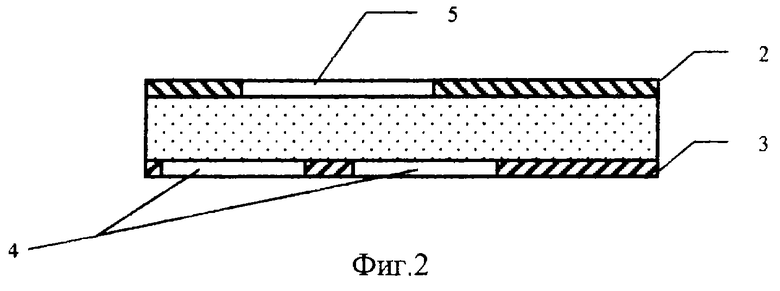
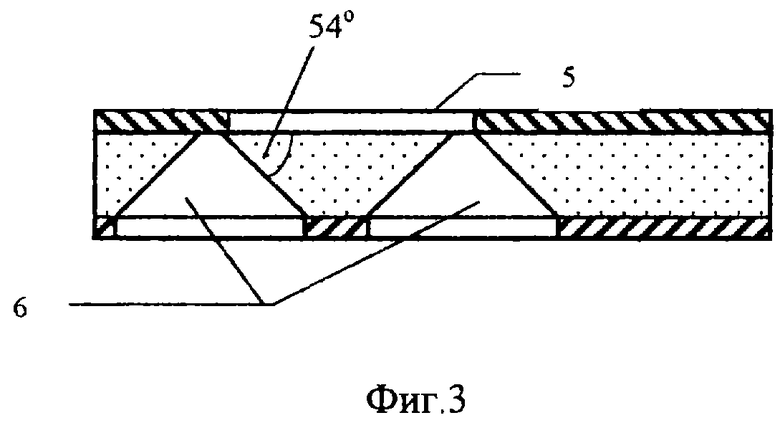
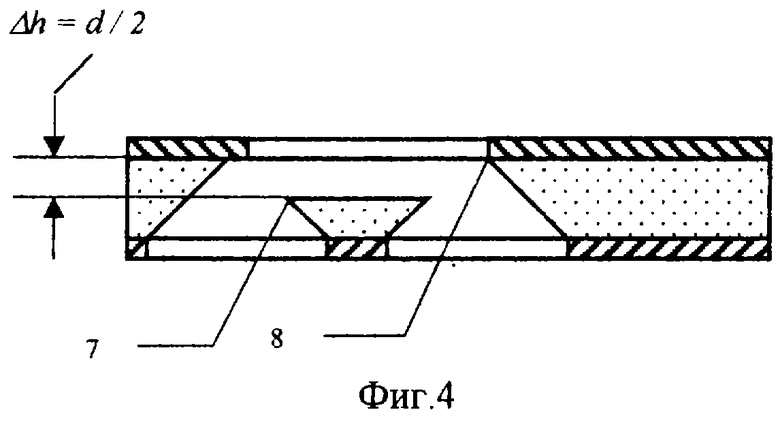
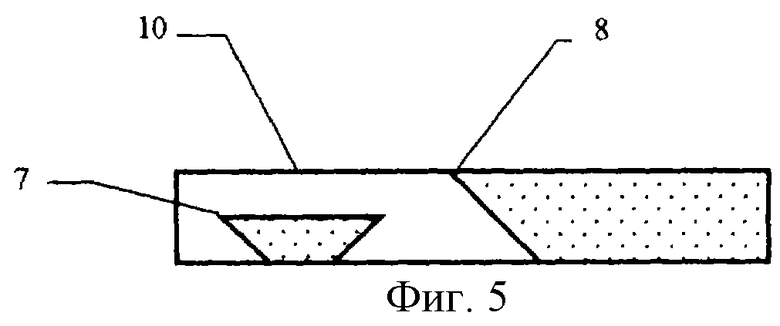
В качестве исходной подложки выбирается, например, пластина кремния 1 с ориентацией (100) и толщиной d - Фиг.1. На обеих сторонах пластины формируют защитную маску 2 и 3 путем гальванического выращивания слоев меди толщиной ~5 мкм с двумя окнами для травления 4 на нижней стороне подложки и одним окном 5 на ее верхней стороне - Фиг.2. В двух окнах 4 с нижней стороны подложки производят анизотропное (селективное) травление кремния сквозь всю толщину подложки в растворе щелочи 45% КОН при температуре 95°С - Фиг.3. Селективное травление обеспечивает наклон боковых стенок в окне 6 в соответствии с кристаллографической ориентацией пластины с острым углом 54°. В этих окнах после травления образуются две режущие кромки 7 и 8, расположенные в одной плоскости на верхней стороне подложки и параллельны друг другу. Через окно 5 на верхней стороне подложки, расположенное над областью с первой режущей кромкой 7, выполняют изотропное (неселективное) травление кремния, например, методом плазменного травления на глубину d/2 - Фиг.4. При этом первая режущая кромка 7 опускается вниз на половину толщины подложки. Таким образом оказываются сформированными две режущие кромки 7 и 8, расположенные в двух параллельных плоскостях одна над другой, причем первая кромка располагается ниже второй на величину d/2. Линии обеих режущих кромок остаются параллельны друг другу и сдвинуты одна относительно другой на заданное расстояние. После скрайбирования (резки) формируется лезвие бритвы с необходимыми габаритными размерами - Фиг.5. Боковая стенка 10 служит держателем первой рабочей области лезвия с нижней режущей кромкой 7. На Фиг.6 представлен вид сверху конструкции полученного лезвия.
Аналогично может быть изготовлено лезвие с тремя и более режущими кромками. При этом число окон 4 соответствует количеству n заданных режущих кромок лезвия, а число окон 5 - величине (n-1). В каждом из окон 5 глубина травления задается таким образом, чтобы обеспечить последовательное возрастание толщины от одной рабочей области с режущей кромкой к следующей на величину Δ/h=d/n. На фиг.7 показана конструкция лезвия с тремя режущими кромками 7, 8 и 9 с видом в разрезе и на Фиг.8 - эта же конструкция с видом сверху. В данном случае Δh=d/3.
Химическое анизотропное травление кремниевой пластины с ориентацией (100) дает угол травления 54°, что обеспечивает необходимую остроту режущей кромки. Так, в известном решении [3] угол заточки лезвия после нанесения всех дополнительных покрытий составляет ~80°.
Таким образом, в процессе изготовления лезвия нужной конфигурации одновременно формируется и заданное число режущих кромок необходимой остроты, что невозможно для стальных лезвий известных конструкций. Кроме того, в естественных условиях использования лезвия толщина природного окисла, образующегося на кремнии, в том числе и на режущей кромке составляет несколько десятков ангстрем, поэтому окисная пленка, в основном SiO2, в отличии от Fе2О3 (ржавчины) для стальных лезвий, не может ее затупить. Никаких дополнительных защитных покрытий рабочей области лезвия не требуется. Конструкция картриджа - держателя предлагаемого лезвия принципиально не отличается от известных устройств.
В качестве материала подложки для изготовления лезвия может быть также использован другой монокристаллический материал с достаточной степенью твердости, например, фосфид галлия, карбид кремния и др.
Предлагаемая конструкция лезвия обеспечивает длительный срок службы бритвы, практична в эксплуатации и проста в изготовлении. Формирование нескольких рабочих областей в едином технологическом цикле, использующем стандартные операции и оборудование, и не требующем высокой квалификации исполнителей, снижает трудоемкость изготовления и, как следствие, стоимость всего лезвия.
Список источников информации:
1. US 5603161, патент, В 26 В 21/54, 1997.
2. РФ 2119424, патент, В 26 В 21/00, 1998.
3. РФ 2108234, патент, В 26 В 21/54, 1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОХИРУРГИЧЕСКИХ ЛЕЗВИЙ | 2007 |
|
RU2346800C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОХИРУРГИЧЕСКОГО ЛЕЗВИЯ | 2015 |
|
RU2602931C1 |
| ЛЕЗВИЕ ОФТАЛЬМОХИРУРГИЧЕСКОЕ | 2011 |
|
RU2483684C1 |
| СПОСОБ ОБРАЗОВАНИЯ БРИТВЕННЫХ ЛЕЗВИЙ И БРИТВЕННОЕ ЛЕЗВИЕ | 1991 |
|
RU2108235C1 |
| ЛЕЗВИЕ ОФТАЛЬМОХИРУРГИЧЕСКОЕ | 2011 |
|
RU2484781C1 |
| ЛЕЗВИЕ ОФТАЛЬМОМИКРОХИРУРГИЧЕСКОЕ | 2011 |
|
RU2475220C1 |
| ЛЕЗВИЕ ОФТАЛЬМОМИКРОХИРУРГИЧЕСКОЕ | 2011 |
|
RU2475219C1 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ | 1992 |
|
RU2106241C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ, ЛЕЗВИЕ БРИТВЫ И УСТРОЙСТВО ДЛЯ БРИТЬЯ | 1992 |
|
RU2108234C1 |
| КАНТИЛЕВЕР С КРЕМНЕВОЙ ИГЛОЙ КОМПЛЕКСНОЙ ФОРМЫ | 2020 |
|
RU2759415C1 |

Изобретение относится к технике и технологии режущих инструментов, а именно к конструкции и способу изготовления бритвы, предназначенной для удаления волос с кожи человека. Лезвие бритвы выполнено из твердого монокристаллического материала и содержит n рабочих областей с клинообразными режущими кромками, расположенными в разных параллельных областях друг над другом, причем каждая последующая рабочая часть увеличивается по толщине на величину h=d/n, где d - толщина подложки, n=2, 3..., а кромка этой области параллельно сдвинута относительно предыдущей в одну сторону. Способ изготовления лезвия бритвы заключается в формировании подложки с заостренными клинообразными режущими кромками из твердого монокристаллического материала, на которой методом анизотропного травления по кристаллографическим плоскостям через всю толщину подложки в специально сформированных окнах на ее обратной стороне получают n режущих кромок, а затем методом изотропного травления через окна, расположенные на верхней поверхности подложки над каждой рабочей областью с режущей кромкой, кроме последней, формируют ступенчато возрастающие по толщине рабочие области, причем увеличение по толщине каждой последующей соответствует величине h=d/n, где d - толщина подложки, n=2, 3... Предлагаемое изобретение обеспечивает длительный срок службы лезвий бритвы, удобство в эксплуатации и низкую трудоемкость изготовления за счет использования стандартных технологических приемов. 2 с.п. ф-лы, 8 ил.
| Лепестковый полировальный круг | 1986 |
|
SU1393611A1 |
| US 6032372 А, 07.03.2000 | |||
| US 5018274 А, 28.05.1991. | |||

