Предлагаемое изобретение относится к области производства медицинского оборудования, а именно - к способам изготовления режущего микроинструмента из монокристаллов, применяемого при проведении хирургических операций в области полосно-брюшной, челюстно-лицевой, сосудистой, ортопедической, урологической, эмбриональной хирургии, а также офтальмологии, кардиохирургии, стоматологии, косметологии и др.
Известен способ формирования острия лезвия микроинструмента, включающий получение исходной кремниевой плоскопараллельной монокристаллической пластины с рабочей поверхностью ориентации в кристаллографической плоскости (211), нанесение на обе поверхности пластины защитного слоя, травление окон в защитном слое в направлении линии выхода на рабочую поверхность плоскости (111), сквозного анизотропного травления кремния для формирования и заточки лезвия в окнах защитного покрытия и удаления защитного покрытия. Угол заточки лезвия определяется углом между кристаллографическими плоскостями (211) и (111) и составляет около 19 градусов (см. патент US 6615486 от 9 сентября 2003 г.).
Для получения лезвий указанным способом необходим достаточно дорогой монокристаллический кремний ориентации 211. Угол заточки лезвия достаточно мал и таким лезвием сложно выполнять медицинские операции, т.к. кремний обладает большой хрупкостью и в ходе операции может сломаться, что ограничивает применение таких лезвий только в «микрорубанках» для снятия тонких слоев ткани. Кроме того в этом способе обрабатывают достаточно тонкие хрупкие пластины кремния, что снижает выход годных лезвий.
Наиболее близким к предлагаемому является способ формирования острия лезвия микроинструмента, включающий получение исходной плоскопараллельной монокристаллической пластины с рабочей поверхностью ориентации в кристаллографической плоскости (100) и толщиной, равной конечной толщине лезвия, нанесение на обе поверхности пластины защитного слоя, травление окон в защитном слое в направлении линии выхода на рабочую поверхность плоскости (111) для формирования лезвия на рабочей поверхности пластины, сквозного анизотропного травления кремния с рабочей стороны пластины для формирования лезвия в окнах защитного покрытия и удаления защитного покрытия (см. патент US 5579583 от 3 декабря 1996 г.).
Однако угол заточки лезвия в этом способе при анизотропном травлении получается большим и составляет около 55,7°, усилия при проколе тканей, например, склеры получаются также большими и лезвием с такой заточкой неудобно пользоваться из-за того, что тело лезвия закрывает вид на режущую кромку. И, как в предыдущем способе, обрабатывают достаточно тонкие хрупкие пластины кремния, происходит бой пластин и повреждения лезвий, что снижает выход годных лезвий.
Целью настоящего изобретения является исключение боя пластины в процессе формирования лезвий, формирование наилучшего угла заточки на ориентации 100 или 110 и исключения облома острия лезвий
Указанная цель достигается тем, что в отличие от известного способа формирования острия лезвия микроинструмента, включающего получение исходной плоскопараллельной монокристаллической пластины с рабочей поверхностью ориентации в кристаллографической плоскости (100) и толщиной, равной конечной толщине лезвия, нанесение на обе поверхности пластины защитного слоя, травление окон в защитном слое в направлении линии выхода на рабочую поверхность плоскости (111) для формирования лезвия на рабочей поверхности пластины, сквозного анизотропного травления кремния с рабочей стороны пластины для формирования лезвия в окнах защитного покрытия и удаления защитного покрытия, в предлагаемом анизотропное травление кремния проводят в два этапа, причем первый этап проводят до утонения пластины до толщины, равной разнице конечной толщины лезвия d и толщины участка лезвия с более тупым углом заточки h, а перед вторым этапом с рабочей стороны пластины полностью удаляют защитное покрытие, оставляя его на обратной стороне и травление проходит до момента появления защитного покрытия, нанесенного на обратную сторону пластины, и толщину исходной пластины выбирают из условия
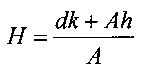 ,
,
где H - толщина исходной пластины;
d - толщина лезвия в готовом виде;
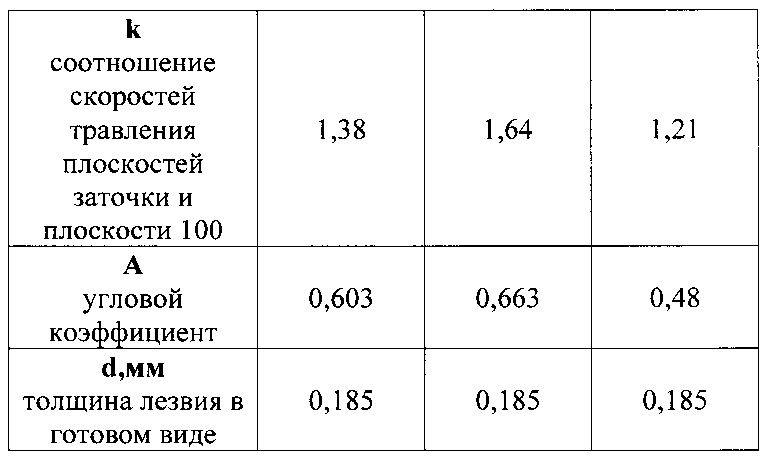
k - соотношение скоростей травления плоскостей заточки и плоскости (100) (определяется экспериментально);
A - угловой коэффициент, зависящий от необходимого угла заточки и режимов анизотропного травления, лежащий в интервале 0,48…0,663;
h - толщина участка лезвия с более тупым углом заточки.
Такие последовательность и режимы проведения технологических операций по заточке лезвия позволяют формировать два угла заточки: первый угол более тупой при вершине режущей кромки лезвия и второй угол более острый в основной области заточки лезвия. Наличие более острого угла в области заточки существенно уменьшает толщину лезвия в районе режущей кромки и тело лезвия не закрывает вид на режущую кромку, а наличие более тупого угла увеличивает прочность режущей кромки. Выбор толщины исходной пластины кремния по предлагаемым условиям и двухэтапное травление позволяет обрабатывать примерно в 2 раза более толстую пластину, чем у аналогов на основных технологических операциях: получение исходной плоскопараллельной монокристаллической пластины с рабочей поверхностью ориентации в кристаллографической плоскости (100), нанесение на обе поверхности пластины защитного слоя, травление окон в защитном слое в направлении линии выхода на рабочую поверхность плоскости (111) для формирования лезвия на рабочей поверхности пластины, сквозного анизотропного травления кремния с рабочей стороны пластины для формирования лезвия в окнах защитного покрытия, что снижает технологические потери и повышает выход годных.
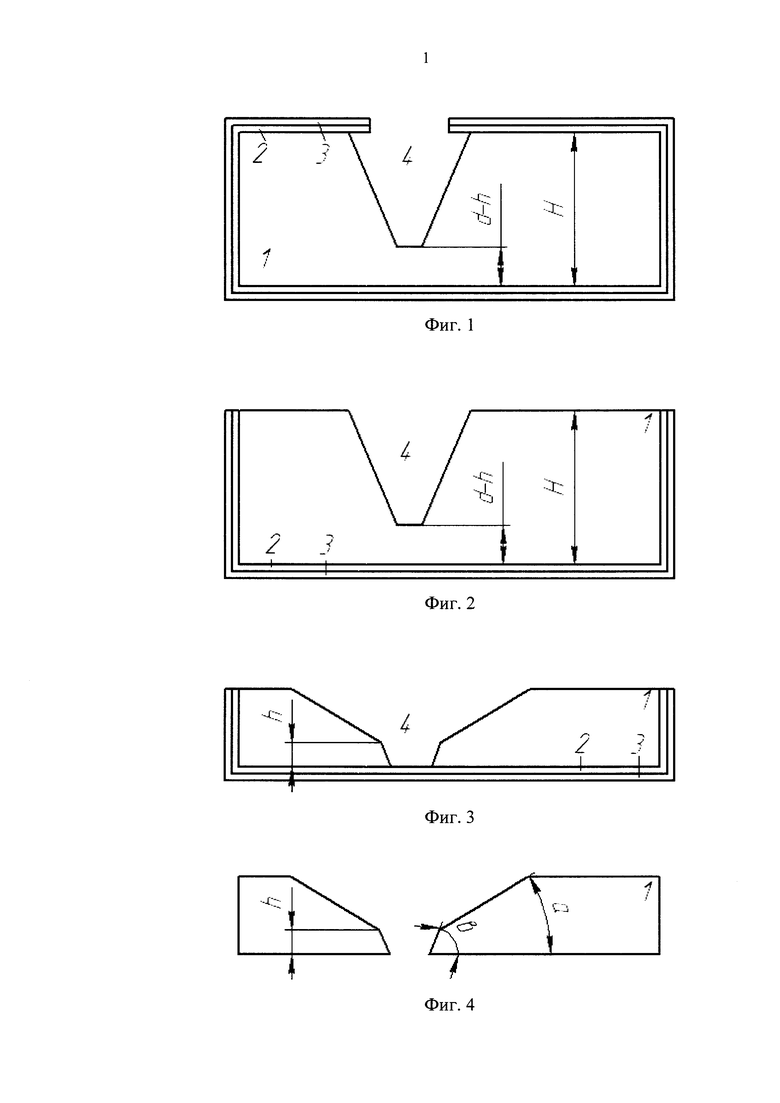
На фигурах 1-4 приведена последовательность выполнения операций по формированию лезвий по предлагаемому способу.
На фигуре 1 изображен процесс травления канавки для заточки лезвия, на фигуре 2 - удаление защитного покрытия с рабочей стороны, на рисунке 3 - процесс формирования участка лезвия с более тупым углом заточки, на рисунке 4 - сечение области заточки готовых лезвий.
Позициями на фиг. 1-4 обозначены:
1 - кремниевая пластина;
2 - слой оксида кремния;
3 - слой нитрида кремния;
4 - область вытравливания;
α - угол заточки в основной области лезвия;
β - угол заточки кончика острия лезвия;
d - толщина лезвия в готовом виде;
h - толщина участка лезвия с более тупым углом заточки;
Н - толщина исходной пластины.
Пример выполнения изобретения
На кремниевую пластину 1 толщиной H=420 мкм ориентацией 100 (см. фиг. 1) наносят слой оксида кремния (SiO2) 2 толщиной 0,1 мкм при температуре 1000°C в сухом кислороде. Затем наносят слой нитрида кремния 3 (Si3N4) методом пиролиза моносилана в атмосфере аммиака при температуре 860°C при пониженном давлении. На рабочей стороне в двухслойном защитном покрытии SiO2, Si3N4 формируют окна вдоль выхода следов плоскостей (111). После проводят травление кремния в 35% растворе КОН при температуре 90°C (скорость травления кремния составляет 2 мкм/мин) до толщины пластины в области вытравливания 4, равной разнице конечной толщины лезвия d=185 мкм и толщины участка лезвия с более тупым углом заточки h=50 мкм. С рабочей стороны пластины удаляем слои защитного покрытия 1, 2 (см. фиг. 2), далее проводим травление до момента появления защитного покрытия, нанесенного на обратную сторону пластины в течение 63 мин. В результате чего формируются участки лезвия с более тупым углом заточки при вершине режущей кромки лезвия высотой h (см. фиг. 3). Затем снимаем защитные покрытия слоев оксида кремния 2 и нитрида кремния 3 с обратной стороны пластины травлением (см. фиг. 4). Формируются лезвия с острым углом в основной части 25,24° (плоскость (311)) и углом 54,7° (плоскость (111)) при вершине режущей кромки лезвия.
Для получения других углов заточки, например 21,95° (заточка происходит по одновременному травлению двух плоскостей (311)+(411)) травление проводят в 30% растворе КОН при температуре 80°C, либо в растворе КОН + изопропиловый спирт при температуре 70°C. Для получения угла 31,7° (заточка происходит по одновременному травлению двух плоскостей (311)+(211)) травление проводят в 25% растворе гидроксида тетраметиламмония при температуре 80°C. Коэффициенты для расчета необходимой толщины пластины H приведены в таблице 1.

Т.к. в предлагаемом способе только 3% технологических операций, а именно связанных с удалением защитного покрытия, проводят на тонких пластинах, то боя пластин практически не наблюдается.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕЗВИЕ БРИТВЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2225787C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С НАНОСТРУКТУРАМИ ДЛЯ ЛОКАЛЬНЫХ ЗОНДОВЫХ СИСТЕМ | 2015 |
|
RU2619811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛИРОВАННЫХ КРЕМНИЕВЫХ СТРУКТУР | 2013 |
|
RU2539767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОХИРУРГИЧЕСКИХ ЛЕЗВИЙ | 2007 |
|
RU2346800C2 |
| Способ формирования плат микроструктурных устройств со сквозными металлизированными отверстиями на монокристаллических кремниевых подложках | 2018 |
|
RU2676240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ КАНТИЛЕВЕРОВ ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2004 |
|
RU2340963C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКИХ УПРУГИХ ЭЛЕМЕНТОВ | 2015 |
|
RU2601219C1 |
| Способ изготовления упругих элементов микромеханических датчиков | 2016 |
|
RU2648287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСТРИЯ ЛЕЗВИЯ ИЛИ ИГЛЫ | 2009 |
|
RU2423083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОМЕХАНИЧЕСКОГО ВИБРАЦИОННОГО ГИРОСКОПА | 2011 |
|
RU2485620C1 |
Способ формирования острия лезвия микроинструмента включает получение исходной плоскопараллельной монокристаллической пластины с рабочей поверхностью ориентации в кристаллографической плоскости (100) и толщиной, равной конечной толщине лезвия, нанесение на обе поверхности пластины защитного слоя, травление окон в защитном слое в направлении линии выхода на рабочую поверхность плоскости (111) для формирования лезвия на рабочей поверхности пластины, сквозного анизотропного травления кремния с рабочей стороны пластины для формирования лезвия в окнах защитного покрытия и удаления защитного покрытия. Анизотропное травление кремния проводят в два этапа, причем первый этап проводят до утонения пластины до толщины, равной разнице конечной толщины лезвия и толщины участка лезвия с более тупым углом заточки, а перед вторым этапом с рабочей стороны пластины полностью удаляют защитное покрытие, оставляя его на обратной стороне и травление проходит до момента появления защитного покрытия, нанесенного на обратную сторону пластины. При этом толщину исходной пластины выбирают по приведенной формуле. Достигается исключение боя пластины в процессе формирования лезвий, формирование наилучшего угла заточки на ориентации 100 или 110 и исключения облома острия лезвий. 1 табл., 4 ил.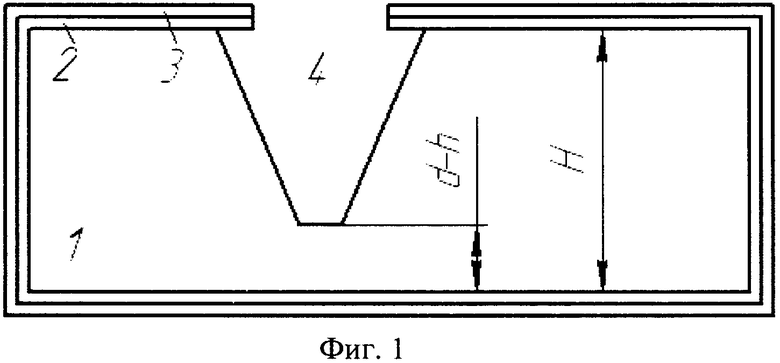
Способ формирования острия лезвия микроинструмента, включающий получение исходной плоскопараллельной монокристаллической пластины с рабочей поверхностью ориентации в кристаллографической плоскости (100) и толщиной, равной конечной толщине лезвия, нанесение на обе поверхности пластины защитного слоя, травление окон в защитном слое в направлении линии выхода на рабочую поверхность плоскости (111) для формирования лезвия на рабочей поверхности пластины, сквозного анизотропного травления кремния с рабочей стороны пластины для формирования лезвия в окнах защитного покрытия и удаления защитного покрытия, отличающийся тем, что анизотропное травление кремния проводят в два этапа, причем первый этап проводят до утонения пластины до толщины, равной разнице конечной толщины лезвия d и толщины участка лезвия с более тупым углом заточки h, а перед вторым этапом с рабочей стороны пластины полностью удаляют защитное покрытие, оставляя его на обратной стороне, и травление проводят до момента появления защитного покрытия, нанесенного на обратную сторону пластины, а толщину исходной пластины выбирают из условия
где Н - толщина исходной пластины;
d - толщина лезвия в готовом виде;
k - соотношение скоростей травления плоскостей заточки и плоскости 100;
А - угловой коэффициент, зависящий от угла заточки и режимов анизотропного травления и лежащий в интервале 0,48…0,663;
h - толщина участка лезвия с более тупым углом заточки.
| US 5579583 A1, 03.12.1996 | |||
| ЛЕЗВИЕ БРИТВЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2225787C2 |
| КРЕМНИЕВЫЕ ЛЕЗВИЯ ДЛЯ ХИРУРГИЧЕСКОГО И НЕХИРУРГИЧЕСКОГО ПРИМЕНЕНИЯ | 2004 |
|
RU2363771C2 |
| RU 2014121382 A, 27.09.2014. | |||

