Изобретение относится к способу и устройству для подачи и прикрепления этикеток к контейнерам и контейнеру с прикрепленной к нему этикеткой.
Этикетировочные машины используются для нанесения этикеток на все виды тары, как на цилиндрические контейнеры, так и на контейнеры нецилиндрической формы, такие, как контейнеры с формой правильных и неправильных многогранников. Одним типом обычной этикетки является самоприклеивающаяся этикетка, также называемая этикеткой, приклеивающейся при надавливании, носителем которой служит несущая лента или несущее полотно. Самоприклеивающиеся этикетки являются дорогостоящими и создают большое количество отходов. Самоприклеивающиеся этикетки, как правило, используемые на контейнерах из полиэтилена высокой плотности, таких, как упаковки для молока и бутылки для соков, обычно представляют собой ламинат из бумаги/полипропилена/клея. При нанесении обычных самоприклеивающихся этикеток или этикеток, приклеивающихся при надавливании, на контейнеры несущая лента с расположенными на некотором расстоянии друг от друга этикетками, прикрепленными к ней, отматывается от подающей катушки и подается на ножевую планку или нож, что заставляет каждую этикетку отделяться от несущей ленты, причем указанную несущую ленту затем выбрасывают. В этом случае предусмотрены средства для перемещения каждой этикетки к контейнеру.
Вышеописанный способ имеет ряд существенных ограничений и недостатков. Во-первых, несущая лента, необходимая для реализации данного способа, существенно увеличивает стоимость наносимой этикетки. Во-вторых, процесс высечки на поддерживающей ленте ограничивает количество типов этикеточных материалов, которые могут быть использованы. В-третьих, этикетка должна быть снята с несущей ленты в точке нанесения. Это создает ограничения по производительности технологической линии, приводит к дополнительным ограничениям типов этикеточных материалов, которые могут быть использованы, таких, как исходный материал малого веса. Кроме того, это существенно снижает точность нанесения этикеток на тару. Этикетки другого широко используемого типа отрезают от непрерывного (полотна) этикеточного материала, намотанного на катушку. Этикетки, полученные из непрерывного этикеточного материала, более экономичны по сравнению с самоприклеивающимися этикетками и часто изготовлены из тонкой растягивающейся пленки. Для уменьшения стоимости пленка удерживается в более тонком состоянии. Способность пленки к растягиванию может создать проблемы с обеспечением надлежащей отрезки этикеток.
Обычные этикетировочные машины осуществляют сматывание непрерывного этикеточного материала с катушки и подачу этикеточного материала в систему резки. Затем непрерывный этикеточный материал разрезают на этикетки, которые перемещаются на периферийную окружную поверхность вакуумного барабана (барабана с вакуум-присосом), на котором они удерживаются на месте под действием вакуума. По мере вращения барабана этикетки проходят мимо клеевого валика, который обеспечивает нанесение клея на заднюю поверхность этикетки, обращенную наружу, когда этикетка опирается на барабан. Этикетка с нанесенным на нее клеем снимается с барабана в тот момент, когда она входит в контакт с тарой, и наносится на тару.
Известно использование позиции нанесения клея и этикетировочная машина, предназначенная для нанесения самоприклеивающейся этикетки на тару, при этом клей распыляется на одну сторону этикеточного материала после отрезки этикеточного материала от ленты исходного материала для получения этикеток. Это устраняет необходимость в наличии несущей полоски, которая обычно используется как носитель самоприклеивающейся этикетки.
В патенте США 3565724 раскрыт способ подачи и прикрепления этикеток к контейнерам, содержащий следующие операции: подача из подающей катушки ленты этикеточного материала, имеющей первую сторону и вторую сторону; введение ленты в контакт с вакуумным барабаном, вращающимся с постоянным числом оборотов в минуту, или вторым барабаном, работающим при постоянном числе оборотов в минуту, причем один из барабанов имеет один или несколько ножей, а другой из барабанов служит в качестве опоры; перемещение ленты между барабанами для последовательного нарезания ленты на этикетки; принудительное изменение скорости перемещения ленты перед попаданием ленты в зону между ножами и опорой с прилеганием к ножам и опоре, причем первая сторона этикеточного материала снабжена напечатанными знаками, образующими повторяющийся рисунок, имеющий метку, каждая из которых распознается сканером перед тем, как метка достигнет вакуумного барабана; сканер вызывает изменение скорости, относящееся к участку ленты, содержащему распознанную метку, перед тем, как повторяющийся рисунок, содержащий такую метку, достигнет зоны контакта между ножами и опорой, при этом лента после выдачи ее из подающей катушки подается через позицию согласования подачи этикеток с напечатанными на них знаками.
В указанном патенте раскрато также устройство для подачи и прикрепления этикеток к контейнерам, содержащее средства для подачи из подающей катушки ленты этикеточного материала, имеющего первую сторону и вторую сторону, первая сторона этикеточного материала снабжена напечатанными знаками, образующими повторяющийся рисунок, имеющий метку, вращающийся вакуумный барабан, второй барабан, ножи, расположенные на одном из барабанов, другой из которых служит в качестве опоры, и средства для принудительного изменения скорости перемещения ленты перед попаданием ленты в зону между ножами и опорой с прилеганием к ножам и опоре, сканер для распознавания каждой метки перед достижением метки вакуумного барабана, приспособленный изменять скорость участка ленты, содержащего распознанную метку, перед достижением повторяющимся рисунком, содержащим такую метку, зоны контакта между ножами и опорой, и позицию согласования подачи этикеток с напечатанными на них знаками, расположенную за подающей катушкой.
Вышеописанные способ и устройство не обеспечивают нанесения клея полностью на всю этикетку и ее надежного приклеивания к контейнеру.
Техническим результатом настоящего изобретения является создание способа и устройства для подачи и прикрепления этикеток к контейнерам, обеспечивающих нанесение клея полностью на всю этикетку и ее надежного приклеивания к контейнеру.
Этот технический результат достигается тем, что способ подачи и прикрепления этикеток к контейнерам содержит следующие операции: подача из подающей катушки ленты этикеточного материала, имеющей первую сторону и вторую сторону; введение ленты в контакт с вакуумным барабаном, вращающимся с постоянным числом оборотов в минуту, или вторым барабаном, работающим при постоянном числе оборотов в минуту, причем один из барабанов имеет один или несколько ножей, а другой из барабанов служит в качестве опоры; перемещение ленты между барабанами для последовательного нарезания ленты на этикетки; принудительное изменение скорости перемещения ленты перед попаданием ленты в зону между ножами и опорой с прилеганием к ножам и опоре, причем первая сторона этикеточного материала снабжена напечатанными знаками, образующими повторяющийся рисунок, имеющий метку, каждая из которых распознается сканером перед тем, как метка достигнет вакуумного барабана, сканер вызывает изменение скорости, относящееся к участку ленты, содержащему распознанную метку, перед тем, как повторяющийся рисунок, содержащий такую метку, достигнет зоны контакта между ножами и опорой, при этом лента после выдачи ее из подающей катушки подается через позицию согласования подачи этикеток с напечатанными на них знаками.
Согласно изобретению ленту затем подают дальше в клеенаносящее средство, причем нанесение клея на вторую сторону ленты происходит до контактирования ленты с вакуумным барабаном, и резание осуществляется как через только что нанесенный клей, так и через ленту, так что каждая этикетка имеет клей, нанесенный на нее до самого ее каждого конца, в результате чего каждая только что отрезанная этикетка, опирающаяся на вакуумный барабан, последовательно входит в контакт с контейнером в то время, когда нанесенный на нее клей находится в состоянии, пригодном для приклеивания к контейнеру.
При разрезании ленты этикеточного материала после нанесения клея и прорезании как клея, так и ленты, гарантируется то, что каждая этикетка будет иметь клей, нанесенный до самых ее концов. Это обеспечивает приклеивание этикеток к контейнерам до самого их каждого конца и позволяет избежать проблемы “свисания” концов этикетки, полностью не покрытых клеем.
Лента этикеточного материала может представлять собой вспененный полистирол, другие вспененные материалы, полипропиленовую пленку, пленку из другого полимера и бумагу, но возможные материалы не ограничены вышеперечисленными.
Изменение скорости перемещения ленты может обеспечиваться моментальным ускорением или замедлением подающего ролика посредством управления сканером передачей, соединенной с подающим роликом.
Можно моментально останавливать перемещение ленты посредством тормоза, когда лента находится между тормозом и вакуумным барабаном.
Можно клей наносить на вторую сторону ленты при помощи клеевого валика клеящего средства, когда прижимной валик клеящего средства смещают из положения, при котором он удален от клеевого валика, в положение, при котором он входит в контакт с клеевым валиком для прижима ленты к клеевому валику.
Можно прижимной валик вращать синхронизированно со сканером так, что прижимной валик не входит в контакт с клеевым валиком в течение интервала времени любого останова ленты. Можно нагревать один из барабанов.
Можно предотвращать или сводить к минимуму прилипание клея к ножам.
Можно предотвращать или сводить к минимуму прилипание клея к ножам посредством нанесения на ножи смазочного материала.
Этикетки, переносимые вакуумным барабаном, можно последовательно перемещать для входа в контакт с контейнерами.
Можно использовать вакуумный барабан, выполненный с множеством аппликаторных пластин с вакуумным присосом, для поддержания этикеток, которые радиально смещают из отведенного положения, при котором они совмещены со вторым барабаном, в выдвинутое положение для контактирования с контейнерами и прикрепления этикеток к контейнерам.
Можно отрезать этикетки ножами, каждый из которых образует замкнутую форму, соответствующую форме этикетки.
При отрезании этикеток зона второго барабана, находящаяся в пределах замкнутой формы, может смещаться вглубь для предотвращения передачи избыточного тепла к этикеткам.
Способ может дополнительно содержать операцию изменения наружного расстояния пластин с вакуум-присосом от наружной стенки вакуумного барабана, когда пластины находятся в выдвинутом положении, и обеспечивает контактирование этикетки с контейнером.
Указанный технический результат достигается также и тем, что устройство для подачи и прикрепления этикеток к контейнерам содержит средства для подачи из подающей катушки ленты этикеточного материала, имеющего первую сторону и вторую сторону, первая сторона этикеточного материала снабжена напечатанными знаками, образующими повторяющийся рисунок, имеющий метку, вращающийся вакуумный барабан, второй барабан, ножи, расположенные на одном из барабанов, другой из которых служит в качестве опоры, и средства для принудительного изменения скорости перемещения ленты перед попаданием ленты в зону между ножами и опорой с прилеганием к ножам и опоре, сканер для распознавания каждой метки перед достижением меткой вакуумного барабана, приспособленный изменять скорость участка ленты, содержащего распознанную метку, перед достижением повторяющимся рисунком, содержащим такую метку, зоны контакта между ножами и опорой, и позицию согласования подачи этикеток с напечатанными на них знаками, расположенную за подающей катушкой.
Согласно изобретению устройство имеет размещенное за подающей катушкой клеенаносящее средство, предназначенное для нанесения клея на вторую сторону ленты до контактирования ленты с вакуумным барабаном, и нож приспособлен прорезать как только что нанесенный клей, так и ленту, так что каждая этикетка имеет клей, нанесенный на нее до самого ее каждого конца, в результате чего каждая только что отрезанная этикетка, опирающаяся на вакуумный барабан, последовательно входит в контакт с контейнером в то время, когда нанесенный на нее клей находится в состоянии, пригодном для приклеивания к контейнеру.
Устройство может дополнительно содержать нагревательное средство на одном из барабанов.
Сканер в рабочем положении может быть приспособленным управлять передачей, соединенной с подающим роликом, для мгновенного ускорения или замедления подающего ролика и тем самым увеличения или уменьшения скорости движения ленты.
Устройство может иметь тормоз для моментальной остановки перемещения части ленты, находящейся между тормозом и вакуумным барабаном.
Клеенаносящее средство может содержать прижимной валик, выполненный с возможностью смещения из положения, при котором он удален от клеевого валика, в положение, при котором он контактирует с клеевым валиком.
Прижимной валик клеенаносящего средства может быть выполнен с возможностью синхронизированного вращения со сканером без контактирования с клеевым валиком в течение интервала времени любого останова ленты.
Устройство может дополнительно включать множество аппликаторных пластин для поддержания этикеток, размещенных на вакуумном барабане с возможностью радиального смещения из отведенного положения, при котором они совмещены со вторым барабаном, в выдвинутое положение для контактирования с контейнерами и прикрепления этикеток к контейнерам.
Второй барабан может быть подвергнут нагреву и выполнен с ножами, каждый из которых образует замкнутую форму для отрезания этикетки, форма которой соответствует этой замкнутой форме.
В соответствии с изобретением создан контейнер с этикеткой, прикрепленной к нему, в котором согласно изобретению этикетка подана и прикреплена к контейнеру в соответствии с вышеописанным способом.
Далее приводится более подробное описание изобретения со ссылками на прилагаемые чертежи, на которых изображено следующее.
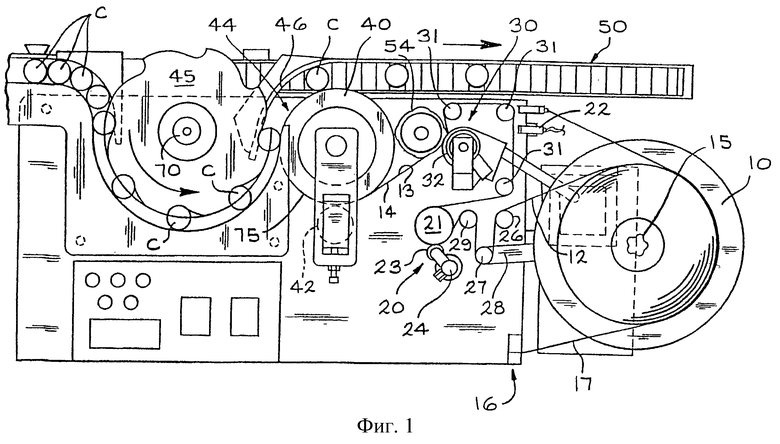
Фиг.1 представляет собой схематичный вид сверху одного варианта осуществления устройства для подачи и прикрепления этикеток к контейнерам согласно настоящему изобретению.
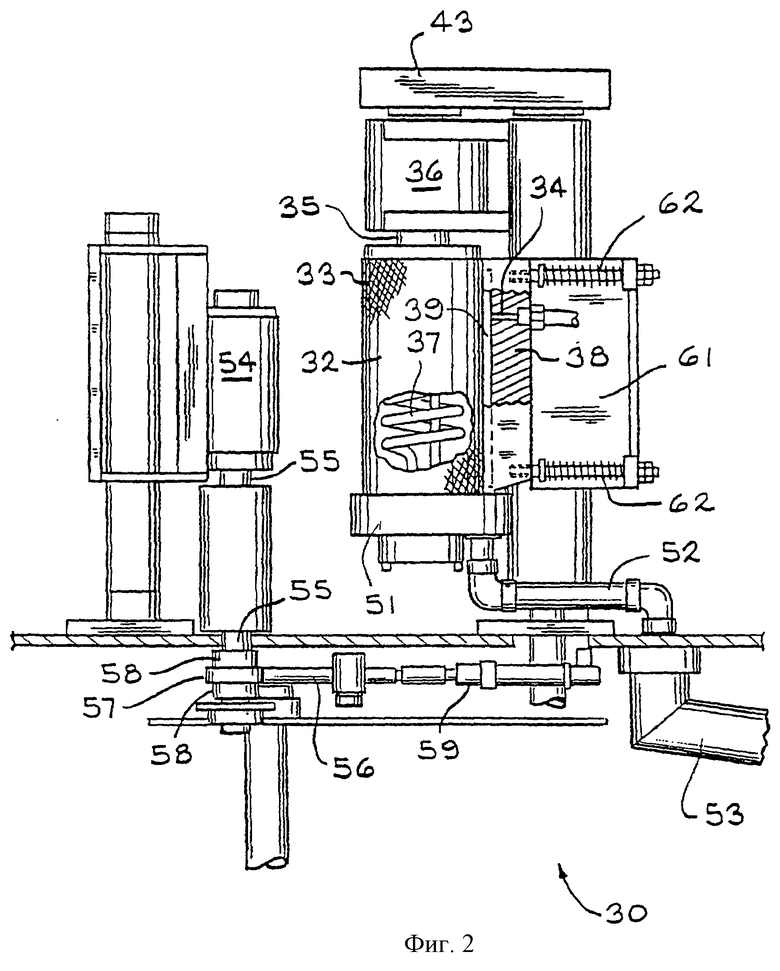
Фиг.2 представляет собой увеличенный вертикальный вид части устройства по фиг.1, представляющей собой клеенаносящее средство.
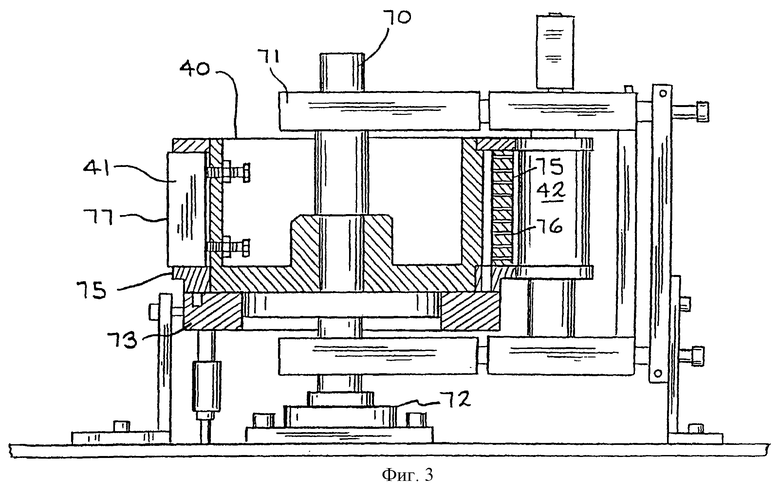
Фиг.3 представляет собой увеличенный вертикальный вид вакуумного барабана устройства по фиг.1.
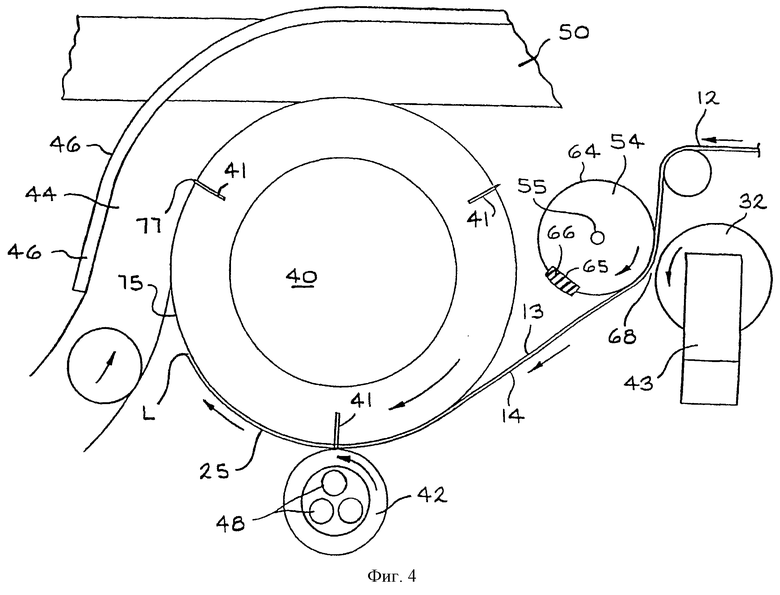
Фиг.4 представляет собой увеличенный вид сверху, показывающий клеенаносящее средство, вакуумный барабан вместе с его ножами, отрезающими этикетку, и контейнер, готовый к нанесению на него этикетки.
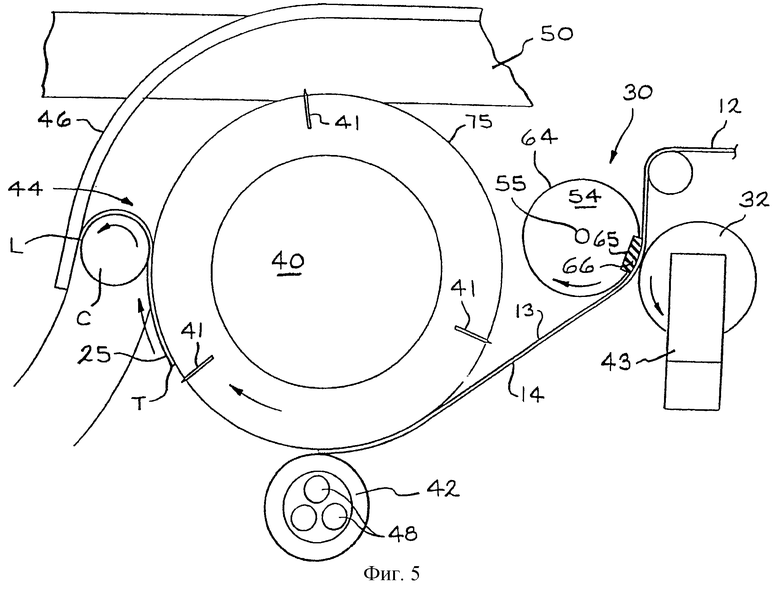
Фиг.5 представляет собой вид, аналогичный фиг.4, показывающий этикетку в процессе нанесения ее на контейнер.
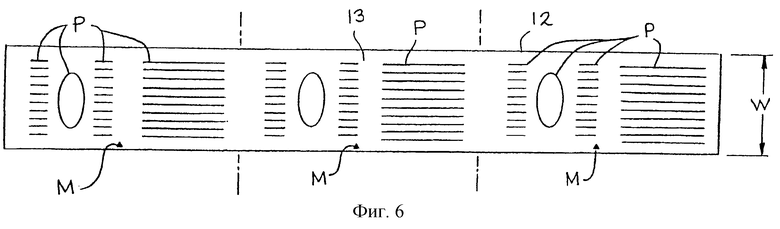
Фиг.6 представляет собой вид отрезка ленты этикеточного материала, показывающий ряд повторяющихся изображений с поддающейся обнаружению меткой на каждом рисунке.
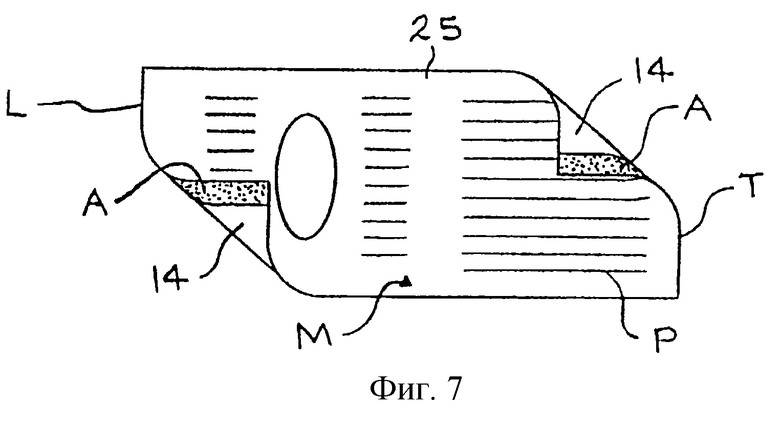
Фиг.7 представляет собой вид этикетки, показывающий отрезанные концы с отвернутыми углами и клей рядом с каждым концом, нанесенный на стороне, противоположной стороне с напечатанными знаками.
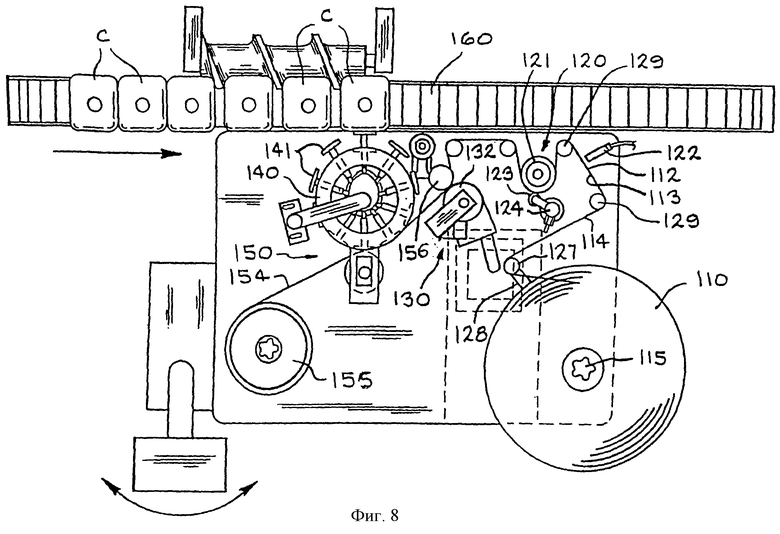
Фиг.8 представляет собой схематичный вид сверху другого варианта осуществления устройства для подачи и прикрепления этикеток к контейнерам.
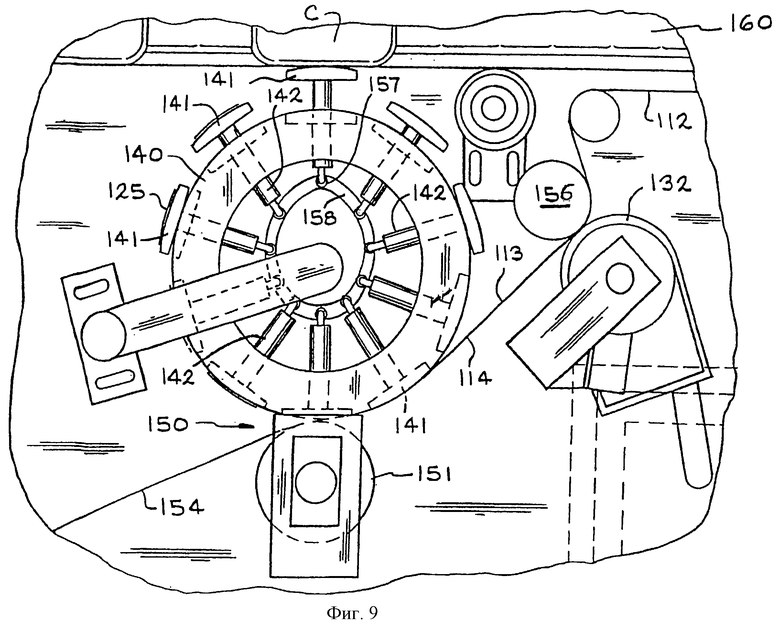
Фиг.9 представляет собой увеличенный вид части устройства, показанного на фиг.8.
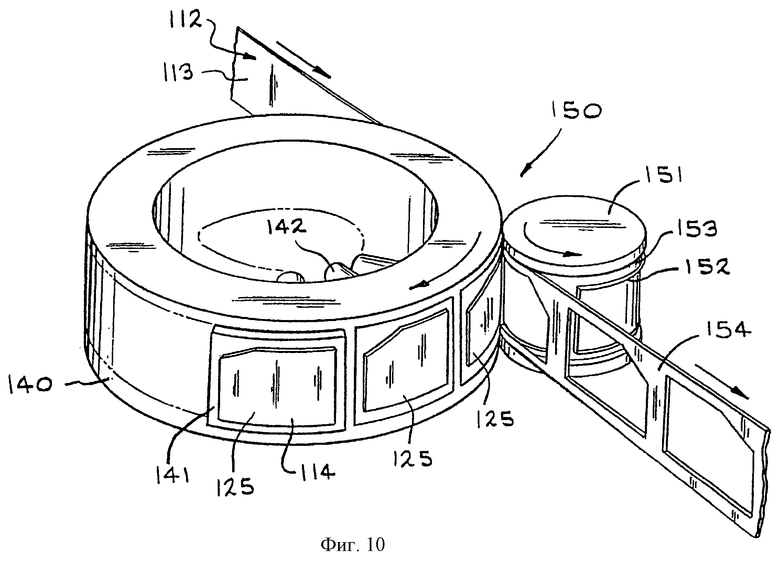
Фиг.10 представляет собой перспективный вид, показывающий этикетки в процессе вырезания их из ленты и показывающий скелетообразный остаток ленты, удаляемый от вырезанных этикеток.
На фиг.1-7 показан один вариант осуществления устройства для подачи и прикрепления этикеток к контейнерам согласно настоящему изобретению. Устройство включает в себя подающую катушку 10, которая содержит ленту 12 исходного материала для этикеток, имеющую первую сторону 13 с напечатанными знаками, включающими в себя метку М, и вторую сторону 14, предназначенную для приема клея для приклеивания этикетки 25 к таре.
На фиг.6 показан отрезок ленты 12, имеющей знаки с повторяющимися рисунками Р, напечатанными на первой стороне 13, включающей метку М на каждой этикетке, которая может быть считана сканером. На фиг.7 показана этикетка 25 с протяженностью от переднего конца L до заднего конца Т со знаками и меткой М на первой стороне 13. Этикетка 25 на фиг.7 показана с одним отвернутым углом каждого конца, чтобы обеспечить возможность демонстрации второй стороны 14 и клея А, нанесенного до самого конца L и до самого конца Т. Как станет очевидно из нижеприведенного описания, клей А наносится на вторую сторону 14 ленты 12 перед разрезанием. Следовательно, очевидно, что клей А будет проходить до самого края этикетки как на переднем конце L, так и на заднем конце Т.
Подающая катушка 10 выполнена с возможностью вращения в направлении против часовой стрелки вокруг оси 15, закрепленной снаружи монтажной рамы 16. После выхода из подающей катушки 10 лента 12 подается через позицию 20 согласования подачи этикеток с напечатанными знаками в клеенаносящее средство 30, а затем к вакуумному барабану 40, содержащему множество ножей 41, которые взаимодействуют с нагретым опорным валиком 42 для разрезания ленты 12 с только что нанесенным на нее клеящим веществом или клеем на этикетки 25 заданной длины. Отдельные этикетки 25 с обращенным наружу клеем транспортируются на вакуумном барабане 40 в позицию 44 нанесения этикеток, где каждая этикетка 25 входит в контакт с контейнером С и приклеивается к контейнеру С, перемещаемому в позицию контакта с этикеткой с помощью храпового колеса 45. Храповое колесо 45 обеспечивает последовательное перемещение контейнеров С в положение между этикеткой 25, переносимой на вакуумном барабане 40, и прижимной стенкой 46, которая входит во фрикционный контакт с контейнерами С, заставляя их вращаться в результате захвата их между неподвижной прижимной стенкой 46 и вращающимся вакуумным барабаном 40. Вращающиеся контейнеры С входят в контакт со второй стороной 14 отдельных этикеток 25, переносимых вращающимся вакуумным барабаном 40. Поскольку на вторую сторону 14 каждой этикетки 25 рядом с каждым концом L и Т нанесен клей, этикетки приклеиваются к контейнерам С. Когда контейнеры приближаются к выходному концу прижимной стенки 46, они смещаются на конвейер 50 и транспортируются из этикетировочного устройства.
Позиция 20 согласования подачи этикеток с напечатанными знаками включает в себя подающий ролик 21, который приводится в движение с помощью обычного механического приводного средства, и тормоз 23, установленный с возможностью входа в контакт с подающим роликом 21 и второй стороной 14 ленты, обращенной наружу по отношению к подающему ролику 21. Тормоз 23 смонтирован с возможностью поворота на опоре 24 для смещения из положения, при котором он не входит в контакт с подающим роликом 21, в положение, при котором он входит в контакт с подающим роликом 21. Оптический сканер 22 установлен в удаленном месте для сканирования первой стороны 13 ленты 12 и метки М на каждом повторяющемся рисунке Р. Когда лента 12 выходит из подающей катушки 10, она проходит над направляющим роликом 26, роликом 27, регулирующим натяжение ленты и прикрепленным к смонтированной с возможностью поворота консоли 28, регулирующей натяжение ленты, и вторым направляющим роликом 29 перед тем, как достичь подающего ролика 21. Сканер 22 сканирует первую сторону 13 с напечатанными знаками и обнаруживает особую метку М, включенную в напечатанные знаки на каждом повторяющемся рисунке. При обнаружении каждой метки М сканер 22 приводит в действие тормоз 23 с целью моментальной остановки подающего ролика 21 и ленты 12. Прекращение перемещения ленты 12 на позиции 20 подачи ленты вызывает моментальную остановку ленты 12 также и в зоне вакуумного барабана 40. Сканер 22 синхронизирован относительно барабана 40 и его ножей 41, так что моментальная остановка ленты 12 происходит всякий раз, когда ножи 41 совмещаются с нагретым опорным валиком 42 и тем самым осуществляют отрезку этикетки 25 от ленты 12.
Вакуумный барабан 40 приводится в движение со скоростью такой величины, что его наружная поверхность контакта, с которой входит в контакт лента 12, перемещается со скоростью, равной нормальной скорости ленты 12 в то время, когда тормоз 23 не прекращает движение ленты 12. Как очевидно, в результате приведения в действие тормоза 23 с целью прекращения движения ленты 12 в то время, когда вакуумный барабан 40 совершает движение с постоянной частотой вращения, происходит моментальная остановка ленты 12 и начинается проскальзывание ее относительно поверхности контакта вакуумного барабана 40. Проскальзывание ленты 12 относительно поверхности контакта вакуумного барабана 40, очевидно, будет происходить только в той зоне вакуумного барабана 40 со стороны, расположенной до зоны контакта между вакуумным барабаном 40 и ножами 41, входящими в контакт с нагретым опорным валиком 42, то есть проскальзывание будет происходить относительно той части ленты 12, которая проходит до клеенаносящего средства 30 от нагретого опорного валика 42. Такая остановка ленты 12 относительно поверхности контакта вакуумного барабана 40 приводит к образованию некоторого промежутка между задним концом Т предыдущей отрезанной этикетки 25 и концом L приближающейся ленты, который будет представлять собой передний конец L следующей этикетки, подлежащей отрезке. За счет создания данного промежутка подобным образом можно с помощью сканера 22 и тормоза 23 позиции 20 согласования подачи этикеток гарантировать то, что каждая этикетка 25 будет иметь заданную длину при отрезке и будет иметь надлежащим образом совмещенные знаки. Этикетки, имеющие различную длину, можно отрезать путем использования одного и того же вакуумного барабана 40 при одном и том же расстоянии между ножами 21 просто путем использования ленты 12, имеющей метки М, расположенные на расстоянии друг от друга, которое отличается от расстояния между метками на ранее использованной ленте 12. Таким образом, например, путем использования одного и того же барабана 40 и ножей 41 можно получить ряд этикеток, имеющих длину, например, 9 дюймов (228,6 мм), и другие этикетки, имеющие длину 5 дюймов (127 мм), просто путем замены подающей катушки 10, содержащей ленту 12, новой подающей катушкой, имеющей ленту с метками М, находящимися на другом расстоянии друг от друга.
Как очевидно, при приведении в действие тормоза 23 будет происходить моментальная остановка движения той части ленты 12, которая находится между тормозом 23 и вакуумным барабаном 40, но не будет происходить соответствующей остановки движения той части ленты 12, которая находится между подающим роликом 21 и подающей катушкой 10. Чтобы гарантировать то, что лента 12 в зоне между подающим роликом 21 и подающей катушкой 10 будет постоянно находиться под натяжением, ролик 27, регулирующий натяжение ленты и смонтированный на установленной с возможностью поворота консоли 28, предназначенной для регулирования натяжения ленты, выполнен с возможностью смещения относительно направляющих роликов 26 и 29 с тем, чтобы устранять любое провисание, возникающее из-за мгновенной остановки, вызванной тормозом 23. Кожаный ремень 17 проходит вокруг подающей катушки 10 и входит в контакт с намотанной лентой на подающей катушке 10 для придания некоторого сопротивления вращению подающей катушки 10, как хорошо известно в данной области техники. Один конец ремня 17 прикреплен к раме 16, а другой конец кожаного ремня прикреплен к средству натяжения, такому, как пружина, которая сама прикреплена к раме 16.
После того как лента 12 выходит из позиции 20 подачи этикеток, она проходит вокруг трех направляющих роликов 31 перед тем, как достичь клеенаносящего средства 30.
Как показано в особенности на фиг.1, 2, 4 и 5, клеенаносящее средство 30 включает полый клеевой валик 32, смонтированный на вале 35, проходящем от корпуса 36 подшипника вальца, смонтированного на опоре 43. Клеевой валик 32 имеет поверхность 33 с рифлением и внутренний нагреватель 37 для поддержания температуры наружной поверхности 33 с рифлением, по существу, на таком же уровне, что и температура клея, предпочтительно для поддержания температуры в интервале от 275 до 320°F (от 135 до 160°С). Примером подходящего клея-расплава является клей, производимый фирмой National Adhesive, Bridgewater, Нью-Джерси и продаваемый под торговым названием Easy Melt Item No. 34-5598.
Клей подается к наружной поверхности 33 с рифлением клеевого валика 32 с помощью клеенаносящей планки 38, имеющей выходной паз 39. Клеенаносящая планка 38 опирается на базовую плиту 61 и упруго поджата к клеевому валику 32 с помощью пары пружин 62 сжатия. Клей нагнетается в клеенаносящую планку 38 через шланг и входной канал 34, сообщенный с выходным пазом 39. Помимо подачи клея к клеевому валику 32 клеенаносящая планка 38, изготовленная из латуни, служит для соскребания избыточного клея с поверхности 33 с рифлением перед тем, как эта часть клеевого валика 32 войдет в контакт с частью ленты, на которую должен быть нанесен клей. Избыточный клей, снятый клеенаносящей планкой 38, скапливается в клеесобирателе 51, который обеспечивает направление избыточного клея в трубу 52 возврата клея и в шланг 53 для транспортировки в коллектор для рециркуляции.
Клеенаносящее средство 30 также включает прижимной валик 54, смонтированный на валу 55, который опирается на поджимающую консоль 56 с помощью подшипниковой опоры 57 и пары втулок 58. Пневматический цилиндр 59 прикреплен к концу поджимающей консоли 56 напротив подшипниковой опоры 57 и служит для смещения прижимного валика 54 из положения, при котором валик 54 удален на некоторое расстояние от клеевого валика 32, как показано на фиг.4, когда никакие контейнеры не подаются для этикетирования, в положение, при котором он приближен к самому клеевому валику 32, как показано на фиг.5, когда контейнеры подаются к вакуумному барабану 40. Как клеевой валик 32, так и прижимной валик 54 выполнены с приводом.
Прижимной валик 54 имеет цилиндрическую поверхность 64 с удлиненной выемкой 65, выполненной в ней, которая параллельна оси вращения прижимного валика 54. В выемке 65 расположена резиновая прижимная подушка 66, наружная поверхность которой выступает радиально наружу за цилиндрическую наружную поверхность 64 на расстояние порядка 0,25 дюйма (6,35 мм). Длина прижимной подушки 66 и высота цилиндрической наружной поверхности 64 выполнены несколько меньшими по размеру по сравнению с шириной ленты 12 для предотвращения случайного попадания клея на знаки на первой стороне 13.
Как можно видеть на фиг.4, в те моменты, когда резиновая прижимная подушка 66 смещена в сторону от клеевого валика 32, существует небольшой зазор 68 между второй стороной 14 ленты и поверхностью клеевого валика 32. Как было рассмотрено выше, при обнаружении сканером 22 метки М он приводит в действие тормоз 23, функция которого заключается в моментальной остановке ленты 12 и сохранении ее положения остановки в течение интервала времени, когда происходит отрезка этикетки 25 от ленты 12 при выравнивании (совмещении) одного из ножей 41 относительно опоры 42. Поскольку клеевой валик 32 и прижимной валик 54 выполнены с приводом, наличие зазора 68 во время таких моментальных пауз в движении ленты 12 приводит к проскальзыванию ленты 12 относительно наружной цилиндрической поверхности 64 прижимного валика 54. Следовательно, важно, чтобы вращение прижимного валика 54 было синхронизировано с работой сканера 22 и тормоза 23 таким образом, чтобы этот валик не находился в контакте с клеевым валиком 32 в течение времени любой остановки ленты 12.
На фиг.3 показаны детали вакуумного барабана 40 и нагретого опорного барабана 42. Вакуумный барабан 40 установлен с возможностью вращения на центральной опоре 70, проходящей через верхний корпус 71 подшипника и установленной в нижнем подшипниковом узле 72.
Барабан 40 имеет наружную поверхность 75 контакта, предназначенную для контактирования с первой стороной 13 ленты 12 и для контактирования с только что отрезанной этикеткой 25 после отрезки. Множество каналов 76 проходит от поверхности 75 контакта и сообщается с вакуумным клапаном 73.
На вакуумном барабане 41 смонтировано множество ножей 41, количество которых предпочтительно равно трем и которые имеют режущие кромки 77, выступающие радиально наружу за поверхность 75 контакта на расстояние, достаточное для прорезания ленты 12 с целью образования этикеток 25.
Нагретый опорный валик 42 может быть нагрет с помощью множества патронных электрических нагревательных элементов 48 и установлен с возможностью вращения на некотором расстоянии от поверхности 75 контакта вакуумного барабана 40 параллельно ей в положении, при котором с этим валиком входит в контакт режущая кромка 77 каждого ножа 41, когда он наталкивается на опорный валик 42, при этом лента 12 находится между поверхностью 77 контакта вакуумного барабана 40 и опорным валиком 42 в каждом цикле вращения и тем самым происходит отрезка этикетки 25 от ленты 12.
Вакуумный клапан 73 выполнен с возможностью приведения его в действие для создания вакуума у поверхности 75 контакта с помощью каналов 76 во время тех частей цикла вращения, когда лента 12 в первый раз входит в контакт с вакуумным барабаном 40 при поступлении ее от клеенаносящего устройства 30, и для непрерывного поддержания такого вакуума с целью удерживания этикеток 25 на поверхности 75 контакта до того момента, когда этикетка войдет в контакт с контейнером С в позиции 44 нанесения этикетки, и в этот момент действие вакуума прекращается. Описание создания вакуума или избыточного давления или несоздание вакуума и избыточного давления во время определенных циклов вращения приведено в принадлежащей заявителю более ранней заявке на патент США №09/024 886, поданной 17 февраля 1998. При необходимости вакуумный барабан 40 и/или ножи 41 могут быть нагреты.
На фиг.8-10 показан второй вариант осуществления настоящего изобретения. В соответствии с этим вариантом осуществления предусмотрена подающая катушка 110, содержащая ленту 112 исходного материала для этикеток, имеющую первую сторону 113 с напечатанными знаками и вторую сторону 114, которая предназначена для нанесения на нее клея с целью приклеивания этикетки, вырезанной из ленты 112, к контейнеру. Подающая катушка 110 выполнена с возможностью вращения в направлении против часовой стрелки на валу 115, смонтированном на монтажной раме для катушки с исходным материалом для этикеток.
После выхода из подающей катушки 110 лента 112 подается через позицию 120 подачи этикеток в клеенаносящее средство 130 и затем к вращающемуся поддерживающему и транспортирующему барабану 140, содержащему множество аппликаторных пластин 141 с вакуум-присосом, которые принимают этикетки 125, вырезанные из ленты 112 ножами 152 на нагретом валике 151.
Позиция 120 подачи этикеток включает в себя подающий ролик 121, который приводится в движение обычным механическим приводным средством, и тормоз 123, установленный с возможностью входа в контакт с подающим роликом 121 и второй стороной 114 ленты 112, обращенной наружу по отношению к подающему ролику 121. Тормоз 123 смонтирован с возможностью поворота на опоре 124 для смещения из положения, при котором он не входит в контакт с подающим роликом 121, в положение, при котором он входит в контакт с подающим роликом 121. Оптический сканер 122 установлен в удаленном месте для сканирования первой стороны 113 ленты 112 и метки на каждом повторяющемся рисунке. Когда лента 112 выходит из подающей катушки 110, она проходит над роликом 127, регулирующим натяжение ленты и прикрепленным к смонтированной с возможностью поворота консоли 128, регулирующей натяжение ленты, и над парой направляющих роликов 129 перед тем, как достичь сканера и подающего ролика 121. Сканер 122 сканирует первую сторону 113 с напечатанными знаками и обнаруживает особую метку, включенную в напечатанные знаки на каждом повторяющемся рисунке. Сканер 122 в рабочем положении управляет дифференциальной передачей, соединенной с подающим роликом 121, и при обнаружении каждой метки обеспечивает моментальное ускорение или замедление вращения подающего ролика 121 и увеличение или уменьшение скорости перемещения ленты 112, чтобы гарантировать надлежащее совмещение знаков с резаками или ножами 152. В отличие от варианта осуществления по фиг.1-7, в котором лента 12 моментально останавливается в момент отрезки, в соответствии с данным вариантом осуществления лента 112 движется непрерывно через позицию 120 подачи этикеток, клеенаносящее средство 130 и вращающийся поддерживающий и транспортирующий барабан 140. Хотя, как указано выше, движение ленты может быть моментально ускорено или замедлено для гарантирования надлежащего совмещения с резаками или ножами 152, ее движение является непрерывным.
Клеенаносящее средство 130 аналогично устройству, описанному в варианте осуществления на фиг.1-7, с одним заметным исключением. В соответствии с вариантом осуществления по фиг.8-10 в связи с тем, что этикетку 125 вырубают с получением заданной формы, которая может представлять собой непрямоугольную форму и тем самым оставлять скелетообразную ленту 154, желательно, чтобы вся вторая поверхность 114 была покрыта клеем. Соответственно прижимной валик 156, показанный на фиг.8, имеет цилиндрическую поверхность, которая обеспечивает непрерывный поджим ленты 112 к клеевому валику 132.
После этого лента 112 с клеем, нанесенным на всю вторую поверхность 114, перемещается к вращающемуся барабану 140 с его аппликаторными пластинами 141 с вакуум-присосом. Каждая из аппликаторных пластин 141 с вакуум-присосом установлена на оси 142 с кулачковым приводом для смещения из отведенного положения, при котором отдельные этикетки 125 могут быть вырезаны из ленты 112, в выдвинутое положение для крепления каждой этикетки 125 к контейнеру С. Когда барабан вращается, элемент 157, работающий от кулачка и связанный с каждой осью 142, перемещается в канавке 158 кулачкового элемента для регулирования величины радиального смещения каждой оси 142 и соединенной с ней аппликаторной пластины 141 с вакуум-присосом.
Степень выдвижения каждой аппликаторной пластины 141 с вакуум-присосом от поверхности барабана 140 представляет собой средство для изменения и регулирования величины шага между этикетками 125, полученными вырезанием из ленты 112, с целью согласования этого шага с шагом подачи приближающихся контейнеров С, подлежащих этикетированию.
Вскоре после входа ленты 112 в контакт с вращающимся барабаном 140 и соединения с аппликаторными пластинами 141 с вакуум-присосом лента 112 перемещается к позиции 150 резки, где вырезаются отдельные этикетки 125. Позиция 150 резки включает в себя вращающийся валик 151, на котором смонтировано множество ножей 152, которым придана такая форма, которая позволяет вырезать отдельные этикетки 125 с определенной формой из ленты 112, оставляя скелетообразную ленту 154, которая наматывается на катушку 155 для сбора отходов. Ножи 152, смонтированные на вращающемся валике 151, расположены определенным образом относительно выполненных с вакуум-присосом аппликаторных пластин 141 вращающегося барабана 140 для того, чтобы последовательно вырезать этикетку 125 из ленты 112, когда нож 152, осуществляющий вырубку (высечку) такой этикетки, выставлен относительно аппликаторной пластины 141 с вакуум-присосом. Аппликаторная пластина 141 с вакуум-присосом в течение периода ее совмещения с ножом 152 также функционирует в качестве опоры, между которой и ножом 152 зажимается лента 112 для облегчения вырезания. Валик 151 имеет множество ножей 152, предпочтительно четыре, равномерно распределенных вокруг валика 151 и выступающих наружу на небольшое расстояние, приблизительно 1/8 дюйма (3,175 мм), от его цилиндрической наружной поверхности 153. Части валика 151, расположенные в пределах каждой замкнутой формы, ограниченной каждым из ножей 152, смещены вглубь по меньшей мере на 1/4 дюйма (6,35 мм) от режущей кромки каждого ножа, чтобы предотвратить поступление избыточного тепла от валика 151 к ленте 112 и этикеткам 125, получаемым из нее путем вырубки. Валик 151 и ножи 152 могут быть нагреты для сведения к минимуму возможности прилипания клея к ножам 152 в результате прорезания ленты 112 через только что нанесенный клей.
Вместо нагрева или в дополнение к нагреву валика 151 струя силикона может быть направлена на каждый из ножей 152 непосредственно перед тем, как ножи 152 достигнут зоны контакта с лентой 152 и будут вырезать этикетку из нее, чтобы свести к минимуму прилипание клея к ножам 152. После отвода скелетообразной ленты 154 каждая отдельная этикетка 125 опирается на аппликаторную пластину 141 с вакуум-присосом, при этом на вторую сторону 114 этикетки, обращенную наружу, уже нанесен клей. В отличие от варианта осуществления по фиг.1-7, в котором лента 12 на мгновение останавливается во время отрезки, в соответствии с настоящим вариантом осуществления лента 112 движется непрерывно.
Когда аппликаторная пластина 141, несущая этикетку 125, совершающую вращательное движение на вращающемся барабане 140, в процессе своего вращения приближается к положению, соответствующему десяти часам на циферблате часов, как показано на фиг.9, она приводится в движение от кулачка радиально наружу в выдвинутое положение, так что она будет входить в контакт с контейнером С, проходящим около этого места на конвейере 160, в положении, соответствующем двенадцати часам на циферблате часов и показанном на фиг.9. При входе этикетки 125 в контакт с контейнером С действие вакуума со стороны аппликаторных пластин 141 с вакуум-присосом на этикетку прекращается, и контейнер С с этикеткой 125, приклеенной к нему, продолжает свое движение на конвейере 160 к следующей позиции в технологическом процессе.
Основное преимущество варианта осуществления по фиг.8-10 заключается в том, что этикетки переносятся непосредственно от вращающегося вакуумного барабана, на котором они формируются путем вырезания из ленты, к контейнеру. Это представляет собой отличие от обычной этикетировочной машины, при использовании которой требуется переместить этикетки (а не ленту этикеточного материала) на отдельные выполненные с возможностью вращения барабаны перед тем, как они достигнут контейнера, подлежащего этикетированию. Этот признак обеспечивает возможность работы устройства по варианту осуществления по фиг.8-10 при более высоких линейных скоростях (при более высокой производительности) по сравнению с тем, чего можно достичь при использовании обычных машин.
Для специалиста в данной области техники очевидны множество модификаций. Например, при необходимости клей может быть распылен на ленту 12 или 112. В предшествующей заявке №09/024 886, принадлежащей тому же автору изобретения, описана система распыления и улавливания для рециркуляции клея. Кроме того, другие типы режущих устройств, известных в промышленности, могут быть использованы для вырезания этикеток из ленты с нанесенным на нее клеем. К примерам таких альтернативных режущих устройств относятся модифицированный стальной вырубной инструмент типа линейки [правила] и лазерная вырезка. Соответственно, объем настоящей заявки следует определять только на основе объема формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ ЕМКОСТЕЙ | 2004 |
|
RU2280599C2 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2006 |
|
RU2326030C2 |
| Устройство этикетировки и датировки | 2024 |
|
RU2840616C1 |
| ЭТИКЕТКА И СПОСОБ ПРИКРЕПЛЕНИЯ ЭТИКЕТКИ К ПРЕДМЕТУ | 2009 |
|
RU2494133C2 |
| СПОСОБ НАНЕСЕНИЯ НА ЕМКОСТИ ЭТИКЕТОК С НЕПРЕРЫВНОЙ ПОЛИМЕРНОЙ ЛЕНТЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280601C2 |
| СПОСОБ НАНЕСЕНИЯ НА ЕМКОСТИ ЭТИКЕТОК С НЕПРЕРЫВНОЙ ПОЛИМЕРНОЙ ЛЕНТЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280600C2 |
| СПОСОБ НАНЕСЕНИЯ НА ЕМКОСТИ ЭТИКЕТОК С НЕПРЕРЫВНОЙ ЭТИКЕТОЧНОЙ ЛЕНТЫ | 2006 |
|
RU2370419C2 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ЭТИКЕТОК НА ЕМКОСТИ | 2004 |
|
RU2280598C2 |
| СПОСОБ ЭТИКЕТИРОВАНИЯ ТАРЫ (ВАРИАНТЫ) | 1996 |
|
RU2168448C2 |
| ЭТИКЕТИРОВОЧНАЯ МАШИНА | 2015 |
|
RU2589624C1 |
Изобретение относится к способу и устройству для подачи и прикрепления этикеток к контейнерам и контейнеру с прикрепленной к нему этикеткой. Способ предусматривает подачу ленты этикеточного материала, имеющей первую и вторую стороны, из подающей катушки и последовательное нарезание ленты на этикетки при перемещении ее между барабанами, один из которых выполнен вакуумным, и нагретыми ножами, а второй барабан служит в качестве опоры. Датчик считывает метку, имеющуюся на одной стороне ленты, и управляет движением ленты для обеспечения надлежащего совмещения метки и зоны содержащего ее участка ленты зоны контакта между ножами и опорой. При этом до контактирования ленты с вакуумным барабаном на нее наносят клей, и резание осуществляется как через только что нанесенный клей, так и через ленту, вследствие чего каждая только что отрезанная этикетка полностью покрыта клеем и входит в контакт с контейнером в то время, когда нанесенный на нее клей находится в состоянии, пригодном для приклеивания к контейнеру, что обеспечивает ее надежное приклеивание к контейнеру. 3 с. и 19 з.п. ф-лы, 10 ил.
| US 3565724 А, 23.02.1971 | |||
| US 3988194 А, 26.10.1976 | |||
| WO 9716370 А, 09.05.1997 | |||
| US 3963557 А, 15.06.1976 | |||
| ЦАПФЕННЫЙ РАСПРЕДЕЛИТЕЛЬ ДЛЯ ОБЪЕМНОЙ РОТОРНОЙГИДРОЛ1АШИНЫ | 0 |
|
SU220707A1 |
| US 4632721 А, 30.12.1986. | |||

