Изобретение относится к технике для изготовления героторных механизмов винтовых гидромашин, а именно к устройствам для ориентированной сборки модулей роторов и статоров многосекционных героторных механизмов.
Известно устройство для ориентированной сборки многосекционных статоров винтовых насосов, включающее сердечник с наружными винтовыми поверхностями, аналогичными внутренним винтовым поверхностям собираемых статоров [1]. Сборка статоров производится посредством их установки на сердечник с последующей сваркой переводников, собранных с резьбовыми концами стыкуемых модулей. Недостатком известной конструкции является то, что исключена возможность сборки статоров через резьбовые переводники без сварного шва, что значительно снижает прочность героторного механизма, его надежность, долговечность и ремонтопригодность. Кроме того, применение такого устройства ограничивает выбор материалов, закладываемых в конструкцию многосекционного статора, требованиями к высокой свариваемости, что существенно снижает возможность использования материалов с механическими свойствами, необходимыми для эксплуатации в жестких условиях.
Другим недостатком указанной конструкции является невозможность ее применения для сборки многосекционных роторов, что ограничивает длину многосекционного героторного механизма из-за сложности изготовления цельных длинных роторов.
Наиболее близким к заявляемому изобретению является приспособление для ориентированной сборки рабочих органов винтового забойного двигателя, содержащее монтажные элементы, каждый из которых выполнен в виде соединенных стяжкой двух втулок с винтовыми поверхностями, при этом одна из втулок жестко связана со стяжкой, а другая имеет возможность вращения вокруг своей оси. Каждый из монтажных элементов снабжен диском со стопором, а торцевые поверхности диска и подвижной втулки имеют равноудаленные друг от друга радиальные насечки, количество которых равно числу заходов профильной поверхности монтажного элемента [2].
Недостатком известной конструкции является низкая технологичность сборки многосекционных рабочих органов, обусловленная:
- наличием стяжек 3 и 17, соединяющих втулки 1, 2 и 15, 16 соответственно (см. фиг.1, 3), требующих при установке и снятии приспособления проводить монтажный элемент через всю винтовую поверхность одного из собираемых роторов или статоров, что может привести к повреждениям винтовых поверхностей указанных модулей, заклиниванию монтажного элемента, деформациям его профильных винтовых поверхностей;
- наличием настроечных дисков 11 и 22 (см. фиг.1, 3), что требует проверки настройки приспособления перед каждым применением путем его установки на соответствующий элемент (ротор или статор) героторного механизма (см. фиг.5 и 6);
- фиксированным расстоянием между втулками, что при сборке статоров усложняет оценку совпадения рисок и требует дополнительного освещения, так как подвижная втулка и настроечный диск находятся внутри одного из собираемых статоров, на значительном расстоянии от торца статора (см. фиг.8).
Кроме того, в связи с тем что подвижная втулка 16 монтажного элемента, предназначенного для сборки статоров, не может быть снята со стяжки 17 (см. фиг.3), внутренний диаметр переводника 43, должен быть выполнен больше наружного диаметра винтовых поверхностей 24 втулок 15 и 16 (см. фиг.8), что ведет к снижению прочности резьбовых соединений 44 и 45, а в ряде случаев, когда внутренний диаметр переводника из-за низкого запаса прочности не может быть увеличен, делает невозможным создание многосекционного героторного механизма.
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение технологичности процесса ориентированной сборки многосекционных роторов и статоров, повышение надежности и ресурса многосекционных героторных механизмов винтовых гидромашин, обеспечение возможности создания конструкций многосекционных героторных механизмов с внутренними диаметрами соединительных элементов (переводников) статоров, не ограниченными наружными диаметрами втулок приспособления, за счет исключения жесткой связи между втулками устройства для ориентированной сборки рабочих органов и за счет фиксированной настройки устройства.
Другой технической задачей, на решение которой направлено заявляемое изобретение, является снижение стоимости устройства для ориентированной сборки рабочих органов за счет упрощения его конструкции.
Сущность технического решения заключается в том, что в устройстве для сборки многосекционных героторных механизмов винтовых гидромашин, включающем две втулки, каждая из которых выполнена с внутренней винтовой поверхностью, тождественной винтовым поверхностям роторов гидромашины, а также подвижную и неподвижную втулки, каждая из которых выполнена с наружной винтовой поверхностью, тождественной винтовым поверхностям статоров гидромашины, неподвижная втулка жестко скреплена со штангой, а подвижная втулка установлена на штанге с возможностью вращения вокруг оси штанги, на торце подвижной втулки нанесены равноудаленные друг от друга радиальные риски, количество которых равно числу заходов винтовых поверхностей статоров гидромашины, согласно изобретению подвижная втулка выполнена с возможностью осевого перемещения и разъединения со штангой, на наружной поверхности штанги нанесены, по меньшей мере, одна продольная и одна поперечная риски, каждая из втулок с внутренней винтовой поверхностью выполнена в виде отдельного модуля, на одной из втулок с внутренней винтовой поверхностью нанесена, по меньшей мере, одна продольная риска, а на другой втулке с внутренней винтовой поверхностью нанесены продольные риски, равноудаленные друг от друга по окружности, количество которых равно числу заходов винтовых поверхностей роторов гидромашины.
Кроме того, наружные и внутренние винтовые поверхности втулок могут выполняться из упругоэластичного материала, например из полиуретана.
Кроме того, длина штанги определяется выражением L≥ l1+l2+l3+l4, где l1 - расстояние от стыкуемого торца статора гидромашины до начала винтовых поверхностей, l2 - расстояние между стыкуемыми торцами статоров гидромашины, l3 - длина одного из статоров гидромашины, l4 - выступание штанги за торец статора гидромашины.
Выполнение устройства для сборки многосекционных героторных механизмов таким образом, что подвижная втулка с наружной винтовой поверхностью имеет возможность свободного перемещения вдоль штанги, имеющей продольную и поперечную риски, и может разъединяться со штангой, а каждая из втулок с внутренней винтовой поверхностью выполнена в виде отдельного модуля, на одном из которых нанесена продольная риска, на другом - продольные риски, равноудаленные друг от друга по окружности, количество которых равно числу заходов винтовых поверхностей роторов гидромашины, позволяет:
- исключить операцию проверки настройки устройства перед сборкой многосекционного героторного механизма за счет исключения из конструкции настроечных дисков, чем обеспечивается фиксированная настройка устройства на данный героторный механизм;
- обеспечить удобство работы при сборке многосекционного героторного механизма и максимально снизить погрешности ориентирования за счет упрощения конструкции, вынесения разметки штанги и торца подвижной втулки в свободную для обзора зону;
- обеспечить возможность изготовления многосекционных статоров с переводниками, имеющими внутренний диаметр, меньший, чем наибольший диаметр втулок с наружными винтовыми поверхностями, за счет исключения жесткой связи между подвижной и неподвижной втулками.
Выполнение наружных и внутренних винтовых поверхностей втулок из упругоэластичного материала, например из полиуретана, позволяет значительно снизить себестоимость изготовления устройства за счет исключения дорогостоящих операций механической обработки винтовых профилей, исключает повреждения рабочих поверхностей героторного механизма, кроме того, обеспечивает снижение погрешностей ориентирования при сборке за счет того, что полиуретан практически не подвержен усадке после полимеризации.
Длина штанги, определенная по приведенному выше выражению, гарантирует вынесение разметки штанги и торца подвижной втулки в свободную для обзора зону.
Ниже представлен один из вариантов конструкции устройства для ориентированной сборки рабочих органов многосекционного героторного механизма.
На фиг.1 представлена пара втулок с наружными винтовыми поверхностями, установленная на штанге, предназначенная для ориентированной сборки статоров.
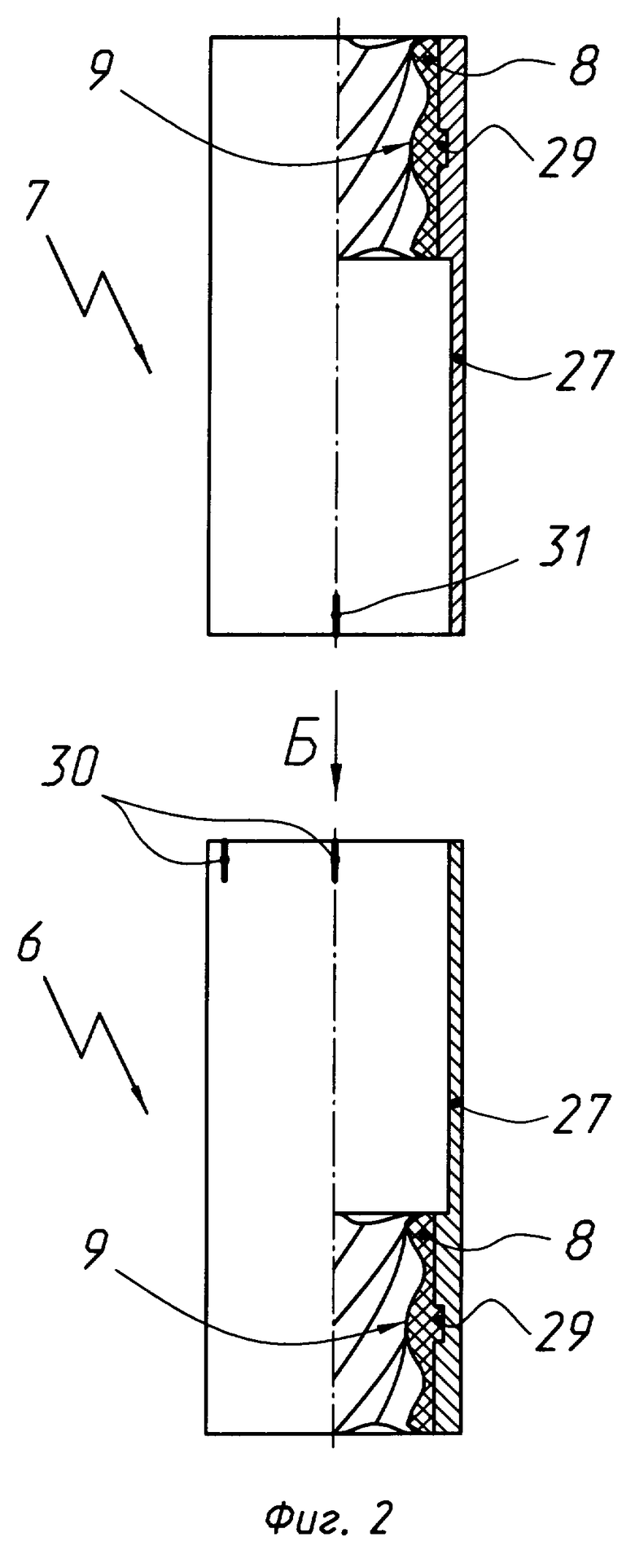
На фиг.2 представлена пара втулок с внутренними винтовыми поверхностями, предназначенная для ориентированной сборки роторов.
На фиг.3 показан вид А на фиг.1 со стороны торца подвижной втулки.
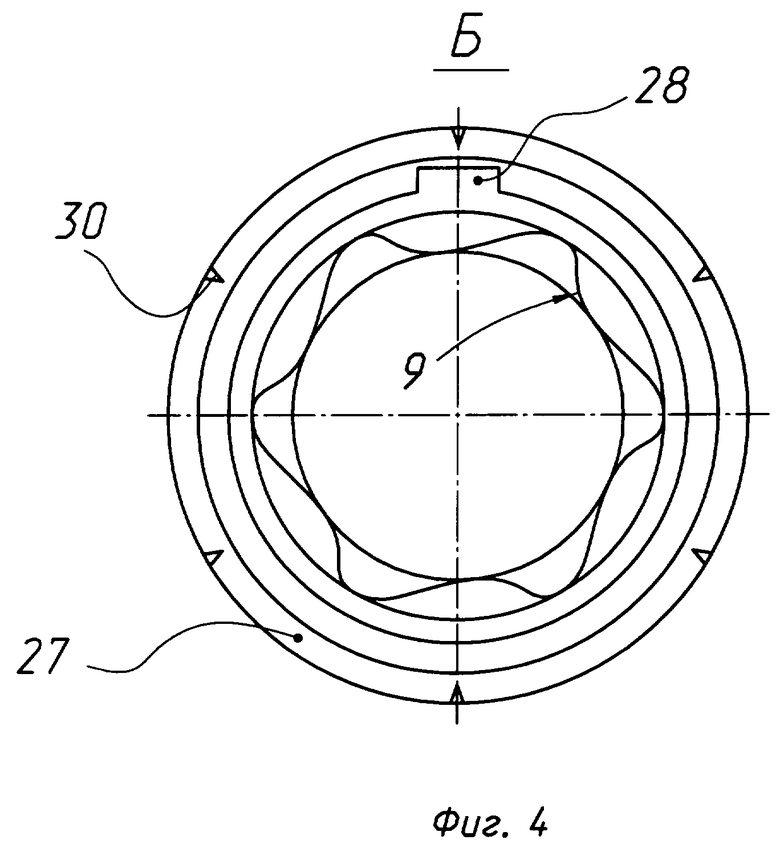
На фиг.4 показан вид Б на фиг.2 со стороны торца одной из втулок с внутренней винтовой поверхностью и продольными рисками, равноудаленными по окружности, количество которых равно числу заходов винтовой поверхности втулки.
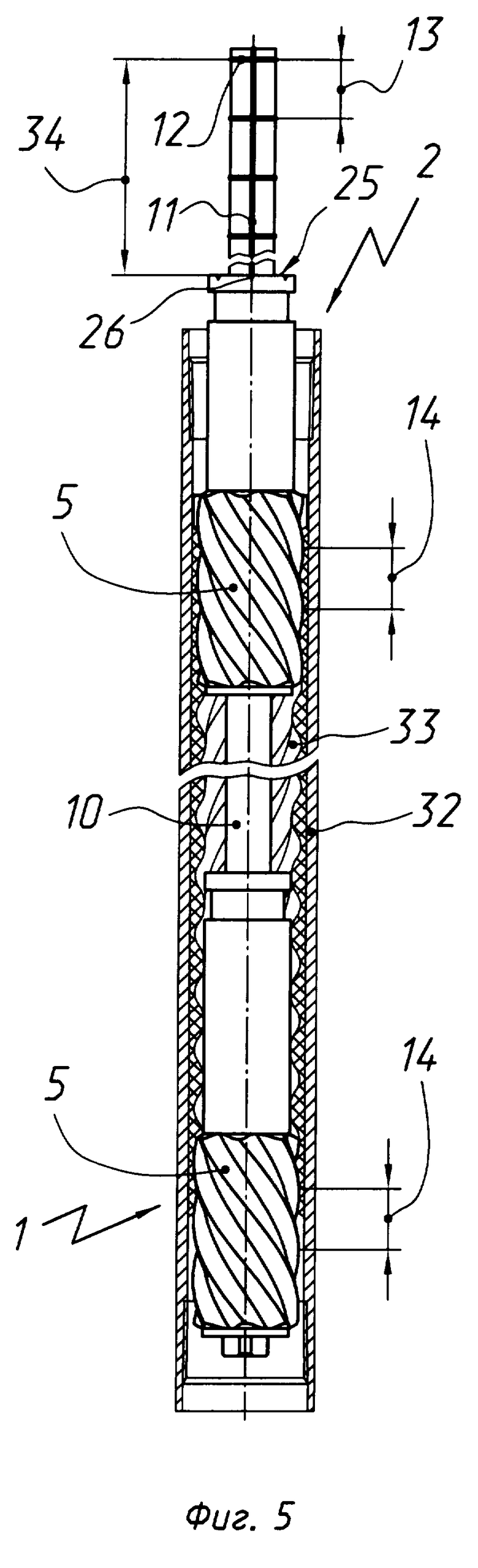
На фиг.5 представлена схема разметки штанги с нанесением нескольких поперечных и одной продольной рисок.
На фиг.6 представлена схема разметки втулки с внутренними винтовыми поверхностями с нанесением продольных рисок.
На фиг.7 показана сборка двух статоров с использованием пары втулок с наружными винтовыми поверхностями.
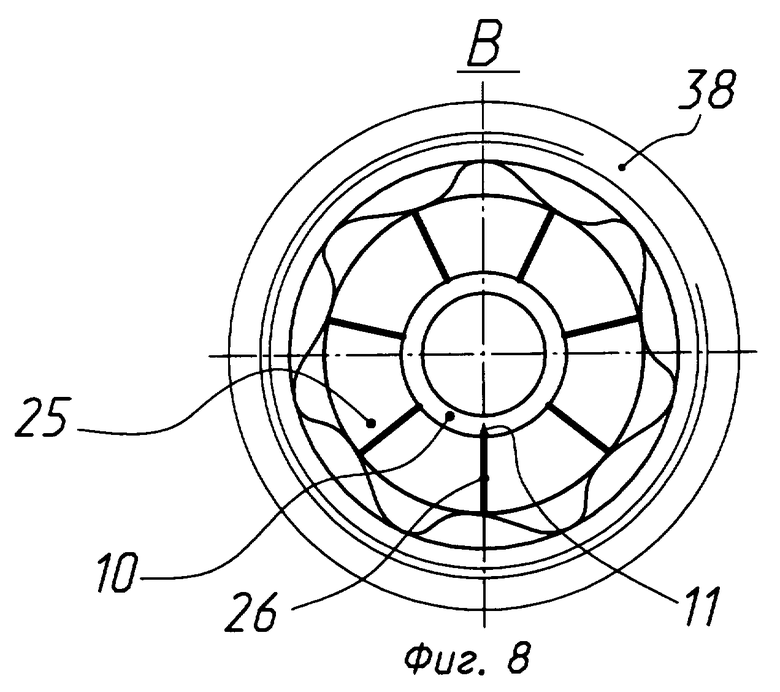
На фиг.8 показан вид В на фиг.7 со стороны торца подвижной втулки.
На фиг.9 показана сборка двух роторов с использованием пары втулок с внутренними винтовыми поверхностями.
Устройство для сборки многосекционных героторных механизмов винтовых гидромашин (см. фиг.1 и 2) содержит две втулки 1 и 2 с валами 3 и 4 соответственно, на которых сформированы наружные винтовые поверхности 5 (см. фиг.1), и две втулки 6 и 7 с обкладками 8, на которых сформированы внутренние винтовые поверхности 9 (см. фиг.2).
Винтовые поверхности 5 (см. фиг.1) тождественны винтовым поверхностям стыкуемых статоров гидромашины, а винтовые поверхности 9 (см. фиг.2) тождественны винтовым поверхностям стыкуемых роторов гидромашины.
Неподвижная втулка 1 жестко закреплена (например, посредством сварки) на штанге 10, а подвижная втулка 2 установлена на штанге 10 с возможностью свободного перемещения вдоль ее оси и с возможностью разъединения (снятия) со штангой 10 (см. фиг.1). Штанга 10 имеет разметку в виде одной продольной риски 11 и нескольких поперечных рисок 12. Расстояние 13 между любыми соседними рисками 12 равно осевому шагу 14 наружных винтовых поверхностей 5 валов 3 и 4 (см. фиг.1).
Количество рисок 11 может быть более одной, но не должно превышать числа заходов винтовых поверхностей 5, а угол между рисками 11 в этом случае должен быть кратен углу, определяемому выражением 2π/z1, где z1 - число заходов винтовых поверхностей 5.
Вал 3, выполненный из упругоэластичного материала, например из полиуретана, установлен на оправке 15 (см. фиг.1) и фиксируется:
- от проворота шпонкой 16;
- от осевого смещения фланцем 17, затянутым по резьбе 18 через проставку 19.
Размер t проставки 19 подобран так, чтобы обеспечить плотное прилегание торцов вала 3 к торцам оправки 15 и фланца 17 и одновременно не допустить деформации упругоэластичного материала.
Вал 4 сформован заливкой упругоэластичного материала, например полиуретана, с адгезией к втулке 20 (см. фиг.1) и дополнительно фиксируется:
- от проворота продольным пазом 21, выполненным во втулке 20;
- от осевого смещения оправкой 22, затянутой по резьбе 23 через проставку 24.
Размер t1 проставки 24 подобран так, чтобы обеспечить плотное прилегание торца вала 4 к торцу оправки 22 и одновременно не допустить деформации упругоэластичного материала.
На торце 25 подвижной втулки 2 (см. фиг.3) нанесены равноудаленные друг от друга радиальные риски 26, количество которых равно числу заходов винтовых поверхностей 5.
Обкладки 8 сформованы заливкой упругоэластичного материала, например, полиуретана, с адгезией к обечайкам 27 (см. фиг.2) и дополнительно фиксируются:
- от проворота продольным пазом 28 (см. фиг.4);
- от осевого смещения кольцевой проточкой 29 (см. фиг.2).
Втулка 6 имеет разметку наружной поверхности в виде продольных рисок 30, равноудаленных друг от друга по окружности, количество которых равно числу заходов винтовых поверхностей 9 (см. фиг.2 и 4). Втулка 7 имеет разметку наружной поверхности в виде одной продольной риски 31 (см. фиг.2).
Количество рисок 31 может быть более одной, но не должно превышать числа заходов винтовых поверхностей 9, а угол между рисками 31 в этом случае должен быть кратен углу, определяемому выражением 2π/z2, где z2 - число заходов винтовых поверхностей 9.
Разметка штанги 10 производится в следующем порядке (см. фиг.5):
- втулка 1 со штангой 10 и втулка 2 устанавливаются в статор 32, имеющий внутреннюю винтовую поверхность 33, тождественную винтовым поверхностям 5 втулок 1 и 2, при этом винтовая поверхность 5 втулки 2 будет являться продолжением винтовой поверхности 5 втулки 1;
- наносится продольная риска 11, совпадающая с любой из рисок 26, нанесенных на торце 25 втулки 2;
- на расстоянии 34, кратном осевому шагу 14 винтовых поверхностей 5 и замеренном от торца 25 втулки 2, наносится ближайшая к торцу штанги 10 поперечная риска 12;
- с шагом 13, равным осевому шагу 14 винтовых поверхностей 5, наносится ряд поперечных рисок 12, количество которых произвольно.
Разметка втулок 6 и 7 производится в следующем порядке (см. фиг.6):
- втулки 6 и 7 устанавливаются на ротор 35, имеющий наружную винтовую поверхность 36, тождественную винтовым поверхностям 9 втулок 6 и 7, смыкаются до плотного прилегания по торцам, при этом винтовая поверхность 9 втулки 7 будет являться продолжением винтовой поверхности 9 втулки 6;
- на наружной поверхности втулки 7 наносится продольная риска 31, совпадающая с любой из рисок 30, нанесенных на наружной поверхности втулки 6.
После разметки устройство для сборки многосекционных героторных механизмов винтовых гидромашин имеет фиксированную настройку и является готовым к работе.
Для ориентированной сборки статоров 37 и 38 (см. фиг.7) неподвижная втулка 1 со штангой 10 устанавливается в статор 37 так, чтобы после сборки статоров обеспечивалось выступание l4 штанги 10 за торец статора 38. Со статором 37 по резьбе 39 с заданным крутящим моментом соединяется переводник 40. В статор 38 устанавливается подвижная втулка 2 так, чтобы ее торец 25 выступал за торец статора 38. Статор 38 с подвижной втулкой 2 соединяется по резьбе 41 с переводником 40 до соприкосновения торцов.
Резьбовое соединение 41 затягивается с заданным крутящим моментом, а об ориентировании винтовых поверхностей 42 стыкуемых статоров 37 и 38 судят по совпадению торца 25 подвижной втулки 2 с любой из поперечных рисок 12 и по совпадению любой из радиальных рисок 26 с продольной риской 11 (см. фиг.7 и 8).
Для гарантированного вынесения разметочных элементов (рисок) штанги 10 и торца 25 подвижной втулки 2 в свободную для обзора зону, длина штанги 10 при проектировании устройства определяется выражением L≥l1+l2+l3+l4 (см. фиг.7).
Для ориентированной сборки роторов 43 и 44 (см. фиг.9) втулка 6 устанавливается на ротор 43, а втулка 7 устанавливается на ротор 44 так, чтобы торцы втулок 6 и 7 после свинчивания сомкнулись. С ротором 43 по резьбе 45 с заданным крутящим моментом соединяется переводник 46. Ротор 44 с втулкой 7 по резьбе 47 соединяется с переводником 46. Резьбовое соединение 47 затягивается с заданным крутящим моментом, а об ориентировании винтовых поверхностей 48 стыкуемых роторов судят по совпадению риски 31 втулки 7 с любой из рисок 30 втулки 6, при этом торцы втулок 6 и 7 должны плотно прилегать друг к другу.
Аналогичным образом собираются многосекционные героторные механизмы винтовых гидромашин, содержащие более двух модулей роторов и статоров, при этом наружные и внутренние винтовые поверхности каждого последующего модуля являются продолжением соответственно наружных и внутренних поверхностей модуля предыдущего.
Источники информации
1. US, патент 3982858, кл. F 04 C 1/06, 28.09.1976.
2. SU, авт. свид. 1192432, кл. Е 21 В 4/00, 07.07.1989 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВАЯ ГИДРОМАШИНА С ПЕРЕМЕННЫМ НАТЯГОМ ЗУБЬЕВ | 2015 |
|
RU2591216C1 |
| СТАТОР ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2283442C1 |
| ГЕРОТОРНЫЙ ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ | 2002 |
|
RU2232860C2 |
| ГЕРОТОРНАЯ МАШИНА | 2007 |
|
RU2345208C1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОЙ ГИДРОМАШИНЫ | 2002 |
|
RU2202694C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННИХ ДИАМЕТРОВ ИЗДЕЛИЙ | 2003 |
|
RU2239155C1 |
| ГЕРОТОРНЫЙ ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ | 2023 |
|
RU2813646C1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОЙ ГИДРОМАШИНЫ | 2003 |
|
RU2228444C1 |
| ГИДРАВЛИЧЕСКИЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2014 |
|
RU2586124C2 |
| КАРДАННЫЙ ВАЛ ДЛЯ СОЕДИНЕНИЯ РОТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ СО ШПИНДЕЛЕМ | 2005 |
|
RU2285781C1 |





Изобретение относится к технике для изготовления героторных механизмов винтовых гидромашин, а именно к устройствам для ориентированной сборки модулей роторов и статоров этих механизмов. Подвижная втулка с наружной винтовой поверхностью выполнена с возможностью осевого перемещения и разъединения со штангой. На наружной поверхности штанги нанесены, по меньшей мере, одна продольная и одна поперечная риски. Каждая из втулок с внутренней винтовой поверхностью выполнена в виде отдельного модуля. На одной из втулок с внутренней винтовой поверхностью нанесена, по меньшей мере, одна продольная риска, а на другой втулке с внутренней винтовой поверхностью нанесены продольные риски, равноудаленные друг от друга по окружности, количество которых равно числу заходов винтовых поверхностей роторов. Повышается технологичность процесса сборки, надежность и ресурс, обеспечивается возможность создания конструкций с внутренними диаметрами соединительных элементов статоров, не ограниченных наружными диаметрами втулок приспособления, за счет исключения жесткой связи между втулками устройства для сборки рабочих органов и за счет фиксированной настройки устройства, также снижается стоимость устройства за счет упрощения его конструкции. 2 з.п. ф-лы, 9 ил.
| SU 1192432 A1, 07.07.1989.RU 2120018 C1, 10.10.1998.US 3982858 A, 28.09.1976.US 4585401 A, 29.04.1986.US 3999901 A, 28.12.1976. |
