Изобретение относится к машиностроению, в частности к резьбовым крепежным элементам, и может быть использовано на сборке при завинчивании болта в гайку.
Известен болт с зачищающим наконечником, включающий головку с примыкающей к ней шайбой, резьбовой стержень с зачищающей выямкой и наконечником на конце, при этом наконечник имеет углубление, выполненное эксцентрично оси резьбового стержня (США, п.5419667, кл. F 16 B 25/00, 1995).
Известный болт имеет следующие недостатки.
1. Наличие всего одной зачищающей выямки такой формы и с размерами, как в известной конструкции болта, не гарантирует сборку резьбовых соединений без заклинивания.
2. Формирование выямки и эксцентричного конуса на конце заготовки весьма затруднительно, особенно при изготовлении болта из высокопрочного материала.
3. Штамповочный инструмент имеет сложную конструкцию и низкую стойкость.
За прототип заявляемого изобретения взята конструкция самозачищающего болта, включающего головку, стержень с гладкой цилиндрической поверхностью, резьбовой частью, выполненной с двумя зачищающими выямками под углом относительно друг друга около 180°, и направляющим пояском (США, п.5499895, кл. F 16 B 25/00, 1996).
Данный болт имеет следующие недостатки.
1. Отсутствие заходного угла по высоте профиля резьбы приводит к повышенному крутящему моменту и заклиниванию резьбового соединения, особенно при наличии в резьбовом отверстии помех в виде засохшей краски, стружки или инородных материалов от сварного соединения.
2. Формирование выямки при высадке заготовки весьма затруднительно, особенно при изготовлении высокопрочного крепежа.
3. Штамповочный инструмент имеет сложную конструкцию и низкую стойкость.
Заявляемое изобретение решает задачу повышения качества сборки за счет снижения вероятности заклинивания при ввинчивании болта в резьбовое отверстие путем улучшения очистки резьбы от инородных материалов и уменьшения момента ввинчивания в начальный и последующий моменты при сборке.
Указанная задача решена тем, что у самозачищающего болта, включающего головку, стержень с гладкой цилиндрической поверхностью, резьбовой частью, выполненной с зачищающими выямками, и направляющим пояском, согласно изобретению на резьбовой части стержня выполнены три зачищающие выямки под углом относительно друг друга 120°, имеющие плоское основание, причем расположены они на длине резьбовой части, равной двум шагам резьбы, а диаметр вписанной окружности, образованной плоскими основаниями выямок, составляет 0,9-1,0 минимального внутреннего диаметра резьбы стержня болта; диаметр направляющего пояска соответствует 0,9-0,95 диаметра вписанной окружности, образованной плоскими основаниями выямок, при этом болт имеет переходный участок от направляющего пояска к резьбовой части, выполненный под углом 20-30°, имитирующим заборный конус резьбообразующего инструмента, а форма режущей части на выходе зачищающих выямок составляет угол 10-25°, имитирующий передний угол режущей части резьбообразующего инструмента.
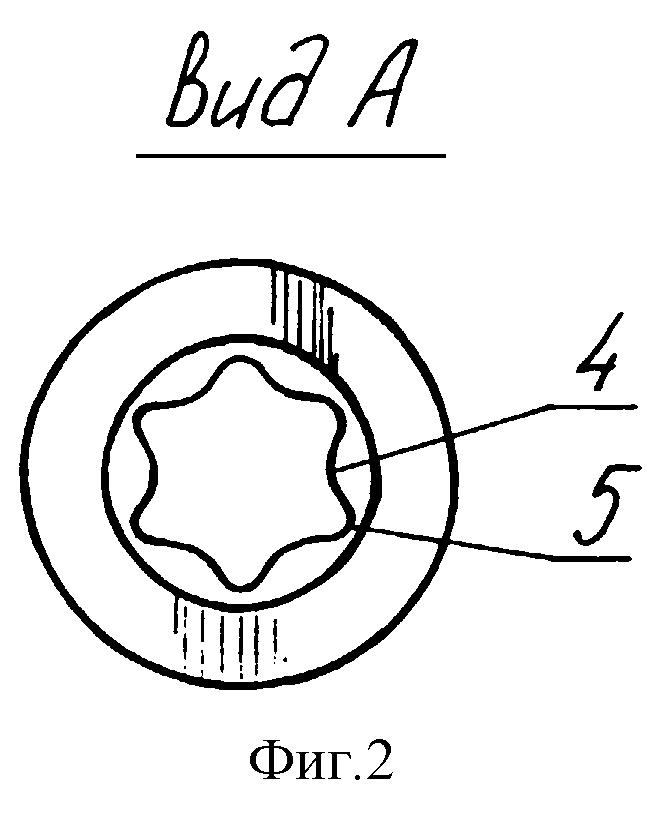
Головка выполнена с внутренним фасонным профилем, представляющим собой попеременно чередующиеся выступы и впадины.
Благодаря настоящему изобретению создана возможность высокого качества сборки. Оптимально выбранные размеры выямок в совокупности с плоской формой основания образуют большой объем для заполнения его инородными материалами, скапливающимися в резьбовом отверстии гайки. При этом неполный профиль резьбы на длине зачищающих выямок и их плоское основание обеспечивают высокую режущую способность резьбовой кромки.
Плавный переход от направляющего пояска к резьбовому участку обеспечивает низкое значение момента ввинчивания в начальный момент сборки и гарантирует равномерное распределение инородных веществ, например краски, по длине выямки. Свободное размещение краски в выямках исключает возможность ее собираемости в одном месте и создание помехи при свинчиваемости.
Данная форма головки также способствует облегчению сборки резьбового соединения.
Штамповочный инструмент для изготовления предлагаемого болта имеет простую конструкцию и высокую стойкость, что особенно важно при формировании выямки на заготовки из высокопрочной стали.
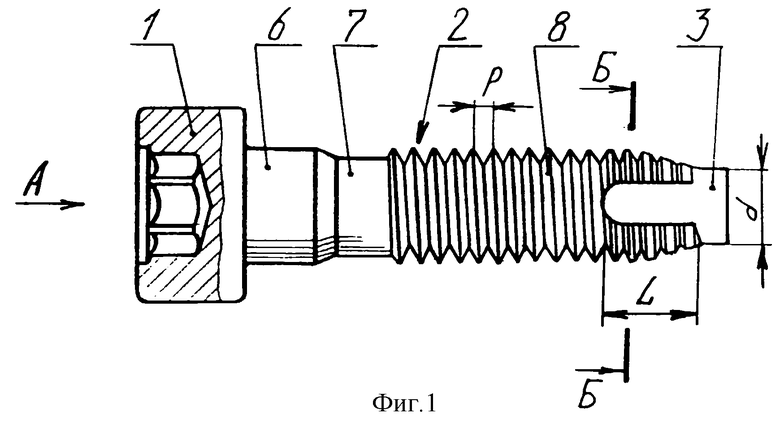
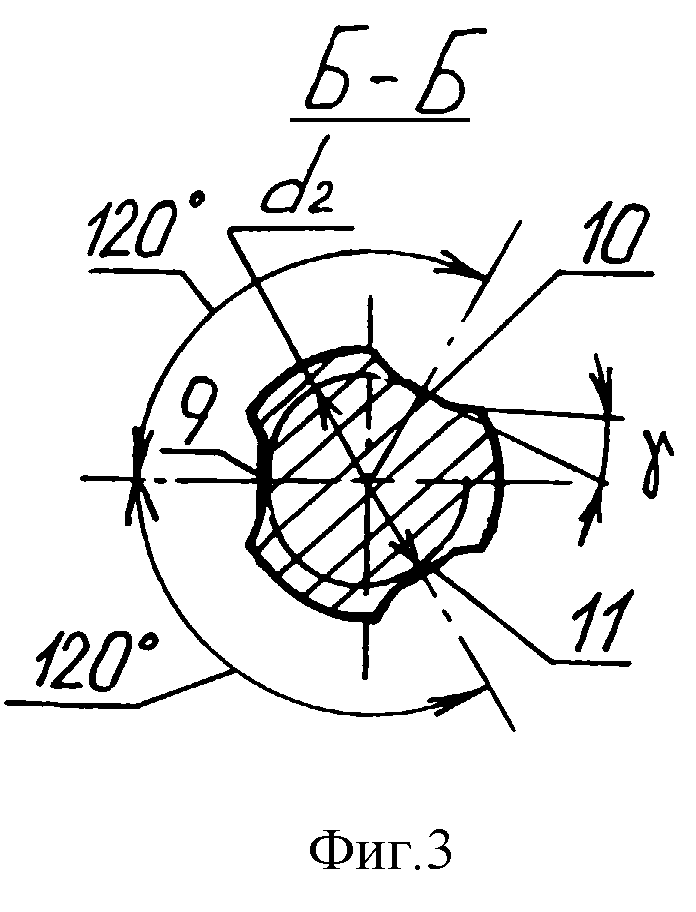
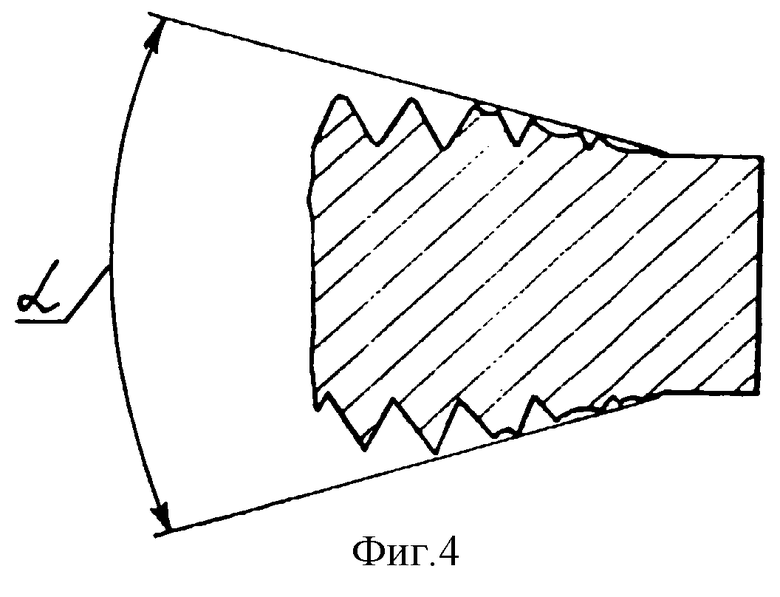
Сущность изобретения поясняется чертежом, на котором на фиг.1 изображен общий вид болта; на фиг.2 - вид А; на фиг.3 - разрез по Б-Б; на фиг.4 - переходный участок от направляющего пояска к резьбовому участку.
Самозачищающий болт состоит из головки 1, стержня 2 с гладким цилиндрическим направляющим пояском 3 диаметром d. Форма головки 1 может быть любой, обеспечивающей зацепление с монтажным инструментом, передающим при затягивании болта крутящий момент. На примере показана головка с внутренним фасонным профилем, представляющим собой попеременно чередующиеся выступы 4 и впадины 5, обеспечивающим передачу высокого крутящего момента.
Стержень 2 имеет цилиндрический подголовок 6, гладкую часть 7 и резьбовую часть 8, заканчивающуюся коническим переходным участком от гладкого цилиндрического направляющего пояска 3 к резьбовой части с углом конуса α=20-30°. При этом переходный участок играет роль заборного конуса, как и у резьбообразующего инструмента, например метчика. На резьбовой части 8 выполнены три зачищающие выямки 9, 10, 11, которые протягиваются от конца цилиндрического пояска вдоль резьбовой части на длине L = 2р, где р - шаг резьбы. Выямки имеют плоское основание и расположены относительно друг друга под углом 120°. Выполнены они с одинаковой глубиной, а диаметр вписанной окружности, образованной плоскими основаниями выямок, d2 = (0,9-1,0)d1, где d1 - минимальный внутренний диаметр резьбы стержня болта. Форма режущей части на выходе зачищающих выямок составляет угол γ = 10-25°, имитирующий передний угол режущей части резьбообразующего инструмента. Диаметр гладкого цилиндрического направляющего пояска d = (0,9-0,95)d2.
При вворачивании болта в резьбовое отверстие каждый виток резьбы срезает слой краски определенной толщины, обеспечивая равномерное заполнение краски в выямках и низкое значение момента ввинчивания в начальный момент заворачивания болта.
Использование данного самозачищающего болта позволит значительно повысить производительность автоматической сборки, исключив операцию метчикования - зачищения резьбового отверстия перед заворачиванием болта.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЗАЧИЩАЮЩИЙ БОЛТ | 2002 |
|
RU2223421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ЗАЧИЩАЮЩИМИ ВЫЕМКАМИ НА СТЕРЖНЕ | 2002 |
|
RU2240201C2 |
| СРЕДСТВО ДЛЯ КРЕПЛЕНИЯ ВОДОСТОЧНЫХ ЖЕЛОБОВ (ВАРИАНТЫ) | 1998 |
|
RU2217631C2 |
| Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2612857C1 |
| ЗУБНОЙ ИМПЛАНТАТ И СПОСОБ ЕГО ВВЕДЕНИЯ | 1997 |
|
RU2158117C2 |
| Сборный инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2613002C1 |
| Резьбовое соединение с заданным усилием затяжки и способ контроля усилия затяжки резьбового соединения | 1987 |
|
SU1530839A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| РЕЗЬБОНАКАТЫВАЮЩАЯ КРЕПЕЖНАЯ ДЕТАЛЬ | 2001 |
|
RU2194197C2 |
| Крепежный узел для соединения элементов деревянных строительных конструкций | 2023 |
|
RU2820782C1 |
Настоящее изобретение относится к машиностроению, в частности к резьбовым крепежным элементам. Самозачищающий болт включает в себя головку, стержень с гладкой цилиндрической поверхностью, выполненную с зачищающими выемками резьбовую часть и направляющий поясок. На резьбовой части стержня выполнены три зачищающие выемки под углом относительно друг друга 120° и имеющие плоские основания. Расположены они на длине резьбовой части, равной двум шагам резьбы. Диаметр вписанной окружности, образованной плоскими основаниями выемок, составляет 0,9-1,0 минимального внутреннего диаметра резьбы стержня болта. Диаметр направляющего пояска соответствует 0,9-0,95 диаметра вписанной окружности, образованной плоскими основаниями выемок. Болт имеет переходный участок от направляющего пояска к резьбовой части, выполненный под углом 20-30°, имитирующим заборный конус резьбообразующего инструмента. Форма режущей части на выходе зачищающих выемок составляет угол 10-25°, имитирующий передний угол режущей части резьбообразующего инструмента. В результате уменьшается момент ввинчивания в начальный и последующий моменты сборки, снижается вероятность заклинивания при ввинчивании болта, повышается качество сборки. 1 з.п. ф-лы, 4 ил.
| US 5499895 А, 19.03.1996 | |||
| Самонарезающая вставка | 1983 |
|
SU1268110A3 |
| US 5374146 А, 20.12.1994 | |||
| US 4069720 А, 24.01.1978. | |||

