1
(21)4235983/25-27
(22)28„01.87
(46) 23.12,89o БЮЛ. 47
(72) A.A. Европейцев, B.H. Подзоров,
A.В. Семенов и В,Я. Захарченко
(53)621.88 (088.8)
(56)Авторское свидетельство СССР К 1199604, кл. F 16 В 31/02, 1983.
Иосилевич Г.Б., Строганов Г.Б„, Шарлоиский Ю.В. Затяжка и стопорение резьбовых соединенийо - М.: Машиностроение, 1985, с. 36 и 37, рис 26.
(54)РЕЗЬБОВОЕ СОЕДИНЕНИЕ С ЗАДАННЫМ УСИЛИЕМ ЗАТЯЖКИ И СПОСОБ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ
(57)Изобретение относится к машиностроению, к способу и средству контроля усилия затяжки резьбового соединения. Цель изобретения - повышение точности контроля усилия затяжки и удобства в эксплуатации Резьбовое соединение с ограниченным моментом затяжки содержит мерную шайбу 1 и зубчатую шайбу 2, установленные на стержне болта 3 между гайкой 4 и соединенными деталями 5 и 6, При затяжке гайки зубья 7 зубчатой шайбы вращаются в мерную гаайбу, вытесняя ее ма- материал в выем 8 на опорной поверхности зубчатой шайбы. При достижении заданного усилия затяжки зубья врезаются на глубину, равную их высоте. Возрастает скачкообразно момент затяжки. Затяжку прекращают и производят контроль глубины врезания зубьев по углу поворота гайки. Введение . контроля глубины врезания после появления скачка момента затяжки позволяет сделать окончательный вывод, затянуто ли соединение заданным усилием затяжки, что обеспечивает повышение точности контроля и удобства применения. 2 с., и 6 з.п.ф-лы, 4 ил
сл
с
СП
00
о
00 00
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля усилия затяжки резьбовых соединений | 1983 |
|
SU1139984A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 1993 |
|
RU2091618C1 |
| СПОСОБ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2401423C1 |
| Устройство для затяжки резьбовых соединений | 1983 |
|
SU1115896A1 |
| Способ затяжки резьбовых соединений | 1990 |
|
SU1803617A1 |
| Устройство для затяжки крупных резьбовых соединений | 1984 |
|
SU1178580A1 |
| СТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2155886C2 |
| СПОСОБ ЗАТЯЖКИ РАЗЪЕМНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1995 |
|
RU2105620C1 |
| Способ затяжки резьбовых соединений | 1976 |
|
SU795928A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537061C1 |

Изобретение относится к машиностроению, к способу и средству контроля усилия затяжки резьбового соединения. Цель изобретения - повышение точности контроля усилия затяжки и удобства в эксплуатации. Резьбовое соединение с ограниченным моментом затяжки содержит мерную шайбу 1 и зубчатую шайбу 2, установленные на стержне болта 3 между гайкой 4 и соединяемыми деталями 5 и 6. При затяжке гайки зубья 7 зубчатой шайбы вращаются в мерную шайбу, вытесняя ее материал в выем 8 на опорной поверхности зубчатой шайбы. При достижении заданного усилия затяжки зубья врезаются на глубину, равную их высоте. Возрастает скачкообразно момент затяжки. Затяжку прекращают и производят контроль глубины врезания зубьев по углу поворота гайки. Введение контроля глубины врезания после появления скачка момента затяжки позволяет сделать окончательный вывод, затянуто ли соединение заданным усилием затяжки, что обеспечивает повышение точности контроля и удобства применения. 2 с. и 6 з.п. ф-лы, 3 ил.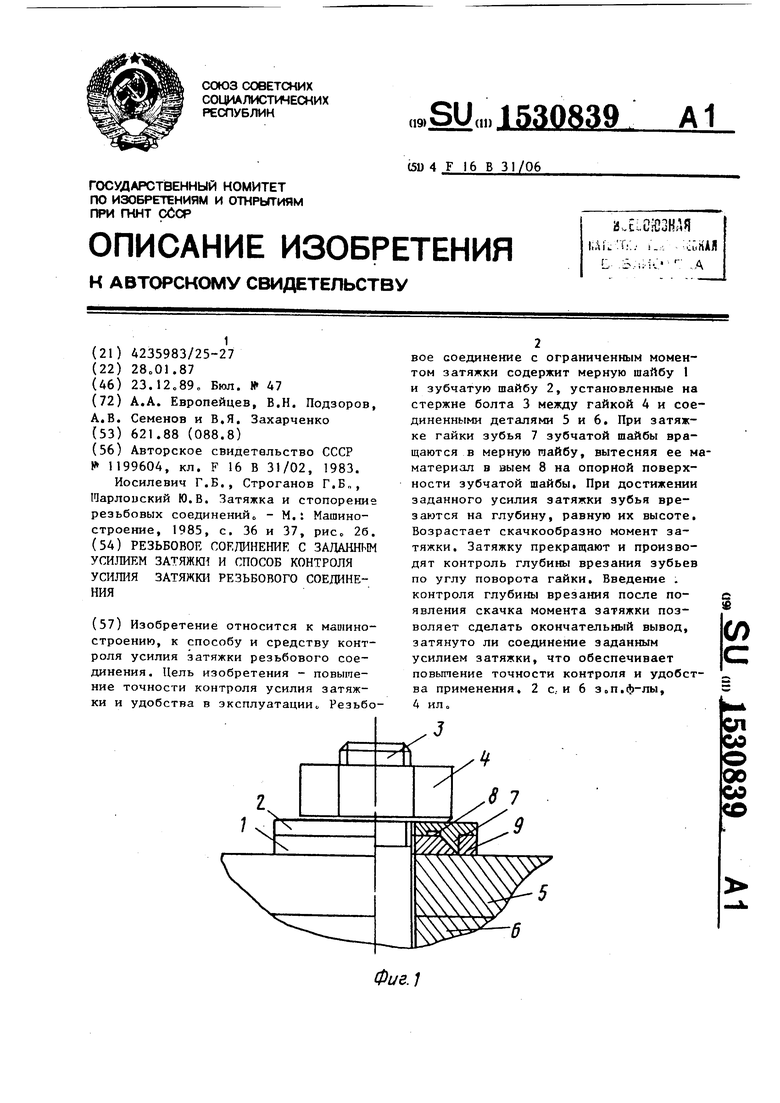
Фиг.1
Изобретение относится к машиностроению, к способу и средству контроля усилия затяжки резьбового соединения.
Цель изобретения - повышение точности контроля усилия затяжки и удобства в эксплуатации.
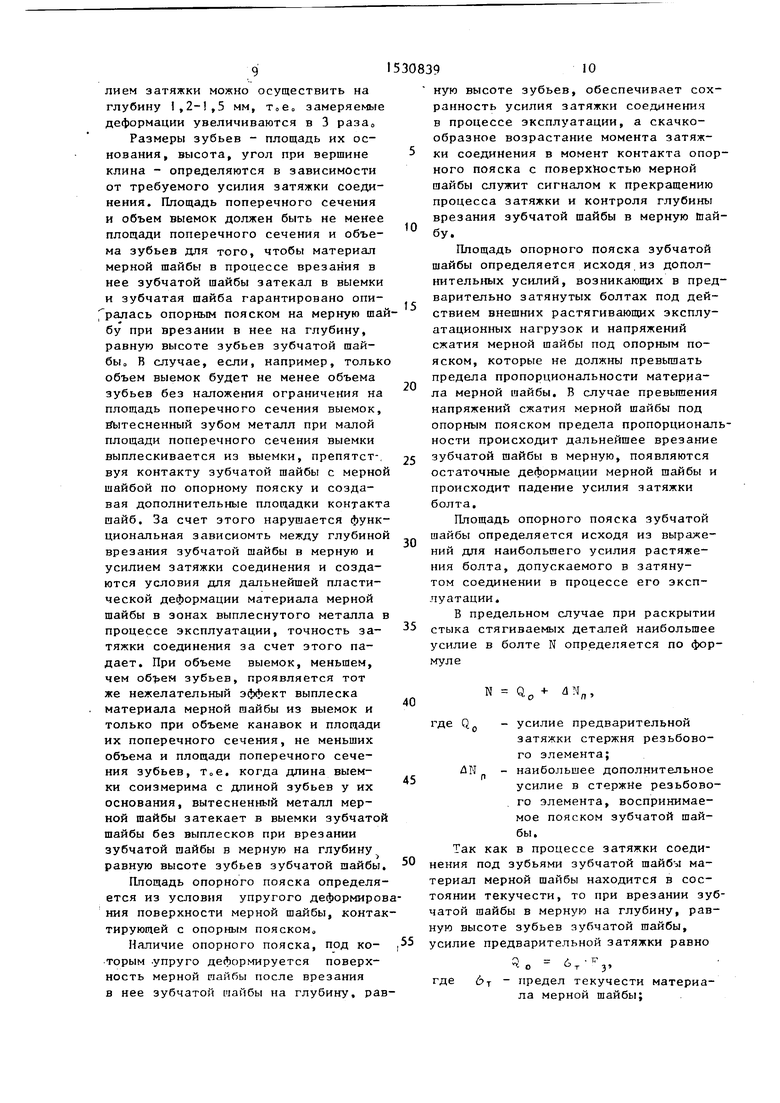
На фиг. изображено резьбовое соединение с ограниченным моментом затя ки; на фиг.2 - то же, с использованием дополнительных калибровочных шайб на фиг.З - зубчатая шайба; на фиг.А вид А на фиг.З.
Резьбовое соединение с заданным усилием затяжки содержит мерную 1
и зубчатую 2 шайбы, которые установлены па стержень болта 3 между гайкой 4 и соединительными деталями 5 и 6.
На зубчатой шайбе выполнены зубья 7 с клиновой формой поперечного сечения и выемки 8, примыкающие к скошенной поверхности зубьев, а поверхность зубчатой шайбы вокруг зубьев образует опорный поясок 9.
При затяжке резьбового соединения гайкой 4 зубчатая шайба 2 врезается в мерную колбу 1 зубьями 7, вытесняя материал мерной шайбы 1 в выемки 8. При достижении заданного усили затяжки зубчатая шайба 2 врезается в мерную шайбу 1 на глубину, равную высоте зубьев 7, и опорным пояском 9 садится на мерную шайбу 1, при этом скачкообразно возрастает момент затяжки гайки (момент на ключе), что является сигналом к прекращению затяжки соединения. Затяжку соединения прекращают и производят контроль глубины врезании зубчатой шайбы 2 в мерную имйбу дополнительно по углу поворота гайки 4,
При установке на опорный поясок 9
зубчатой ппйбы 2 набора калибровочных д после появления скачка.момента позвопайб 10 сигналом прекращения затяжки служит скачкообразное возрастание момента на ключе при опирании набора калибровочных шайб 10 на мерную шайбу 1. Контроль усилия затяжки дополнительно производят по углу поворота гайки 4, который задают, исходя из того, что глубина врезания зубчатой шайбы 2 в мерную шайбу 1 равна разности высоты зубьев 7 и толщины набора калибровочных шайб 10.
Контроль усилия затяжки превона- чально производят по появлению скачка момента затяжки (момента на клю50
55
ляет сделать окончательный вывод: затянуто ли соединение необходимым усилием затяжки либо оно затянуто, например, меньшим усилием затяжки, как это имеет место при попадании твердой частицы в резьбу„
В первом положении производят замер, когда зубья зубчатой шайбы касаются мерной шайбы, а во втором положении, когда появляется скачок момента затяжки. О факте касания или об отсутствии зазора между зубьями зубчатой шайбы и мерной шайбой судят, например, по прекращению свободного на5
0
5
0
5
0
че, при этом затяжку соединения прекращают. Однако, для обеспечения высокой точности затяжки необходимо убедиться в том, что врезание зубчатой шайбы в мерную шайбу достигнуто на заданную величину, равную высоте зубьев зубчатой шайбы. В идеальном случае, когда нет дефектных деталей в соединении, т.е. толщина мерной шайбы проконтролирована и соответствует штатной документации, высота зубьев зубчатой шайбы также находится в пределах допуска на изготовление и проконтролирована до затяжки соединения только появление скачка момента на ключе является необходимым и достаточным условием для контроля усилия затяжки и прекращения какого-либо дополнительного контроля.
Однако в практике затяжки резьбовых соединений, кроме появления дефектных деталей, в соединении могут появиться трудно контролируемые дефекты в резьбе гайки или болта, например забой резьбы гайки или болта, попадание твердых частиц в резьбу (очень часто), попадание стружки или твердых включений под опорную поверхность пояска зубчатой шайбы
Поэтому в ответственных соединениях, в которых требуется повышенный контроль усилия затяжки, необходимо -, дополнительно проконтролировать глубиг ну врезания зубчатой шайбы в мерную шайбу после появления скачка момента затяжки (скачка момента на ключе)о При наличии например, забоины или твердой частицы в резьбе резьбовых элементов также появляется скачок момента затяжки, причем преждевременно, Тоео зубчатая шайба при этом врезалась в мерную не на полную глубину
Введение контроля глубины врезания
0
5
ляет сделать окончательный вывод: затянуто ли соединение необходимым усилием затяжки либо оно затянуто, например, меньшим усилием затяжки, как это имеет место при попадании твердой частицы в резьбу„
В первом положении производят замер, когда зубья зубчатой шайбы касаются мерной шайбы, а во втором положении, когда появляется скачок момента затяжки. О факте касания или об отсутствии зазора между зубьями зубчатой шайбы и мерной шайбой судят, например, по прекращению свободного на515
винчивания гайки на болт либо визуально, либо по прекращению поворота зубчатой шайбы относительно мерной шайбы, или проворота обеих шайб относительно стержня болта. По двум замерам судят о глубине врезания зубчатой шайбы в мерную шайбу.
Наиболее простым является способ контроля глубины врезания зубчатой шайбы в мерную шайбу по углу поворота гайки или головки болта„ Начальным положением гайки для замера ее угла поворота служит положение, при котором зубчатая шайба касается зубьями мерной шайбы. В этом положении делают метки краской или наносят риски на гайке и стягиваемой детали (риски совмещают, Тово они находятся в одной плоскости, проходящей через стержень болта). При появлении скачка момента затяжки затяжку прекращают и производят отметку краской или наносят риску на детали у ранее нанесенной метки на поверхности гайки Затем производят замер угла поворота гайки от первой метки на детали до второй, пользуясь, например, шаблоном
Таким образом, операцию замера угла поворота гайки производят после появления скачка момента затяжки„ Если угол поворота гайки повышает 360 , то необходимо в процессе затяжки отсчитывать количество полных оборотов гайки относительно метки, нанесенной на поверхности детали в первом положении гайки, т.е когда зубчатая 1чайба касается мерной шайбы, а затем после появления скачка момента затяжки сделать метку на детали и добавить к углу поворота, кратному 360°, остаток, меньший 360. Замер угла поворота гайки может быть осуществлен специальным торцовым ключом с встроенным в ручку ключа угломером. При этом замер угла поворота гайки производят по показанию стрелки на шкале угломера после появления скачка момента на ключе о Начальное положение стрелки угломера фиксируют в положении гайки, при котором зубчатая шайба касается мерной шайбы. В связи с наличием допусков на изготовление резьб гайки, болта и зубчатой шайбы измеренный угол поворота гайки также может изменяться в диапазоне от от наименьшего допустимого до наибольшего допустимого угла.
-
д15 20 25 .
30
35
40
45
50
55
В случае, если угол поворота гайки не укладывается в этот диапазон, например меньше допустимого, необходимо разобрать соединение, проконтролировать детали на соответствие документации и заменить дефектные детали или убрать механические включения в резьбе, а также заменить мерную шайбу. Таким образом, контроль глубаны врезания зубчатой шайбы в мерную шайбу после появления скачка момента затяжки необходимо проводить и он может быть проведен любым из описанных способов. Однако согласно предлагаемому способу глубина врезания зубчатой шайбы в мерную шайбу может быть создана соизмеримой или превышающей шаг резьбового элемента, поэтому удобнее нанести на поверхность гайки реперные точки с равномерны -f угловым тагом, например через бО. Угловой шаг между реперными точками - это угол между лучами, соединяющими две рядом расположенные (смежные) реперные точки с осью вращения гайки и лежащими в плоскости, перг1ендикулярной оси вращения гайки.
Реперные точки - это метки в виде окра ченных краской точек, наносимых дискретно на поверхность гайки или головки болта. Их можно наносить клеймением на погерхности деталей, не окрашивая следы от ударного инструмента. В качестве реперных точек можно принять вершины ребер граней, если гайка выполнена с боковыми гранями.
При нанесении реперных точек с равным угловым шагом замер угла поворота гайки от начального положения до конечного положения удобно и просто производить без применения специального инструмента, расчитывая угол поворота гайкч по количеству реперных точек, расположенных на гайке между метками, фиксирующими положение гайки в начале и конце затяжки соединения,
В этом случае допустимый угол поворота гайки задается с точностью до величины углового шага реперных точек или с точностью до половины величины углового шага реперных точек Так, например, при задании глубины врезания зубчатой шайбы, равной , 1,5 мм, и при 1чаге резьбы резьбового элемента, равном 1 мм, номинальный угол поворота гайки при затяжке соединения равен 540. Допуск на изготовление деталей (колебание высоты зубьев зубчатой шайбы и резьб гайки и болта) составляет t5%. В этом случае допустимый угол поворота гайки задают равным 540130°. Если гайка . шестигранная и если принять вершины ребер граней гайки за реперные точки тогда допустимый угол поворота гайки задают равным девяти угловым шагам реперных точек плюс-минус половина углового шага реперных точек. При таком задании допустимого угла поворота в технической документации фиксируют, что допустимый угол поворота гайки равен 9±0,5 граней гайки. Таким образом, угловой шаг реперных точек должен быть соизмерим с допуском на угол поворота гайки или равен ему, В приведенном примере поле допуска угла поворота гайки 60° и угловой шаг реперных точек равен 60. При таком соотношении между полем допуска угла поворота гайки и угловым шагом реперных точек достигается высокая точность замеров угла поворота гайки без применения специального инструмента.
Лпя замера глубины врезания зубча- Q верхности детали наносят краской втотой шайбы с помощью реперных точек, равномерно расположенных по поверхности гайки, необходимо, чтобы глубина врезания зубчатой гайки была кратной, т.е. делилась без остатка, величина осевого перемещения гайки при ее повороте в процессе затяжки на угол, равный угловому шагу реперных точек. Если кратности нет, тогда замер угла поворота гайки с помощью реперных точек затрудняется (требуется специальный инструмент для замера остатка угла поворота).
Пример. Принимают, что глубина врезания зубчатой шайбы в мерную шайбу равна 1,5 мм, шаг резьбовых элементов 1 мм, гайка выполнена шестигранной, контроль глубины врезания зубчатой шайбы производят по углу поворота. При контроле глубины врезания зубчатой шайбы по углу поворота гайки с учетом допуска на изготовление зубчатой шайбы и резьб гайки и болта допустимый угол поворота гайки о( находится в пределах 540130 или в гранях гайки о/ 9t t,0,5 граней гайки. Навинчиванием гайки выбирают зазоры в пакете деталей и убеждаются в том, что зубчатая шай35
40
рую метку так, чтобы эта метка и метка на гайке располагалась в одной плоскости, проходящей через ось вращения болта. Затем производят замер угла поворота гайки между двумя метками на детали. Этот угол должен равняться 180130 или между метками на детали должно располагаться 3tO,5 грани гайки, В случае, если угол поворота гайки находится в заданных пределах, соединение затянуто необходимым усилием затяжки.
Замена замера пластической деформации одноосного сжатия мерной шайбы, возникающей при врезании в нее зубчатой шайбы, позволяет увеличить точность замера усилия затяжки соединения по сравнению с известным способом за счет увеличения замеряемой величины деформации мерной шайбы при одних и тех же усилиях затяжки и размерах мерной шайбы. Так, например, пластическая деформация сжатия мерной шайбы, составляющая 20% от ее высоты, равной 2 мм, составляет 0,4 мм (глубокая пластическая деформация, близкая к предельной, например, для стали 3)о Врезание в такую же шайбу зубчатой шайбы тем же уси45
50
5
0
5
ба касается мерной шайбы.. Для этого после увеличения усилия навинчивания гайки на болт пытаются повернуть зубчатую шайбу относительно мерной шайбы или вместе детали относительно болта. Если свободного поворота не происходит, значит зазора между зубчатой шайбой и мерной шайбой нет. В этом положении гайки на вершине любого ребра грани гайки у поверхности зубчатой шайбы наносят краской меткуо Рядом на поверхности детали также наносят краской метку так,чтобы метки располагались в одной плоскости, проходящей через ось болта. Эти две метки фиксируют начальное положение гайки относительно детали, в котором зубчатая шайба касается мерной шайбы. Затем производят затяжку резьбового соединения вращением гайки с помощью ключа относительно болта, который удерживают неподвижным также с помощью ключа. Ликсируя факт поворота гайки на 360 (метка г на гайке должна пройти мимо метки на детали), продолжают затяжку соединения до появления скачка момента затяжки. Затяжку прекращают. На поверхности детали наносят краской вто
рую метку так, чтобы эта метка и метка на гайке располагалась в одной плоскости, проходящей через ось вращения болта. Затем производят замер угла поворота гайки между двумя метками на детали. Этот угол должен равняться 180130 или между метками на детали должно располагаться 3tO,5 грани гайки, В случае, если угол поворота гайки находится в заданных пределах, соединение затянуто необходимым усилием затяжки.
Замена замера пластической деформации одноосного сжатия мерной шайбы, возникающей при врезании в нее зубчатой шайбы, позволяет увеличить точность замера усилия затяжки соединения по сравнению с известным способом за счет увеличения замеряемой величины деформации мерной шайбы при одних и тех же усилиях затяжки и размерах мерной шайбы. Так, например, пластическая деформация сжатия мерной шайбы, составляющая 20% от ее высоты, равной 2 мм, составляет 0,4 мм (глубокая пластическая деформация, близкая к предельной, например, для стали 3)о Врезание в такую же шайбу зубчатой шайбы тем же уси
лием затяжки можно осуществить на глубину 1,2-1,5 мм, Тово замеряемые деформации увеличиваются в 3 разао Размеры зубьев - площадь их основания, высота, угол при вершине клина - определяются в зависимости от требуемого усилия затяжки соединения . Площадь поперечного сечения и объем выемок должен быть не менее площади поперечного сечения и объема зубьев для того, чтобы материал мерной шайбы в процессе врезания в нее зубчатой щайбы затекал в выемки и зубчатая щайба гарантировано опи- ралась опорным пояском на мерную шайбу при врезании в нее на глубину, равную высоте зубьев зубчатой шай- бЫо В случае, если, например, только объем выемок будет не менее объема зубьев без наложения ограничения на площадь поперечного сечения выемок, йытесненный зубом металл при малой площади поперечного сечения выемки выплескивается из выемки, препятст-, вуя контакту зубчатой шайбы с мерной шайбой по опорному пояску и создавая дополнительные площадки контакта шайб. За счет этого нарушается функциональная зависиомть между глубиной врезания зубчатой шайбы в мерную и усилием затяжки соединения и создаются условия для дальнейшей пластической деформации материала мерной шайбы в зонах выплеснутого металла в процессе эксплуатации, точность затяжки соединения за счет этого падает. При объеме выемок, меньшем, чем объем зубьев, проявляется тот же нежелательный эффект выплеска материала мерной шайбы из выемок и только при объеме канавок и площади их поперечного сечения, не меньших объема и площади поперечного сече- ння зубьев, Тое, когда длина выемки соизмерима с длиной зубьев у их основания, вытесненный металл мерной шайбы затекает в выемки зубчатой шайбы без выплесков при врезании зубчатой шайбы в мерную на глубину равную высоте зубьев зубчатой шайбы. П-ЛОщадь опорного пояска определяется из условия упругого деформирования поверхности мерной шайбы, контактирующей с опорным ПОЯСКОМо
10
15
20
25
30
35
40
45
50
ную высоте зубьев, обеспечивает сох ранность усилия затяжки соединения в процессе эксплуатации, а скачкообразное возрастание момента затяжки соединения в момент контакта опо ного пояска с поверхностью мерной щайбы служит сигналом к прекращению процесса затяжки и контроля глубины врезания зубчатой щайбы в мерную Шай бу.
Площадь опорного пояска зубчатой шайбы определяется исходя из дополнительных усилий, возникающих в пред варительно затянутых болтах под действием внешних растягивающих эксплуатационных нагрузок и напряжений сжатия мерной шайбы под опорным пояском, которые не должны превьппать предела пропорциональности материала мерной шайбы. В случае превышения напряжений сжатия мерной шайбы под опорным пояском предела пропорционал ности происходит дальнейшее врезание зубчатой щайбы в мерную, появляются остаточные деформации мерной шайбы и происходит падение усилия затяжки болта.
Площадь опорного пояска зубчатой шайбы определяется исходя из выражений для наибольшего усилия растяжения болта, допускаемого в затянутом соединении в процессе его эксплуатации.
В предельном случае при раскрытии стыка стягиваемых деталей наибольшее
усилие муле
где Q,
в болте N определяется по фор
N
4N
п
- усилие предварительной затяжки стержня резьбового элемента;
ЛЫ - наибольшее дополнительное п
усилие в стержне резьбово го элемента, воспринимаемое пояском зубчатой шайбы.
Так как в процессе затяжки соединения под зубьями зубчатой шайбы материал мерной щайбы находится в состоянии текучести, то при врезании зуб чатой щайбы в мерную на глубину, равную высоте зубьев зубчатой шайбы.
Наличие опорного пояска, под ко- ,55 усилие предварительной затяжки равно
торым упруго деформируется поверхность мерной шайбы после врезания в нее зубчатой шайбы на глубину, рав0
5
0
5
0
5
ную высоте зубьев, обеспечивает сохранность усилия затяжки соединения в процессе эксплуатации, а скачкообразное возрастание момента затяжки соединения в момент контакта опорного пояска с поверхностью мерной щайбы служит сигналом к прекращению процесса затяжки и контроля глубины врезания зубчатой щайбы в мерную Шайбу.
Площадь опорного пояска зубчатой шайбы определяется исходя из дополнительных усилий, возникающих в предварительно затянутых болтах под действием внешних растягивающих эксплуатационных нагрузок и напряжений сжатия мерной шайбы под опорным пояском, которые не должны превьппать предела пропорциональности материала мерной шайбы. В случае превышения напряжений сжатия мерной шайбы под опорным пояском предела пропорциональности происходит дальнейшее врезание зубчатой щайбы в мерную, появляются остаточные деформации мерной шайбы и происходит падение усилия затяжки болта.
Площадь опорного пояска зубчатой шайбы определяется исходя из выражений для наибольшего усилия растяжения болта, допускаемого в затянутом соединении в процессе его эксплуатации.
В предельном случае при раскрытии стыка стягиваемых деталей наибольшее
усилие муле
в болте N определяется по фор40
N
4N
п
5
0
где Q,
- усилие предварительной затяжки стержня резьбового элемента;
ЛЫ - наибольшее дополнительное п
усилие в стержне резьбового элемента, воспринимаемое пояском зубчатой шайбы.
Так как в процессе затяжки соединения под зубьями зубчатой шайбы материал мерной щайбы находится в состоянии текучести, то при врезании зубчатой щайбы в мерную на глубину, равную высоте зубьев зубчатой шайбы.
Чс
- 6.
где
6т предел текучести материала мерной шайбы;
F, - суммарная площадь основания зубьев зубчатой шайбы. Так как предельные напряжения в материале мерной шайбы под опорным пояском зубчатой шайбы не должны пре- вышатб предела пропорциональности материала мерной шайбы, то наибольшее дополнительное усилие в стержне резьбового элемента определяется по формуле
153083912
гайкой и мерной шайбой и выполненной с клинообразными зубьями и выемками со стороны мерной шайбы, при этом объем выемок не менее объема зубьев, а площадь опорной поверхности зубчатой шайбы выбирается из соотношения
F,f L ,
бо
10
л
п 6рП
где 6,
- предел пропорциональности
материала мерной шайбы; F - площадь опорного пояска
зубчатой шайбы. Наибольшее усилие на стержень резьбового элемента определяется по формуле
N - &1-F5 ,
где б - допускаемое напряжение 25 растяжения материала стержня резьбового элемента; Fg - наименьшая площадь поперечного сечения стержня резьбового элементао зо Приравнивая выражение для N, определяемого через QQ , 4Np и 6 ,
Fg, получают выражение для площади опорного пояска мерной шайбы
п
dTp
Выражение для площади опорного пояска представлено в виде неравенства для того, чтобы и в предельном случае нагружения резьбового соединения более надежно гарантировать сохранение усилия затяжки резьбового соединения.
Предложенный способ контроля усилия затяжки резьбового соединения позволяет повысить точность контроля и повышает удобство его применения,
Фо.рмула изобретения
1, Резьбовое соединение с заданным усилием затяжки, содержащее болт и гайку и мерную шайбу, установленную под гайкой, отличающее- с я тем, что, с целью повышения точ Чости контроля усилия затяжки и удобства эксплуатации, оно снабжено зубчатой шайбой, установленной между
10
л
15
20
25 зо
35
40
45
50
55
где F,
суммарная площадь оснований зубьев зубчатой шайбы; предел текучести и предел пропорциональности материала мерной гаайбы соответственно,
2,Соединение по п,1, о т л и ч а- ю щ е е с я тем, что площадь поперечного сечения зубьев зубчатой шайбы не менее площади поперечного сечения выемок зубчатой шайбы,
3,Соединение по пп,1 и 2, о т- личающееся тем, что оно снабжено набором калиброванных шайб, размещенных между мерной и зубчатой шайбами,
4,Соединение по пп,1-3, о т л й- чающееся тем, что гайка или головка болта выполнены с реперными точками, расположенными с равномерным угловым шагом,
5,Способ контроля усилия затяжки резьбового соединения, включающий регистрацию скачкообразного момента затяжки, отличающийся тем, что регистрацию скачкообразного возрастания момента затяжки осуществляют при соответствии глубины врезания зубьев зубчатой щайбы в мерную шайбу высоте зубьев зубчатой шайбы,
6,Способ по п,5, отличающийся тем, что глубину врезания зубьев зубчатой шайбы в мерную шайбу дополнительно контролируют по величине угла поворота гайки от момента касания зубьев зубчатой шайбы с мерной шайбой до скачкообразного возрастания момента затяжки,
7,Способ по п,5, отличающийся тем, что глубину врезания зубьев зубчатой шайбы в мерную шайбу дополнительно контролируют по величине осевого перемещения гайки или
/
Ф1лг.З
Фиг. 2
Вид А
/2
Фиг..
