Изобретение относится к нефтегазодобывающей и геологоразведочной отраслям промышленности и предназначено для нарезания резьб треугольного и трапецеидального профилей обсадных труб по ГОСТ 632-80 непосредственно на устье скважин.
Известно устройство для нарезания резьбы на трубах на устье скважин [1], состоящее из стола, гидропривода, резцедержателя, механизма вращения и подачи режущего инструмента, включающего узел преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента, копира и салазок, снабженное обоймой центрирующей с двумя цилиндрическими поясками, опорным буртом с центрирующим пояском, оснащенной четырьмя внутренними сменными установочными винтами, обеспечивающими нарезание резьбы на трубах различного диаметра, и четырьмя наружными удлиненными регулировочными винтами с призматическими упорами с крестообразным рифлением на рабочей поверхности.
Однако известное устройство обладает следующими существенными недостатками:
1. Конструкция устройства вызывает необходимость раздельного монтажа его узлов на оголовке обсадной трубы:
- вначале, посредством специального приспособления для монтажа, на трубу устанавливается обойма центрирующая с последующей настройкой посредством резьбовых втулок 57 требуемой длины обточки и нарезания резьбы для данного типоразмера обсадной трубы (1, фиг.8);
- затем, после демонтажа приспособления, на обойму центрирующую устанавливают механизм подачи и вращения режущего инструмента с последующим креплением его к обойме,
Поэтапный процесс монтажа устройства на устье скважины требует дополнительных затрат времени, снижает производительность труда и ресурс работы устройства.
2. Привод исполнительных механизмов устройства осуществляется одним гидромотором, при этом усилия, возникающие в зубчатом зацеплении, трансформируются в неравномерно прилагаемые усилия резания при вращении резцовой головки вокруг центральной оси в процессе обтачивания конусной поверхности и нарезания на ней резьбы, что приводит к частому заклиниванию резцовой головки, а иногда и к поломке резца, приводящие к заметному ухудшению качества резьбы. В связи с этим возникает необходимость неоправданно уменьшать глубину резания, что соответственно увеличивает время, затрачиваемое на процесс выполнения резьбовой поверхности.
Целью изобретения является получение технического результата, при котором обеспечивается безраздельный, в сборе, монтаж устройства на устье скважины и соответственно снижаются трудоемкость и время установки устройства на трубе, а также исключается возможность заклинивания резцовой головки, уменьшается время на выполнение процесса нарезания резьбы, увеличиваются производительность труда, качество резьбовой поверхности и ресурс работы устройства.
Указанный технический результат достигается тем, что в устройстве для нарезания резьбы на трубах на устье скважин, состоящем из стола, гидропривода, резцедержателя, механизма вращения и подачи режущего инструмента, включающего узел преобразования вращательного движения во вращательно-поступательное, копира, салазок и обоймы центрирующей с двумя цилиндрическими поясками, опорным буртом с центрирующим пояском, оснащенной четырьмя внутренними сменными установочными винтами, обеспечивающими нарезание резьбы на трубах различного диаметра, и четырьмя наружными удлиненными регулировочными винтами с призматическими упорами с крестообразным рифлением на рабочей поверхности, для осуществления безраздельного монтажа устройства в сборе на оголовок обсадной трубы винт механизма вращения и подачи режущего инструмента выполнен с четырьмя овальными сквозными отверстиями, равномерно размещенными по диаметру на цилиндрической его части и обеспечивающими доступ в исходном, верхнем, положении стола, скрепленного с винтом, к четырем внутренним сменным установочным винтам обоймы центрирующей при совмещении центров овальных сквозных отверстий с осями установочных винтов, с целью центровки ее направляющих поясков по наружной поверхности обсадной трубы с помощью специнструмента (торцового ключа и отвертки, размещенной в сквозном осевом отверстие торцового ключа), а монтаж устройства выполняется с помощью съемной плиты монтажной, оснащенной комплектом, состоящим из сменных опорных фланцев - проставок, соединяемых с плитой монтажной, и нескольких парных, по две, сменных стоек, которые скрепляются с колесом механизма вращения и подачи режущего инструмента, и обеспечивающим выполнение требуемой длины резьбы для каждого типоразмера обрабатываемой обсадной трубы, кроме того, с целью выравнивания значений усилия резания и устранения заклиниваний резцовой головки, поломок резца при обработке, а также улучшения качества выполняемой резьбы привод устройства выполнен из двух диаметрально противоположно расположенных гидромоторов.
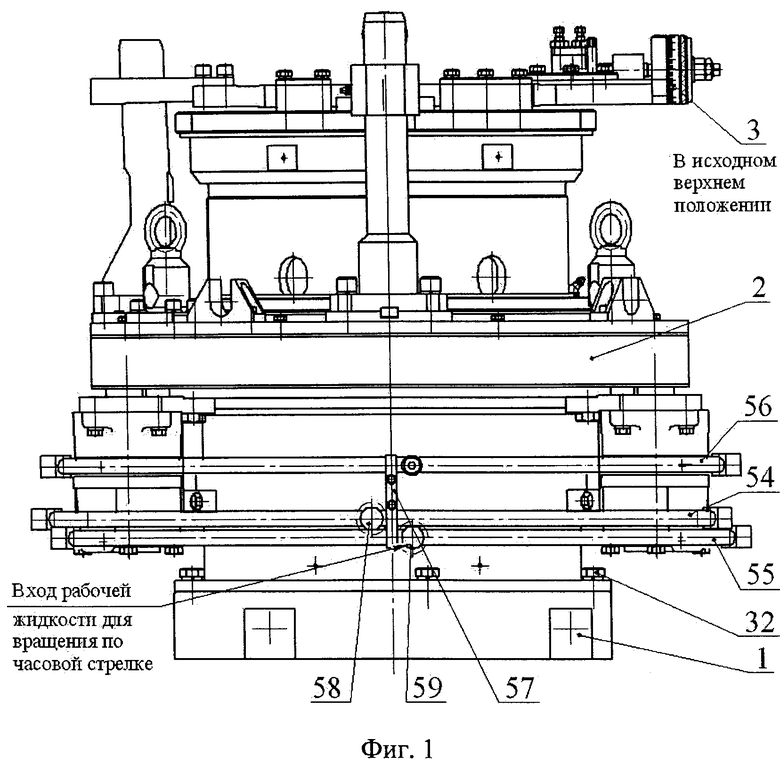
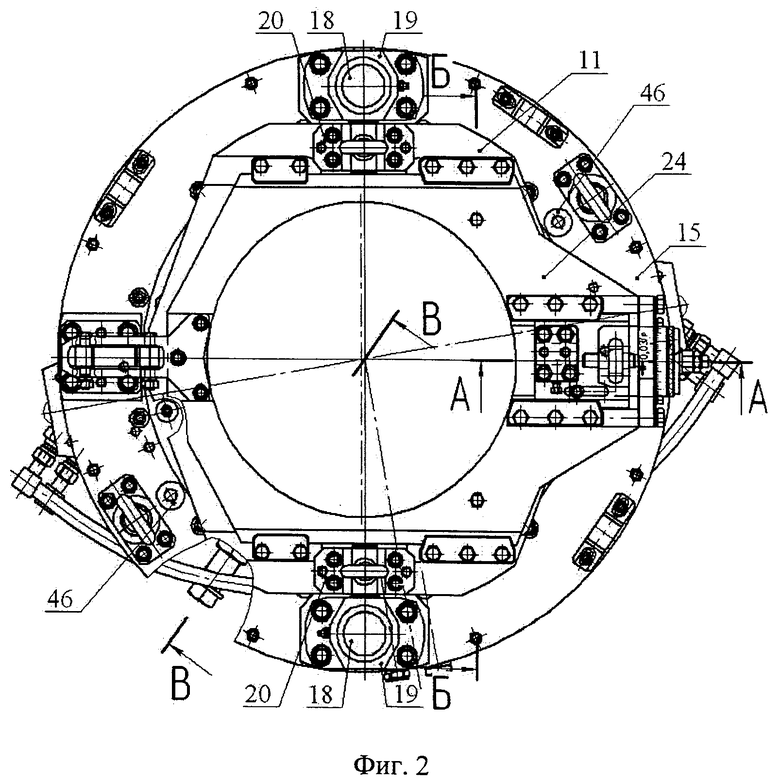
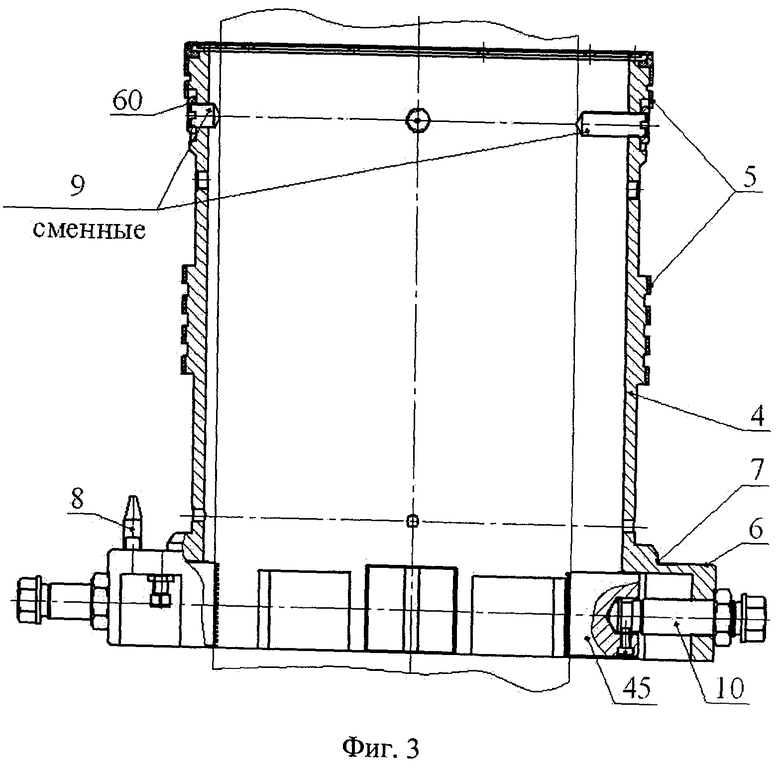
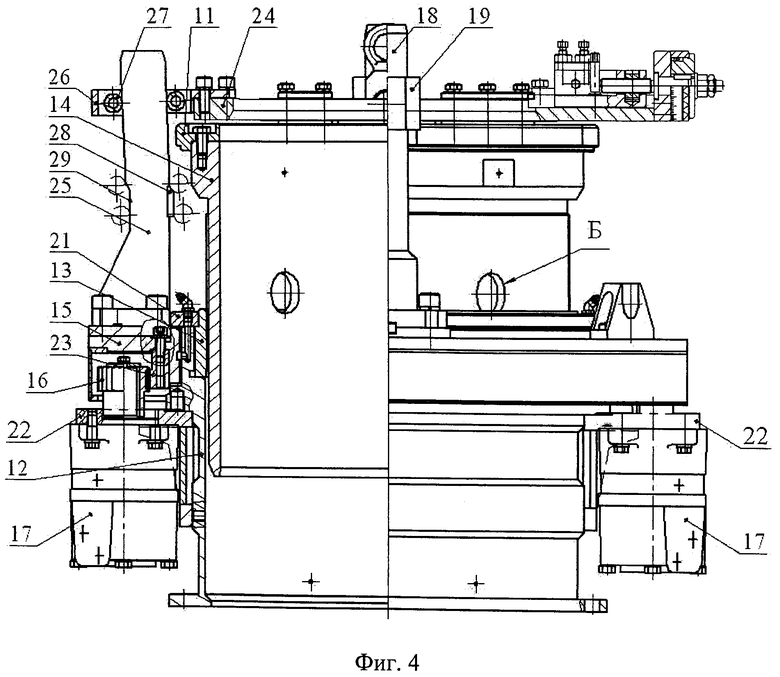
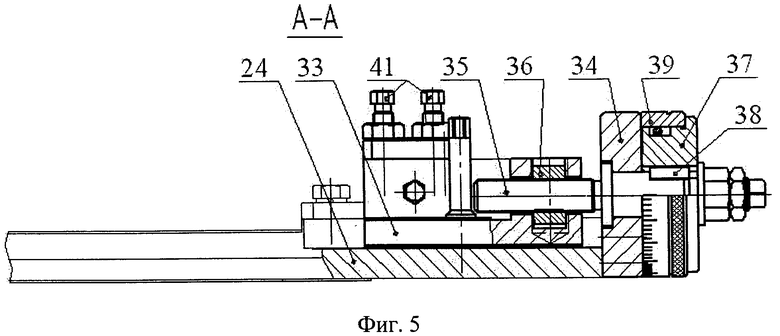
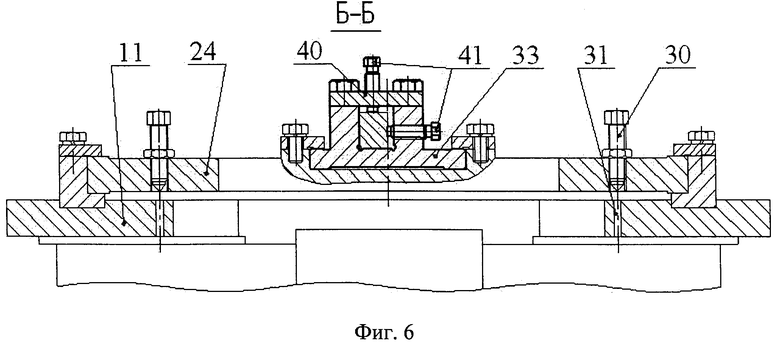
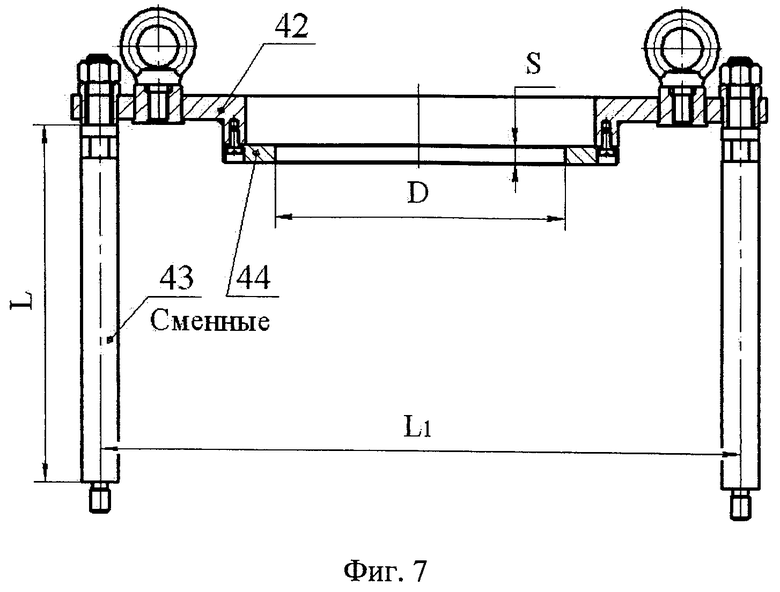
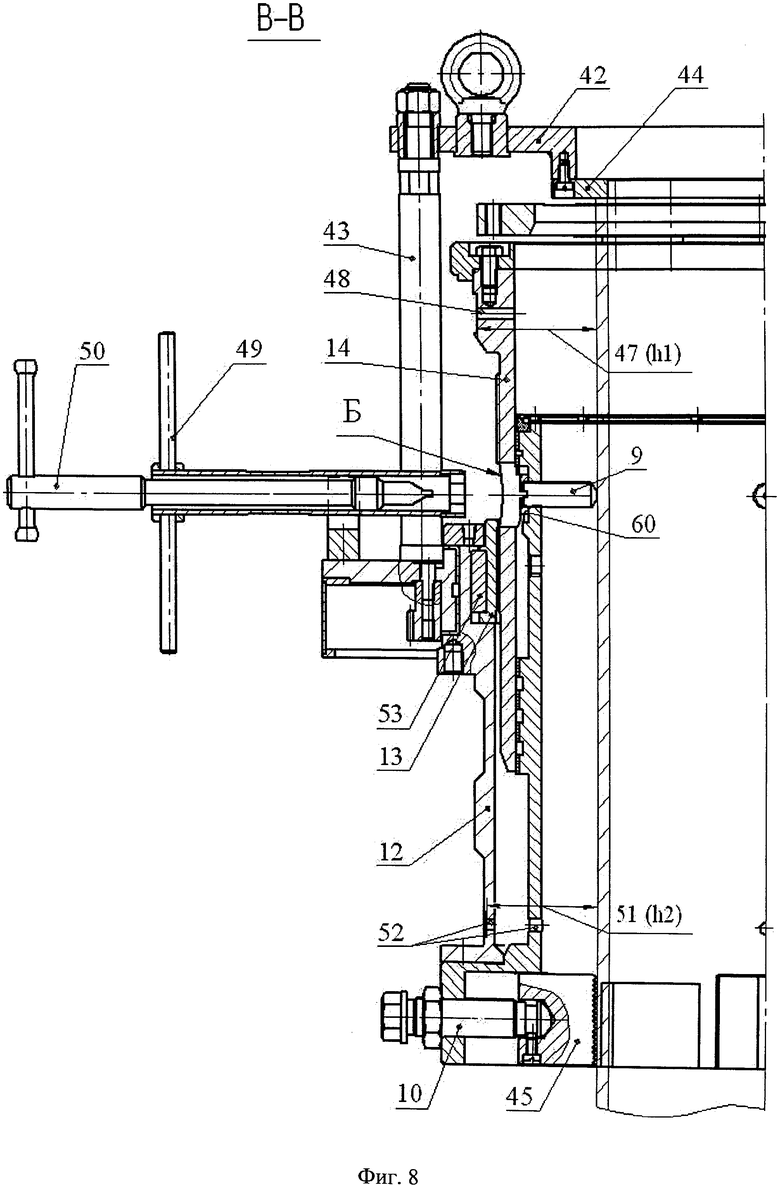
Конструкция устройства поясняется чертежами, где на фиг.1 и 2 показаны общие виды устройства спереди и сверху соответственно, на фиг.3 - обойма центрирующая, на фиг.4 - механизм вращения и подачи режущего инструмента, на фиг.5 и 6 - механизм крепления режущего инструмента по сеч. А-А и Б-Б на виде сверху (фиг.2), на фиг.7 - плита монтажная, на фиг.8 - устройство в сборе с плитой монтажной, установленное на оголовок обсадной трубы по сеч. В-В на виде сверху (фиг.2).
Устройство состоит из следующих основных узлов:
- обоймы центрирующей 1;
- механизма вращения и подачи режущего инструмента 2, включающего узел преобразования вращательного движения от привода во вращательно-поступательное движение режущего инструмента;
- механизма крепления режущего инструмента 3;
- плиты монтажной (фиг.7).
I. Обойма центрирующая состоит из непосредственно обоймы 4, снабженной двумя цилиндрическими направляющими поясками 5, опорным буртом 6 с центрирующим пояском 7 и штыря - ловителя 8, закрепленного на опорном бурте 6, четырех внутренних установочных винтов 9, равномерно размещенных между направляющими поясками 5 по цилиндрической поверхности обоймы 4, четырех наружных регулировочных винтов 10, равномерно размещенных под опорным буртом 6 по цилиндрической поверхности обоймы 4. Регулировочные винты 10 снабжены призматическими упорами 45, размещенными в прямоугольных выборках, выполненных во внутренней расточке обоймы 4. Рабочая поверхность упоров, охватывающая обсадную трубу, выполнена с крестообразным рифлением. Внутренние установочные винты 9 предназначены для центрирования цилиндрических поясков 5 обоймы 4 по наружному диаметру обсадной трубы. Наружные регулировочные винты 10 предназначены для центрирования режущего инструмента по торцу обсадной трубы и обеспечивают настройку на обточку и нарезку резьбы строго соосно с осью обсадной трубы. С целью возможности использования устройства на обсадных трубах различного диаметра оно комплектуется внутренними установочными винтами 9 различной длины. Наружные регулировочные винты 10 выполнены удлиненными.
II. Механизм вращения и подачи режущего инструмента включает в себя:
а) Узел преобразования вращения приводных валов гидромоторов 17, размещенных диаметрально противоположно друг другу, во вращательно-поступательное движение стола 11 вдоль образующей обсадной трубы, состоящий из цельного корпуса 12, сменных (по типоразмеру нарезаемой резьбы) гайки 13 и винта 14, скрепленного со столом 11, шестерен 16, насаженных на валы диаметрально расположенных гидромоторов 17, двух диаметрально расположенных скалок 18, закрепленных на диске колеса 15 и подвижно соединенных с серьгами 19, размещенных в цапфах 20, скрепленных со столом 11. Гайка 13 установлена со стороны верхнего торца корпуса 12 на бурт внутренней расточки и фиксируется двумя диаметрально расположенными шпонками 53.
Ступица колеса 15 охватывает шейку верхнего торца корпуса 12 и опирается на ее буртик. Гайка 13 и ступица колеса 15 сверху фиксируется фланцем 21, скрепленным с корпусом 12. Гидромоторы 17 размещены в кронштейнах 22, скрепленных с корпусом 12. Одноименные рабочие напорные и дренажные линии полости гидромоторов соединены между собой стальными трубопроводами 54, 55, и 56, скрепленными к корпусу 12 планкой 57. Напорные трубопроводы 54 и 55 оснащены элементами быстроразборного соединения муфтой 58 и штекером 59 соответственно. Корпус 12 при сборке с центрирующей обоймой ориентируется штырем - ловителем 8, базируется на опорный бурт 6 обоймы 4 по ее центрирующему пояску 7 и жестко скрепляется с буртом обоймы 4 болтами 32. Вращение от валов гидромоторов 17 к винту 14 передается через цилиндрическую зубчатую передачу (шестерни 16 - зубчатый венец 23, скрепленный с колесом 15) с внешним зацеплением, вертикальные скалки 18, серьги 19, цапфы 20, стол 11. Винт 14, вращаясь в гайке 13, перемещается со столом 11 по направляющим пояскам 5 обоймы центрирующей 4. При реверсировании вращения валов гидромоторов происходит изменение направления вращения и перемещения винта 14 со столом 11 на обратное. Сменные винт и гайка обеспечивают нарезание резьбы необходимого типоразмера.
На цилиндрической части винта 14 механизма вращения и подачи режущего инструмента 2 выполнены четыре овальных сквозных отверстия Б, обеспечивающие доступ в исходном верхнем положении стола 11, скрепленного винтом 14, к четырем внутренним сменным установочным винтам 9 обоймы центрирующей 1 при совмещение центров овальных сквозных отверстий с винтами 9 обоймы 4 для центровки ее направляющих поясков 5 по наружной поверхности обсадной трубы с помощью специнструмента 49 и 50.
б) Конусообразующий узел, состоящий из салазок 24, размещенных на столе 11 в призматических направляющих стола 11, наклонной стойки 25, закрепленной на диске колеса 15 и служащей в качестве копира, и кронштейна 26 с роликами 27, закрепленного на салазках 24. Кронштейн 26 с роликами 27 охватывает наклонную стойку 25 по ее плоскопараллельным поверхностям. Салазки 24 с наклонной стойкой 25 обеспечивают при обточке оголовка трубы и нарезании на нем резьбы заданную конусность. Закрепленный на наклонной стойке 25 упор 28 и местная выработка 29 на ней обеспечивают вывод резца из зоны резания в конце рабочего хода устройства - перемещении стола вниз. Два стопорных винта 30, размещенных напротив отверстий 31 стола 11, обеспечивают возможность при их ввинчивании до упора в отверстия 31 стола 11 и демонтаже с салазок 24 кронштейна 26 с роликами 27 осуществлять цилиндрическую обточку трубы данным устройством.
III. Механизм крепления режущего инструмента и настройки глубины резания конструктивно встроен в салазки 24 и состоит из ползуна 33, размещенного в призматических направляющих салазок 24, стойки 34, скрепленной с торцом салазок 24, винта 35, размещенного в стойке 34 и соединенной с гайкой 36, размещенной в ползуне 33, втулки 37, насаженной на винт 35 и соединенной с ним шпонкой 38, подпружиненного делительного кольца - лимба 39, устанавливаемого на начало отсчета и размещенного между буртом втулки 37 и стойкой 34, снабженной началом отсчета. Ползун 33 и планка 40 с ввинченным в них винтами 41 обеспечивают размещение и крепление в них режущего инструмента - резцов проходных и резьбовых. Для перемещения режущего инструмента (подвод, отвод) и настройки глубины резания свободный торец винта 35 выполнен в виде квадрата.
IV. Плита монтажная предназначена для безраздельной установки устройства в сборе на оголовок обсадной трубы и включает в себя собственно плиту 42, комплект сменных опорных фланцев-проставок 44 толщиной S и диаметрами D, сопрягаемыми с диаметрами обрабатываемой трубы, и комплект сменных стоек 43 с различной длиной L (по 2 шт.), скрепляемых с бобышками 46 колеса 15 механизма вращения и подачи режущего инструмента и обеспечивающих совместно с проставками 44 необходимую длину выполняемой резьбы на обрабатываемом типоразмере обсадной трубы.
Подготовка устройства к работе осуществляется следующим образом.
При верхнем исходном положении стола 11 с винтом 14 механизма вращения и подачи режущего инструмента 2 в сборе с обоймой центрирующей 1 и совмещенных положениях резьбовых отверстий внутренних установочных винтов 9 обоймы 4 с серединами четырех овальных сквозных отверстий Б винта 14 ввинчиваются в резьбовые отверстия обоймы винты 9 длиной, соответствующей диаметру обсадной трубы, на размер, достаточный для свободного прохода ее оголовка.
Вращением наружных регулировочных винтов 10 обоймы центрирующей ее упоры 45 устанавливаются на размер, достаточный для свободного прохода обсадной трубы при монтаже устройства на ее оголовок.
В резьбовые отверстия бобышек 46 колеса 15 ввинчиваются две сменные стойки 43 длиной L, к ним крепится плита 42 в сборе со сменным фланцем-проставкой 44 толщиной S и диаметром D. Стойки 43 и проставки 44 подбираются в соответствии с параметрами нарезаемой резьбы по ее длине и диаметру.
Устройство, скрепленное с плитой монтажной, монтируется на оголовок обсадной трубы, после чего внутренними винтами 9 центрируют направляющие пояски 5 обоймы центрирующей 4 по наружной поверхности обсадной трубы с требуемой точностью, контролируя размер 47 (h1) глубономером штангенциркуля через отверстия 48 винта 14 механизма вращения и подачи режущего инструмента, размещенных над внутренними установочными винтами 9 обоймы центрирующей. Положение отцентрированных направляющих поясков 5 обоймы фиксируется контргайками 60 винтов 9 с помощью специнструмента (торцового ключа и отвертки) 50 и 49.
Ввинчиванием наружных регулировочных винтов 10 выполняют зажим обсадной трубы упорами 45 и центрирование нижнего бурта корпуса 12 механизма вращения и подачи режущего инструмента, скрепленного с обоймой центрирующей по наружной поверхности обсадной трубы с требуемой точностью, контролируя размер 51 (h2) через отверстия 52. После чего плита 42 демонтируются со стоек 43, которые в свою очередь вывинчиваются из бобышек 46.
Далее закрепляют в ползуне 33 проходной резец для обточки и подсоединяют к стальным трубопроводам 54, 55 и 56 устройства рукава гидростанции:
напорные, оснащенные элементами быстроразборного соединения (штекером и муфтой) и дренажный.
Работа устройства осуществляется следующим образом.
Включением гидромоторов устройства резец выводится на исходное положение таким образом, чтобы режущая кромка резца была выше торца оголовка на 3…5 мм. Вращением винта 35 за его квадрат устанавливается требуемая глубина резания. Включением гидромоторов на рабочий ход устройства (вращение резца должно быть по часовой стрелке с ходом вниз) осуществляется процесс резания - обточки оголовка обсадной трубы. После выхода резца из зоны резания в конце хода стола вниз гидромоторы выключаются. Вращением винта 35 резец отводится от оголовка. Включением гидромоторов устройства на обратный ход резец выводится в верхнее исходное положение.
После завершения обточки оголовка обсадной трубы на конус до требуемого наружного диаметра в плоскости его торца выполняется замена проходного резца на резьбонарезной. Вращением винта 35 настраивается заданная глубина резания. Включением гидромоторов на рабочий ход устройства осуществляется процесс нарезания резьбы на оголовке обсадной трубы с последующим отводом резца из зоны резания.
Демонтаж устройства выполняется в следующей последовательности:
- вращением винта 35 резец отводится от оголовка обсадной трубы;
- включением гидромоторов на обратный ход резец выводится в верхнее исходное положение до совмещения четырех овальных сквозных отверстий винта 14 механизма вращения и подачи режущего инструмента с четырьмя внутренними установочными винтами 9 обоймы центрирующей. Гидромоторы выключаются. Рукава гидростанции отсоединяются от стального трубопровода устройства;
- монтируется плита монтажная на бобышки 46 колеса 15 механизма вращения и подачи режущего инструмента;
- с помощью специнструмента (торцового ключа и отвертки) 49 и 50 расконтриваются контргайки винтов 9 и вывинчиваются вместе с винтами из обоймы центрирующей;
- вывинчиванием наружных регулировочных винтов 10 освобождают обсадную трубу от зажима ее упорами 45. После чего демонтируют устройство в сборе с монтажной плитой с оголовка обсадной трубы.
Устройство изготовлено и испытано в цеховых и полевых условиях на Оренбургском газоконденсатном месторождении.
Источники информации
1. «Устройство для нарезания резьбы на трубах на устье скважин», патент на изобретение №2190078, 27.09.2002 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 1997 |
|
RU2132924C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1997 |
|
RU2128277C1 |
| Устройство для нарезания резьбы | 1990 |
|
SU1773608A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 1997 |
|
RU2128276C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД ДАВЛЕНИЕМ УСО-70 | 2015 |
|
RU2603413C2 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1966 |
|
SU468726A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
Изобретение относится к нефтегазодобывающей и геологоразведочной отраслям промышленности и предназначено для нарезания резьб треугольного и трапецеидального профилей обсадных труб по ГОСТ 632-80 на устье скважин. Цель изобретения заключается в исключении процесса поэлементной сборки, устройства на устье скважины и снижении трудоемкости и времени установки устройства на трубе. Также в устранении заклинивания резцовой головки, уменьшении времени на выполнение процесса нарезания резьбы. Цель достигается за счет обеспечения доступа к установочным винтам собранного устройства, а также осуществления привода вращения резцовой головки вокруг оси скважины двумя гидромоторами. Гидромоторы расположены диаметрально противоположно друг другу. Они обеспечивают выравнивание усилий резания при обточке конусной поверхности оголовка обсадной трубы и нарезания на ней резьбы. 2 з.п. ф-лы, 8 ил.
1. Устройство для нарезания резьбы на трубах на устье скважин, состоящее из стола, гидропривода, резцедержателя, механизма вращения и подачи режущего инструмента, включающего узел преобразования вращательного движения во вращательно-поступательное, копира, салазок и обоймы центрирующей с двумя цилиндрическими поясками, опорным буртом с центрирующим пояском, оснащенной четырьмя внутренними сменными установочными винтами, обеспечивающими нарезание резьбы на трубах различного диаметра, и четырьмя наружными удлиненными регулировочными винтами с призматическими упорами с крестообразным рифлением на рабочей поверхности, отличающееся тем, что для осуществления безраздельного монтажа устройства в сборе на оголовок обсадной трубы винт механизма вращения и подачи режущего инструмента выполнен с четырьмя овальными сквозными отверстиями, равномерно размещенными по диаметру и обеспечивающими доступ в исходном верхнем положении стола, скрепленного с винтом, к четырем внутренним сменным установочным винтам обоймы центрирующей при совмещении центров овальных сквозных отверстий с осями установочных винтов, с целью центровки ее направляющих поясков по наружной поверхности обсадной колонны.
2. Устройство по п.1, отличающееся тем, что монтаж устройства в сборе на оголовок обсадной трубы выполняется с помощью съемной плиты монтажной, оснащенной комплектом, состоящим из сменных опорных фланцев, соединяемых с плитой монтажной, и двух стоек для каждого типоразмера обрабатываемой обсадной трубы и обеспечивающим выполнение требуемой длины резьбы, которая скрепляется с колесом механизма вращения и подачи режущего инструмента посредством стоек.
3. Устройство по п.1, отличающееся тем, что, с целью выравнивания значений усилия резания и устранения заклиниваний резцовой головки и поломок резца при обработке, привод устройства выполнен из двух диаметрально противоположно расположенных гидромоторов.
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 1997 |
|
RU2132924C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 1997 |
|
RU2128276C1 |
| JP 9183018 A, 15.07.1997 | |||
| US 2002166423 A1, 14.11.2002 | |||
| US 2005169722 A1, 04.08.2005. | |||

