Изобретение относится к черной металлургии, в частности к термической обработке арматурной стали с использованием тепла прокатного нагрева, и может быть использовано при производстве высокопрочной стержневой арматуры.
Известны способы термической обработки проката. Например, известен способ термической обработки с использованием тепла прокатного нагрева, включающий переохлаждение поверхности ниже точки Мн на глубину 0,3-0,5 мм со скоростью V=(2,4/D×104 ± 150)°C/c с последующим отогревом до Мн+(200-300)°С в течение времени τ, определяемого из математического выражения (1,3-0,0583D)c≤τ≤0,9с и окончательное охлаждение, где D - диаметр стержня, мм [1]. Патент СССР № 1782241, кл. C 21 D 1/02, БИ № 46,1992.
Наиболее близким к заявляемому способу по технической сущности и достигаемому положительному результату является способ изготовления термоупрочненной стержневой арматурной стали в мелких профилях с использованием тепла прокатного нагрева, включающий нагрев заготовки, ее горячую деформацию, рекристаллизацию стали в течение времени 0,17-0,19 с при температуре 1020±30°С, циклическое охлаждение раската в течение времени 0,85-0,95 с с количеством циклов, равным двум, с промежуточным и окончательным отогревами поверхности до температур ниже точки Ac1 и окончательное охлаждение [2]. Патент РФ № 2149193, кл. C 21 D 1/02, БИ № 14, 1999.
Недостатком известных способов является невысокий уровень нормируемых потребительских свойств и механических характеристик, таких как: стойкость к коррозионному растрескиванию под напряжением, сохранение высокого уровня предела текучести и временного сопротивления разрыву после электроотпуска стержневой арматуры мелких диаметров.
Задачей заявляемого изобретения является возможность получения высоких прочностных характеристик после электроотпуска при высокой стойкости к коррозионному растрескиванию под напряжением на мелких профилях стержневой арматуры.
Поставленная задача достигается тем, что в способе изготовления термоупрочненной стержневой арматурной стали с использованием тепла прокатного нагрева, включающем нагрев заготовки, ее горячую деформацию, рекристаллизацию стали, циклическое охлаждение поверхности с количеством циклов, равным двум, с промежуточным и окончательным отогревами поверхности до температур ниже точки Ас1 и окончательное охлаждение, согласно изобретению, циклическое охлаждение поверхности проводят в течение времени (0,017-0,019)D с в первом цикле и (0,05-0,06)D с во втором цикле с промежуточным отогревом в течение 0,5-0,6 с при общем времени термообработки 7,5-8,5 с, где D - диаметр стержня, мм.
Экспериментально установлено, что для получения в поверхностном слое высокоотпущенного мартенсита, обеспечивающего высокую стойкость против коррозионного растрескивания под напряжением, охлаждение поверхности в первом цикле необходимо проводить в течение времени не менее 0,017 D с при промежуточном отогреве поверхности не менее 0,5 с. При охлаждении поверхности в первом цикле в течение времени более 0,019 D с не остается достаточного количества тепла для получения в поверхностном слое структуры высокоотпущенного мартенсита. Промежуточный отогрев поверхности в течение времени более 0,6 с при охлаждении поверхности во втором цикле в течение времени менее 0,05 D с приведет к снижению прочностных характеристик проката. Для сохранения высоких прочностных характеристик при высокой пластичности после электроотпуска охлаждение во втором цикле должно быть не более 0,06 D с при общем времени термообработки не менее 7,5 с. Увеличение общего времени термообработки более 8,5 с не обеспечивает получение высоких прочностных характеристик после электроотпуска и приводит к снижению коррозионной стойкости.
Предлагаемый способ термической обработки проката с указанной совокупностью, последовательностью выполнения операций и выбором интервалов значений признаков в указанном диапазоне их изменений обеспечивает достижение технического результата, заключающегося в обеспечении высоких прочностных и пластических характеристик готового проката после электроотпуска при высокой стойкости проката мелких профилей против коррозионного растрескивания под напряжением.
Получение данного технического результата достигнуто решением задачи на изобретательском уровне, например, выбор пределов времени охлаждения поверхности раската в первом и втором циклах, величины промежуточного отогрева поверхности и общего времени термообработки, что не следует из известного уровня техники.
Реализация способа термической обработки проката осуществлялась следующим образом.
Пример.
В сортопрокатном цехе ОАО “ЗСМК” на мелкосортном стане 250-1 проводили опытно-промышленные испытания предложенного способа термической обработки проката при изготовлении стержневой арматуры из стали 28С №10 промышленной плавки.
Для этого заготовки сечением 100×100 мм нагревали до температуры 1200±20°С, прокатывали на непрерывном мелкосортном стане 250-1. Затем проводили термическую обработку раската в течение 8,2 с, включающую рекристаллизацию стали в течении 0,18 с, циклическое охлаждение поверхности с количеством циклов, равным двум. Охлаждение поверхности в первом цикле проводили в течение 0,18 с, во втором цикле 0,55 с, промежуточный отогрев поверхности между циклами составлял 0,55 с, окончательный отогрев поверхности до температуры 590°С составлял 6,74 с. Окончательное охлаждение проводили на воздухе.
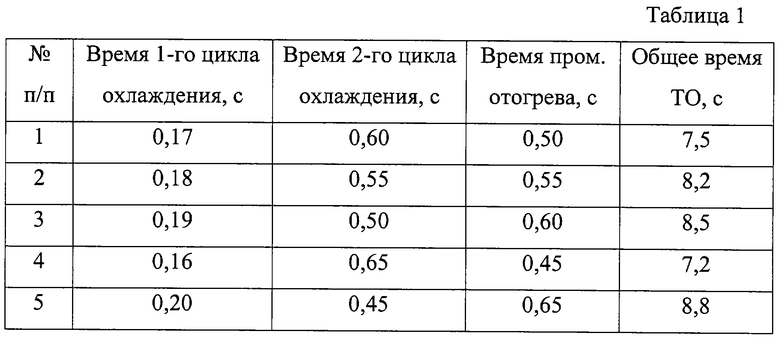
По предлагаемому способу было испытано несколько режимов, предусматривающих изменение времени каждого цикла переохлаждения поверхности, времени промежуточного отогрева раската и общего времени термообработки готового проката в заявляемом диапазоне их изменений с выходом за граничные значения. Режимы осуществления предлагаемого способа приведены в табл.1.
После осуществления указанных режимов определяли предел прочности, предел текучести и пятикратное удлинение после электронагрева до 400°С. Испытания на стойкость против коррозионного растрескивания под напряжением проводили по методике ускоренных испытаний в кипящем нитратном растворе, который служил агрессивной коррозионной средой и состоял из 600 мас.ч. азотно-кислого кальция, 50 мас.ч. азотно-кислого аммония и 350 мас.ч. воды. Температура среды обеспечивалась в пределах 98-100°С с помощью электроконтактного термометра. Испытания проводились на рычажных установках, позволяющих создавать изгиб образцов длиной 500 мм и обеспечивающих постоянный уровень напряжений во времени. Критерием склонности к коррозионному растрескиванию стали являлось время до разрушения образца.
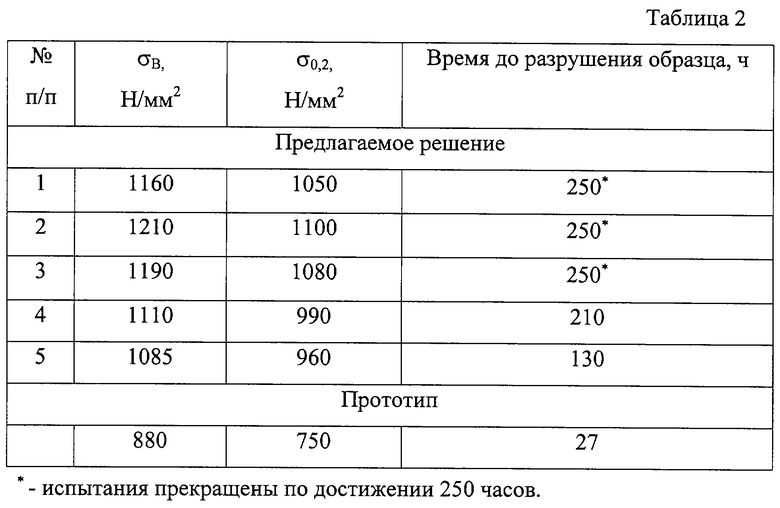
Полученные результаты промышленных испытаний приведены в таблице 2.
Из данных таблиц видно, что при термической обработке стержневой арматуры по предлагаемому способу получены лучшие результаты по прочностным характеристикам при высоком уровне пластичности. При этом время до разрушения образца при испытаниях на коррозионную стойкость под напряжением составило более 250 часов. Данные подтверждены актом промышленных испытаний.
Предложенный способ промышленно применим на металлургических предприятиях, имеющих непрерывные мелкосортные станы и выпускающих прокат различного назначения. Например, применение указанного способа при изготовлении высокопрочной стержневой арматуры на мелкосортном непрерывном стане 250-1 ОАО “ЗСМК” показало высокую эффективность технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ТЕРМОУПРОЧНЕННОЙ АРМАТУРНОЙ СТАЛИ | 2004 |
|
RU2287021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННОЙ СТЕРЖНЕВОЙ АРМАТУРНОЙ СТАЛИ | 1999 |
|
RU2149193C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1994 |
|
RU2081182C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2006 |
|
RU2340684C2 |
| Способ термической обработки с использованием тепла прокатного нагрева | 1990 |
|
SU1782241A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1995 |
|
RU2081189C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2001 |
|
RU2213150C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1992 |
|
RU2025503C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ПРОКАТА ВИНТОВОГО ПРОФИЛЯ | 2010 |
|
RU2425897C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1999 |
|
RU2169198C2 |
Изобретение относится к черной металлургии, в частности к термической обработке арматурной стали с использованием тепла прокатного нагрева, и может быть использовано при производстве высокопрочной стержневой арматуры. Техническим результатом изобретения является получение высоких прочностных характеристик при высокой стойкости к коррозионному растрескиванию под напряжением на мелких профилях стержневой арматуры. Заготовку нагревают и прокатывают, раскат подвергают термической обработке с нагревом до температуры рекристаллизации и циклическим охлаждением поверхности. Охлаждение поверхности проводят с количеством циклов, равным двум, охлаждая в первом цикле в течение (0,017-0,019)D·с, во втором цикле (0,05-0,06)D·с, отогревают поверхность между циклами в течение 0,5-0,6 с, окончательно отогревают поверхность при общем времени термической обработкой раската в течение 7,5-8,5 с и окончательно охлаждают на воздухе. 2 табл.
Способ термической обработки проката, преимущественно стержневой арматуры мелких профилей, с использованием тепла прокатного нагрева, включающий нагрев заготовки, ее горячую деформацию, рекристаллизацию стали, циклическое охлаждение поверхности с количеством циклов, равным двум, с промежуточным и окончательным отогревами поверхности до температур ниже точки Ас 1 и окончательное охлаждение, отличающийся тем, что циклическое охлаждение поверхности проводят в течение времени (0,017-0,019) D с в первом цикле и (0,05-0,06) D с во втором цикле с промежуточным отогревом в течение 0,5-0,6 с при общем времени термообработки 7,5-8,5 с, где D - диаметр стержня, мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУПРОЧНЕННОЙ СТЕРЖНЕВОЙ АРМАТУРНОЙ СТАЛИ | 1999 |
|
RU2149193C1 |
| Способ термической обработки с использованием тепла прокатного нагрева | 1990 |
|
SU1782241A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1994 |
|
RU2081182C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1995 |
|
RU2081189C1 |

