Изобретение относится к области металлургии и машиностроения, а именно к разработке способов повышения долговечности и надежности деталей машин путем модифицирования поверхности и нанесения покрытий, в частности на лопатки газовых турбин, и, в особенности, на лопатки компрессоров авиационных двигателей.
Самолеты и вертолеты с газотурбинными двигателями часто эксплуатируются в условиях значительной запыленности воздушного потока, а также высокой влажности морской среды, содержащей агрессивные компоненты. Эксплуатация и хранение двигателей в тропической и морской атмосфере сопровождается значительными коррозионными разрушениями лопаток из нержавеющих сталей и сплавов на основе никеля. Наблюдается воздушно-абразивная эрозия и коррозия, особенно опасна питтинговая коррозия (ПК) деталей авиадвигателей, например лопаток компрессоров. Происходит изменение геометрических размеров лопаток, снижаются механические свойства и ухудшаются эксплуатационные характеристики, уменьшается мощность двигателя, увеличивается расход топлива, значительно возрастают расходы на техническое обслуживание и ремонт двигателей. Применение пылезащитных устройств и методов консервации для предотвращения таких процессов недостаточно эффективно.
Изношенные лопатки обычно восстанавливаются путем полировки кромки профиля и пера или заменяются новыми. Лопатки с глубокими питгинговыми очагами коррозии не ремонтируются. Так как лопатки компрессоров изготавливают из сплавов на основе титана, никеля и высоколегированных сталей, которые имеют высокую стоимость и трудно обрабатываются, ремонт двигателей становится очень дорогим.
Известны способы повышения стойкости к коррозии и износу деталей газовых турбин, в частности лопаток авиационных двигателей.
Так в патенте Великобритании № 2226334, опубл. 27.06.90, раскрывается способ получения многослойного покрытия на подложку, выполненную из меди, алюминия, титана, никеля тантала, молибдена или сплавов на их основе, включающий нанесение первого слоя тугоплавкого переходного металла 4-6 групп Периодической системы элементов и второго слоя из нитридов, или оксидов 4-6 групп, за исключением радиоактивных элементов. Слои наносят методом напыления или ионного осаждения. Полученное покрытие повышает стойкость подложки к коррозии и/или износу.
В патентах Великобритании № 2322382 и 2322383, опубл. 26.08.98, изложен способ получения многослойного покрытия, преимущественно на деталях газовых турбин и авиационных двигателей, включающий нанесение на деталь слоя, богатого хромом, титаном и/или танталом, осаждение на него слоя из алюминида платины и слоя из оксида алюминия и нанесение наружного барьерного защитного покрытия из керамики. Способ позволяет повысить стойкость деталей к окислению и коррозии.
Известен также способ нанесения многослойного покрытия на детали авиационных двигателей и элементы газовых турбин, включающий осаждение на поверхности изделия коррозионно-стойкого связующего металлического слоя методом плазменного напыления или физического осаждения из парогазовой фазы (PVD), осаждение на него керамического слоя, имеющего столбчатую структуру, методом физического испарения и термического барьерного покрытия, в котором присутствуют эрозионно-стойкие составляющие, такие как карбид кремния и оксид алюминия. В качестве керамического слоя наносят стабилизированный иттрием оксид циркония. Изобретение позволяет повысить стойкость покрытия при термических нагрузках (ЕР 0783043, опубл. 09.07.97).
В наиболее близком к предложенному изобретению патенте РФ № 2161661, опубл. 10.01.2001, предложен способ нанесения многослойного покрытия и повышения долговечности деталей, в котором решаются задачи повышения сопротивления износу, в частности эрозионной стойкости в газоабразивном потоке, при сохранении достаточно высокого уровня механических, в том числе усталостных свойств и коррозионной стойкости.
Способ включает ионную очистку поверхности, нанесение, по крайней мере, трехслойного покрытия из одного или смеси переходных металлов IV А- VI А групп Периодической системы Менделеева, при этом первый слой формируют в среде нейтрального газа, второй - в смеси нейтрального и реакционного газов, третий - осаждением в смеси нейтральных и реакционных газов нитридов, карбидов, боридов или их смеси. Один или несколько слоев подвергают ионной имплантации аргоном, азотом или бором в процессе осаждения или после окончания осаждения.
Однако практическая эксплуатация различных типов газотурбинных двигателей с покрытиями, полученными указанными выше способами, показала, что во многих случаях коррозионная стойкость деталей оказывается недостаточной и является одной из основных причин отбраковки лопаток компрессоров, снижения их долговечности и надежности. Это особенно актуально при эксплуатации двигателей в тропических районах и морском климате, где изделия в значительной степени подвержены питтинговой коррозии.
Настоящее изобретение направлено на повышение коррозионной стойкости деталей авиационной техники, работающих во влажных морских и тропических условиях.
Питтинговая (точечная коррозия) относится к локальным видам коррозии, при которой разрушение сосредоточено в отдельных точках на поверхности детали. Этот вид коррозии вызывается коррозионными средами, в которых присутствуют ионы Сl-, Вr-, I-, HS-, СlO-4, CNS-, причем наиболее агрессивным является ион хлора. В коррозионной среде должна возникнуть определенная концентрация указанных анионов, причем питтинговая коррозия (ПК) развивается в определенном интервале температур.
Сплавы на основе железа подвержены ПК в широком диапазоне сред и условий взаимодействия. Никелевые сплавы менее склонны к ПК, однако в определенных условиях также могут подвергаться этому виду коррозии.
Считается, что в нержавеющих сталях легирование азотом повышает сопротивление ПК, тогда как углерод, сера, фосфор, а также наличие неметаллических включений резко снижает сопротивление ПК. Неметаллические включения вообще являются одной из основных причин развития питтиноговой коррозии в различных сплавах.
Большое влияние на сопротивление ПК оказывает чистота и качество поверхности: чем выше класс обработки поверхности, меньше на поверхности дефектов и примесей, тем выше стойкость к ПК.
Техническим результатом изобретения является значительное повышение коррозионной стойкости, особенно повышение сопротивления питтинговой коррозии деталей машин и механизмов, и, в частности, деталей авиационной техники, особенно лопаток компрессоров газовых турбин, при сохранении высокого уровня износостойкости покрытия.
Технический результат достигается тем, что способ нанесения многослойного покрытия на металлические изделия методом катодного распыления включает ионную очистку и/или модификацию поверхности изделия, предварительное осаждение на изделие в среде инертного газа, по меньшей мере, одного коррозионно-стойкого слоя металла, выбранного из группы, содержащей молибден, ниобий, тантал, вольфрам, хром, титан, цирконий, никель или сплавов на их основе, причем градиент содержания элементов возрастает от поверхности изделия к поверхности слоя; нанесение, по меньшей мере, трехслойного износостойкого покрытия путем осаждения в среде инертного газа слоя металла, выбранного из одного или более элементов IV A-VI А групп Периодической системы Менделеева или сплавов на их основе; осаждение в смеси инертного и реакционного газов слоя раствора азота, углерода или бора в упомянутых металлах; осаждение в среде реакционных газов слоя нитрида, карбида и/или борида упомянутых металлов, ионную имплантацию, по меньшей мере, одного слоя высокоэнергетическими неметаллическими ионами; осаждение в среде инертного газа, по меньшей мере, одного слоя наружного защитного покрытия из металла или сплава, выбранного из группы, содержащей молибден, ниобий, тантал, вольфрам, хром, титан, цирконий, никель, и/или алюминия и/или эмали.
Многослойное покрытие наносят на изделия, изготовленные из сталей или сплавов на основе никеля. Изделиями являются лопатки компрессоров, детали авиационных двигателей, газоперекачивающих и энергетических установок.
Для получения необходимой толщины количество слоев многослойного покрытия может составлять от 5 до 300, преимущественно от 5 до 30. При этом слои износостойкого покрытия многократно чередуются, а коррозионно-стойкое покрытие может содержать от 1 до 5 слоев.
Для увеличения коррозионной стойкости, по меньшей мере, один слой коррозионно-стойкого покрытия подвергают ионной имплантации высокоэнергетическими металлическими и/или неметаллическими ионами. В некоторых случаях после ионной имплантации проводят термическую обработку коррозионно-стойкого покрытия и/или ионную очистку.
При нанесении слоев в качестве нейтральных газов используют аргон, неон, гелий или их смеси.
Для обеспечения более равномерного и сплошного покрытия после нанесения наружного защитного покрытия проводят его термообработку.
Для перераспределения напряжений и повышения механических свойств изделие с нанесенным многослойным покрытием подвергают упрочняющей обработке микрошариками, гидродробеструйной или пневмодробеструйной обработке.
Сущность настоящего изобретения состоит в том, что подвергается модификации поверхность детали, на которую наносится покрытие, после стандартной процедуры очистки и мойки либо обрабатывается в вакуумно-плазменной установке, оборудованной источником высокоэнергетических ионов, либо в отдельной установке, оборудованной системой ионной имплантации и/или очистки. Целью такой модификации является активация и очистка поверхности от примесей, создание условий для нанесения покрытия с высокой адгезией, снижение локальных внутренних напряжений и ионное легирование поверхностных слоев элементами с высокой коррозионной и/или эрозионной стойкостью. Такая обработка по сравнению с абразивно-жидкостной подготовкой поверхности увеличивает чистоту и качество поверхности, улучшает адгезию покрытия к поверхности металлов.
Затем наносится, по меньшей мере, один слой коррозионно-стойкого металла или сплава с повышенным содержанием таких элементов, как никель, хром, молибден, тантал, ниобий, вольфрам, титан, цирконий, с тем чтобы был создан сплошной слой коррозионно-стойкого сплава, не подверженного точечной и общей коррозии в рабочих средах. По меньшей мере, один нанесенный слой обрабатывается высокоэнергетическим источником металлических ионов и/или ионов аргона или другого нейтрального газа для увеличения коррозионной стойкости нанесенного слоя за счет перемешивания и уменьшения количества дефектов. После ионной обработки в некоторых случаях необходима дополнительная термообработка, обеспечивающая процессы ионной постимплантации, приводящие структуру к равновесию или рекристаллизации поверхностного слоя. Такая термообработка может проводиться непосредственно в камере установки.
Поскольку все процессы можно провести в одной установке, коррозионно-стойкое покрытие имеет чистую поверхность и является хорошим основанием для нанесения на него многослойного износостойкого покрытия. Для повышения плотности и сплошности этого слоя используется имплантация высокоэнергетическими ионами нейтральных газов.
Затем, если необходимо, выполняется ионная очистка, после чего наносится износостойкое покрытие. При этом состав, по меньшей мере, одного слоя износостойкого покрытия дополнительно легируется элементами, обладающими высоким сопротивлением коррозии: хромом, молибденом, вольфрамом, ниобием, танталом.
Последней стадией процесса формирования покрытия является нанесение, по меньшей мере, одного слоя, который должен обеспечить повышение стойкости к коррозии слоев из фаз внедрения (нитридных, боридных, карбидных или других фаз внедрения). При нанесении наружного слоя покрытия, содержащего молибден, никель, хром, вольфрам, ниобий, тантал и/или сплавы этих элементов и/или алюминий и/или эмаль, в некоторых случаях требуется дополнительная термическая обработка при повышенной температуре для обеспечения более равномерного и сплошного покрытия.
Следовательно, коррозионно-стойкое и износостойкое покрытие по данному изобретению может включать следующие основные этапы формирования:
1. Подготовка поверхности детали с помощью ионного травления и/ или ионной очистки высокоэнергетическими ионами.
2. Нанесение коррозионно-стойкого слоя, состоящего из металлов и/или сплавов на основе хрома, никеля, молибдена, вольфрама, тантала, ниобия
3. Обработка нанесенного коррозионно-стойкого слоя высокоэнергетическими ионами нейтральных газов.
4. При необходимости дополнительная ионная очистка поверхности и термическая обработка.
5. Нанесение многослойного износостойкого покрытия, состоящего из металлических слоев и слоев из фаз внедрения, включая ионную имплантацию нейтральными газами или реакционными газами.
6. Ионная очистка поверхности, состоящей из фаз внедрения.
7. Нанесение наружного коррозионно-стойкого слоя, состоящего из молибдена, ниобия, тантала, вольфрама, хрома, титана, циркония, сплавов на их основе и/или алюминия и/или эмали.
8. Ионная имплантация газами поверхности нанесенного покрытия.
9. При необходимости дополнительная термическая обработка материалов или деталей с покрытиями.
10. При необходимости дополнительная виброобработка микрошариками или другими методами поверхностного упрочнения для перераспределения напряжений и повышения механических характеристик детали или изделия.
Высокая износостойкость и коррозионная стойкость обеспечиваются нанесением на металлическую подложку после очистки и ионной обработки методом ионно-плазменного распыления слоев из никеля, тугоплавких металлов или сплавов с высоким содержанием этих элементов в среде инертного газа, а затем многослойного покрытия из чередующихся керамических и металлических слоев, образующихся при напылении металлов в среде реакционного или нейтрального газа, а затем дополнительного слоя в среде инертного газа.
Способ осуществляется следующим образом.
Перед нанесением покрытия проводят очистку поверхности подложки источником, смонтированным в камере установки для нанесения покрытия, или ионным источником в составе отдельной установки.
Нанесение покрытия проводилось в установке, оборудованной источником ионной имплантации, снабженной оптическими пирометрами высокой точности и системами дозированной подачи нейтральных и реакционных газов в камеру ионно-плазменного осаждения и в источник высокоэнергетических ионов, а также приборами для управления и системой компьютерного мониторинга за параметрами технологического процесса.
Образцы или лопатки компрессоров авиационных двигателей, изготовленные из нержавеющих хромоникелевых сталей или из сплавов на никелевой основе типа инконель 718, после стандартных операций очистки и мойки были сначала обработаны высокоэнергетическими ионами аргона для очистки поверхности лопаток от твердых, жидких или поглощенных газовых примесей. Затем была проведена дополнительная очистка высокоэнергетическим источником ионов, обеспечивающая полное удаление примесей с поверхности деталей.
Затем на поверхность наносили коррозионно-стойкий слой либо из тугоплавкого коррозионно-стойкого металла, например хрома, молибдена, тантала, ниобия, вольфрама, либо смесь этих металлов, либо сплав на основе никеля или на основе тугоплавких металлов с высоким содержанием коррозионно-стойких элементов.
Для определения эффективности различных сочетаний коррозионно-стойких слоев и износостойких покрытий были изготовлены катоды из различных металлов и сплавов, в частности следующих:
- хром марки X1 (98% Сr);
- сплав нихром (80% Ni, 20% Сr);
- сплав ВХ2 (0,2% Ti, 0,2% V; 0,3-1,0% Y, остальное - хром);
- сплав ВХ4 (32% Ni, 0,2% Ti, 0,3% V, 1,5% W, остальное - хром);
- молибден марки МТ (0,5% Ti);
- молибден марки ВМ2 (0,2% Ti, 0,3-0,4% Zr);
- сплав ниобия марки ВН4 (1,5% Zr, 9,6% Mo, 0,03% La, 0.3% C, остальное - ниобий);
- вольфрам марки ТСВ (0,2% Та, 0,1% С);
- сплав титан-цирконий (33% Zr, 67% Ti);
- цирконий марки Э125 или Э100;
- титан марки ВТ1-00.
Покрытия наносились следующим образом: в камере устанавливались катоды соответствующего металла или сплава и образцы или детали, затем после ионной очистки наносился коррозионно-стойкий слой, который в некоторых вариантах подвергался ионной имплантации и при необходимости термической обработке. После этого наносили износостойкое многослойное покрытие с имплантацией ионов аргона, азота углерода, бора и затем коррозионно-стойкий наружный слой. В некоторых случаях проводился дополнительный нагрев в камере после нанесения наружного слоя для создания более плотного и бездефектного слоя на износостойких фазах внедрения, а также дополнительная имплантация.
Если запланированный вариант покрытия позволял, то все процессы проводились в одной камере, в других случаях использовались две установки с заменой катодов и изменением режимов обработки.
В альтернативных вариантах описанные стадии осаждения тугоплавких металлов: никеля, титана, циркония или сплавов на их основе могут быть повторены. Чередование различных слоев в покрытии обеспечивается поочередным нагреванием катодов в атмосфере аргона или другого нейтрального газа или одновременной активацией различных катодов.
В предпочтительных вариантах каждый или некоторые из слоев покрытия на различных стадиях его нанесения подвергают воздействию высокоэнергетическим потоком ионов аргона, или азота, или углерода, или бора путем изменения атмосферы в ионном источнике и/или в камере установки.
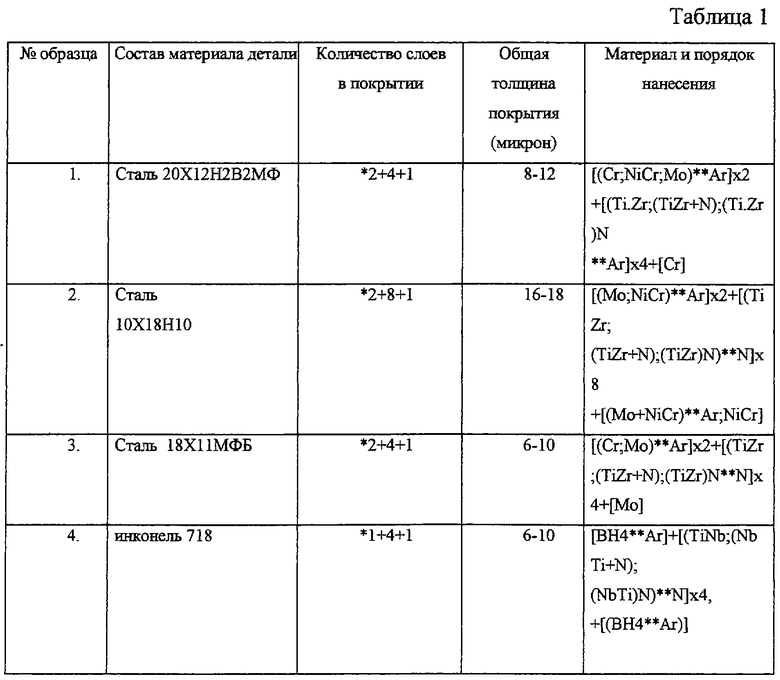
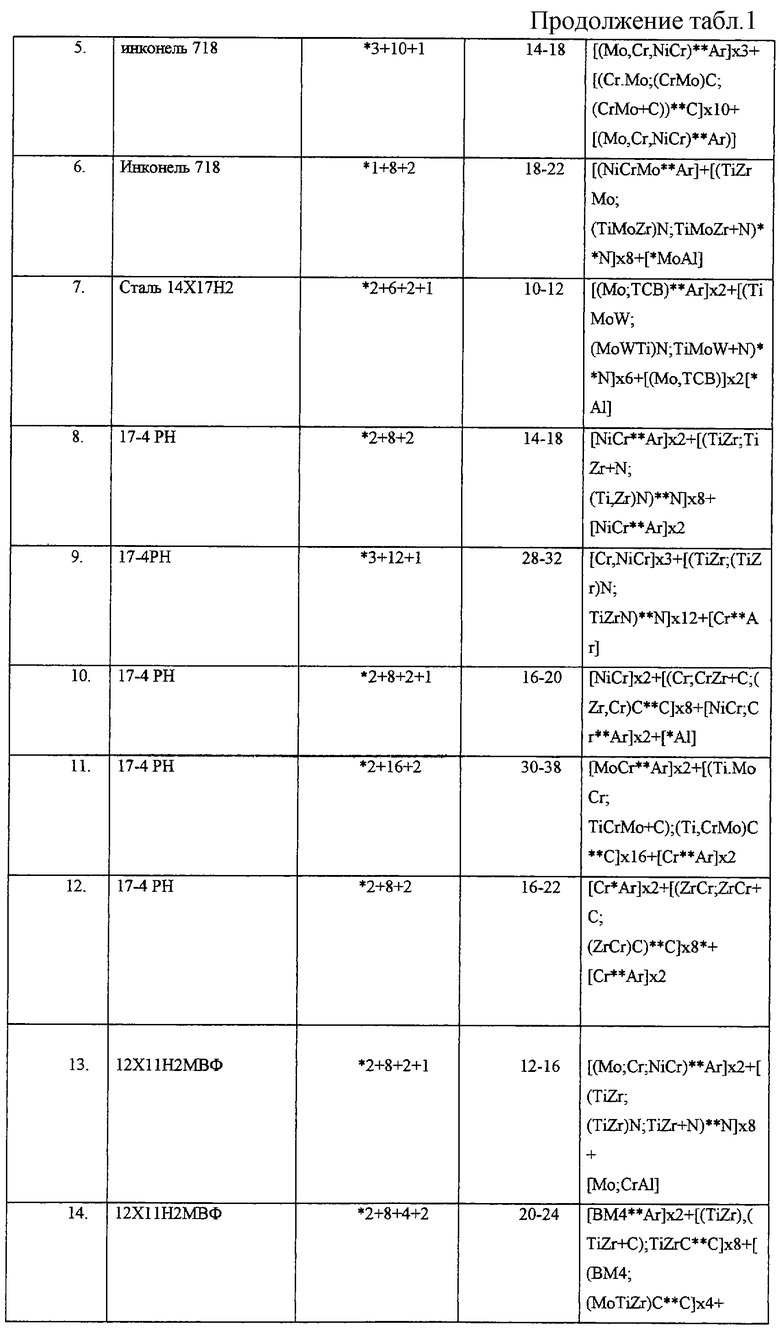
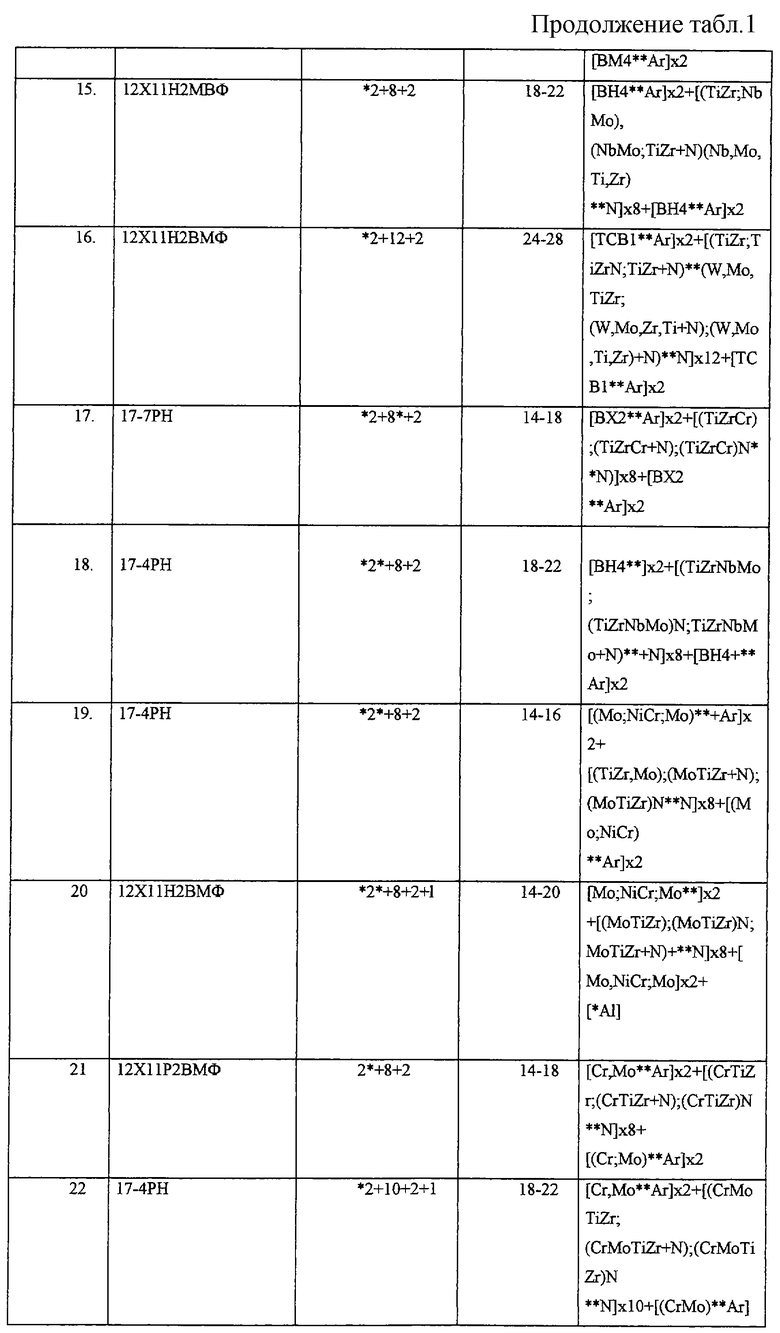
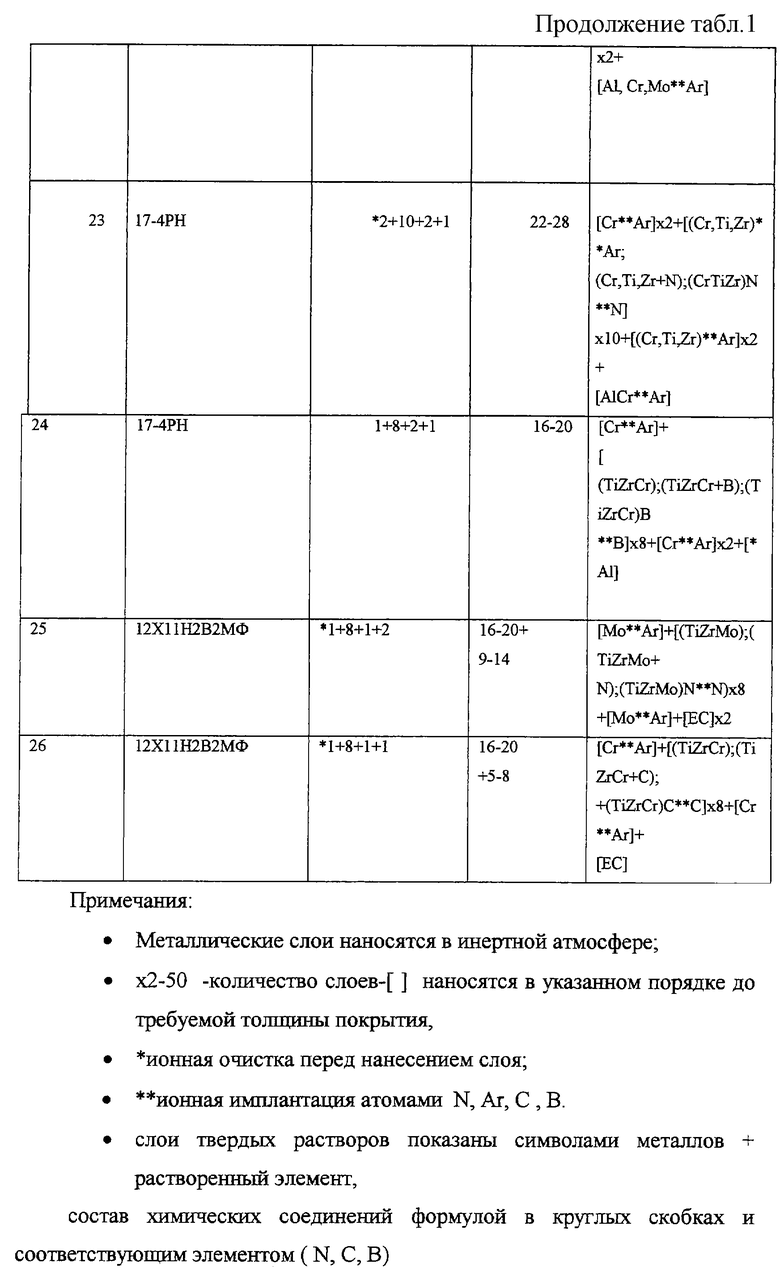
Таблица 1 дает примеры изученных покрытий с указанием порядка и толщины слоев, а также состава образцов материалов, использованных при нанесении покрытий в соответствии с данным изобретением.
Примеры покрытий из различных материалов приведены в табл. 1
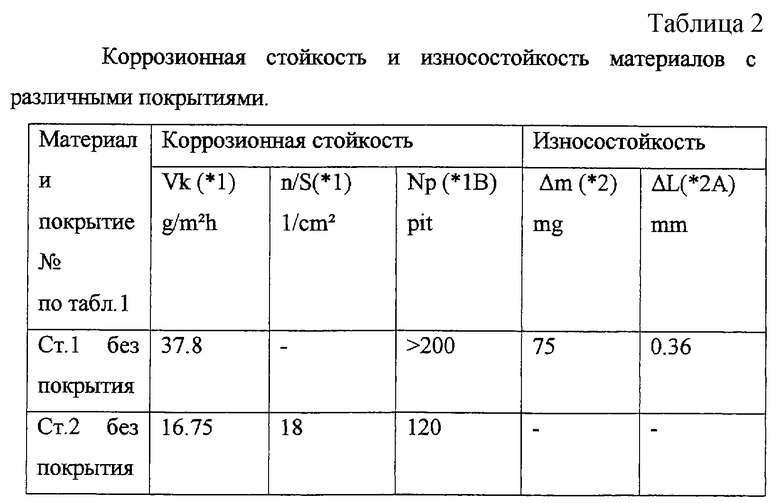
Образцы без покрытий и с многослойным покрытием по заявляемому способу были подвергнуты испытаниям на коррозию следующими методами.
1. Стандартным методом по ASTM G48-76(метод*1) в 10%FeCl3 при температуре 25°С в течение 72 часов, при этом скорость коррозии рассчитывается по формуле
Vk=2000Δm/S,
где Vk - скорость коррозии г/м2·ч(/m2h), Δm - суммарная потеря массы образцов (5 образцов), S - суммарная площадь поверхности образцов.
Определялось также среднее число питтингов (n/S 1/cm2) на единицу площади поверхности.
2. Метод моделирования работы лопаток в условиях тропического климата. Лопатки были нагреты при 420 градусах в камере в течение 1 часа. Затем лопатки были охлаждены в 3% растворе хлорида натрия, выдержаны во влажной камере в течение 23 часов, и цикл был повторен 10 раз. Целью этих испытаний было смоделировать работу лопаток в условиях тропического морского климата. Оценка сопротивления коррозии производилась визуальным осмотром лопаток после каждого цикла и подсчетом количества питтингов на поверхности лопаток после коррозионных испытаний (Np-pit).
Результаты испытаний показали, что стойкость образцов без покрытий значительно меньше, чем стойкость лопаток с покрытием по настоящей заявке (см. табл. 2).
3. Испытания на коррозию также проводились на лопатках компрессоров авиадвигателей в климатической камере при температуре 35°С в парах 3% раствора поваренной соли в течение 20 суток для оценки коррозионных повреждений на питтинговую коррозию на пере лопатки (имитация стояночной коррозии), данные усреднялись по 12 лопаткам и приведены ниже:
1. Лопатки без покрытия - более 180 питтингов на пере,
2. Лопатки с серийным покрытием нитрида титана - 150 питтингов,
3. Лопатки с многослойным покрытием с имплантацией по патенту РФ № 2161661 - 20 питтингов.
4. Лопатки с коррозионно-стойким и износостойким покрытием по настоящей заявке - 0 питтингов.
Износостойкость различных вариантов предлагаемых покрытий определялась после испытаний на эрозионную стойкость на реальных лопатках компрессоров авиационных двигателей на экспериментальной установке при скорости потока 120-150 м/с, расходе абразива 50 г/мин, угле атаки 8-90° - стойкость определяется изменением массы лопаток (в мг) в воздушно-абразивном потоке вращающихся лопаток без покрытий и с покрытиями (*2)- и величины изменения хорды лопатки в верхнем сечении (в мкм)(*2А).
Результаты коррозионных испытаний и износостойкости некоторых вариантов покрытий представлены в табл. 2.

Эрозионные испытания проводились на экспериментальной установке в воздушно-абразивном потоке с вращающимися образцами в сравнении с непокрытыми образцами или лопатками, или различных вариантов из одних марок сталей с покрытиями между собой.
Проведенные испытания на усталость лопаток с предпочтительными покрытиями и лопаток без покрытий показали, что усталостная прочность лопаток после нанесения покрытий практически не изменяется, остается на высоком уровне и обеспечивает необходимую надежность детали. Условия испытаний лопаток на усталостную прочность соответствовали реальным параметрам при эксплуатации авиадвигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ И ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ | 1999 |
|
RU2161661C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 1999 |
|
RU2171315C2 |
| МНОГОСЛОЙНЫЙ ЛИСТОВОЙ МАТЕРИАЛ И ЕГО ВАРИАНТ | 1997 |
|
RU2139793C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩИХ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2015 |
|
RU2574542C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| ЗАЩИТНЫЙ СЛОЙ ДЛЯ ЗАЩИТЫ ДЕТАЛИ ОТ КОРРОЗИИ, ОКИСЛЕНИЯ И ТЕРМИЧЕСКОЙ ПЕРЕГРУЗКИ, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2147624C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 2009 |
|
RU2415199C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ПАРОВЫХ И ГАЗОВЫХ ТУРБИН ОТ СОЛЕВОЙ И ГАЗОВОЙ КОРРОЗИИ, ГАЗОАБРАЗИВНОЙ И КАПЕЛЬНО-УДАРНОЙ ЭРОЗИИ | 2005 |
|
RU2353778C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОСЛОИ, ДЛЯ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2386724C2 |
Изобретение относится к области металлургии и машиностроения, а именно к разработке способа повышения долговечности, надежности и ремонта деталей машин путем нанесения покрытий на рабочие поверхности и их последующей обработки. Сущность изобретения состоит в нанесении на детали коррозионно-стойкого и износостойкого покрытия, состоящего из множества слоев, где каждый из этих слоев состоит из одного или нескольких металлов (титана, циркония, молибдена, вольфрама, никеля, кобальта, железа, хрома, алюминия), твердых растворов или фаз внедрения на их основе и где один или несколько слоев подвергаются ионной имплантации высокоэнергетическими неметаллическими ионами, для того чтобы вызвать изменения в структуре и составе осажденного слоя и обеспечить повышенные эксплуатационные свойства. Способ дает возможность нанести покрытия с высоким сопротивлением коррозии и эрозии, позволяет увеличить долговечность деталей, преимущественно лопаток компрессоров газовых турбин. 11 з.п.ф-лы, 2 табл.
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ И ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ | 1999 |
|
RU2161661C1 |
| СПОСОБ КОНСЕРВАЦИИ ЗЕРНА | 2002 |
|
RU2226334C1 |
| Способ брикетирования металлической стружки | 1979 |
|
SU783043A1 |
| СПОСОБ ЗАЩИТЫ СТРЕЛОВОГО ГРУЗОПОДЪЕМНОГО КРАНА ОТ ПЕРЕГРУЗКИ (ВАРИАНТЫ) | 2006 |
|
RU2322382C1 |
| ПНЕВМАТИЧЕСКИЙ ДОМКРАТ | 2006 |
|
RU2322383C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

